Blechstreifen
- selbst herstellen
Ich verwende bei meinem Modellbau
fast ausschließlich Messing-Blech in den Stärken bis etwa 0,5 mm. Man kann bei
einschlägigen Händlern Blechstreifen kaufen. Dabei ist man aber auf die
angebotenen Standard-Breiten und -Blechstärken angewiesen. Bei den Breiten gibt
es üblicherweise nur volle Millimeter-Maße, also 2 mm, dann 3 mm, 5 mm usw. Will
man exakten Modellbau betreiben, genügen gekaufte Streifen und Profile nicht.
Benötige ich z.B., maßstäblich umgerechnet, eine Streifenbreite von 2,4 mm –
dieses Maß kann ich nirgendwo kaufen -, wäre die Verwendung von 2-mm-Streifen
reichlich unterdimensioniert und bei 3 mm überdimensioniert. Die mit diesen
Blechstreifen gebauten Modellteile sähen nicht so aus wie das Original, wenn ich
ansonsten alle Maße einhalte.
Fotoschere
Bleibt nur die Selbstherstellung.
Dabei ist auf Maßhaltigkeit und Parallelität der Streifen zu achten – will man
Freude an der Arbeit haben. Seit vielen Jahren benutze ich für das Schneiden von
Blech-, Folien-, Polystyrol- aber auch Papierstreifen und für Streifen von
kupferkaschiertem Leiterplatten-Material eine verbesserte Fotoschere, mit der
normalerweise Fotos auf Maß geschnitten werden. Eine geschickte Nutzung dieser
in der Folge beschriebenen Schere ist es auch, wenn ich z.B. Klebestreifen (TESA-Film
usw.) auf ein Stück relativ wertloses Alu-Blech klebe, dieses mitschneide und so
exakte parallele Klebestreifen zur Weiterverarbeitung erhalte, denn ich kann
diese ohne Einbuße von Klebekraft vom Alu-Blech wieder abziehen. Auf eine
weitere kluge Möglichkeit für das maßhaltige Ablängen von geschnittenen Streifen
komme ich später zurück. Bei Messing-, Kupfer-, Neusilber-, Bronze- und
Alu-Blech gibt es hier eine Obergrenze bei der Stärke von 0,2 mm, max. 0,25 mm.
Stahlblech habe ich mit der Fotoschere noch nie geschnitten, weil ich es nicht
verwende.
Die Fotos 1
 (kleine Fotos durch Anklicken vergrößern)(Maßangaben für diese
Vorrichtung müssen nicht sein. Der Achsabstand der beiden Spindeln soll nicht zu
gering sein.), 2
(kleine Fotos durch Anklicken vergrößern)(Maßangaben für diese
Vorrichtung müssen nicht sein. Der Achsabstand der beiden Spindeln soll nicht zu
gering sein.), 2 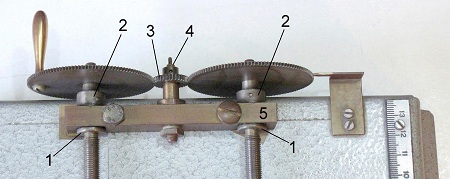 (Das
Getriebe ist immer gut geschmiert.) und 3
(Das
Getriebe ist immer gut geschmiert.) und 3
 (Die Bohrungen in beiden Leisten (Balken und Blechklemm-Leiste)
müssen für eine gute Parallelität der Gewindespindeln zusammen gebohrt werden
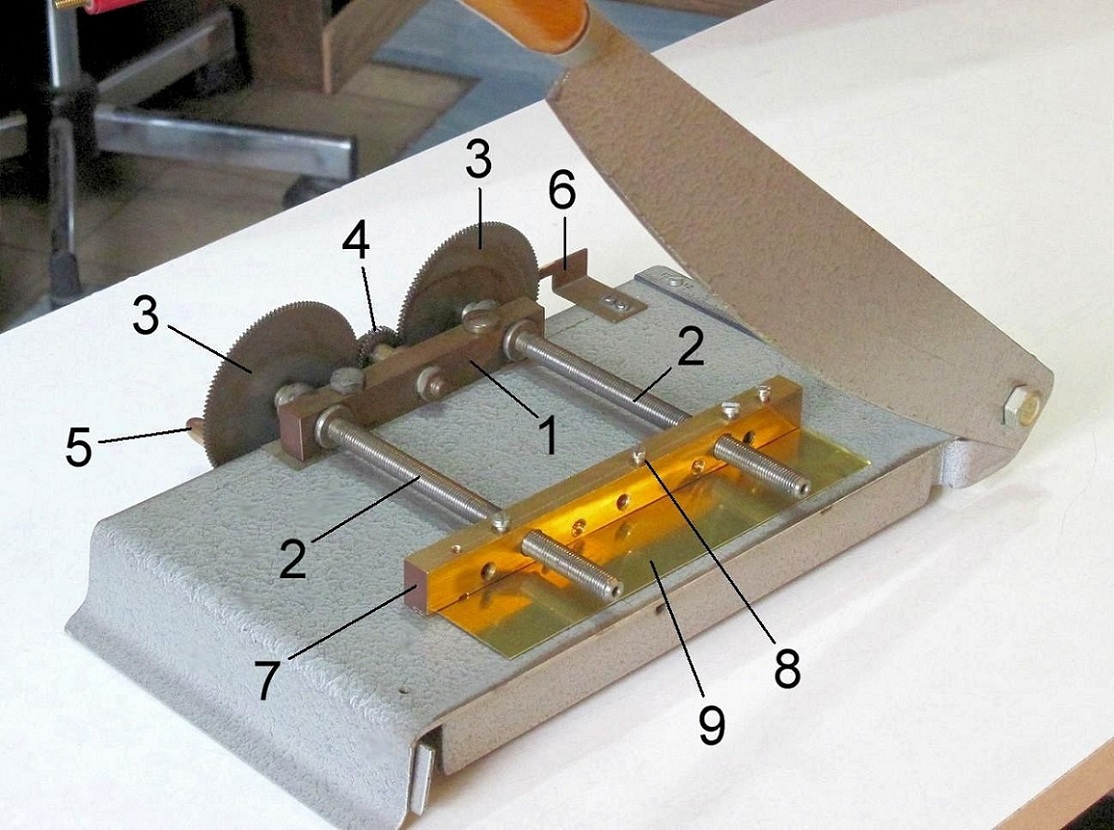
(abbohren).) zeigen die Fotoschere mit einer „Zustellvorrichtung“, welche
es erlaubt, einen Blechstreifen exakt parallel nach vorn zu schieben. Alle
anderen Vorschubeinrichtungen oder Anschläge, die man bei derartigen Maschinen,
auch z.B. bei käuflichen Kreissägen sieht, sind fast immer völlig ungeeignet,
weil sie eben nicht parallel vorschieben oder beim Gebrauch wegen unstarrer
Bauweise nachgeben. Erklärung zu Foto 1: An der Hinterseite ist ein Balken (1)
angeschraubt. In ihm lagern zwei Gewindespindeln (2) mit Feingewinde M8x1. Sie
enden vorn kurz vor dem Messer. Anstelle vom genannten Feingewinde könnte man
auch (Normal-)Gewinde M6 verwenden, weil dieses ebenfalls eine Steigung von 1 mm
hat. Das ist wichtig, denn wir wollen die Spindeln für das sinnvolle Vorschieben
der Blechklemm-Leiste (7) in Zehntel-Umdrehungen verstellen, um z.B.
kontrolliert in Zehntel-mm-Schritten zuzustellen. Denkbar wären auch Gewinde mit
0,5- oder auch z.B. 2-mm-Steigungen.
