Miniaturketten für Relinge usw.
miniature
chain for rails etc.
Die Miniatur-Ketten, die
man für den Modellbau kaufen kann, gefallen mir nie richtig, weil deren Glieder
in der Regel nicht oval sind, sondern mehr kreisrund. Auch die Kettchen, die der
Juwelier hat, sehen so ähnlich aus. Ich habe beschlossen, die winzigen und zudem
meist recht kurzen Stücke von Ketten für Relinge usw. für mein
1:50-Zerstörer-Modell USS CASSIN YOUNG selbst anzufertigen. In der Vergangenheit
habe ich ein anderes Verfahren dazu angewendet. Hier nun habe ich mir etwas
vollkommen Neues ausgedacht. Auch hier möchte ich wieder den dringenden Rat
geben, diese "Ketten-Produktion" für den Anfang nicht so sehr klein zu wagen.
Die wesentlichen Arbeitsgänge mache ich unter dem Stereo-Mikroskop. Bei
vielleicht doppelt so großen Ketten genügt sicher eine Kopflupe mit 2,5-facher
Vergrößerung. Über alle Varianten werde ich in Kürze einen ausführlichen Beitrag
für die Zeitschrift SchiffsModell erarbeiten, auch über
alternative "Ketten", also Imitationen.
001
Später werde ich an der Stelle noch ein Foto von der 100-fachen (!)
Vergrößerungszeichnung einfügen, ohne die es keinesfalls zu machen ist...
002
 Ein 10 mm breiter Stahlklotz
(Automaten-Stahl genügt) erhält eine Quer-Nut 1,25 mm breit (1-mm-Fingerfräser,
exakt messen!). Die Tiefe der Nut kann erst auf die errechnete Tiefe von 0,64 mm
gefräst werden, wenn die obere Fläche mit dem gleichen Fräser überstirnt und die
Skala vom Z-Höhensupport "genullt" wurde (digitale Meßeinrichtung).
Ein 10 mm breiter Stahlklotz
(Automaten-Stahl genügt) erhält eine Quer-Nut 1,25 mm breit (1-mm-Fingerfräser,
exakt messen!). Die Tiefe der Nut kann erst auf die errechnete Tiefe von 0,64 mm
gefräst werden, wenn die obere Fläche mit dem gleichen Fräser überstirnt und die
Skala vom Z-Höhensupport "genullt" wurde (digitale Meßeinrichtung).
