 Bei dem Foto ist der Knebel, welcher das
Ritzel dreht, schon entfernt. Oben hat die Ritzelwelle eine M3-Bohrung.
Bei dem Foto ist der Knebel, welcher das
Ritzel dreht, schon entfernt. Oben hat die Ritzelwelle eine M3-Bohrung.Bohrtiefen-Skalenscheibe
scale disc for the drilling depth
Die Pinole meiner Uhrmacherdrehmaschine wird von einer Kombination Ritzel/Zahnstange angetrieben. Die Zahnstange ist dabei in die Pinole eingefräst. Der Kopf der Ritzelwelle hat einen Durchmesser von mickrigen 12 mm. Hier sind rundum 19 Teilungsstriche eingefräst, weil sich die Pinole bei einer Umdrehung der Ritzelwelle exakt 19 mm bewegt. 3,14 (∏) x Ø 12 = 37,68 mm (Umfang) : 19 = 1,983 mm Abstand der Teilungsstriche, herzlich wenig, außerdem sieht man sie nicht sehr gut. Mein Wunsch war es schon lange, hier etwas zu verbessern, d.h. eine andere, viel größere Skalenscheibe anzufertigen.
Bei dem Foto ist der Knebel, welcher das
Ritzel dreht, schon entfernt. Oben hat die Ritzelwelle eine M3-Bohrung.
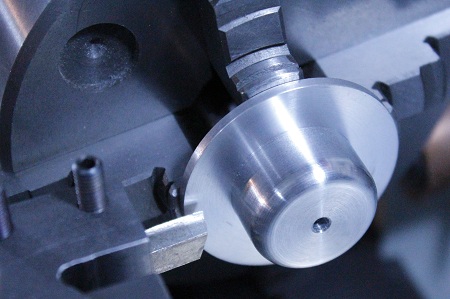 Ich drehe zuerst ein Alu-Teil mit
Spannzapfen, Ø etwa 40 mm, die Bohrung ist Ø 3,3, der Rand außen etwa 2 mm dick.
Ich drehe zuerst ein Alu-Teil mit
Spannzapfen, Ø etwa 40 mm, die Bohrung ist Ø 3,3, der Rand außen etwa 2 mm dick.
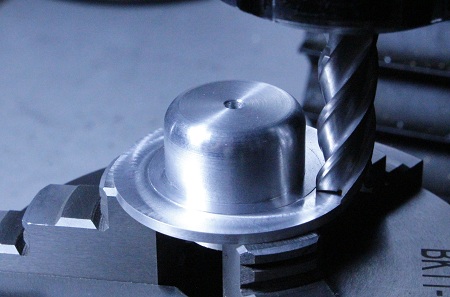 Mit dem gleichen Spannzapfen wird das Teil
im Backenfutter vom 1:90-Rundtisch gespannt und zuerst mit einem
10-mm-Fingerfräser die obere Fläche vom Rand rundlaufend (!) nur etwa 0,2 mm
tief durch eine mehr als 360°-Drehung überstirnt.
Mit dem gleichen Spannzapfen wird das Teil
im Backenfutter vom 1:90-Rundtisch gespannt und zuerst mit einem
10-mm-Fingerfräser die obere Fläche vom Rand rundlaufend (!) nur etwa 0,2 mm
tief durch eine mehr als 360°-Drehung überstirnt.
 Dann blockiert man die Frässpindel in
geeigneter Weise gegen Verdrehung. Ich stecke einfach meinen Knebel in die bei
meiner WABECO F1210 selbst an den Fräskopf angebaute Arretierbuchse. Den
Netzstecker sollte man zusätzlich ziehen. (So, wie man die
Fräsmaschine kauft, braucht man drei Hände: eine Hand hält den Arretierstift,
mit einer Hand bewegt man den Hakenschlüssel, um das Zangenfutter zu öffnen und
mit der dritten Hand fängt man den Fräser auf, der ja nun aus dem Zangenfutter
fällt, am besten auf die gehärteten Backen vom Schraubstock... In meinen Augen
eine glatte Fehlkonstruktion. Der Konstrukteur der Fräsmaschine hat sicher noch
nie ein Werkzeug an "seiner" Maschine gewechselt...? Fa. WABECO kennt natürlich
diese und andere Verbesserungen an der F1210, es führt aber noch lange nicht
dazu, mal etwas Gutes zu übernehmen...?)