(Die Bohrungen in beiden Leisten (Balken und Blechklemm-Leiste)
müssen für eine gute Parallelität der Gewindespindeln zusammen gebohrt werden
(abbohren).) zeigen die Fotoschere mit einer „Zustellvorrichtung“, welche
es erlaubt, einen Blechstreifen exakt parallel nach vorn zu schieben. Alle
anderen Vorschubeinrichtungen oder Anschläge, die man bei derartigen Maschinen,
auch z.B. bei käuflichen Kreissägen sieht, sind fast immer völlig ungeeignet,
weil sie eben nicht parallel vorschieben oder beim Gebrauch wegen unstarrer
Bauweise nachgeben. Erklärung zu Foto 1: An der Hinterseite ist ein Balken (1)
angeschraubt. In ihm lagern zwei Gewindespindeln (2) mit Feingewinde M8x1. Sie
enden vorn kurz vor dem Messer. Anstelle vom genannten Feingewinde könnte man
auch (Normal-)Gewinde M6 verwenden, weil dieses ebenfalls eine Steigung von 1 mm
hat. Das ist wichtig, denn wir wollen die Spindeln für das sinnvolle Vorschieben
der Blechklemm-Leiste (7) in Zehntel-Umdrehungen verstellen, um z.B.
kontrolliert in Zehntel-mm-Schritten zuzustellen. Denkbar wären auch Gewinde mit
0,5- oder auch z.B. 2-mm-Steigungen.
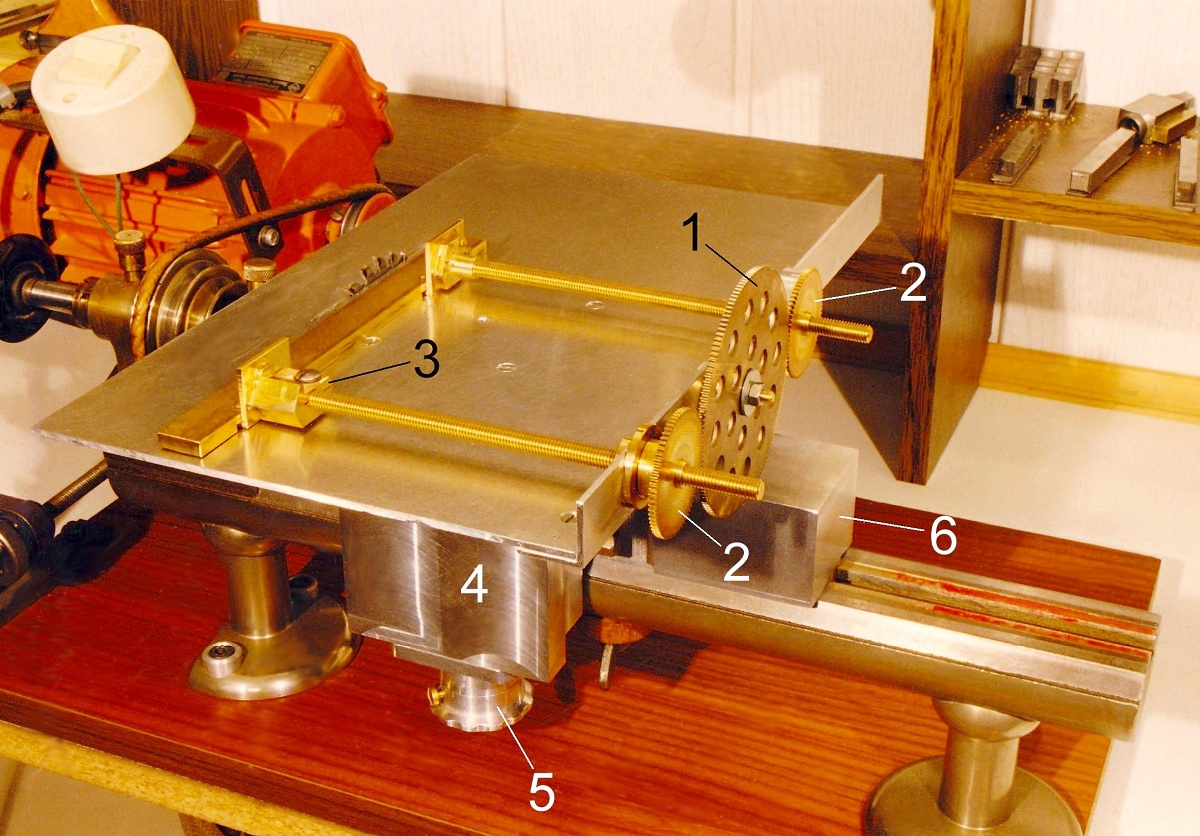
(Foto 4
 (Auf
dieser Drehmaschine „veranstalte“ ich ansonsten das sog. Schlagzahnfräsen (mein
Büchlein (1).)
zeigt eine meiner Kleindrehmaschinen ausgerüstet mit einem
Präzisions-Kreissägetisch, der den Namen verdient. Er hat die gleiche
Vorschubeinrichtung wie die Fotoschere. Die Gewindespindeln haben M6-Geinde. Das
Zwischenzahnrad (1) ist hier wesentlich größer als die beiden Räder (2) auf den
Spindeln. Mit einer axial verstellbaren Klemmung (3) kann ich axiales Spiel in
den Spindelantrieben soweit ausschalten, dass der Anschlag tatsächlich erstens
parallel vorgeschoben wird und zweitens auch exakt parallel zum Sägeblatt steht
– die Grundvoraussetzungen für das Sägen von schmalsten Holzleisten. Der gesamte
Sägetisch ist mit einem Passklotz (6) immer genau ausgerichtet, wenn ich ihn am
Maschinenbett klemme. (4) ist ein Schwalbenschwanz-Höhensupport aus Alu (genügt
für den Zweck). Dessen Zustellspindel hat ebenfalls M6-Gewinde und der
Skalenring (5) hat eine 10er-Teilung, sodass ich den Sägetisch auch in exakten
Zehntel-Schritten in der Höhe verstellen kann. Weil die hartmetallbestückte
Kreissäge in einem Tischschlitz läuft, welcher kaum breiter als die Sägen-Zähne
ist und weil sie nun wirklich keinen Planschlag hat, ist es mir gelungen, im
Extremfall Leisten aus Birnbaum-Holz von nur 0,5 x 0,5 mm Querschnitt zu sägen.
Übrigens hat auch meine große Kreissäge – im Keller – eine solche
Zweispindel-Zustellung, jedoch anstelle der Zahnräder einen Kettentrieb!)