 Als seitliche Begrenzungen der Nut werden
zwei Ms-Klötze mit M4-Senkschrauben befestigt. Unten 2-mm-Zylinderstifte, damit
sich die Klötze nicht verdrehen können. Oben liegen die Flächen etwa 0,1 mm
tiefer (!) als die obere Fläche vom Stahlklotz. Die untere Fläche als
Standfläche wird danach noch einmal leicht überfräst.
Als seitliche Begrenzungen der Nut werden
zwei Ms-Klötze mit M4-Senkschrauben befestigt. Unten 2-mm-Zylinderstifte, damit
sich die Klötze nicht verdrehen können. Oben liegen die Flächen etwa 0,1 mm
tiefer (!) als die obere Fläche vom Stahlklotz. Die untere Fläche als
Standfläche wird danach noch einmal leicht überfräst.
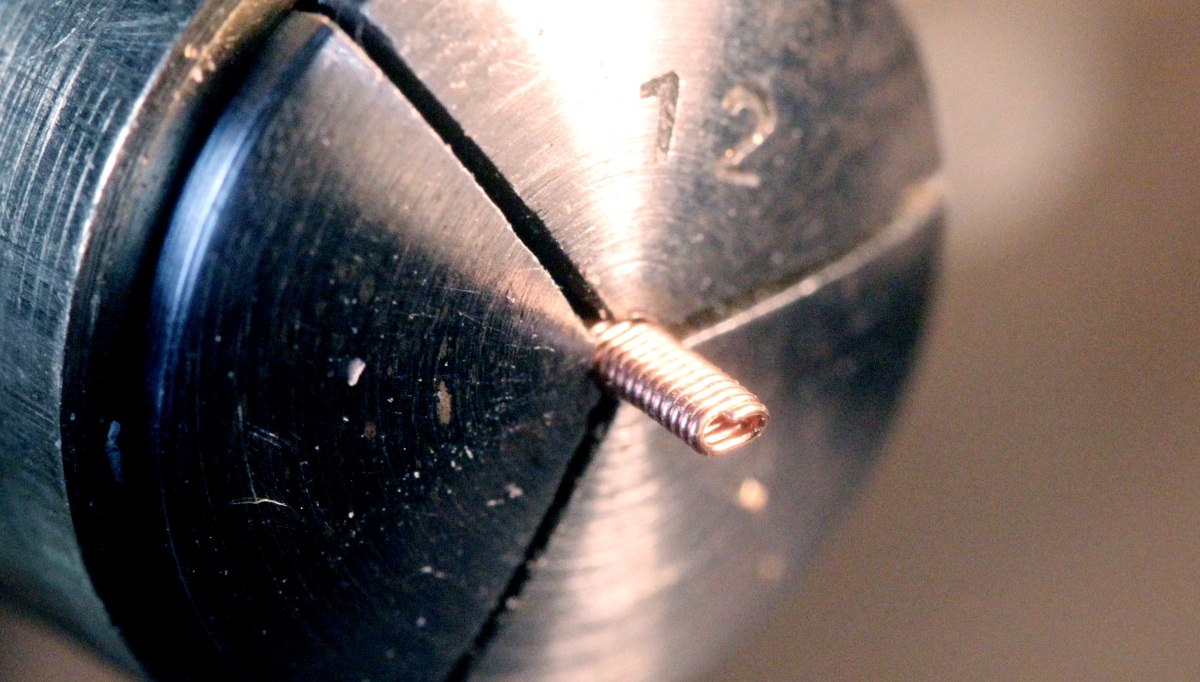
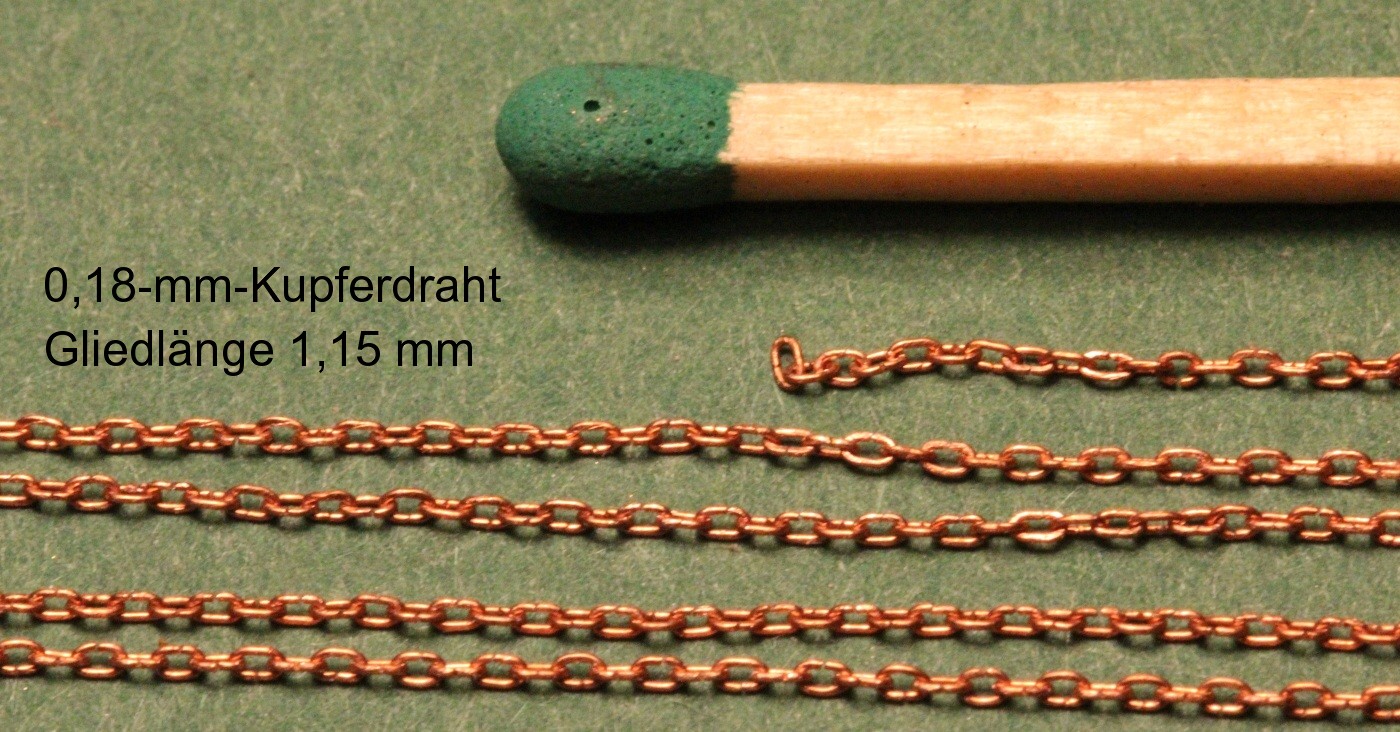
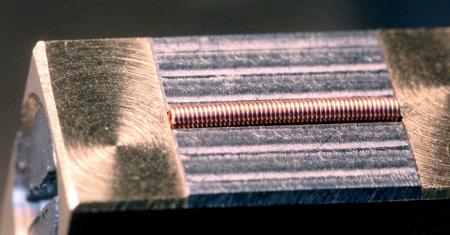
 Ein 0,6-mm-Schaft eines Wendelbohrers wird
in der gezeigten Art mit blankem 0,18-mm-Kupferdraht umwickelt.
Ein 0,6-mm-Schaft eines Wendelbohrers wird
in der gezeigten Art mit blankem 0,18-mm-Kupferdraht umwickelt.
 Dieses Bohrer-Ende habe ich in das
Dreibackenfutter der Uhrmacherdrehmaschine gespannt und den Schaft bei nicht zu
hoher Drehzahl fast vollständig mit dem Draht Windung an Windung bewickelt. Die
Drehrichtung dabei ist nahezu egal. Der dabei entstehende Außendurchmesser ist
etwa 0,96 mm. Den Bohrer-Schaft kann man nur durch Drehen in der Wickelrichtung
herausziehen. Dreht man ihn falsch, klemmt sich die Drahtwendel nur fest!
Dieses Bohrer-Ende habe ich in das
Dreibackenfutter der Uhrmacherdrehmaschine gespannt und den Schaft bei nicht zu
hoher Drehzahl fast vollständig mit dem Draht Windung an Windung bewickelt. Die
Drehrichtung dabei ist nahezu egal. Der dabei entstehende Außendurchmesser ist
etwa 0,96 mm. Den Bohrer-Schaft kann man nur durch Drehen in der Wickelrichtung
herausziehen. Dreht man ihn falsch, klemmt sich die Drahtwendel nur fest!
