Diverse Schotte für das gesamte Modell
bulkhead doors
Die 33 Schott-Türen für das gesamte Modell hatte ich bereits vor längerer Zeit "in Serie" hergestellt. Leider gibt es von der Machart der Grundkörper keine Fotos.
![]() (alle kleinen Fotos zum
Vergrößern anklicken) Die untersten großen Platten wurden aus
0,4-mm-Ms-Blech "im Paket" gefertigt. Beim 3. Teil von rechts erkennt man noch
die beiden 3-mm-Bohrungen. M3-Schrauben hielten das Paket zusammen. Der
5-mm-Radius an den Ecken wurde mit einem Abrundfräser angefräst. Die
Vertiefungen in den Türen (ganz links und 4. bis 6. von links) wurden mit einer
Fräsvorrichtung auf dem Rundtisch eingefräst, alle Bohrungen per
Koordinaten-Bohren. Die Sicken bei den Türen links wurden mit einem speziell
angeschliffenen Fingerfräser gefräst. Bei mehreren Türen sind bereits die
Messing-Beschläge unter den späteren Vorreibern mit kleinen Zapfen in Bohrungen
eingeklebt. Es fehlen noch die Vorreiber.
(alle kleinen Fotos zum
Vergrößern anklicken) Die untersten großen Platten wurden aus
0,4-mm-Ms-Blech "im Paket" gefertigt. Beim 3. Teil von rechts erkennt man noch
die beiden 3-mm-Bohrungen. M3-Schrauben hielten das Paket zusammen. Der
5-mm-Radius an den Ecken wurde mit einem Abrundfräser angefräst. Die
Vertiefungen in den Türen (ganz links und 4. bis 6. von links) wurden mit einer
