 (kleine Fotos anklicken)
Hier zeige ich im ersten Foto nur einen Ausschnitt von diesem "Detail-Blatt".
Solche Unterlagen sind nötig, um vorbildgetreu zu arbeiten.
(kleine Fotos anklicken)
Hier zeige ich im ersten Foto nur einen Ausschnitt von diesem "Detail-Blatt".
Solche Unterlagen sind nötig, um vorbildgetreu zu arbeiten. Ein- und zweischeibige Blöcke
single- and double sheave block
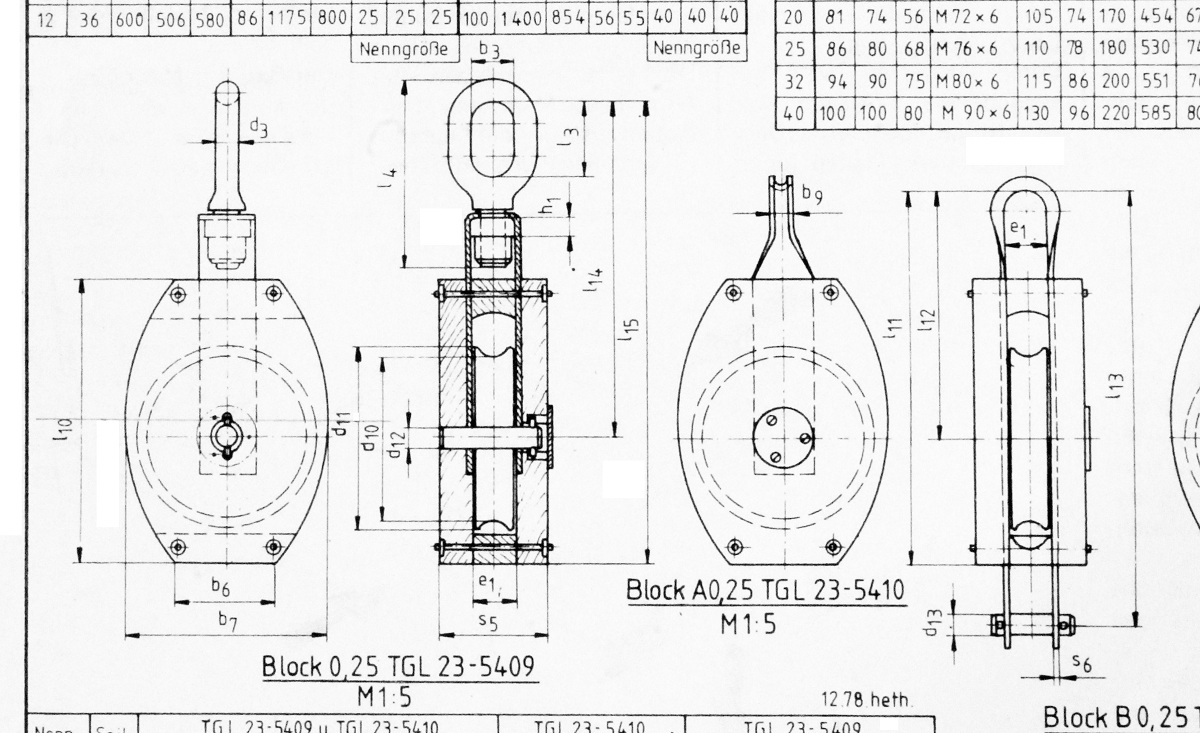
Obwohl kein Segelschiff, so benötige ich für dieses Kampfschiff-Modell doch auch einige Blöcke, z.B. für Taljen, Flaggleinen usw.. Da die Blöcke am Modell nicht als sichtbares Holz erkennbar sind, sondern mit hellgrauer Farbe gespritzt werden, macht es die Sache für mich etwas einfacher - ich kann sie aus Messing herstellen. Als Unterlage für die richtigen Maß-Dimensionen habe ich eine Schiffsdetail-Zchng. verwendet, die der von mir hochverehrte Modellplan-Autor Herbert Thiel zu Zeiten der DDR erarbeitet hatte.
(kleine Fotos anklicken)
Hier zeige ich im ersten Foto nur einen Ausschnitt von diesem "Detail-Blatt".
Solche Unterlagen sind nötig, um vorbildgetreu zu arbeiten.
 Ich will die Grundkörper mit ihren
gerundeten Seiten als kurze Prismen in einer Exzenter-Drehvorrichtung drehen.
Links im Bild sieht man den Dorn, er hat einen 10 mm langen 6-mm-Spannzapfen und
eine kleine Zentrierbohrung am anderen Ende. Rechts der spätere Klemmring,
welcher auf den großen Zapfen paßt.
Ich will die Grundkörper mit ihren
gerundeten Seiten als kurze Prismen in einer Exzenter-Drehvorrichtung drehen.
Links im Bild sieht man den Dorn, er hat einen 10 mm langen 6-mm-Spannzapfen und
eine kleine Zentrierbohrung am anderen Ende. Rechts der spätere Klemmring,
welcher auf den großen Zapfen paßt.