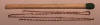
 (kleine Fotos anklicken) Dieser Vorrat an Drahtwendeln
reicht für fast 2 Meter Kette.
(kleine Fotos anklicken) Dieser Vorrat an Drahtwendeln
reicht für fast 2 Meter Kette.
 Die Wendeln werden mit einer sehr
spitzen Fingernagelschere exakt auf die Länge der Nut im Stahlklotz geschnitten.
Sie dürfen keinesfalls zu kurz sein, denn dann würden sich die einzelnen Glieder
beim folgenden Flachdrücken nur auf die Seite legen und folglich nicht oval
werden! In dem Zustand überragt das Wendel noch 0,36 mm die obere Stahlfläche.
Die Wendeln werden mit einer sehr
spitzen Fingernagelschere exakt auf die Länge der Nut im Stahlklotz geschnitten.
Sie dürfen keinesfalls zu kurz sein, denn dann würden sich die einzelnen Glieder
beim folgenden Flachdrücken nur auf die Seite legen und folglich nicht oval
werden! In dem Zustand überragt das Wendel noch 0,36 mm die obere Stahlfläche.
 Im Schraubstock habe ich diese Wendel in
die Nut gedrückt. Dabei werden die Glieder oval geformt (Außenmaße: 0,64 x 1,25
mm).
Im Schraubstock habe ich diese Wendel in
die Nut gedrückt. Dabei werden die Glieder oval geformt (Außenmaße: 0,64 x 1,25
mm).
 Für das Abschneiden der einzelnen Glieder mit der gleichen spitzen Nagelschere
konnte ich die Wendel in einer 1,2-mm-Spannzange aufnehmen. Jeweils etwa 10
Windungen lasse ich dazu ausragen. Bei diesem Foto erkennt man gut die Ovalform.
Mit dem linken Zeigefinger unterstütze ich die ausragenden Wendel. Es gelingt,
jeweils 1 bis max. 3 Glieder mit einem Schnitt abzutrennen. Sie fallen nach
unten in eine große Auffangschale.
Für das Abschneiden der einzelnen Glieder mit der gleichen spitzen Nagelschere
konnte ich die Wendel in einer 1,2-mm-Spannzange aufnehmen. Jeweils etwa 10
Windungen lasse ich dazu ausragen. Bei diesem Foto erkennt man gut die Ovalform.
Mit dem linken Zeigefinger unterstütze ich die ausragenden Wendel. Es gelingt,
jeweils 1 bis max. 3 Glieder mit einem Schnitt abzutrennen. Sie fallen nach
unten in eine große Auffangschale.
 Die Glieder in einer Nahaufnahme.
Die Glieder in einer Nahaufnahme.
 Diese Glieder (oben) habe ich nur mit einer Kopflupe abgetrennt, nicht so
optimal! Unten liegt als Größenvergleich eine handelsübliche Miniaturkette von
M.Z.Modellbau (
www.mz-modellbau.net ). Die Glieder sind hier 1,37 mm lang, fast zu
groß für den M 1:50.
Diese Glieder (oben) habe ich nur mit einer Kopflupe abgetrennt, nicht so
optimal! Unten liegt als Größenvergleich eine handelsübliche Miniaturkette von
M.Z.Modellbau (
www.mz-modellbau.net ). Die Glieder sind hier 1,37 mm lang, fast zu
groß für den M 1:50.
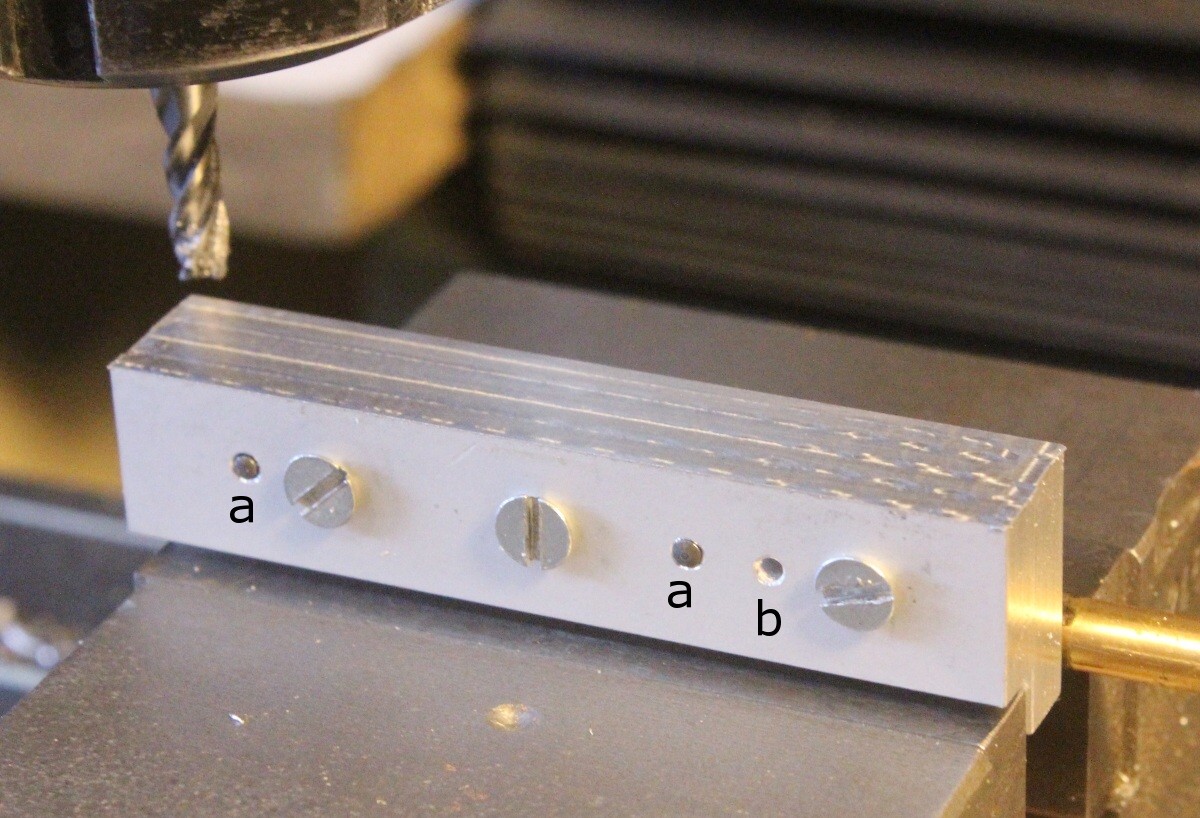
 Für
das Zusammensetzen der Kettenglieder zu einer Kette habe ich einen
Spezialschraubstock aus zwei Alu-Teilen angefertigt. Das eine Profilstück hat
eine Einspannfahne (C). Beide Teile werden mit drei M3-Senkschrauben verbunden
und mit zwei Zylinderstiften (a) verstiftet. (b) ist eine Vorbohrung für eine
kleine Druckfeder, welche später die beiden Backen innen auseinanderdrückt.
