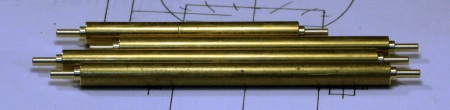
 Doppelend-Andrehverfahren. Mit dem längeren
1,4-mm-Zapfen kann ich später die hellgrau gespritzten Ventile in Decksbuchsen
stecken.
Doppelend-Andrehverfahren. Mit dem längeren
1,4-mm-Zapfen kann ich später die hellgrau gespritzten Ventile in Decksbuchsen
stecken.Mehrere Entlüftungsventile
several vent valves
Im hinteren Bereich des Hauptdecks stehen mehrere, größere Entlüftungsventile. Ein relativ einfacher Bau, wenn auch die Teile wieder recht klein sind. Jedes Ventil entsteht aus mehreren Einzelteilen, allesamt Drehteile. Ich beginne mit den unteren Teilen der Ventile.
Doppelend-Andrehverfahren. Mit dem längeren
1,4-mm-Zapfen kann ich später die hellgrau gespritzten Ventile in Decksbuchsen
stecken.
 Abstechen, den unteren Flansch auf 0,6 mm
Dicke plandrehen, Durchgangsbohrung 0,8 mm.
Abstechen, den unteren Flansch auf 0,6 mm
Dicke plandrehen, Durchgangsbohrung 0,8 mm.
 Links sieben Decksbuchsen, deren
Durchgangsbohrungen 1,4 mm. Rechts habe ich in eine Decksbuchse ein Flanschteil
gesteckt.
Links sieben Decksbuchsen, deren
Durchgangsbohrungen 1,4 mm. Rechts habe ich in eine Decksbuchse ein Flanschteil
gesteckt.
 Für das kugelförmige Mittelteil (Durchmesser
3,5 mm) habe ich aus Silberstahl einen Kugel-Formstechstahl gefertigt (mein
Buch Seiten 53 bis 56).
Ich habe die Rundung allerdings nicht gebohrt, wie dort vorgeschlagen, sondern
mit einem 3,5-mm-Fingerfräser eingefräst (errechnet 0,55 mm).
Für das kugelförmige Mittelteil (Durchmesser
3,5 mm) habe ich aus Silberstahl einen Kugel-Formstechstahl gefertigt (mein
Buch Seiten 53 bis 56).
Ich habe die Rundung allerdings nicht gebohrt, wie dort vorgeschlagen, sondern
mit einem 3,5-mm-Fingerfräser eingefräst (errechnet 0,55 mm).
 Zuerst eine Drehprobe mit dem neu
geschaffenen Formstechstahl. Dabei ermittle ich gleichzeitig jenen Skalenwert
der Quersupportskala, welcher genau dem Durchmesser 3,5 mm entspricht.
Zuerst eine Drehprobe mit dem neu
geschaffenen Formstechstahl. Dabei ermittle ich gleichzeitig jenen Skalenwert
der Quersupportskala, welcher genau dem Durchmesser 3,5 mm entspricht.
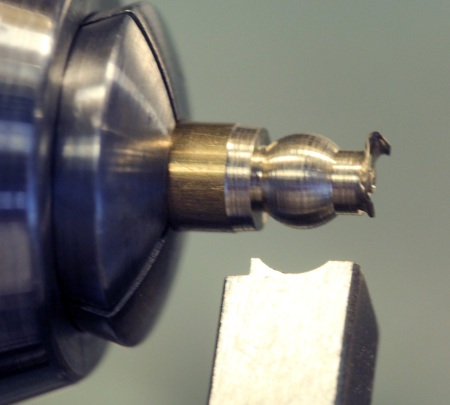
 So konnten dann an die vorgedrehten Ms-Stäbe
die Kugelformen kontrolliert angestochen werden. Der Formstahl ist so
beschaffen, daß gleichzeitig bei Erreichen der Kugelform der Durchmesser vom
oberen Flansch entsteht.
So konnten dann an die vorgedrehten Ms-Stäbe
die Kugelformen kontrolliert angestochen werden. Der Formstahl ist so
beschaffen, daß gleichzeitig bei Erreichen der Kugelform der Durchmesser vom
oberen Flansch entsteht.
 Abgestochen und die Flansche auf ebenfalls
0,6 mm Dicke plangedreht, 1,4-mm-Bohrung 4 mm tief. Eine schöne klare
Nahaufnahme. Die Canon EOS 1200D tut ihre Arbeit - bei stets ausreichendem Licht.
Abgestochen und die Flansche auf ebenfalls
0,6 mm Dicke plangedreht, 1,4-mm-Bohrung 4 mm tief. Eine schöne klare
Nahaufnahme. Die Canon EOS 1200D tut ihre Arbeit - bei stets ausreichendem Licht.
 Das sind die seitlichen Flanschscheiben, 3,2
mm Außendurchmesser.
Das sind die seitlichen Flanschscheiben, 3,2
mm Außendurchmesser.
 Die Mittelteile erhielten mit einem
2-mm-Finger-Tauchfräser je eine seitliche, 1 mm tiefe Senkung zur Aufnahme vom
Zapfen der Flanschscheiben. Ich habe es gerade noch hinbekommen. Sinnvoller wäre
es gewesen, diese Senkung noch "am Stück" vor dem Abstechen zu machen!
Die Mittelteile erhielten mit einem
2-mm-Finger-Tauchfräser je eine seitliche, 1 mm tiefe Senkung zur Aufnahme vom
Zapfen der Flanschscheiben. Ich habe es gerade noch hinbekommen. Sinnvoller wäre
es gewesen, diese Senkung noch "am Stück" vor dem Abstechen zu machen!
 Die Planflächen der Flanschscheiben
erhielten, wie man das auf Fotos sieht, noch 0,15 mm tiefe Eindrehungen und
wurden dann in die Mittelteile gelötet.