Fräsvorrichtung auf dem Rundtisch eingefräst, alle Bohrungen per
Koordinaten-Bohren. Die Sicken bei den Türen links wurden mit einem speziell
angeschliffenen Fingerfräser gefräst. Bei mehreren Türen sind bereits die
Messing-Beschläge unter den späteren Vorreibern mit kleinen Zapfen in Bohrungen
eingeklebt. Es fehlen noch die Vorreiber.
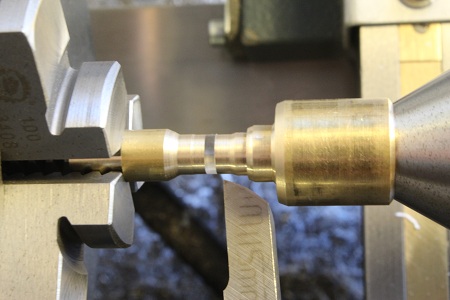
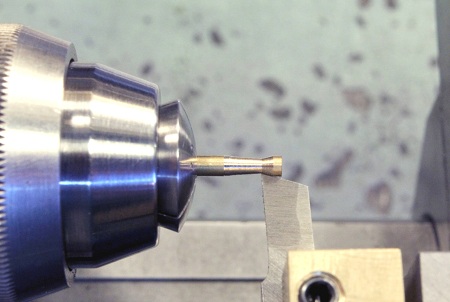 Deren Dreh-Herstellung will ich gern
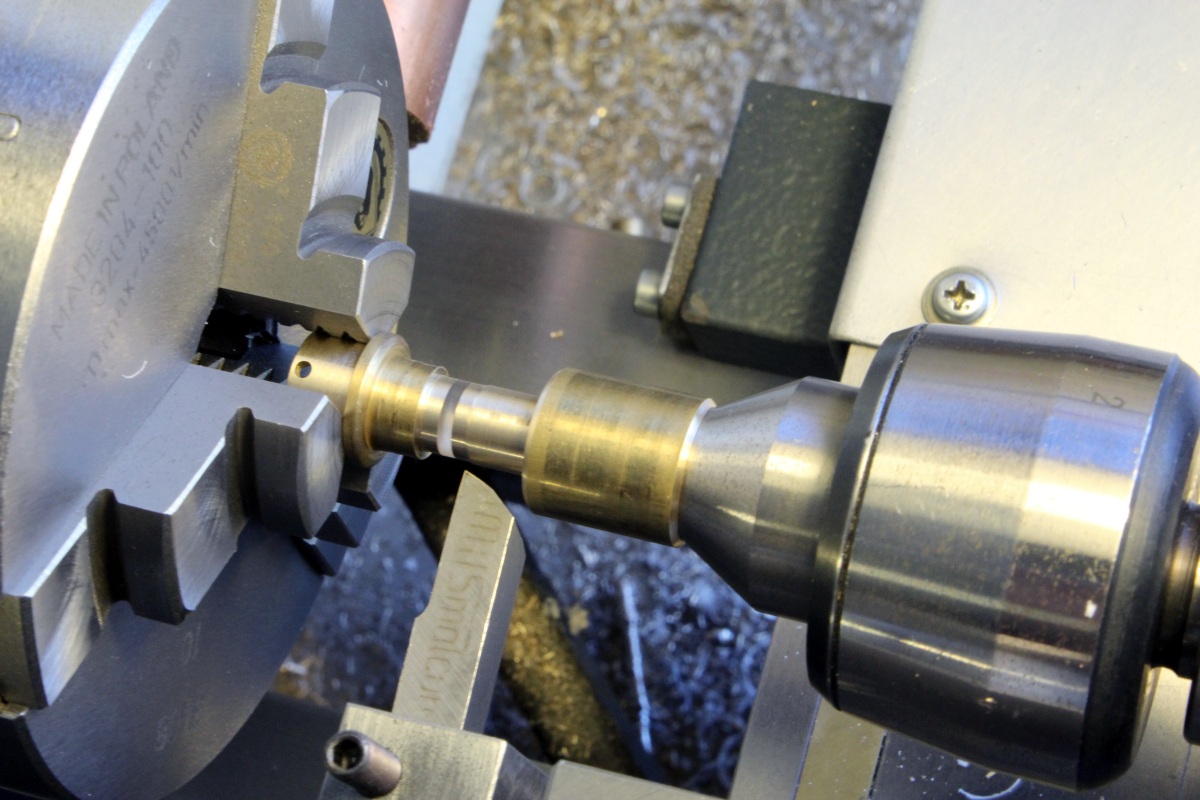
ausführlich darstellen. 2-mm-Rundmessing. Schon beim Zurückfahren des Drehstahls
wird ein Großteil des Materials weggenommen. Der Quersupport wird dabei langsam
nach hinten geschoben.
Deren Dreh-Herstellung will ich gern
ausführlich darstellen. 2-mm-Rundmessing. Schon beim Zurückfahren des Drehstahls
wird ein Großteil des Materials weggenommen. Der Quersupport wird dabei langsam
nach hinten geschoben.
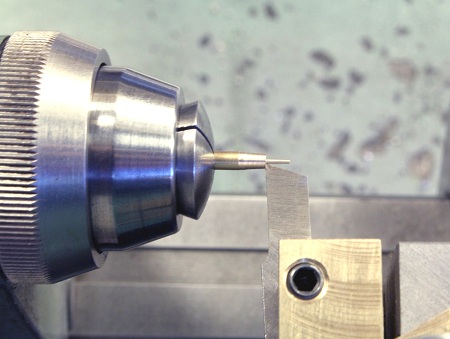 Start-Plandrehen, dann wird mit dem auf
Konus eingerichteten Obersupport in einem Span (!) der Konus angedreht.
Start-Plandrehen, dann wird mit dem auf
Konus eingerichteten Obersupport in einem Span (!) der Konus angedreht.
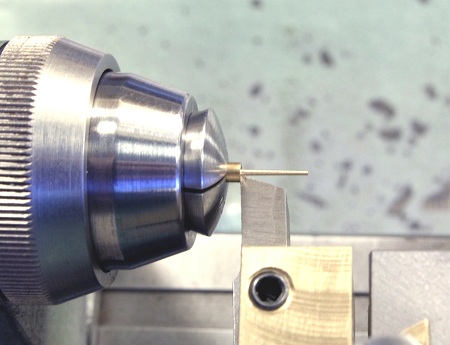 6,5 mm lang, d = 0,4 mm, D = 0,65 mm.
6,5 mm lang, d = 0,4 mm, D = 0,65 mm.
 In dieser Einspannung sofort auch der
Bund-Durchmesser 1,3 mm.