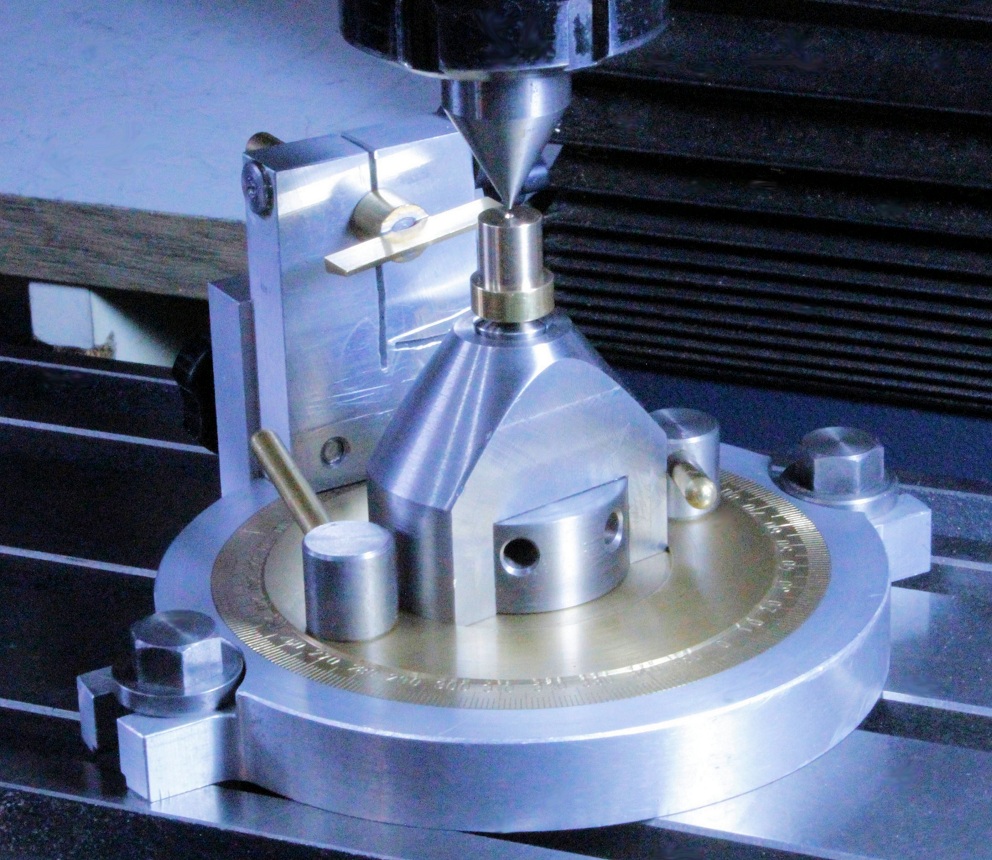 Sehr wichtig ist, daß die Frässpindel-Mitte vorerst sehr exakt mit der
Teilspindel-Mitte der Senkrecht-Spannvorrichtung (hier mein Teilgerät)
übereinstimmt. Man bewegt den X-Support in einer bestimmten ("Anfahrrichtung"
merken) Richtung, nullt die Support-Skala, die beiden Spannschrauben
sind noch lose (!), so fährt man mit einer gut rundlaufenden Zentrierspitze
(nahezu wichtigstes Zubehörteil jeder Fräsmaschine) langsam in die
Zentrierbohrung hinein. Dabei spürt man, wie die Spitze die gesamte
Spannvorrichtung auf dem Tisch so "zurechtschiebt", daß man die Vorrichtung auch
nicht mehr drehen kann. Erst in diesem Zustand werden die Spannschrauben
angezogen. Die Spitze wird aus der Zentrierbohrung herausgehoben und nun kann in
der gleichen "Anfahrrichtung" das Außermitte-Maß (hier genau 2 mm)
weitergefahren werden. Der Y-Support bleibt dabei ständig geklemmt.
Sehr wichtig ist, daß die Frässpindel-Mitte vorerst sehr exakt mit der
Teilspindel-Mitte der Senkrecht-Spannvorrichtung (hier mein Teilgerät)
übereinstimmt. Man bewegt den X-Support in einer bestimmten ("Anfahrrichtung"
merken) Richtung, nullt die Support-Skala, die beiden Spannschrauben
sind noch lose (!), so fährt man mit einer gut rundlaufenden Zentrierspitze
(nahezu wichtigstes Zubehörteil jeder Fräsmaschine) langsam in die
Zentrierbohrung hinein. Dabei spürt man, wie die Spitze die gesamte
Spannvorrichtung auf dem Tisch so "zurechtschiebt", daß man die Vorrichtung auch
nicht mehr drehen kann. Erst in diesem Zustand werden die Spannschrauben
angezogen. Die Spitze wird aus der Zentrierbohrung herausgehoben und nun kann in
der gleichen "Anfahrrichtung" das Außermitte-Maß (hier genau 2 mm)
weitergefahren werden. Der Y-Support bleibt dabei ständig geklemmt.
 Dieses Außermitte-Maß wird nun zuerst größer zentriert und vor- (4 mm) und (4,7
mm) fertiggebohrt...
Dieses Außermitte-Maß wird nun zuerst größer zentriert und vor- (4 mm) und (4,7
mm) fertiggebohrt...
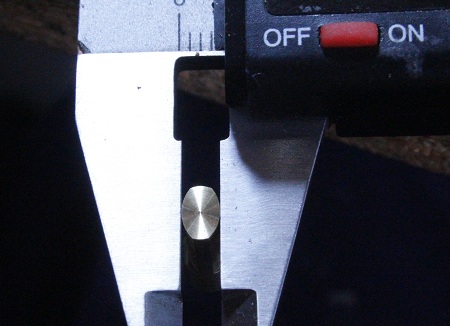
 ...anschließend 5 mm gerieben (Maschinenreibahle).
...anschließend 5 mm gerieben (Maschinenreibahle).