Die Planflächen der Flanschscheiben
erhielten, wie man das auf Fotos sieht, noch 0,15 mm tiefe Eindrehungen und
wurden dann in die Mittelteile gelötet.
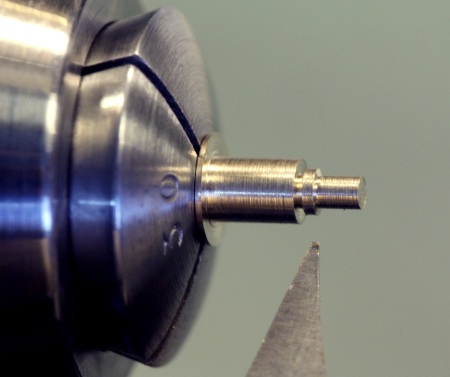 Oben auf den Ventilen sitzen "Kappen", im
Bild das Vordrehen, alle Teile haben 3-mm-Spannzapfen, damit ich auch in der
"Länge" nach justierter Skala arbeiten kann.
Oben auf den Ventilen sitzen "Kappen", im
Bild das Vordrehen, alle Teile haben 3-mm-Spannzapfen, damit ich auch in der
"Länge" nach justierter Skala arbeiten kann.
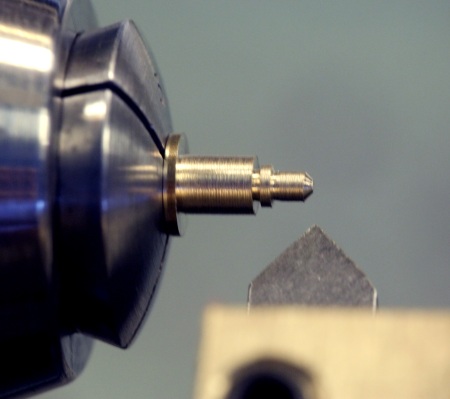 Die halbkugelförmige Rundung wird durch
Vorstechen mit dem 45°-Fasenstechstahl vorgedreht (Stechtiefe errechnet!),
danach mit dem Dreikantschaber (unter dem Mikroskop, der Durchmesser ist ja nur
1,1 mm!) rund "verdrechselt".
Die halbkugelförmige Rundung wird durch
Vorstechen mit dem 45°-Fasenstechstahl vorgedreht (Stechtiefe errechnet!),
danach mit dem Dreikantschaber (unter dem Mikroskop, der Durchmesser ist ja nur
1,1 mm!) rund "verdrechselt".
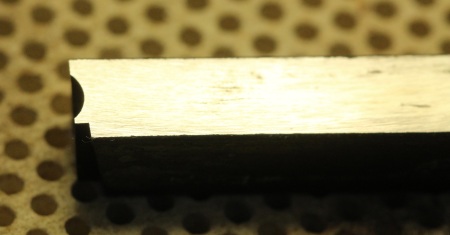
 Hier erkennt man die 3-mm-Spannzapfen. Die
Schlüsselflächen SW 1,4 mm sind
angefräst:
Hier erkennt man die 3-mm-Spannzapfen. Die
Schlüsselflächen SW 1,4 mm sind
angefräst:
 Die Kappen mit 0,1 mm Längenaufmaß
abgestochen...
Die Kappen mit 0,1 mm Längenaufmaß
abgestochen...
![]() (kleine Fotos anklicken)
...und an dieser Seite je einen 0,5 mm langen, 1,4-mm-Zentrierzapfen angedreht.
Rechts steckt eine dieser Kappen bereits auf dem Mittelteil.
(kleine Fotos anklicken)
...und an dieser Seite je einen 0,5 mm langen, 1,4-mm-Zentrierzapfen angedreht.
Rechts steckt eine dieser Kappen bereits auf dem Mittelteil.
 Und hier sind sie alle mit winzigen Tropfen
Sekundenkleber eingeklebt.
Und hier sind sie alle mit winzigen Tropfen
Sekundenkleber eingeklebt.
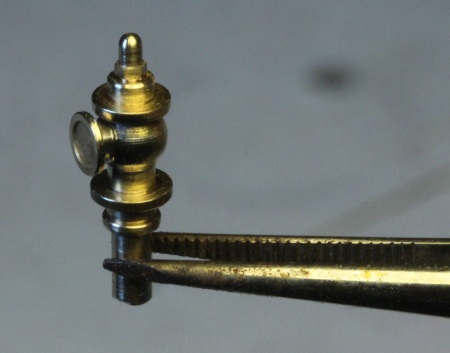 Die Pinzette hält hier die Decksbuchse fest,
die später im Deck eingegossen/-geklebt wird. Insgesamt besteht jedes dieser
Ventile aus fünf Teilen. Die Herstellung ist stets einfacher, wenn man
komplizierte und zudem sehr kleine Bauteile in mehrere, einfach herzustellende
Einzelteile zerlegt.
Die Pinzette hält hier die Decksbuchse fest,
die später im Deck eingegossen/-geklebt wird. Insgesamt besteht jedes dieser
Ventile aus fünf Teilen. Die Herstellung ist stets einfacher, wenn man
komplizierte und zudem sehr kleine Bauteile in mehrere, einfach herzustellende
Einzelteile zerlegt.
 Zwei
der Entlüftungsventile an der Achterkante des hinteren Deckshauses. Die
Deckssockel sind bereits ins Deck eingeklebt. Nun geht es weiter mit dem
Detailbau an dieser Querwand.
Zwei
der Entlüftungsventile an der Achterkante des hinteren Deckshauses. Die
Deckssockel sind bereits ins Deck eingeklebt. Nun geht es weiter mit dem
Detailbau an dieser Querwand.
019
![]()