(Auf
dieser Drehmaschine „veranstalte“ ich ansonsten das sog. Schlagzahnfräsen (mein
Büchlein (1).)
zeigt eine meiner Kleindrehmaschinen ausgerüstet mit einem
Präzisions-Kreissägetisch, der den Namen verdient. Er hat die gleiche
Vorschubeinrichtung wie die Fotoschere. Die Gewindespindeln haben M6-Geinde. Das
Zwischenzahnrad (1) ist hier wesentlich größer als die beiden Räder (2) auf den
Spindeln. Mit einer axial verstellbaren Klemmung (3) kann ich axiales Spiel in
den Spindelantrieben soweit ausschalten, dass der Anschlag tatsächlich erstens
parallel vorgeschoben wird und zweitens auch exakt parallel zum Sägeblatt steht
– die Grundvoraussetzungen für das Sägen von schmalsten Holzleisten. Der gesamte
Sägetisch ist mit einem Passklotz (6) immer genau ausgerichtet, wenn ich ihn am
Maschinenbett klemme. (4) ist ein Schwalbenschwanz-Höhensupport aus Alu (genügt
für den Zweck). Dessen Zustellspindel hat ebenfalls M6-Gewinde und der
Skalenring (5) hat eine 10er-Teilung, sodass ich den Sägetisch auch in exakten
Zehntel-Schritten in der Höhe verstellen kann. Weil die hartmetallbestückte
Kreissäge in einem Tischschlitz läuft, welcher kaum breiter als die Sägen-Zähne
ist und weil sie nun wirklich keinen Planschlag hat, ist es mir gelungen, im
Extremfall Leisten aus Birnbaum-Holz von nur 0,5 x 0,5 mm Querschnitt zu sägen.
Übrigens hat auch meine große Kreissäge – im Keller – eine solche
Zweispindel-Zustellung, jedoch anstelle der Zahnräder einen Kettentrieb!)
Weiter beim Foto 1: Auf den
Spindeln sitzen zwei Zahnräder (3) mit gleicher Zähne-Zahl und in der Mitte ein
Zwischenrad (4) mit beliebiger Zähne-Zahl. Dadurch drehen sich beide Spindeln in
gleicher Richtung und – die Grundvoraussetzung - gleich schnell! An einem der
großen Räder ist eine Kurbel (5) angebracht und auf die Stirnseite des anderen
Rades ist ein Zeiger (6) gerichtet. In die Blechklemm-Leiste (7) habe ich erst
neulich über die gesamte Länge sehr weit unten eine 0,3 mm breite Nut gesägt, in
welcher das Material (9) von mehreren M3-Schrauben (8) geklemmt wird. In der
Vergangenheit gab es eine weitere Klemmleiste, die Gewindebohrungen sind noch zu
sehen. Dazu musste ich aber an eine Blechkante einen schmalen Winkel biegen – zu
umständlich!
Foto 2 zeigt die Draufsicht auf
das „Getriebe“. (1) sind die an den Spindeln angedrehten Anlagebünde. Die
Buchsen (2) sind beim Verstiften auf den Spindelzapfen fest gegen die (1)
gedrückt. Nach dem Entstiften werden die Seitenflächen des Balkens (5) solange
geschmirgelt, bis sich die betreffende Spindel leicht aber ohne jedes Axialspiel
drehen lässt, denn eine Zustelleinrichtung mit Spiel können wir nicht
gebrauchen. Das Zwischenrad (3) kann man nach dem Lösen der M2-Mutter (4) - M3
wäre besser – auskämmen lassen. So kann man eine der Spindeln geringfügig gegen
die andere verdrehen und so auch mögliches Spiel in der Blechklemm-Leiste
ausschalten. Sie würde dann etwas schrägstehend nach vorn fahren. Das ist aber
bedeutungslos, sie soll bei Spindeldrehung parallel nach vorn fahren, nichts
weiter!
Die 10er-Teilung auf dem
„Anzeigerad“ (Foto 3) macht man am besten auf einem Teilgerät. Bei mir sind die
Striche aufgeklebte und weiß lackierte Papierstreifen. Ein Strich ist als
„Nullstrich“ besonders markiert. Praktisch wäre es, wenn alle Striche
Zahlenmarkierungen von 0 bis 9 hätten (mache ich demnächst). Da das Anzeigerad
recht groß ist, könnte man nach den Strichen nicht nur in Zehntel-mm-Schritten
nach vorn fahren, sondern gegebenenfalls auch in deutlich kleineren Schritten.
Wichtig ist, wie bei allen Spindelzustellungen, die Zustell-Drehrichtung, bei
den Werkzeugmaschinen bezeichne ich dies immer als Anfahrrichtung. Bin ich
einmal zu schnell über den gewollten Strich hinausgefahren, muss ich ausreichend
weit zurückdrehen und neu „anfahren“, denn in jeder Spindel ist „Toter Gang“.
Die Schnittkante am Fotoschneidetisch habe ich übrigens gleich zu Beginn mit
leicht schräggestelltem Fingerfräser überfräst und auch das Messer bekam einen
schrägen (Freiwinkel wie bei den Metallbearbeitungs-Werkzeugen) Scharfschliff.
Die Arbeit zum Schneiden von
Blechstreifen muss man kaum erklären. Man fährt die Blechklemm-Leiste ganz nach
hinten, klemmt das Blech fest, fährt bis zum „Nullstrich“ am Anzeigerad nach
vorn, soweit bis es leicht über die Schnittkante ragt und schneidet nun den sog.
Start- oder Nullschnitt. Danach verdrehe ich das Anzeigerad (in gleicher
Drehrichtung!) um 2,3 Umdrehungen, wenn ich einen Blechstreifen 2,3 mm breit
haben will. So einfach aber auch so genau ist das. Messe ich die Streifenbreite
mit einem Digital-Meßschieber an beiden Enden, bin ich erstaunt wie maßhaltig
und schön parallel er geschnitten ist. Nie mehr Blechstreifen kaufen!
Besonders die sehr schmalen
Streifen ringeln sich beim Abschneiden zu unschönen Spiralen auf. Das ist kein
Beinbruch. Ich habe schon Blechstreifen von wenigen Zehntel-mm-Breiten
geschnitten! Bei meinen Messing-Streifen doppele ich beide Enden durch Umbiegen
von kurzen (2 bis 3 mm) Stücken. Ein Ende wird so im Schraubstock gespannt, das
andere mit einer Flachzange gehalten. Durch einen kurzen sehr kräftigen Zug kann
ich den Blechstreifen zerreißen oder durch einen weniger kräftigen Zug
geraderichten (Streckrichten, geht auch z.B. mit Draht sehr gut). Schnell hat
man so ein ganzes Bündel von Blechstreifen angefertigt. Breitere Streifen werden
beim Abschneiden nicht oder kaum zu Spiralen. Wenn ich beide Kanten des
Streifens von beiden (!) Seiten auf einer vollkommen ebenen Unterlage mit der
Bahn eines Hammers kräftig überstreiche, so wird er ebenfalls sehr gut gerade.