 Mit einer dünnen Säge säge ich kreuzweise
ein, sodaß vier "Klemmbacken" entstehen. Die Wandstärke rechts beträgt nur 0,5
mm. Okay, ich habe ziemlich schräg gesägt, auch mir gelingt nicht immer alles
soooo genau! Wichtiger jedoch: die Sägeschnitte gut entgraten, vor allem innen.
Mit einer dünnen Säge säge ich kreuzweise
ein, sodaß vier "Klemmbacken" entstehen. Die Wandstärke rechts beträgt nur 0,5
mm. Okay, ich habe ziemlich schräg gesägt, auch mir gelingt nicht immer alles
soooo genau! Wichtiger jedoch: die Sägeschnitte gut entgraten, vor allem innen.
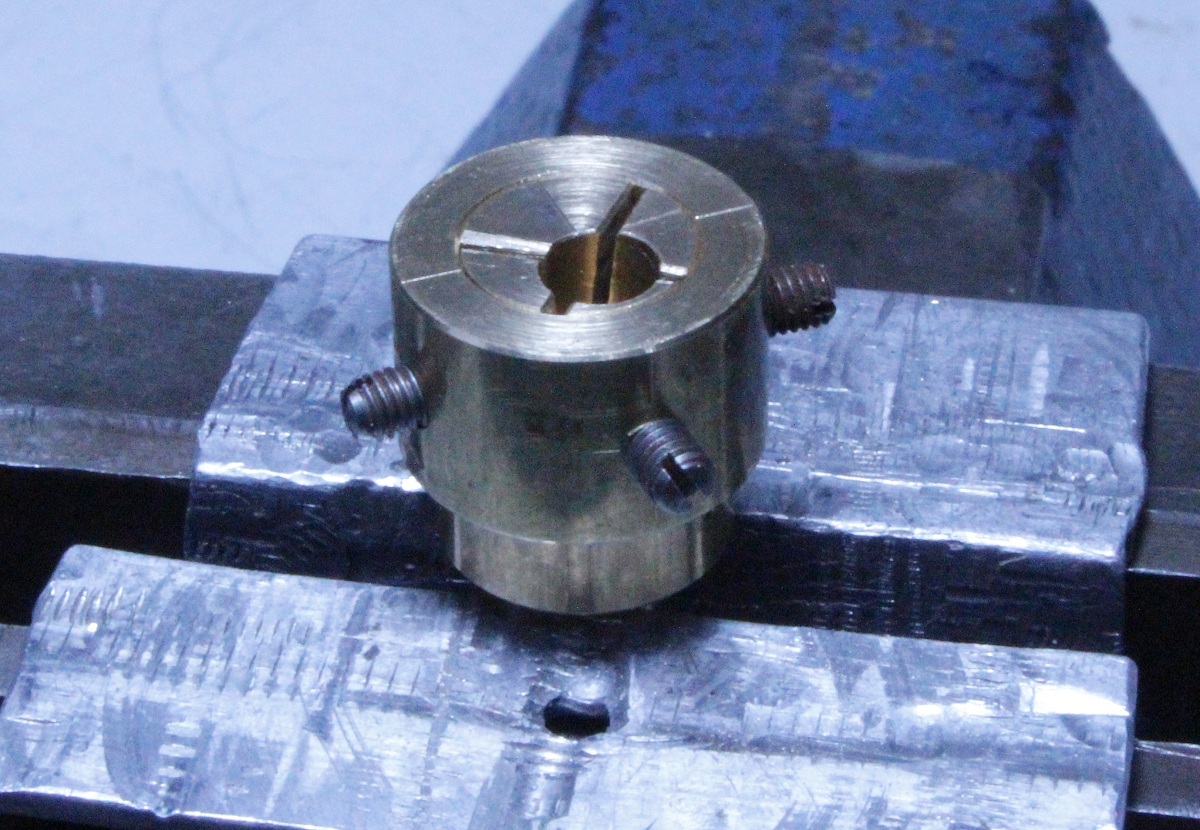 Hier ist der Klemmring mit den vier M3-Gewindestiften aufgesteckt.
Hier ist der Klemmring mit den vier M3-Gewindestiften aufgesteckt.