Für
das Zusammensetzen der Kettenglieder zu einer Kette habe ich einen
Spezialschraubstock aus zwei Alu-Teilen angefertigt. Das eine Profilstück hat
eine Einspannfahne (C). Beide Teile werden mit drei M3-Senkschrauben verbunden
und mit zwei Zylinderstiften (a) verstiftet. (b) ist eine Vorbohrung für eine
kleine Druckfeder, welche später die beiden Backen innen auseinanderdrückt.
 Mit
der Einspannfahne wird die eine Backe (die feste) im Maschinenschraubstock
gespannt und in den Zustand die gesamte obere Fläche überstirnt, die digitale
Höhen-Meßeinrichtung wird so "genullt". Die vordere Backe (die bewegliche) wird
entfernt, die Backe mit der Einspannfahne bleibt eingespannt.
Mit
der Einspannfahne wird die eine Backe (die feste) im Maschinenschraubstock
gespannt und in den Zustand die gesamte obere Fläche überstirnt, die digitale
Höhen-Meßeinrichtung wird so "genullt". Die vordere Backe (die bewegliche) wird
entfernt, die Backe mit der Einspannfahne bleibt eingespannt.
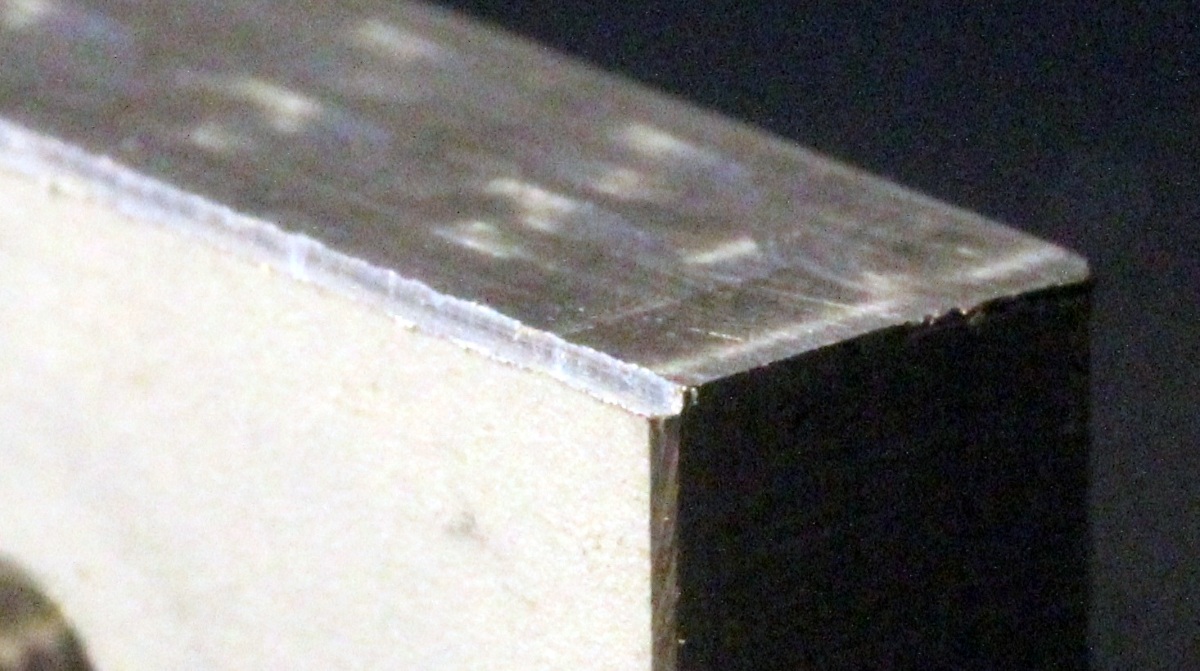
 Dann fahre ich den Höhensupport exakt 0,25 mm nach unten und kratze mit dem
gleichen Fingerfräser die vordere Fläche an. Hier stelle ich 0,1 mm in Richtung
Backe zu und kann so eine Stufe 0,25 mm hoch und 0,1 mm breit per
Gleichlauffräsen über die ganze Länge anfräsen. Mit bloßem Auge sieht man die
Stufe kaum, das Foto ist eine starke Vergrößerung.