Nebenbei bemerkt: Will ich für einen besonderen Zweck einen schmalen
Blechstreifen in der Draufsicht etwas verbiegen, also nicht schnurgerade haben,
so kann ich diesen einseitig mit der Hammerbahn bearbeiten. So wird das Material
dieser Seite gestreckt und der Streifen wird gewollt krumm.
Eine interessante Nutzanwendung
unserer modifizierten Fotoschere ist das Auf-Länge-Schneiden der so produzierten
geraden Streifen in kurze Stücke exakt auf Maß. Dazu löte ich diese mit den
Enden nebeneinanderliegend rechtwinklig etwa 2 bis 3 mm lang auf die Kante eines
etwa 10 mm breiten Streifens. Wir erhalten so eine Kammleiste, welche wie zuvor
ein ganzes Blech in die Blechklemm-Leiste der Vorrichtung gespannt wird. Jetzt
kann man, wie gehabt, wieder nach einem „Nullschnitt“ durch Auszählen der
Kurbelumdrehungen kontrolliert kürzere oder längere Einzelstücke abschneiden.
Eine nützliche Sache – ganz ohne Messen und Anreißen.
Blechstreifen sägen
Bei der zweiten Variante,
Blechstreifen selbst herzustellen, werden diese gesägt – auf der Fräsmaschine.
Auch diese Methode führt zu hochgenauen Streifen, wenn man sehr sorgfältig
arbeitet. Nötig ist zu allererst ein Sägedorn für eine Metall-Kreissäge, den man
am besten selbst herstellt. Ein Sägedorn ist nach meiner Ansicht eines der
wichtigsten Werkzeugspannmittel für eine Fräsmaschine. Für meine WABECO F1210
(mit Steilkegel 30 in der Frässpindel) habe ich sofort am Anfang, neben anderen
relativ einfachen Zubehör, das man sich stets besser selbst macht, auch drei
Sägedorne für Metall-Kreissägen mit drei verschiedenen Bohrungen angefertigt
(Foto 5)
 .
(Bei den Druckscheiben erkennt man gut den Freistich.)
.
(Bei den Druckscheiben erkennt man gut den Freistich.)
Die Bohrungen in Metall-Kreissägen
sind in vollen Millimetermaßen standardisiert und für einen exakten Rundlauf zu
Null geschliffen. Das muss man für die Selbstanfertigung eines Sägedorns wissen
und natürlich ausnutzen. Die drei Sägedorne mit ihrem Zubehör im Foto 5 habe ich
aus Automatenstahl gedreht. Zur Aufnahme in die Frässpindel haben sie bei mir
Steilkegel SK30. Es ist stets gut, wenn solche Dorne direkt in der Frässpindel
aufgenommen werden, also nicht über den „Umweg“ eines Zangenfutters. Verwendet
man eine Zangenaufnahme, soll man den Spannzapfen des Dorns für die größte Zange
des Zangensatzes andrehen. Auch eine nicht einfach herzustellende Aufnahme mit
einem Morsekegel ist möglich. Rechts im Bild liegt als (4) der
Eigenbau-Anzugsdorn für die Sägedorne mit Feingewinde M10x1, denn dieses
Innengewinde haben meine selbstgedrehten SK30 immer. Die Tabelle gibt Auskunft
über die Maßverhältnisse der drei Dorne:
(Maße in mm)
Die Maße sind nicht als Dogma zu
verstehen. Foto 6 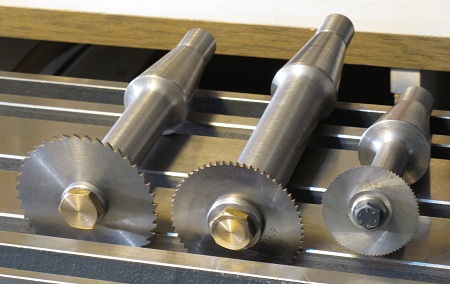 (Wegen der
Drehrichtung der Sägen ziehen sich die Schrauben selbst fest.) zeigt die
zusammengeschraubten Dorne. Man erkennt auch hier, dass ich die Übergänge vom
Dorn zum Steilkegel für eine höhere Stabilität gerundet habe. Das
Längen-Durchmesser-Verhältnis ist etwa 4,5:1 bis 5:1. Sehr viel schlanker
sollten die Dorne nicht sein, damit sie ausreichend stabil sind. Im Foto 7
(Wegen der
Drehrichtung der Sägen ziehen sich die Schrauben selbst fest.) zeigt die
zusammengeschraubten Dorne. Man erkennt auch hier, dass ich die Übergänge vom
Dorn zum Steilkegel für eine höhere Stabilität gerundet habe. Das
Längen-Durchmesser-Verhältnis ist etwa 4,5:1 bis 5:1. Sehr viel schlanker
sollten die Dorne nicht sein, damit sie ausreichend stabil sind. Im Foto 7
 (Ringfutter sind ein
wichtiges Zubehör für alle Drehmaschinen, nicht nur für Uhrmacherdrehstühle. Ein
„historisches“ Foto noch in schwarz-weiß.) wird das dreifache Schlitzen
eines Ringfutters in der Aufnahme eines Teilkopfes gezeigt. Wäre der Sägedorn zu
kurz, würde die Frässpindelnase zu frühzeitig am Teilkopf anstoßen. Später
werden wir sehen, dass es auch für das Sägen unserer Blechstreifen wichtig ist,
dass der Sägedorn nicht zu kurz ist. Wichtig ist es, auf einen extrem guten
Rundlauf, besonders beim Zentrierzapfen zu achten. Ich habe den Zentrierzapfen
auf der Fräsmaschine fertiggedreht. Vordrehen kann man den gesamten Dorn auf der
Drehmaschine. Im Foto 8
(Ringfutter sind ein
wichtiges Zubehör für alle Drehmaschinen, nicht nur für Uhrmacherdrehstühle. Ein
„historisches“ Foto noch in schwarz-weiß.) wird das dreifache Schlitzen
eines Ringfutters in der Aufnahme eines Teilkopfes gezeigt. Wäre der Sägedorn zu
kurz, würde die Frässpindelnase zu frühzeitig am Teilkopf anstoßen. Später
werden wir sehen, dass es auch für das Sägen unserer Blechstreifen wichtig ist,
dass der Sägedorn nicht zu kurz ist. Wichtig ist es, auf einen extrem guten
Rundlauf, besonders beim Zentrierzapfen zu achten. Ich habe den Zentrierzapfen
auf der Fräsmaschine fertiggedreht. Vordrehen kann man den gesamten Dorn auf der
Drehmaschine. Im Foto 8
 (Man könnte den Dorn auch leicht konisch drehen. Dazu müsste der
Fräskopf nur schräg gestellt werden.) wird der Dorndurchmesser auf der
Fräsmaschine überschlichtet. Der Drehstahl ist dazu in zwei sinnvoll ineinander
gespannten Niederzugschraubstöcken gespannt. Die „Stahlhöhe“ kann man auf einer
Fräsmaschine gut mit dem Y-Support einstellen. Beim Drehen dieser Sägedorne
sollten Sie ganz auf die Verwendung von Hartmetallplättchen mit ihren
verhängnisvollen Schneideckenrundungen verzichten und stattdessen einen schön
scharfkantig geschliffenen HSS-Drehling mit reichlich groß gehaltenen
Freiwinkeln verwenden, schon aus dem Grund, weil es mit einem solchen Drehstahl
einfacher ist, die dringend nötigen Freistiche zu drehen (vgl. dazu (1) Seite 41
oder (2) Seite 54/55).