Dann blockiert man die Frässpindel in
geeigneter Weise gegen Verdrehung. Ich stecke einfach meinen Knebel in die bei
meiner WABECO F1210 selbst an den Fräskopf angebaute Arretierbuchse. Den
Netzstecker sollte man zusätzlich ziehen. (So, wie man die
Fräsmaschine kauft, braucht man drei Hände: eine Hand hält den Arretierstift,
mit einer Hand bewegt man den Hakenschlüssel, um das Zangenfutter zu öffnen und
mit der dritten Hand fängt man den Fräser auf, der ja nun aus dem Zangenfutter
fällt, am besten auf die gehärteten Backen vom Schraubstock... In meinen Augen
eine glatte Fehlkonstruktion. Der Konstrukteur der Fräsmaschine hat sicher noch
nie ein Werkzeug an "seiner" Maschine gewechselt...? Fa. WABECO kennt natürlich
diese und andere Verbesserungen an der F1210, es führt aber noch lange nicht
dazu, mal etwas Gutes zu übernehmen...?)
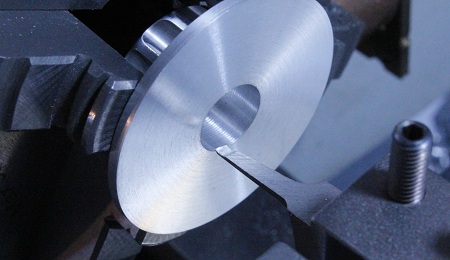
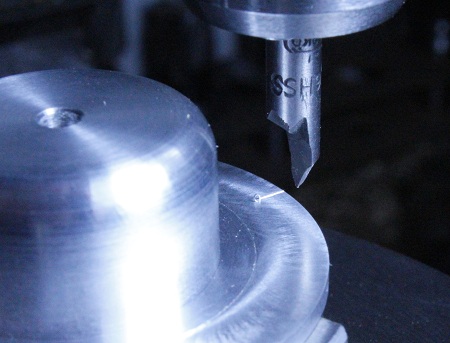 Nun beginnt, wie bei mir üblich, das
"Hobeln" der Skalenstriche mit einem gewindestahl-ähnlichem Hobelwerkzeug, das
ich stets im Bohrfutter spanne. Im Bild ist der erste Strich, etwa 0,15 mm tief
durch Fahrt mit dem X-Support schon gestoßen. Fräsen mit einem spitzen sog.
Gravierstichel halte ich für die Herstellung vom Skalen als völligen Unsinn. So
sehen die Skalenstriche dann auch aus, meist viel zu breit!
Nun beginnt, wie bei mir üblich, das
"Hobeln" der Skalenstriche mit einem gewindestahl-ähnlichem Hobelwerkzeug, das
ich stets im Bohrfutter spanne. Im Bild ist der erste Strich, etwa 0,15 mm tief
durch Fahrt mit dem X-Support schon gestoßen. Fräsen mit einem spitzen sog.
Gravierstichel halte ich für die Herstellung vom Skalen als völligen Unsinn. So
sehen die Skalenstriche dann auch aus, meist viel zu breit!