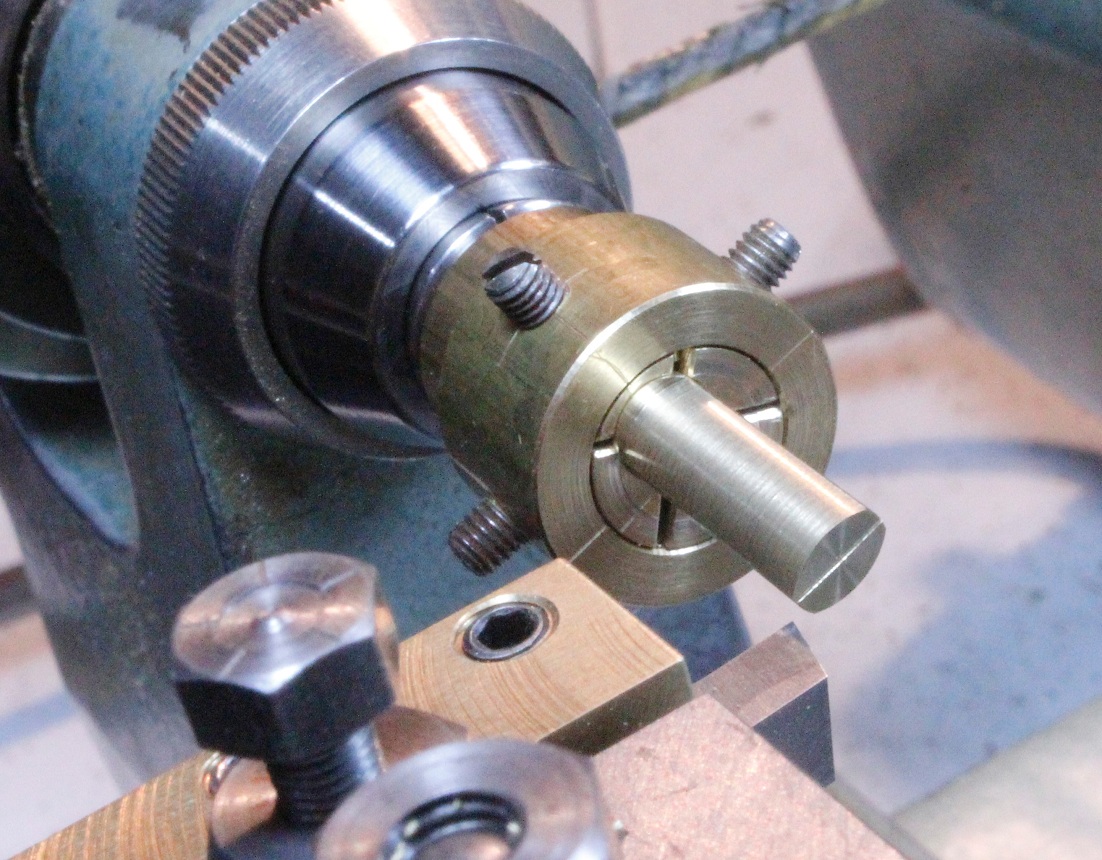 Jetzt kann ich vorbereitete kurze 5-mm-Ms-Rundstücke klemmen und so die beiden
Außenrundungen, nach je einer 180°-Drehung, andrehen. Ein feiner Anriß am
Klemmring und an der Stirnseite vom jeweiligen Prisma dient dem Ausrichten nach
Augenmaß.
Jetzt kann ich vorbereitete kurze 5-mm-Ms-Rundstücke klemmen und so die beiden
Außenrundungen, nach je einer 180°-Drehung, andrehen. Ein feiner Anriß am
Klemmring und an der Stirnseite vom jeweiligen Prisma dient dem Ausrichten nach
Augenmaß.
 Ich fahre dabei mit dem Quersupport stets
den gleichen Skalenwert an, sodaß eine Breite des Ovals von 3,3 mm entsteht.
Ich fahre dabei mit dem Quersupport stets
den gleichen Skalenwert an, sodaß eine Breite des Ovals von 3,3 mm entsteht.
 Die Stücke sehen nun so aus.
Die Stücke sehen nun so aus.
 Diese Prismen werden waagerecht gespannt
(bei mir im Waagercht-Teilgerät) und so die "Höhen" auf Umschlag zu 4,4 mm
angefräst.
Diese Prismen werden waagerecht gespannt
(bei mir im Waagercht-Teilgerät) und so die "Höhen" auf Umschlag zu 4,4 mm
angefräst.
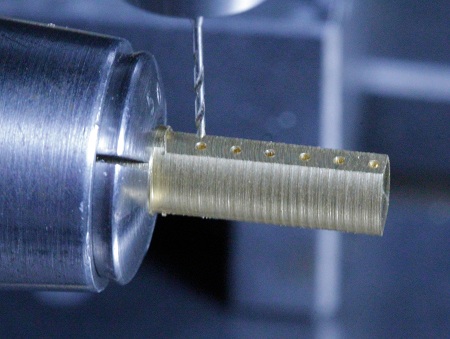 Danach bohre ich 0,55-Löcher in Abständen
von 1,9 mm jeweils nach Umschlag (180°-Drehung) in diese Flächen
(Stechstahlbreite 0,5 mm + Blockbreite 1,4 mm = 1,9-mm-Schritte für jeden
Arbeitsgang).
Danach bohre ich 0,55-Löcher in Abständen
von 1,9 mm jeweils nach Umschlag (180°-Drehung) in diese Flächen
(Stechstahlbreite 0,5 mm + Blockbreite 1,4 mm = 1,9-mm-Schritte für jeden
Arbeitsgang).
 Dann steche ich mit dem erwähnten 0,5-mm-Stechstahl die Blöcke nur an
(1,9-mm-Schritte), noch nicht ab.
Dann steche ich mit dem erwähnten 0,5-mm-Stechstahl die Blöcke nur an
(1,9-mm-Schritte), noch nicht ab.
 Als nächstes runde ich die Außenkanten,
im Gegensatz zur Zchng. oben, mit einer Nadelfeile.
Als nächstes runde ich die Außenkanten,
im Gegensatz zur Zchng. oben, mit einer Nadelfeile.