In dieser Einspannung sofort auch der
Bund-Durchmesser 1,3 mm.
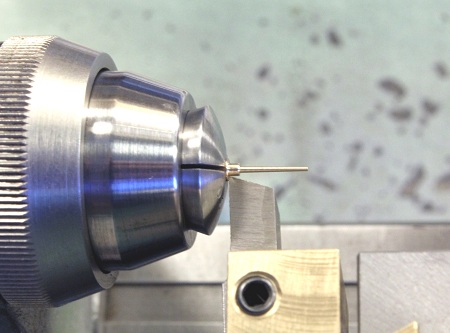
![]() "Doppelend-Andrehverfahren".
"Doppelend-Andrehverfahren".
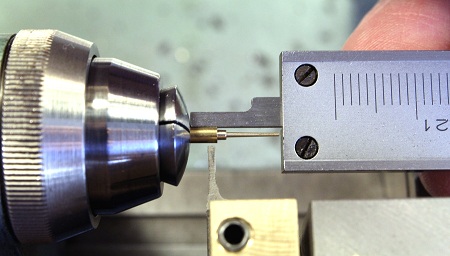 Bei allen diesen Arbeitsgängen wird die
stets gleiche Einspanntiefe mit dem justierten Tiefenmaß einer Schieblehre
eingerichtet...
Bei allen diesen Arbeitsgängen wird die
stets gleiche Einspanntiefe mit dem justierten Tiefenmaß einer Schieblehre
eingerichtet...
 ..auch beim Abstechen auf Länge mit einem 0,6
mm breiten Abstechstahl.
..auch beim Abstechen auf Länge mit einem 0,6
mm breiten Abstechstahl.
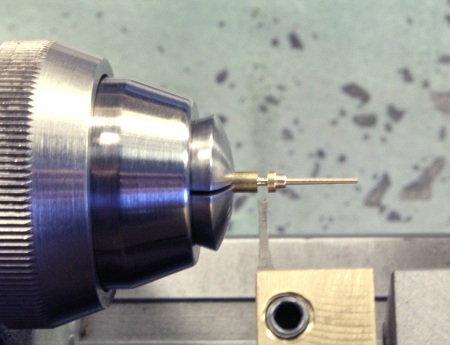
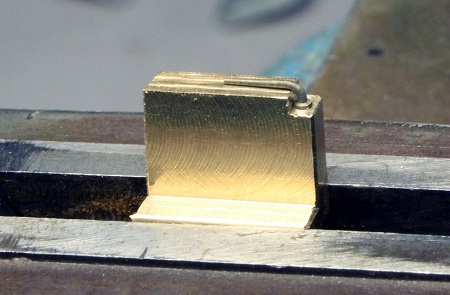
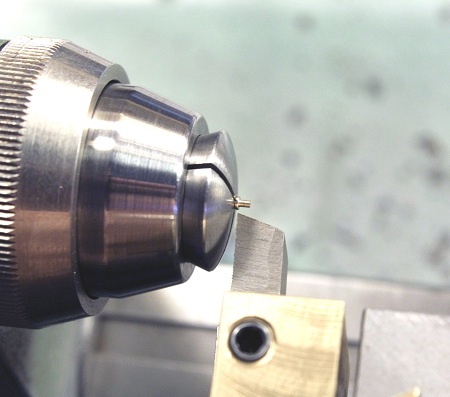 Auf dem konischen Zapfen in der
0,7-mm-Spannzange gespannt, wird ein Zapfen 1 mm lang, Durchmesser 0,65
angedreht. Das Spannen auf den langen konischen Zapfen ist zwar nicht ganz
korrekt, doch es ist zu machen. Die Kräfte sind minimal und die Zange ist ja
gehärtet!
Auf dem konischen Zapfen in der
0,7-mm-Spannzange gespannt, wird ein Zapfen 1 mm lang, Durchmesser 0,65
angedreht. Das Spannen auf den langen konischen Zapfen ist zwar nicht ganz
korrekt, doch es ist zu machen. Die Kräfte sind minimal und die Zange ist ja
gehärtet!