Dann fahre ich den Höhensupport exakt 0,25 mm nach unten und kratze mit dem
gleichen Fingerfräser die vordere Fläche an. Hier stelle ich 0,1 mm in Richtung
Backe zu und kann so eine Stufe 0,25 mm hoch und 0,1 mm breit per
Gleichlauffräsen über die ganze Länge anfräsen. Mit bloßem Auge sieht man die
Stufe kaum, das Foto ist eine starke Vergrößerung.
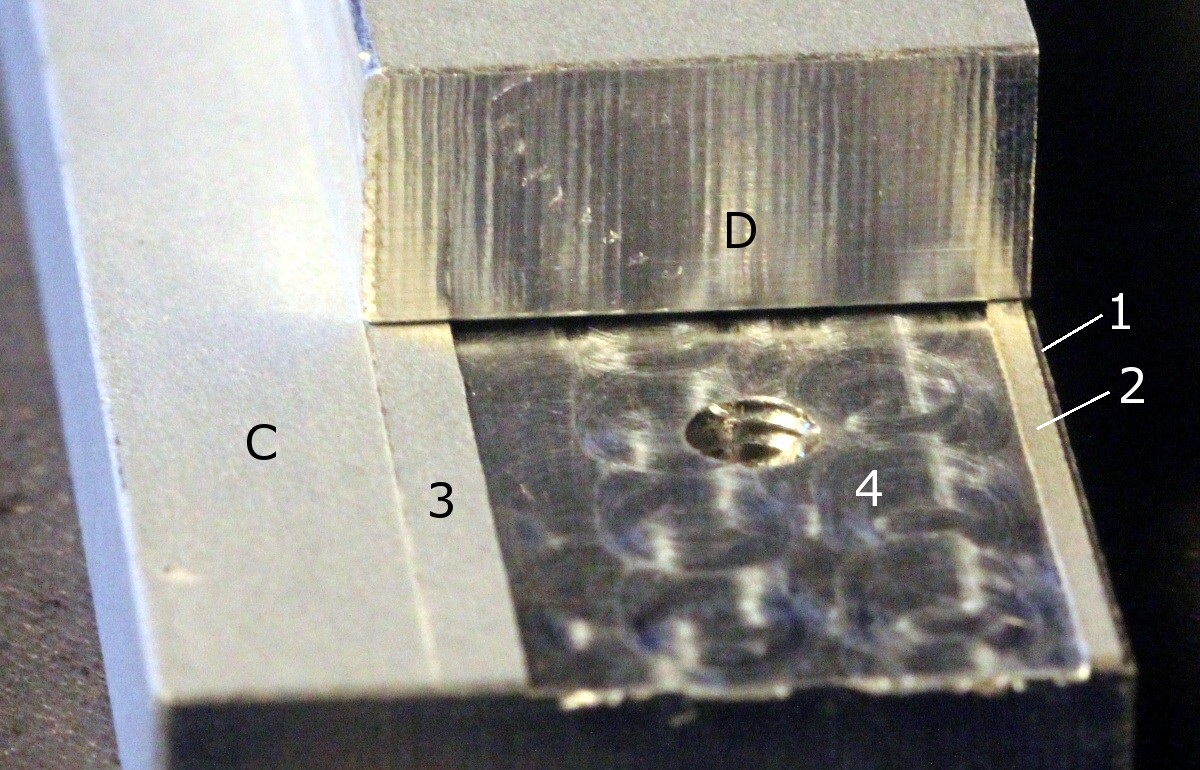
 Die
beiden Backen sind hier längs etwas verschoben. (4) ist ein 0,2 mm tiefer
Freistich, (3) die untere Anlagefläche für die bewegliche Backe (D), (1) ist die
erwähnte Stufe und (2) die Restfläche, welche auf gleicher Höhe mit (3) liegt,
(C) ist die Einspannfahne an der festen Backe.
Die
beiden Backen sind hier längs etwas verschoben. (4) ist ein 0,2 mm tiefer
Freistich, (3) die untere Anlagefläche für die bewegliche Backe (D), (1) ist die
erwähnte Stufe und (2) die Restfläche, welche auf gleicher Höhe mit (3) liegt,
(C) ist die Einspannfahne an der festen Backe.