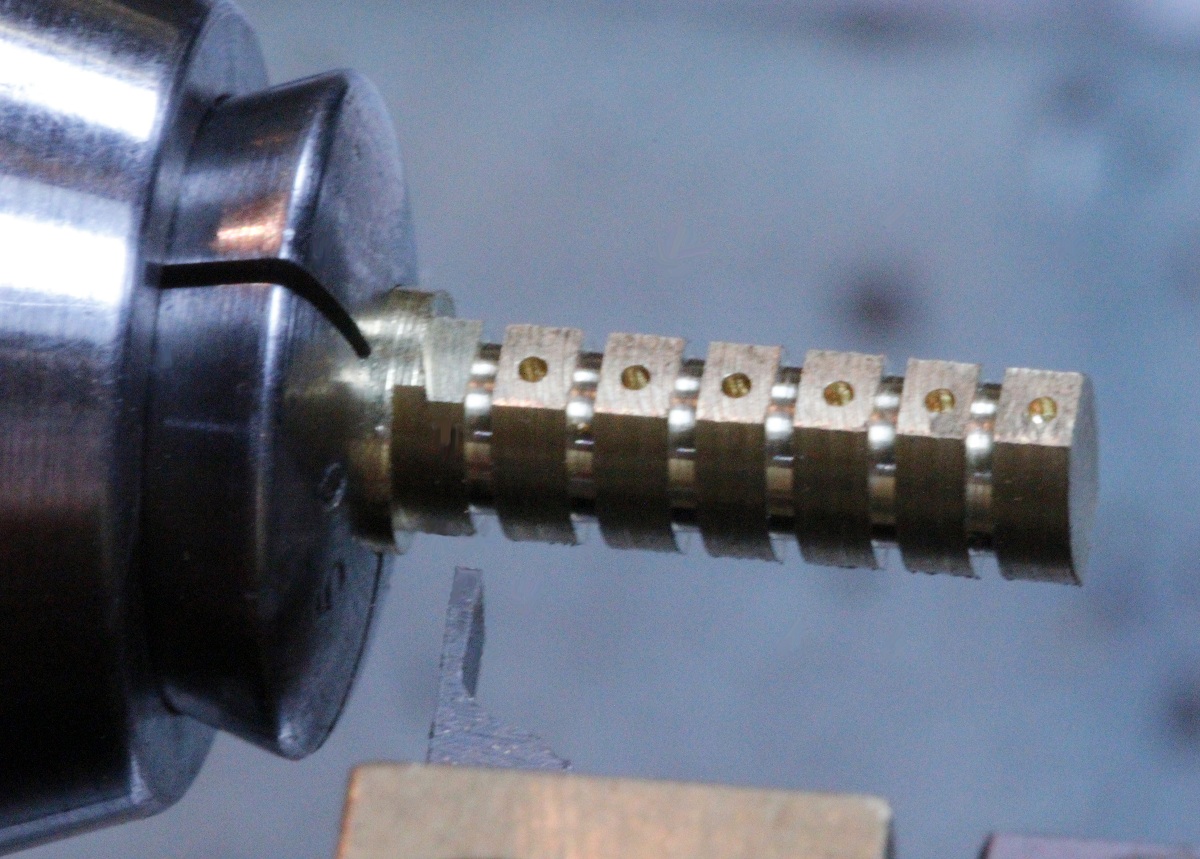
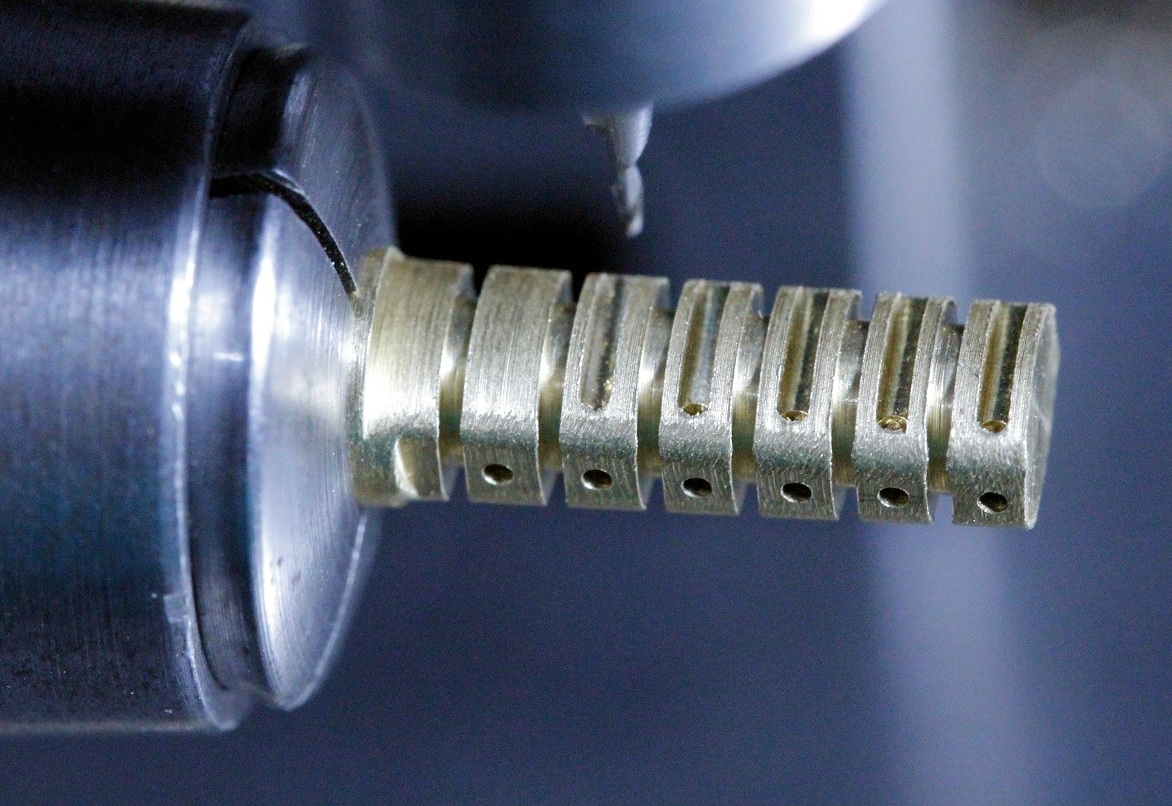 Das
Prisma wird wieder quer liegend gespannt und mit einem 0,6-mm-Fingerfräser fräse
ich die Seilnuten je 0,7 mm tief in den Block, von Nut zu Nut wieder 1,9 mm
Abstand. Beim hier jeweils vorderen Ende der Nut steche ich mit diesem Fräser
noch etwa 0,3 mm tiefer. Bei den vier rechten Nuten im Bild erkennt man diese
Senkungen.