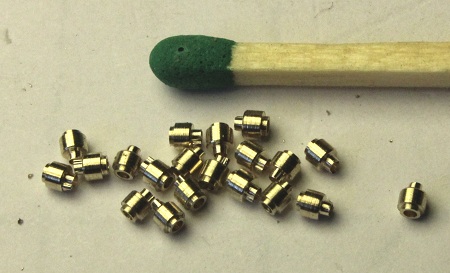
![]() Danach sehen die Teile fertig so aus.
Danach sehen die Teile fertig so aus.
![]() Mit Brünierungs-Säure
(Fohrmann-Werkzeuge) werden sie schwarz
brüniert.
Mit Brünierungs-Säure
(Fohrmann-Werkzeuge) werden sie schwarz
brüniert.
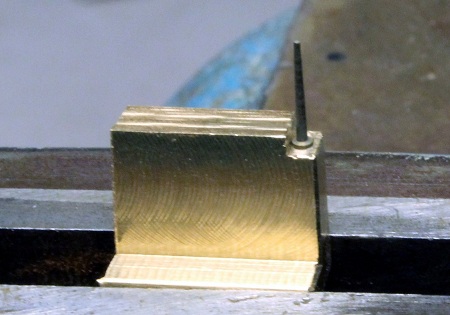 Eine einfache Biegelehre erhält eine
gefräste Stufe mit einer 0,7-mm-Bohrung. Hier werden die Teile eingesteckt, mit
einer spitzen Pinzette festgehalten...
Eine einfache Biegelehre erhält eine
gefräste Stufe mit einer 0,7-mm-Bohrung. Hier werden die Teile eingesteckt, mit
einer spitzen Pinzette festgehalten...
 ...und 90° umgebogen.
...und 90° umgebogen.
 Das sieht dann so aus.
Das sieht dann so aus.
![]() Bei den beiden Wetterschutzwänden an der Hinterkante des vorderen Deckshauses
(Seitengänge) sind die Schotten von "außen" (vorn) und auch von "innen" (hinten)
zu sehen. Für die Darstellung von hinten müssen zuerst zwei Rahmen gefräst
werden, Rahmenbreite 2,8 mm. Per Koordinaten-Fräsen zuerst der Innenraum...
Bei den beiden Wetterschutzwänden an der Hinterkante des vorderen Deckshauses
(Seitengänge) sind die Schotten von "außen" (vorn) und auch von "innen" (hinten)
zu sehen. Für die Darstellung von hinten müssen zuerst zwei Rahmen gefräst
werden, Rahmenbreite 2,8 mm. Per Koordinaten-Fräsen zuerst der Innenraum...
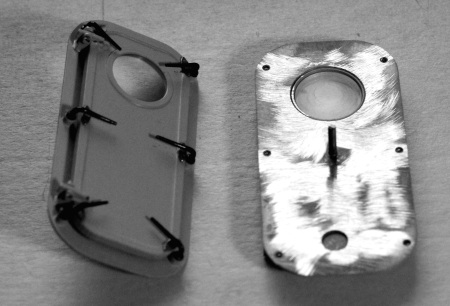
![]() ...und unter Einrechnung des Fräserdurchmessers (4,5 mm) auch die Außenkontur.
An zwei Stegen bleiben die übereinander aufgespannten 0,4-mm-Ms-Bleche hängen.
...und unter Einrechnung des Fräserdurchmessers (4,5 mm) auch die Außenkontur.
An zwei Stegen bleiben die übereinander aufgespannten 0,4-mm-Ms-Bleche hängen.
 Herausgetrennt und sorgfältig aber sparsam
entgratet.
Herausgetrennt und sorgfältig aber sparsam
entgratet.
 Für das Anreißen der Eckenrundung drehe ich
schnell eine Anreißschablone. Der flache Zapfen hat den Durchmesser des Fräsers
(4,5 mm) und ist nur 0,3 mm "lang" (das Blech ist 0,4 mm dick). Der
Außendurchmesser ist 10,1 mm (2 x 2,8 + 4,5).
Für das Anreißen der Eckenrundung drehe ich
schnell eine Anreißschablone. Der flache Zapfen hat den Durchmesser des Fräsers
(4,5 mm) und ist nur 0,3 mm "lang" (das Blech ist 0,4 mm dick). Der
Außendurchmesser ist 10,1 mm (2 x 2,8 + 4,5).