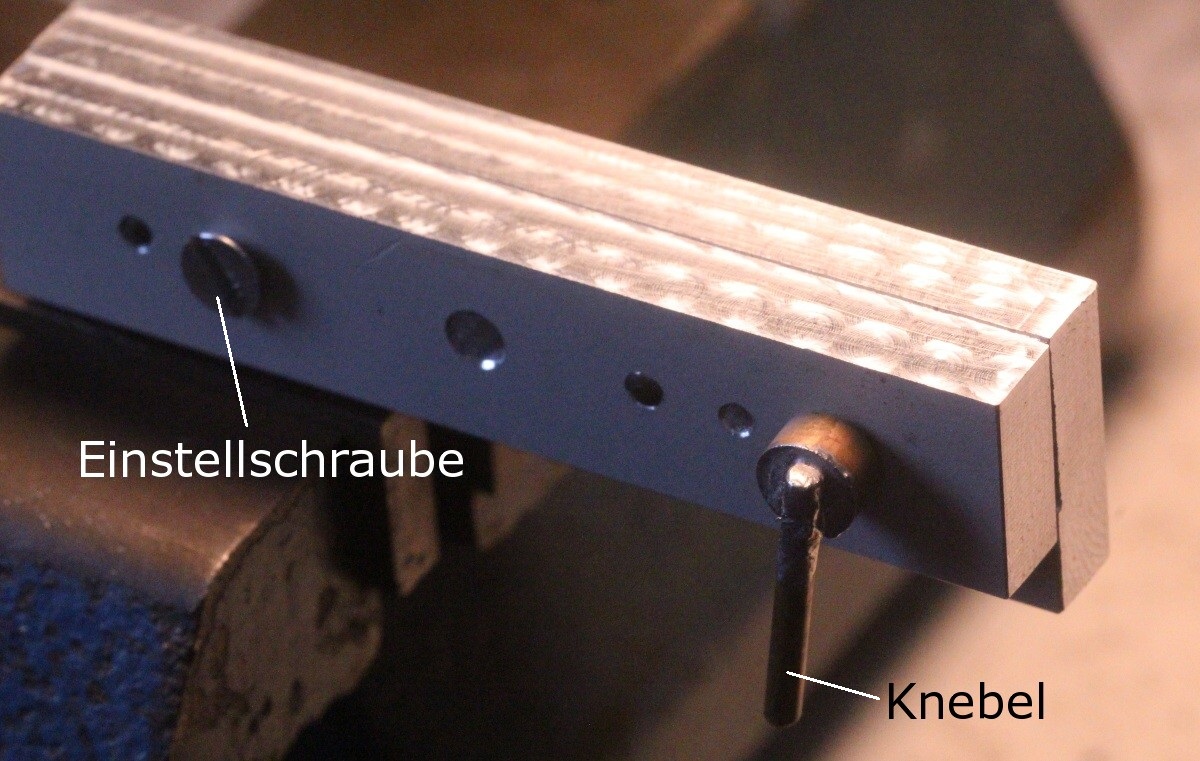
 Die
beiden Bohrungen 2H7 in der festen Backe werden mit einem 2,1-mm-Bohrer (er hat
exakt gemessen einen Durchmesser von 2,05 mm) aufgebohrt. Die Druckfeder ist
eingebaut, die vorderste M3-Schraube hat einen Knebel, die hinterste M3-Schraube
dient nun als Einstallschraube. Mit dieser wird der Alu-Schraubstock so
eingestellt, daß sich die beiden nie zu weit öffnen können. Mit der
Knebelschraube schließe ich den "Schraubstock".
Die
beiden Bohrungen 2H7 in der festen Backe werden mit einem 2,1-mm-Bohrer (er hat
exakt gemessen einen Durchmesser von 2,05 mm) aufgebohrt. Die Druckfeder ist
eingebaut, die vorderste M3-Schraube hat einen Knebel, die hinterste M3-Schraube
dient nun als Einstallschraube. Mit dieser wird der Alu-Schraubstock so
eingestellt, daß sich die beiden nie zu weit öffnen können. Mit der
Knebelschraube schließe ich den "Schraubstock".
 Hier
der gesamte Arbeitsplatz. Die Lampe mit dem sehr leuchtstarken Leuchtmittel ist
direkt "vor Ort". Die Pinzette spitz-flach angeschliffen und gratfrei. In der
Schale rechts liegen rund 2500 Glieder. Etwa jedes Zehnte springt aus der
Pinzette, man findet es im Hobbyraum kaum wieder.
Hier
der gesamte Arbeitsplatz. Die Lampe mit dem sehr leuchtstarken Leuchtmittel ist
direkt "vor Ort". Die Pinzette spitz-flach angeschliffen und gratfrei. In der
Schale rechts liegen rund 2500 Glieder. Etwa jedes Zehnte springt aus der
Pinzette, man findet es im Hobbyraum kaum wieder.
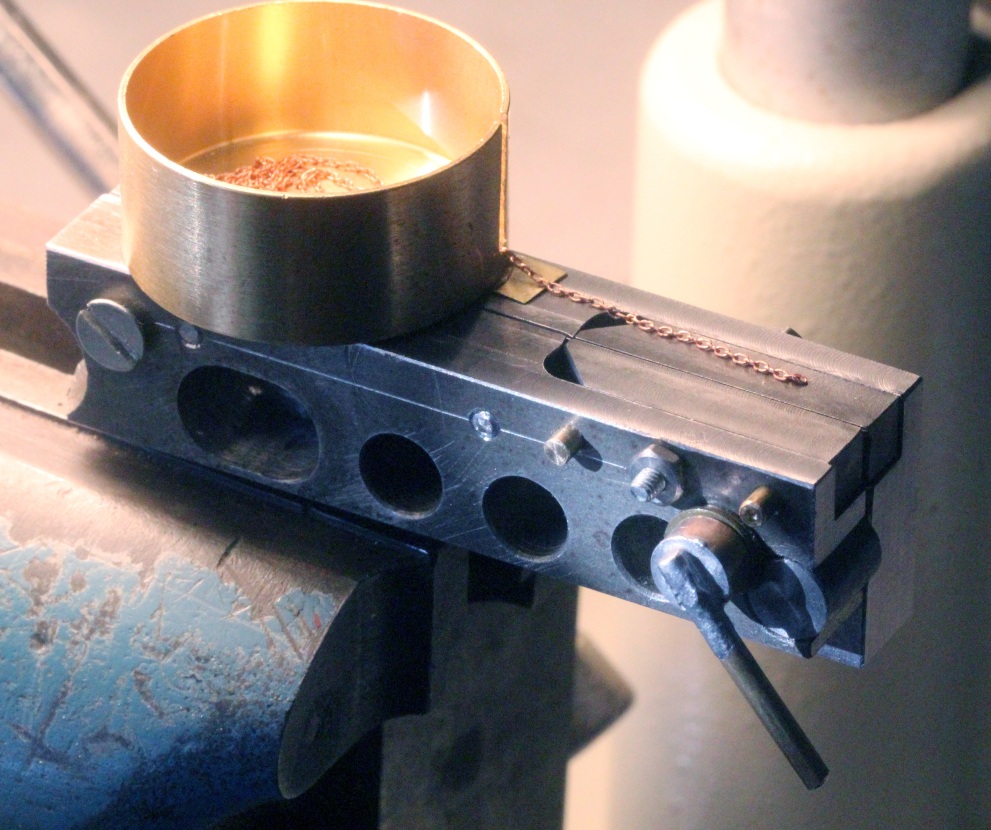
 Nahaufnahme
der Klemmvorrichtung. Der Becher ist an der festen Backe angeklebt, er hat einen
Schlitz. Durch diesen wird die immer länger werdende Kette in den Becher
hineingezogen.