Das
Prisma wird wieder quer liegend gespannt und mit einem 0,6-mm-Fingerfräser fräse
ich die Seilnuten je 0,7 mm tief in den Block, von Nut zu Nut wieder 1,9 mm
Abstand. Beim hier jeweils vorderen Ende der Nut steche ich mit diesem Fräser
noch etwa 0,3 mm tiefer. Bei den vier rechten Nuten im Bild erkennt man diese
Senkungen.
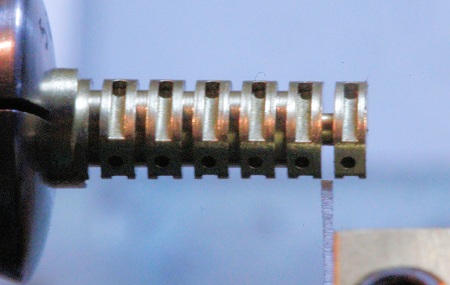
 Dann wechsle ich auf einen 0,6-mm-Wendelbohrer und bohre damit vorsichtig ganz
durch. Das sind die Löcher, durch die später das Takelgarn gesteckt wird.
Dann wechsle ich auf einen 0,6-mm-Wendelbohrer und bohre damit vorsichtig ganz
durch. Das sind die Löcher, durch die später das Takelgarn gesteckt wird.
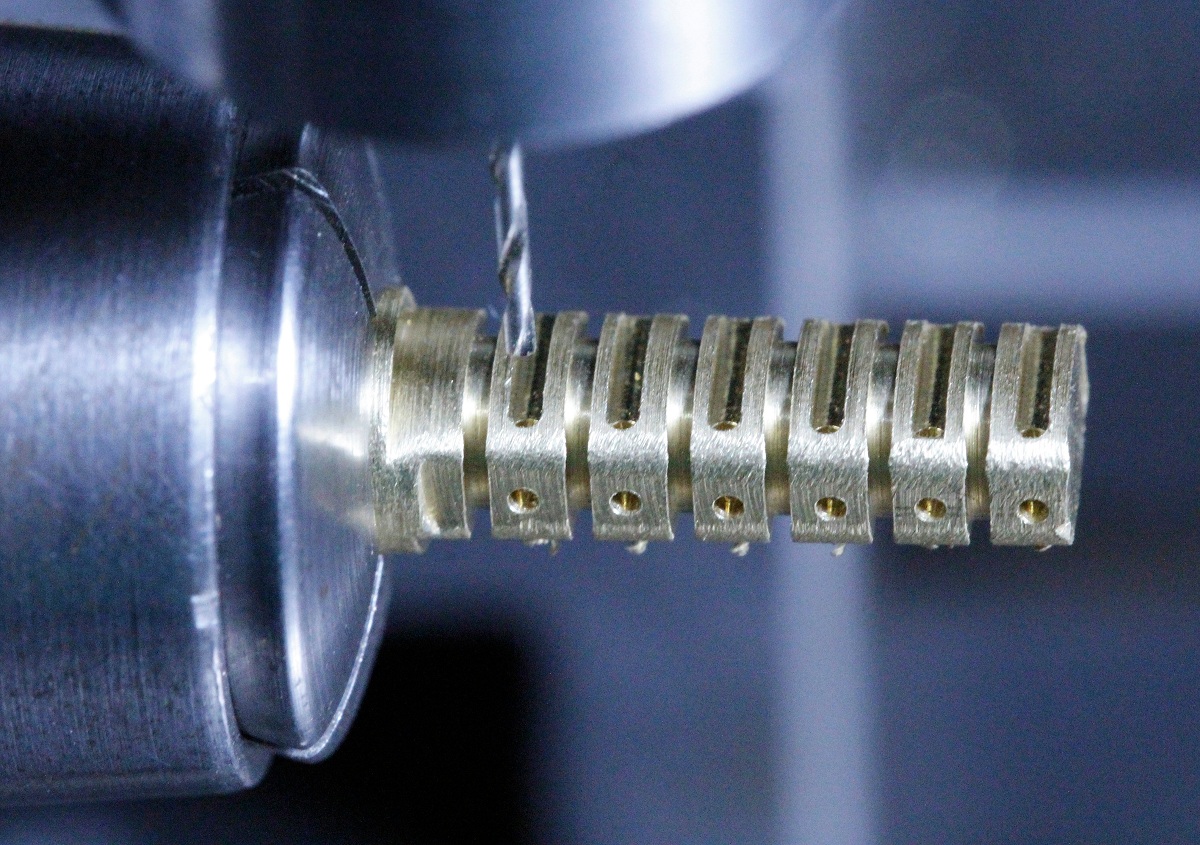
 Danach eine 180°-Drehung und die Nuten an der anderen Seite werden ebenfalls 0,7
mm tief gefräst. Bei diesem Foto erkennt man, wie kurz der Mini-Fräser ist, es
ist ein Zweischneider, mit dem ich nur 0,1-mm-Spantiefen fräse, also 7 (!) späne
pro Nut.
Danach eine 180°-Drehung und die Nuten an der anderen Seite werden ebenfalls 0,7
mm tief gefräst. Bei diesem Foto erkennt man, wie kurz der Mini-Fräser ist, es
ist ein Zweischneider, mit dem ich nur 0,1-mm-Spantiefen fräse, also 7 (!) späne
pro Nut.