 Auf dem Foto erkennt man schwach die mit
spitzer Reißnadel aufgeritzten Anrisse an den Ecken.
Auf dem Foto erkennt man schwach die mit
spitzer Reißnadel aufgeritzten Anrisse an den Ecken.
 Vorschneiden mit einem Seitenschneider und
feilen von Hand mit einer längs angelegten Schlichtfeile.
Vorschneiden mit einem Seitenschneider und
feilen von Hand mit einer längs angelegten Schlichtfeile.
 Je acht 1,2-mm-Bohrungen (leicht entgraten).
Die Anrisse an der späteren Unterseite.
Je acht 1,2-mm-Bohrungen (leicht entgraten).
Die Anrisse an der späteren Unterseite.
 20 Buchsen. Der Absatz hat einen
Durchmesser von 1,15 mm und ist ebenfalls nur 0,3 mm lang. An der anderen Seite
ist noch der Abstechpieps dran. Die Bohrung ist 0,7 mm.
20 Buchsen. Der Absatz hat einen
Durchmesser von 1,15 mm und ist ebenfalls nur 0,3 mm lang. An der anderen Seite
ist noch der Abstechpieps dran. Die Bohrung ist 0,7 mm.
 Die Rahmen werden im Bereich der Bohrungen
leicht verzinnt. Dann wird noch einmal der 1,2-mm-Bohrer von Hand durch alle
gedreht, die Buchsen eingesteckt, Lötwasser, Erhitzen mit dem Propanbrenner auf
Flußtemperatur.
Die Rahmen werden im Bereich der Bohrungen
leicht verzinnt. Dann wird noch einmal der 1,2-mm-Bohrer von Hand durch alle
gedreht, die Buchsen eingesteckt, Lötwasser, Erhitzen mit dem Propanbrenner auf
Flußtemperatur.
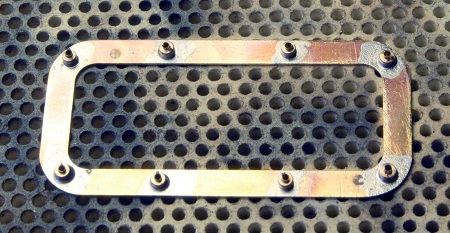
 Links ist das überschüssige Lötzinn mit der
Drahtbürste abgeputzt, die Abstechpiepse sind entfernt, die 0,7-mm-Bohrungen
auch an dieser Seite leicht gesenkt. Rechts die Unterseite. Teile fertig zum
Spritzen.
Links ist das überschüssige Lötzinn mit der
Drahtbürste abgeputzt, die Abstechpiepse sind entfernt, die 0,7-mm-Bohrungen
auch an dieser Seite leicht gesenkt. Rechts die Unterseite. Teile fertig zum
Spritzen.
 Hier sieht man eine Auswahl der verschiedenen Schotten mit bereits eingeklebten
Vorreibern. Die meisten haben exakt in der Mitte einen hinten eingelöteten
1-mm-Drahtzapfen zur sicheren Befestigung an der Deckshauswand.
Hier sieht man eine Auswahl der verschiedenen Schotten mit bereits eingeklebten
Vorreibern. Die meisten haben exakt in der Mitte einen hinten eingelöteten
1-mm-Drahtzapfen zur sicheren Befestigung an der Deckshauswand.
 Runde Scheiben für Fenster in den
Türen und runde Schiffsfenster müssen aus Plexiglas gedreht werden. Ein Teil mit
Absatz wird im Backenfutter gespannt, plangedreht und es erhält im Zentrum einen
Freistich. Der Freistich ist nötig, damit die Scheibe da mitgenommen wird, wo es
am wichtigsten ist, am Außenrand.
Runde Scheiben für Fenster in den
Türen und runde Schiffsfenster müssen aus Plexiglas gedreht werden. Ein Teil mit
Absatz wird im Backenfutter gespannt, plangedreht und es erhält im Zentrum einen
Freistich. Der Freistich ist nötig, damit die Scheibe da mitgenommen wird, wo es
am wichtigsten ist, am Außenrand.