(Man könnte den Dorn auch leicht konisch drehen. Dazu müsste der
Fräskopf nur schräg gestellt werden.) wird der Dorndurchmesser auf der
Fräsmaschine überschlichtet. Der Drehstahl ist dazu in zwei sinnvoll ineinander
gespannten Niederzugschraubstöcken gespannt. Die „Stahlhöhe“ kann man auf einer
Fräsmaschine gut mit dem Y-Support einstellen. Beim Drehen dieser Sägedorne
sollten Sie ganz auf die Verwendung von Hartmetallplättchen mit ihren
verhängnisvollen Schneideckenrundungen verzichten und stattdessen einen schön
scharfkantig geschliffenen HSS-Drehling mit reichlich groß gehaltenen
Freiwinkeln verwenden, schon aus dem Grund, weil es mit einem solchen Drehstahl
einfacher ist, die dringend nötigen Freistiche zu drehen (vgl. dazu (1) Seite 41
oder (2) Seite 54/55).
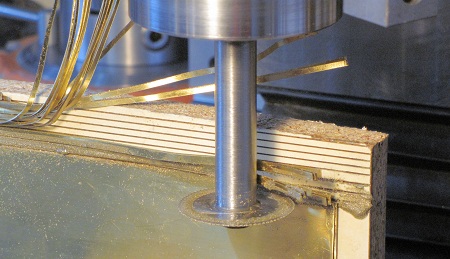
Bevor man mit dem Sägen von
Blechstreifen beginnt, sollte man die exakte Senkrechtstellung der Frässpindel
zur Zugrichtung des X-Supports überprüfen. Die Zugrichtung dieses Supports
sollte bei einer guten Maschine gleichbedeutend mit der Frästisch-Fläche sein.
Wenn bei einer einfachen Fräsmaschine die Senkrechtstellung des Fräskopfes oft
nicht verstiftet ist, so genügt es kaum, wenn man die meist viel zu breiten
Gradstriche einfach nur auf „Null“ stellt. Ob der Fräskopf wirklich gerade
steht, prüft man am besten durch einen Fräsversuch mit einem Fräser mit
möglichst großem Durchmesser (Schlagzahnfräser, Messerkopf, Walzenstirnfräser),
indem man ein breites Materialstück überstirnt. Das dabei entstehende Fräsbild
sollte wie bei der Messingplatte im Foto 9
 (Die Frässpindel steht exakt senkrecht – auf der X-Zugrichtung.)
aussehen. Nur wenn die Schneiden des Fräsers in beiden Richtungen Frässpuren
hinterlassen, weiß man, dass die Spindel wirklich senkrecht steht. Und das ist
die allerwichtigste Voraussetzung beim Sägen auf der Fräsmaschine mit einem
Sägedorn. Steht die Frässpindel nicht richtig senkrecht, klemmt die Säge im
entstehenden Schlitz und das führt zum Bruch der Säge.
(Die Frässpindel steht exakt senkrecht – auf der X-Zugrichtung.)
aussehen. Nur wenn die Schneiden des Fräsers in beiden Richtungen Frässpuren
hinterlassen, weiß man, dass die Spindel wirklich senkrecht steht. Und das ist
die allerwichtigste Voraussetzung beim Sägen auf der Fräsmaschine mit einem
Sägedorn. Steht die Frässpindel nicht richtig senkrecht, klemmt die Säge im
entstehenden Schlitz und das führt zum Bruch der Säge.
Die mit der Papierschere grob
ausgeschnittenen Blechstücke – im Foto 10 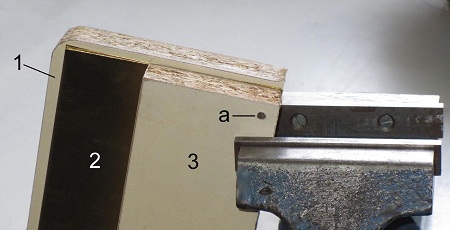 (Der Schraubstock ist sehr fest angezogen. „Im Paket“ kann man
auch sehr dünnes Blech bohren!) sind es vier 0,2-mm-Bleche (2)
übereinander – werden gegen eine etwas größere Holzhinterlage (1) - ich verwende
gern Spanplattenabschnitte – gelegt. An der Ecke rechts-oben müssen sie mit
einer M3-Schraube (mit übergroßer Unterlegschiebe) gegen diese Hinterlage
gesichert werden. Damit ich problemlos 3,2-mm-Löcher in vier Lagen 0,2-mm-Blech
bohren kann, klemme ich gegen das „Paket“ eine zweite Spanplatte (3) und bohre
diese mit (a).
(Der Schraubstock ist sehr fest angezogen. „Im Paket“ kann man
auch sehr dünnes Blech bohren!) sind es vier 0,2-mm-Bleche (2)
übereinander – werden gegen eine etwas größere Holzhinterlage (1) - ich verwende
gern Spanplattenabschnitte – gelegt. An der Ecke rechts-oben müssen sie mit
einer M3-Schraube (mit übergroßer Unterlegschiebe) gegen diese Hinterlage
gesichert werden. Damit ich problemlos 3,2-mm-Löcher in vier Lagen 0,2-mm-Blech
bohren kann, klemme ich gegen das „Paket“ eine zweite Spanplatte (3) und bohre
diese mit (a).