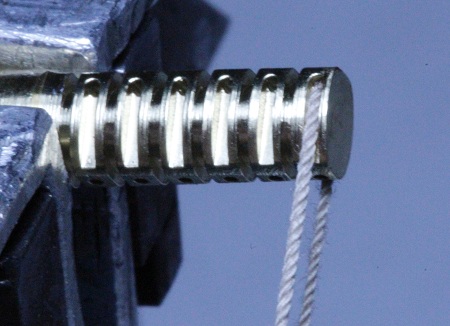 Hier habe ich einmal ein Stück
0,5-mm-Takelgarn (
www.modellbau-takelgarn.de ) eingesteckt und
straff gezogen.
Hier habe ich einmal ein Stück
0,5-mm-Takelgarn (
www.modellbau-takelgarn.de ) eingesteckt und
straff gezogen.
 Nach dem gründlichen Entgraten mit einer
rotierenden Drahtbürste kann ich die einscheibigen Böcke mit dem gleichen
Stechstahl abstechen, auch hier 1,9 mm Abstand.
Nach dem gründlichen Entgraten mit einer
rotierenden Drahtbürste kann ich die einscheibigen Böcke mit dem gleichen
Stechstahl abstechen, auch hier 1,9 mm Abstand.
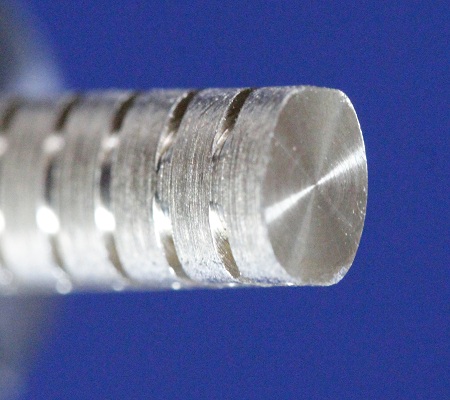
 Die Blöcke abgestochen.
Die Blöcke abgestochen.
 Bei den zweischeibigen Blöcken arbeite
ich anders: ich steche erst die Blockbreiten in Abständen von 2,9 mm vor. (0,5
mm Stechstahlbreite + 2,4 mm Blockbreite = 2,9-mm-Schritte je Arbeitsgang).
Bei den zweischeibigen Blöcken arbeite
ich anders: ich steche erst die Blockbreiten in Abständen von 2,9 mm vor. (0,5
mm Stechstahlbreite + 2,4 mm Blockbreite = 2,9-mm-Schritte je Arbeitsgang).
 Dann erst werden die je zwei 0,55-mm-Löcher gebohrt (etwa 1,5 mm tief).
Dann erst werden die je zwei 0,55-mm-Löcher gebohrt (etwa 1,5 mm tief).
 Dann werden die 0,7 mm tiefen Nuten und Durchgangsbohrungen wie bei den
einscheibigen Blöcken gebohrt/-fräst. In X- und Y-Richtung werden stets die
gleichen Skalenwerte angefahren.
Dann werden die 0,7 mm tiefen Nuten und Durchgangsbohrungen wie bei den
einscheibigen Blöcken gebohrt/-fräst. In X- und Y-Richtung werden stets die
gleichen Skalenwerte angefahren.
![]() Die
gefrästen Kanten müssen unbedingt entgratet werden. Es ist sehr geringer Grat,
deshalb genügt dazu eine kleine rotierende Drahtbürste (im Feinbohr/-schleifer).
Damit man bei diesen oft sehr kleinen Teilen "etwas in der Hand hat", spanne ich
sie mit der gleichen Spannzange von der Uhrmacherdrehmaschine in die "Pinole"
meiner Eigenbau-Helling-Bohrmaschine.
Die
gefrästen Kanten müssen unbedingt entgratet werden. Es ist sehr geringer Grat,
deshalb genügt dazu eine kleine rotierende Drahtbürste (im Feinbohr/-schleifer).
Damit man bei diesen oft sehr kleinen Teilen "etwas in der Hand hat", spanne ich
sie mit der gleichen Spannzange von der Uhrmacherdrehmaschine in die "Pinole"
meiner Eigenbau-Helling-Bohrmaschine.
 Zwei der Profile nach dem Verputzen.
Zwei der Profile nach dem Verputzen.
 Dann können auch diese (im genannten
Schrittmaß von 2,9 mm) abgestochen werden.
Dann können auch diese (im genannten
Schrittmaß von 2,9 mm) abgestochen werden.
![]() Nach dem Abstechen überschlichte ich die Planflächen noch leicht mit einer
Nadelfeile.
Nach dem Abstechen überschlichte ich die Planflächen noch leicht mit einer
Nadelfeile.
 Die winzigen Teile in der Mitte des Bildes sind die Wirbelzapfen am oberen Ende
der Blöcke (vgl. Zchng. ganz oben). Zuerst drehe ich die 0,5-mm-Zapfen (Sie
erinnern sich: die Bohrungen oben und unten an den Blöcken hatte ich 0,55
gemacht) 1 mm lang an, dann wird das Vierkant 0,9 x 0,9 mm
angefräst, danach die
Teile mit 0,1 mm Überlänge, also das Vierkant 1 mm lang abgestochen. Hinterher
spanne ich sie mit den winzigen Zapfen in einer 0,5-mm-Spannzange und drehe die
Vierkant-Planfläche plan. Eine gut gepflegte Spitzpinzette braucht man dazu
schon!