Nahaufnahme
der Klemmvorrichtung. Der Becher ist an der festen Backe angeklebt, er hat einen
Schlitz. Durch diesen wird die immer länger werdende Kette in den Becher
hineingezogen.
 In
Bildmitte ist ein Glied im Spalt geklemmt, links liegt die schon fertige Kette,
vorn ein flach gedrücktes Glied, rechts-hinten ein Glied, wie es geschnitten
war.
In
Bildmitte ist ein Glied im Spalt geklemmt, links liegt die schon fertige Kette,
vorn ein flach gedrücktes Glied, rechts-hinten ein Glied, wie es geschnitten
war.
 Das
im Spalt geklemmte Glied wird nach beiden Seiten hin geöffnet, links wird die
Kette eingehakt und rechts das flache Glied, dann wird das geklemmte
geschlossen.
Das
im Spalt geklemmte Glied wird nach beiden Seiten hin geöffnet, links wird die
Kette eingehakt und rechts das flache Glied, dann wird das geklemmte
geschlossen.
 Das
sind die ersten 130 mm Kette, ein ganzer Nachmittag Arbeit.
Das
sind die ersten 130 mm Kette, ein ganzer Nachmittag Arbeit.
 Hier ist ein Glied zwischen
Novotex-Backen geklemmt. Ich wollte die Glieder durch Lötung schließen, die
Mini-Lötkolbenspitze war schon angefertigt, doch das Novotex (es ist eigentlich
ein sehr gutes Material für Lötvorrichtungen) hält in diesen Minidimensionen die
Löthitze nicht aus...! Auch die Klemmbacken aus Alu (paar Bilder weiter oben)
sind nicht das "Gelbe vom Ei". Kupfer ist offensichtlich doch etwas härter als
Alu. Die geklemmten Kupfer-Draht-Glieder verformen die schmalen Kanten, sodaß
bald ein sicheres Klemmen nicht mehr möglich war.
Hier ist ein Glied zwischen
Novotex-Backen geklemmt. Ich wollte die Glieder durch Lötung schließen, die
Mini-Lötkolbenspitze war schon angefertigt, doch das Novotex (es ist eigentlich
ein sehr gutes Material für Lötvorrichtungen) hält in diesen Minidimensionen die
Löthitze nicht aus...! Auch die Klemmbacken aus Alu (paar Bilder weiter oben)
sind nicht das "Gelbe vom Ei". Kupfer ist offensichtlich doch etwas härter als
Alu. Die geklemmten Kupfer-Draht-Glieder verformen die schmalen Kanten, sodaß
bald ein sicheres Klemmen nicht mehr möglich war.
 So
habe ich mich entschlossen, für den großen Rest der Kettenglieder-Produktion
eine Klemmvorrichtung de luxe herzustellen. Im Foto sehen wir an der rechten
Seite zwei gehärtete Stahleinsätze aus Vierkant(!)-Silberstahl 5 x 5 mm (Fa.
Wilms-Metall) gemacht. Auch diese Stahleinsätze sind mit 2-mm-Ms-Stiften
"verstiftet", damit sie nach dem Härten (Wasserhärtung ohne Anlassen) exakt
wieder in die gleiche Lage kommen, wie sie beim Fräsen der Spannstufe lagen. Die
Arbeit mit dieser Klemmvorrichtung macht nun richtig Freude, Musik in der
Werkstatt und Arbeit am Mikroskop, es baut richtig auf - Stichwort
Selbstbewußtsein. Inzwischen habe ich schon 700 mm Kette hergestellt. Ich
will alle Glieder zu Kette machen, das wäre dann knapp 2,5 m. So muß ich bei der
Montage am Modell nicht "geizen"...
So
habe ich mich entschlossen, für den großen Rest der Kettenglieder-Produktion
eine Klemmvorrichtung de luxe herzustellen. Im Foto sehen wir an der rechten
Seite zwei gehärtete Stahleinsätze aus Vierkant(!)-Silberstahl 5 x 5 mm (Fa.
Wilms-Metall) gemacht. Auch diese Stahleinsätze sind mit 2-mm-Ms-Stiften
"verstiftet", damit sie nach dem Härten (Wasserhärtung ohne Anlassen) exakt
wieder in die gleiche Lage kommen, wie sie beim Fräsen der Spannstufe lagen. Die
Arbeit mit dieser Klemmvorrichtung macht nun richtig Freude, Musik in der
Werkstatt und Arbeit am Mikroskop, es baut richtig auf - Stichwort
Selbstbewußtsein. Inzwischen habe ich schon 700 mm Kette hergestellt. Ich
will alle Glieder zu Kette machen, das wäre dann knapp 2,5 m. So muß ich bei der
Montage am Modell nicht "geizen"...