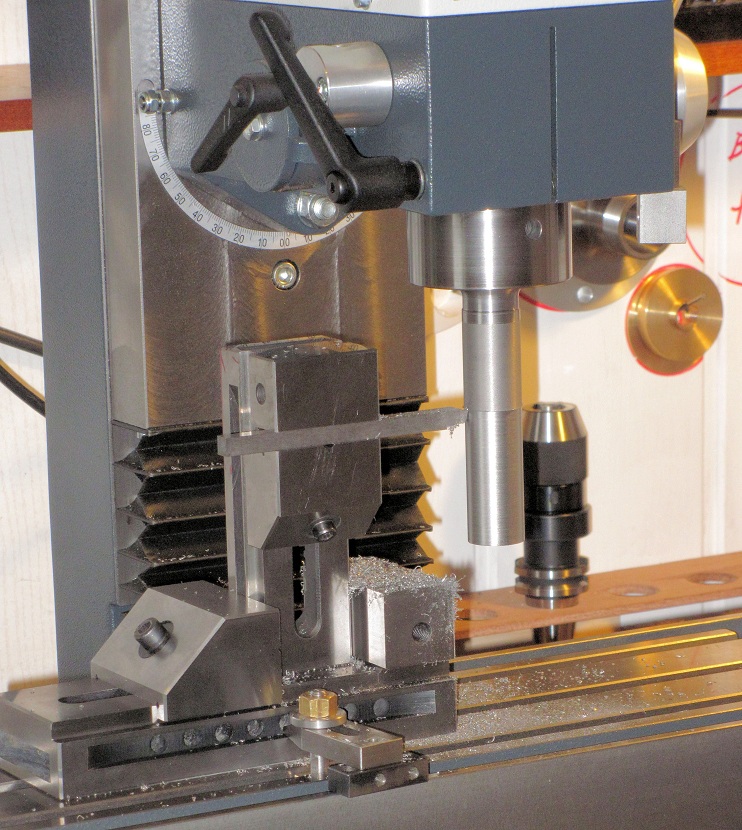
So vorbereitet wird das Ganze mit
möglichst waagerechter Oberkante nun ohne die mitgebohrte Spanplatte wie im Foto
11 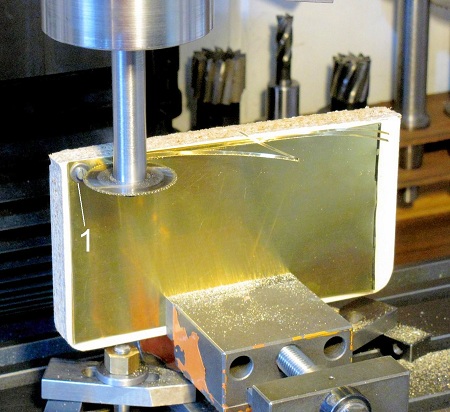 (Bei dieser Arbeit ist
besondere Vorsicht geboten.) in den Maschinenschraubstock gespannt. In
diesem Foto ist eben der Null- oder Startschnitt ausgeführt. Dazu senkt man den
leicht geklemmten Fräskopf deutlich bis unter die obere Blechkante und „nullt“
die Skala des Höhensupports. Jeder Schnitt beginnt an der rechten Seite. Dazu
fährt man die Säge geringfügig (0,5 bis 1 mm reicht) in die Holzplatte hinein.
Schon dabei drücken die Zähne der Säge alle Bleche gegen die Hinterlage. Bei der
nun folgenden Bewegung nach links bleibt das auch so, es kann nichts passieren.
Es handelt sich dabei um sog. Gleichlauffräsen. Daher ist es kein Fehler, wenn
man den X-Support leicht klemmt. Genügend weit vor der M3-Schraube (1) stoppe
ich die Fahrt. Die Drehzahl der Säge ich eher zu niedrig als zu hoch (gilt für
alle Fräsarbeiten!). Die dabei entstehenden Abfallstreifen verbiegen sich. Ich
schneide sie sofort ab. Die Säge wird aus dem Material gezogen (den Skalenwert
für die Schnitt-Tiefe bei diesem Startschnitt habe ich mir gemerkt, bzw. den
Y-Support auf 0 gestellt) und die Frässpindel wieder nach rechts gefahren. Für
den ersten Streifenschnitt wird der Fräskopf nach unten geschoben, ja geschoben,
er ist ja leicht geklemmt! Für diesen Betrag rechnet man die Breite der
Kreissäge (hier 0,5 mm) und die gewünschte Streifenbreite zusammen. Ich habe im
Beispiel zuerst vier 2-mm-Streifen gewollt. Dazu habe ich den Fräskopf um 2,5 mm
nach unten geschoben. Das macht die Maschine sehr genau (Foto 12)
(Bei dieser Arbeit ist
besondere Vorsicht geboten.) in den Maschinenschraubstock gespannt. In
diesem Foto ist eben der Null- oder Startschnitt ausgeführt. Dazu senkt man den
leicht geklemmten Fräskopf deutlich bis unter die obere Blechkante und „nullt“
die Skala des Höhensupports. Jeder Schnitt beginnt an der rechten Seite. Dazu
fährt man die Säge geringfügig (0,5 bis 1 mm reicht) in die Holzplatte hinein.
Schon dabei drücken die Zähne der Säge alle Bleche gegen die Hinterlage. Bei der
nun folgenden Bewegung nach links bleibt das auch so, es kann nichts passieren.
Es handelt sich dabei um sog. Gleichlauffräsen. Daher ist es kein Fehler, wenn
man den X-Support leicht klemmt. Genügend weit vor der M3-Schraube (1) stoppe
ich die Fahrt. Die Drehzahl der Säge ich eher zu niedrig als zu hoch (gilt für
alle Fräsarbeiten!). Die dabei entstehenden Abfallstreifen verbiegen sich. Ich
schneide sie sofort ab. Die Säge wird aus dem Material gezogen (den Skalenwert
für die Schnitt-Tiefe bei diesem Startschnitt habe ich mir gemerkt, bzw. den
Y-Support auf 0 gestellt) und die Frässpindel wieder nach rechts gefahren. Für
den ersten Streifenschnitt wird der Fräskopf nach unten geschoben, ja geschoben,
er ist ja leicht geklemmt! Für diesen Betrag rechnet man die Breite der
Kreissäge (hier 0,5 mm) und die gewünschte Streifenbreite zusammen. Ich habe im
Beispiel zuerst vier 2-mm-Streifen gewollt. Dazu habe ich den Fräskopf um 2,5 mm
nach unten geschoben. Das macht die Maschine sehr genau (Foto 12)
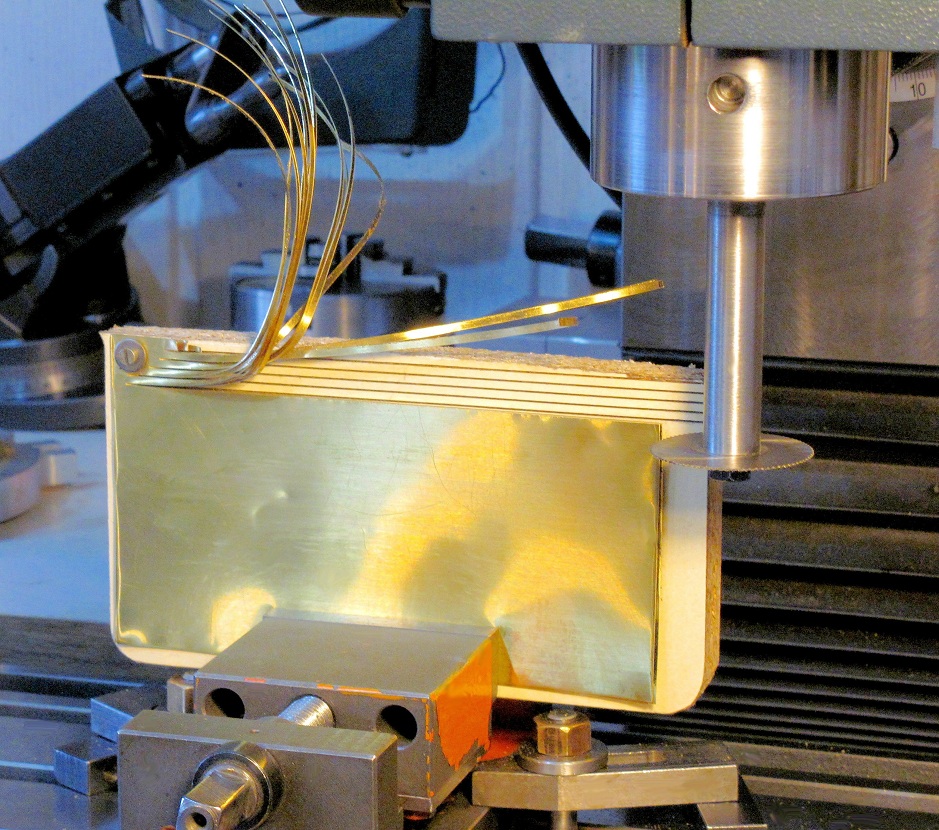
 (Damit die schon geschnittenen Streifen nicht stören, sind sie
nach oben gebogen – bei stehender Frässpindel.). Nun fahre ich mit der
Säge wieder vorsichtig bis in die Holzplatte hinein. Weil der Schraubenkopf
nicht mehr stört, konnte ich in der Folge etwas weiter nach links sägen, aber