Die winzigen Teile in der Mitte des Bildes sind die Wirbelzapfen am oberen Ende
der Blöcke (vgl. Zchng. ganz oben). Zuerst drehe ich die 0,5-mm-Zapfen (Sie
erinnern sich: die Bohrungen oben und unten an den Blöcken hatte ich 0,55
gemacht) 1 mm lang an, dann wird das Vierkant 0,9 x 0,9 mm
angefräst, danach die
Teile mit 0,1 mm Überlänge, also das Vierkant 1 mm lang abgestochen. Hinterher
spanne ich sie mit den winzigen Zapfen in einer 0,5-mm-Spannzange und drehe die
Vierkant-Planfläche plan. Eine gut gepflegte Spitzpinzette braucht man dazu
schon!
 Ich spanne die Blockkörper etwas ausragend in zwei Pertinax-"Schutzbacken" im
Schraubstock und kann so die kleinen Teile anlöten; jeweils oben, wo die
Bohrungen quer durch den Block gehen. Vor jedem Löten wird er 100-Watt-Lötkolben
SEHR kräftig gegen den Fußboden geschleudert. So bleibt nur eine winzige Menge
Lötzinn an der Kupferspitze... Jedes Mehr wäre falsch!
Ich spanne die Blockkörper etwas ausragend in zwei Pertinax-"Schutzbacken" im
Schraubstock und kann so die kleinen Teile anlöten; jeweils oben, wo die
Bohrungen quer durch den Block gehen. Vor jedem Löten wird er 100-Watt-Lötkolben
SEHR kräftig gegen den Fußboden geschleudert. So bleibt nur eine winzige Menge
Lötzinn an der Kupferspitze... Jedes Mehr wäre falsch!
 Die ovalen Schäkelösen will ich aus 0,3
mm Kupferdraht biegen. Diese Stärke habe ich nur mit einer Lackschicht (von
einer Trafospule). Der Draht mit Lack läßt sich nicht löten, oder nur schlecht.
Ein Stück davon wickle ich eng zusammen, lege es auf eine feuerfeste Unterlage
und erhitze es mit einem Probangasbrenner. Das Bündel fängt Feuer und der Lack
verbrennt (Foto). Danach ziehe ich den erkalteten Draht durch ein Stück feinere
Stahlwolle (Baumarkt), sodaß der Draht (kupfer-)blank wird.
Die ovalen Schäkelösen will ich aus 0,3
mm Kupferdraht biegen. Diese Stärke habe ich nur mit einer Lackschicht (von
einer Trafospule). Der Draht mit Lack läßt sich nicht löten, oder nur schlecht.
Ein Stück davon wickle ich eng zusammen, lege es auf eine feuerfeste Unterlage
und erhitze es mit einem Probangasbrenner. Das Bündel fängt Feuer und der Lack
verbrennt (Foto). Danach ziehe ich den erkalteten Draht durch ein Stück feinere
Stahlwolle (Baumarkt), sodaß der Draht (kupfer-)blank wird.
 In ein Stück Pertinax bohre ich eine 1,4-mm-Bohrung und stecke zwei
0,7-mm-Stahldrähte hinein. So kann ich um die beiden Stäbe die Ovalösen als
"Zugfeder" wickeln...
In ein Stück Pertinax bohre ich eine 1,4-mm-Bohrung und stecke zwei
0,7-mm-Stahldrähte hinein. So kann ich um die beiden Stäbe die Ovalösen als
"Zugfeder" wickeln...
 ...und mit einer kleinen, spitzen
Nagelschere an einem Bogenende aufschneiden. Die 0´s müssen auf einer ebenen
Unterlage plattgedrückt werden.
...und mit einer kleinen, spitzen
Nagelschere an einem Bogenende aufschneiden. Die 0´s müssen auf einer ebenen
Unterlage plattgedrückt werden.
 Den Block spanne ich wieder in die
Pertinax-Backen und löte ein 0 mit der Trennstelle nach unten auf (Spitzpinzette
aus Stahl - kein Edelstahl!, gutes Licht, Kopflupe, Pinzettenhand auflegen,
Lötwasser). Beim Anlöten wird gleichzeitig der Ring geschlossen.
Den Block spanne ich wieder in die
Pertinax-Backen und löte ein 0 mit der Trennstelle nach unten auf (Spitzpinzette
aus Stahl - kein Edelstahl!, gutes Licht, Kopflupe, Pinzettenhand auflegen,
Lötwasser). Beim Anlöten wird gleichzeitig der Ring geschlossen.
![]() Bei nicht allen Ringen ist es mir gelungen, sie genau anzulöten. Keine Panik:
ich benötige für das Modell nur je vier ein- und zweischeibige Blöcke.
Bei nicht allen Ringen ist es mir gelungen, sie genau anzulöten. Keine Panik:
ich benötige für das Modell nur je vier ein- und zweischeibige Blöcke.
 Bei
vier einscheibigen Blöcken habe ich an der gegenüberliegende Seite noch kleine
Ösen mit Sekundenkleber eingeklebt. Man nennt diese Hundsfott. Hier wird die
stehende Part vom Läufer angeschäkelt. Links liegt die noch unverputzte
"Massenproduktion" dieser Ösen.
Bei
vier einscheibigen Blöcken habe ich an der gegenüberliegende Seite noch kleine
Ösen mit Sekundenkleber eingeklebt. Man nennt diese Hundsfott. Hier wird die
stehende Part vom Läufer angeschäkelt. Links liegt die noch unverputzte
"Massenproduktion" dieser Ösen.
![]()