 Vorher hatte ich ein Druckstück gedreht (rechts). Es erhält eine sehr tiefe
Zentrierbohrung, damit es auf der 60°-Spitze des Mitlaufkörners nicht verkanten
kann. Aus (hartem) 1,5-mm-Plexiglas habe ich eine Anzahl Quadrate mit der
Laubsäge grob ausgeschnitten. Diese werden aneinander zwischen die
Messing-Druckstücke geklemmt und auf den geforderten Durchmesser überdreht (hier
8,3 mm).
Vorher hatte ich ein Druckstück gedreht (rechts). Es erhält eine sehr tiefe
Zentrierbohrung, damit es auf der 60°-Spitze des Mitlaufkörners nicht verkanten
kann. Aus (hartem) 1,5-mm-Plexiglas habe ich eine Anzahl Quadrate mit der
Laubsäge grob ausgeschnitten. Diese werden aneinander zwischen die
Messing-Druckstücke geklemmt und auf den geforderten Durchmesser überdreht (hier
8,3 mm).
 Die nächste Scheibe ist geklemmt und kann
überdreht werden (scharfer HSS-Seitendrehstahl, nicht zu hohe Drehzahl, geringer
Vorschub)
Die nächste Scheibe ist geklemmt und kann
überdreht werden (scharfer HSS-Seitendrehstahl, nicht zu hohe Drehzahl, geringer
Vorschub)
 Hier ist der Durchmesser 5,9 mm für die
kleinen runden Schiffsfenster. Man könnte den Versuch unternehmen, mehrere
Scheiben zu klemmen!
Hier ist der Durchmesser 5,9 mm für die
kleinen runden Schiffsfenster. Man könnte den Versuch unternehmen, mehrere
Scheiben zu klemmen!
![]() Links-oben die ausgesägten Plexi-Quadrate, darunter 10 schon gedrehte Scheiben
Durchmesser 5,9 mm, rechts Scheiben Durchmesser 8,3 mm. Alle Scheiben sind 1,5
mm dick. Man sieht die (übergroße) Stärke nach der Montage nicht. Die
Innendurchmesser in den Ms-Fensterrahmen sind 6 und 8,4 mm. Erst kurz vor
der Montage ziehe ich die anhaftende Schutzfolie an beiden Seiten des
Plexiglases ab! So verschwinden auch die hier noch sichtbaren Druckmarken im
Zentrum.
Links-oben die ausgesägten Plexi-Quadrate, darunter 10 schon gedrehte Scheiben
Durchmesser 5,9 mm, rechts Scheiben Durchmesser 8,3 mm. Alle Scheiben sind 1,5
mm dick. Man sieht die (übergroße) Stärke nach der Montage nicht. Die
Innendurchmesser in den Ms-Fensterrahmen sind 6 und 8,4 mm. Erst kurz vor
der Montage ziehe ich die anhaftende Schutzfolie an beiden Seiten des
Plexiglases ab! So verschwinden auch die hier noch sichtbaren Druckmarken im
Zentrum.
 Zwei winzige Tropfen Sekundenkleber werden
mit einem 0,3-mm-Draht gegenüberliegend in die Innenecken der Rahmen gegeben und
dann die Scheiben (lose) eingelegt. Es hält sehr sicher. Der Kleber muß eine
Sorte sein, die beim Trocknen keinen milchigen Belag erzeugt. Die Rückseite der
Tür wird metallblank geschmirgelt, damit der 2-K-Kleber an der Deckshauswand gut
hält. Ebenso wird von der Deckshauswand die Lackschicht im Zentrum entfernt.
Zwei winzige Tropfen Sekundenkleber werden
mit einem 0,3-mm-Draht gegenüberliegend in die Innenecken der Rahmen gegeben und
dann die Scheiben (lose) eingelegt. Es hält sehr sicher. Der Kleber muß eine
Sorte sein, die beim Trocknen keinen milchigen Belag erzeugt. Die Rückseite der
Tür wird metallblank geschmirgelt, damit der 2-K-Kleber an der Deckshauswand gut
hält. Ebenso wird von der Deckshauswand die Lackschicht im Zentrum entfernt.
 Im Bild sichtbar: zwei große, zwei kleine Fenster und eine Tür. Details fehlen
noch.
Im Bild sichtbar: zwei große, zwei kleine Fenster und eine Tür. Details fehlen
noch.
033
![]()