nie (!) über die linke Blechkante hinaus. In der Nahaufnahme Foto 13
(Damit die schon geschnittenen Streifen nicht stören, sind sie
nach oben gebogen – bei stehender Frässpindel.). Nun fahre ich mit der
Säge wieder vorsichtig bis in die Holzplatte hinein. Weil der Schraubenkopf
nicht mehr stört, konnte ich in der Folge etwas weiter nach links sägen, aber
nie (!) über die linke Blechkante hinaus. In der Nahaufnahme Foto 13
 (Bei jedem neuen Anschneiden
müssen die schon geschnittenen vorsichtig (!) mit der Hand hinter den Dorn
gehalten werden.) sieht man alle Sägespäne aber auch das (Fahrrad-)Schmieröl,
denn diese Säge ist nicht mehr ganz scharf und sägt nass besser. Beim Anblick
der mitgesägten Holzhinterlage kommt sicher nicht nur mir die Idee der
Darstellung von Kalfaterungen bei Schiffsdecks. Metall-Kreissägen gibt es
schließlich in nahezu allen Breiten, schwarzer Kleber in die Ritzen, nochmal
überschleifen – gleichbreite Kalfaterungen in maschinengenauen Abständen –
schade, dass ich nicht demnächst keinen Segler zu bauen habe…
(Bei jedem neuen Anschneiden
müssen die schon geschnittenen vorsichtig (!) mit der Hand hinter den Dorn
gehalten werden.) sieht man alle Sägespäne aber auch das (Fahrrad-)Schmieröl,
denn diese Säge ist nicht mehr ganz scharf und sägt nass besser. Beim Anblick
der mitgesägten Holzhinterlage kommt sicher nicht nur mir die Idee der
Darstellung von Kalfaterungen bei Schiffsdecks. Metall-Kreissägen gibt es
schließlich in nahezu allen Breiten, schwarzer Kleber in die Ritzen, nochmal
überschleifen – gleichbreite Kalfaterungen in maschinengenauen Abständen –
schade, dass ich nicht demnächst keinen Segler zu bauen habe…
Beim Foto 14
 (Zum Schluss werden die Streifen mit der Schere vom Rest
abgetrennt.) ist die ganze Höhe zu Streifen geschnitten. Wenn der Kopf
der Anzugsschraube nur noch knapp über der losen Schraubstockbacke steht, ist
Schluss mit lustig, also mit dem Streifenschneiden. Die Größe der Blechstücke
richtet sich folglich nach der Sägedorn-Länge. Die Einspannhöhe (a) muss
übrigens nicht so groß wie im Foto sein, 5 mm genügen! Weil bei jedem Schnitt
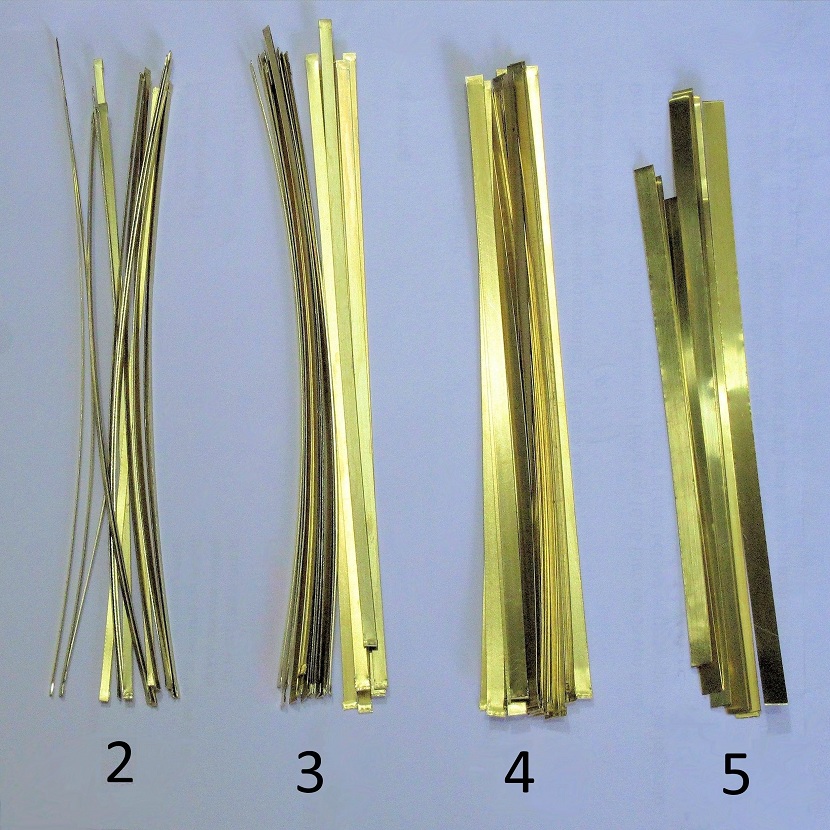
mehrere Streifen entstehen, hat man schnell eine größere Anzahl davon (Foto 15)
(Zum Schluss werden die Streifen mit der Schere vom Rest
abgetrennt.) ist die ganze Höhe zu Streifen geschnitten. Wenn der Kopf
der Anzugsschraube nur noch knapp über der losen Schraubstockbacke steht, ist
Schluss mit lustig, also mit dem Streifenschneiden. Die Größe der Blechstücke
richtet sich folglich nach der Sägedorn-Länge. Die Einspannhöhe (a) muss
übrigens nicht so groß wie im Foto sein, 5 mm genügen! Weil bei jedem Schnitt
mehrere Streifen entstehen, hat man schnell eine größere Anzahl davon (Foto 15)
 (Die Breiten 2, 3 und 4 mm sind streckgerichtet.). Auch,
dass die Blechstärke fast bedeutungslos ist, ist ein Vorteil dieses Verfahrens.
Die Dicke des Blechpaketes darf man jedoch nicht übertreiben. Es gibt auch einen
Nachteil: wie bei allen Fräsvorgängen entsteht leichter Grat an den Kanten, den
man für sauberen Modellbau selbstverständlich entfernen muss. Die Möglichkeiten
dazu sind recht vielfältig: wegschaben mit einem Dreikantschaber, feilen mit
Nadelfeilen, abbürsten mit rotierenden Werkzeugen (elastische Schleifkörper,
Drahtbürsten, runde Schmirgel-Scheiben usw. (Foto 16)
(Die Breiten 2, 3 und 4 mm sind streckgerichtet.). Auch,
dass die Blechstärke fast bedeutungslos ist, ist ein Vorteil dieses Verfahrens.