 Hier sieht man deutlich die nur 0,1 mm breite Klemmstufe. Ich lege stets mehrere
Glieder in den "Gesichtsbereich" des Mikroskops (schwarzer Kreis mit Fineliner
aufgezeichnet). Danach beginnt das Flachdrücken und Zusammenhaken der Glieder
zur Kette (links oben).
Hier sieht man deutlich die nur 0,1 mm breite Klemmstufe. Ich lege stets mehrere
Glieder in den "Gesichtsbereich" des Mikroskops (schwarzer Kreis mit Fineliner
aufgezeichnet). Danach beginnt das Flachdrücken und Zusammenhaken der Glieder
zur Kette (links oben).
 Alle
Glieder zusammen ergaben 1,7 m Kette, genug für das gesamte Modell.
Alle
Glieder zusammen ergaben 1,7 m Kette, genug für das gesamte Modell.
 Hier die Kette in einer Nahaufnahme. Die einzelnen Glieder werden nicht gelötet.
Man erkennt es mit bloßem Auge nicht und zudem kommt keinerlei Zug auf die
Ketten.
Hier die Kette in einer Nahaufnahme. Die einzelnen Glieder werden nicht gelötet.
Man erkennt es mit bloßem Auge nicht und zudem kommt keinerlei Zug auf die
Ketten.
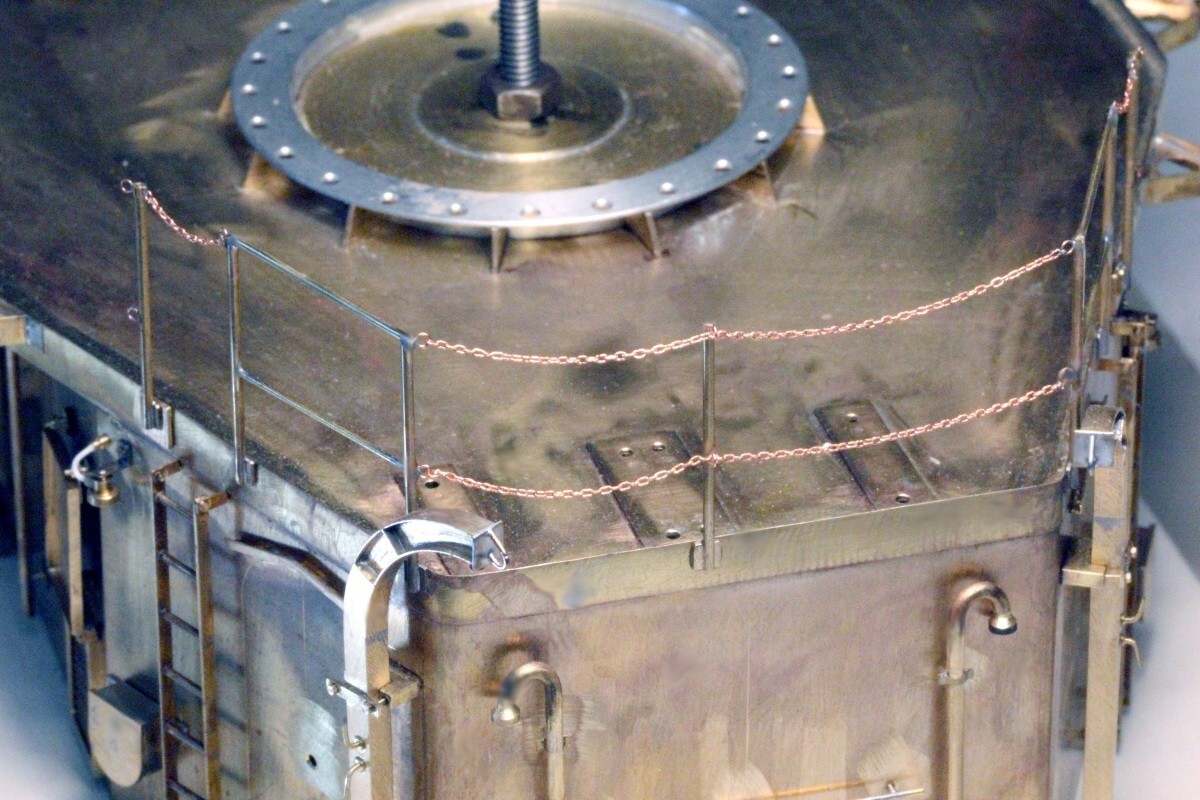
 Einige Kettenstrecken habe ich bereits verbaut. Davon nun mehrere Fotos.
Einige Kettenstrecken habe ich bereits verbaut. Davon nun mehrere Fotos.
 Das gleiche Stück von "innen" fotografiert.
Das gleiche Stück von "innen" fotografiert.
 Eine Absperrung zwischen den beiden vorderen 40-mm-Flak-Waffenwannen.
Eine Absperrung zwischen den beiden vorderen 40-mm-Flak-Waffenwannen.
 Die hintere Stirnseite vom achteren Deckshaus. Die Ketten müssen hier zur
Bedienung der hinten stehenden Trossenwinden wegnehmbar sein.
Die hintere Stirnseite vom achteren Deckshaus. Die Ketten müssen hier zur
Bedienung der hinten stehenden Trossenwinden wegnehmbar sein.
 In jedem Fall lasse ich die Ketten leicht durchhängen.
In jedem Fall lasse ich die Ketten leicht durchhängen.
033

zurück/back
| home