Die Dicke des Blechpaketes darf man jedoch nicht übertreiben. Es gibt auch einen
Nachteil: wie bei allen Fräsvorgängen entsteht leichter Grat an den Kanten, den
man für sauberen Modellbau selbstverständlich entfernen muss. Die Möglichkeiten
dazu sind recht vielfältig: wegschaben mit einem Dreikantschaber, feilen mit
Nadelfeilen, abbürsten mit rotierenden Werkzeugen (elastische Schleifkörper,
Drahtbürsten, runde Schmirgel-Scheiben usw. (Foto 16)
 )
(Rotorwerkzeuge. Einige arbeiten sehr „aggressiv“ und müssen mit
Vorsicht benutzt werden.).
)
(Rotorwerkzeuge. Einige arbeiten sehr „aggressiv“ und müssen mit
Vorsicht benutzt werden.).
Jürgen Eichardt
Quellen:
(1) Jürgen Eichardt, „Fräsen
mit der Drehmaschine“, VTH-Verlag, 1998, ISBN 3-88180-099-9
(2) Jürgen Eichardt, „Fräsen
für Modellbauer“ Band 1, VTH-Verlag, 2002, ISBN 3-88180-717-9

zurück/back |
home
 (kleine Fotos durch Anklicken vergrößern)(Maßangaben für diese
Vorrichtung müssen nicht sein. Der Achsabstand der beiden Spindeln soll nicht zu
gering sein.), 2
(kleine Fotos durch Anklicken vergrößern)(Maßangaben für diese
Vorrichtung müssen nicht sein. Der Achsabstand der beiden Spindeln soll nicht zu
gering sein.), 2 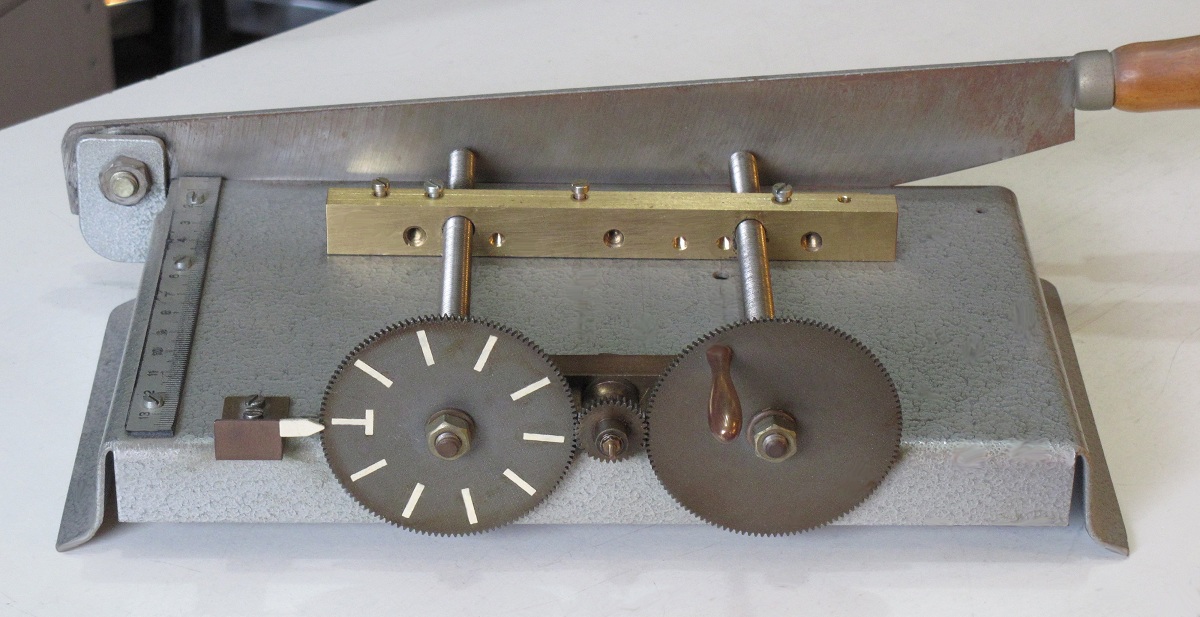 (Die Bohrungen in beiden Leisten (Balken und Blechklemm-Leiste)
müssen für eine gute Parallelität der Gewindespindeln zusammen gebohrt werden
(abbohren).) zeigen die Fotoschere mit einer „Zustellvorrichtung“, welche
es erlaubt, einen Blechstreifen exakt parallel nach vorn zu schieben. Alle
anderen Vorschubeinrichtungen oder Anschläge, die man bei derartigen Maschinen,
auch z.B. bei käuflichen Kreissägen sieht, sind fast immer völlig ungeeignet,
weil sie eben nicht parallel vorschieben oder beim Gebrauch wegen unstarrer
Bauweise nachgeben. Erklärung zu Foto 1: An der Hinterseite ist ein Balken (1)
angeschraubt. In ihm lagern zwei Gewindespindeln (2) mit Feingewinde M8x1. Sie
enden vorn kurz vor dem Messer. Anstelle vom genannten Feingewinde könnte man
auch (Normal-)Gewinde M6 verwenden, weil dieses ebenfalls eine Steigung von 1 mm
hat. Das ist wichtig, denn wir wollen die Spindeln für das sinnvolle Vorschieben
der Blechklemm-Leiste (7) in Zehntel-Umdrehungen verstellen, um z.B.
kontrolliert in Zehntel-mm-Schritten zuzustellen. Denkbar wären auch Gewinde mit
0,5- oder auch z.B. 2-mm-Steigungen.
(Die Bohrungen in beiden Leisten (Balken und Blechklemm-Leiste)
müssen für eine gute Parallelität der Gewindespindeln zusammen gebohrt werden
(abbohren).) zeigen die Fotoschere mit einer „Zustellvorrichtung“, welche
es erlaubt, einen Blechstreifen exakt parallel nach vorn zu schieben. Alle
anderen Vorschubeinrichtungen oder Anschläge, die man bei derartigen Maschinen,
auch z.B. bei käuflichen Kreissägen sieht, sind fast immer völlig ungeeignet,
weil sie eben nicht parallel vorschieben oder beim Gebrauch wegen unstarrer
Bauweise nachgeben. Erklärung zu Foto 1: An der Hinterseite ist ein Balken (1)
angeschraubt. In ihm lagern zwei Gewindespindeln (2) mit Feingewinde M8x1. Sie
enden vorn kurz vor dem Messer. Anstelle vom genannten Feingewinde könnte man
auch (Normal-)Gewinde M6 verwenden, weil dieses ebenfalls eine Steigung von 1 mm
hat. Das ist wichtig, denn wir wollen die Spindeln für das sinnvolle Vorschieben
der Blechklemm-Leiste (7) in Zehntel-Umdrehungen verstellen, um z.B.
kontrolliert in Zehntel-mm-Schritten zuzustellen. Denkbar wären auch Gewinde mit
0,5- oder auch z.B. 2-mm-Steigungen.