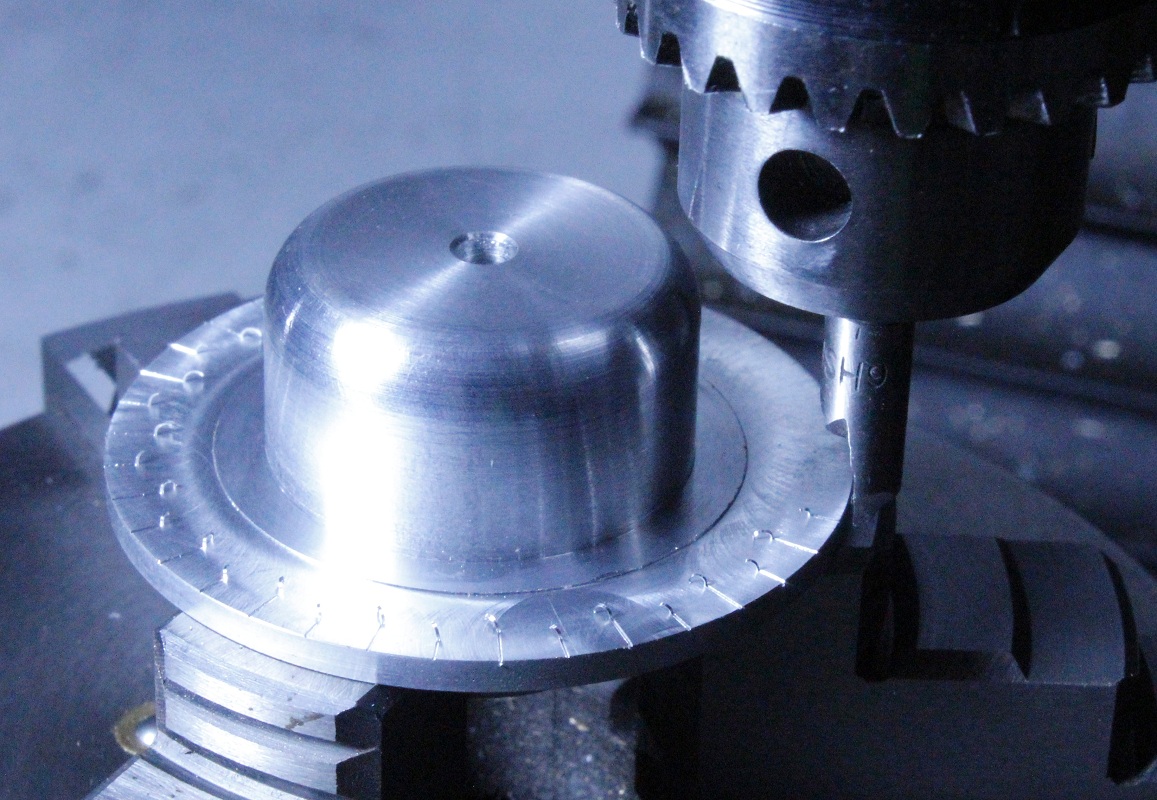 (kleine Fotos anklicken) Ich will eine 38er-Teilung
aufstoßen. Das bedeutet, je 0,5 mm ein Teilungsstrich. Die vollen
Millimeter-Striche stoße ich 4 mm lang, die 0,5-mm-Striche nur 3 mm lang. Am
Ende bleibt das weggehobelte Material immer als kleines Häkchen stehen. Durch
die rundum gefräste Fläche erscheinen alle Striche gleich tief und somit auch
gleich breit! Bei nicht überfräster Ringfläche führt der geringste Planschlag
dazu, daß die Striche unterschiedlich breit entstehen, schlimm! Für die
38-Teilung verwende ich den 19er-Lochkreis der Teilscheibe. Von einem Strich zum
nächsten muß ich die Kurbel vom Rundtisch exakt zwei volle Umdrehungen plus 7
Lochabstände (8 Löcher in der sog. Schere!) weiterdrehen (Teilungstabelle
hier, Seite 157). Die
Je-0,5-mm-Striche habe nun am Rand einen Abstand von errechneten 3,3 mm (3,14 x
40 = 125,6 : 38 = 3,3052631, naja der Taschenrechner!). Damit läßt sich gut
arbeiten.
(kleine Fotos anklicken) Ich will eine 38er-Teilung
aufstoßen. Das bedeutet, je 0,5 mm ein Teilungsstrich. Die vollen
Millimeter-Striche stoße ich 4 mm lang, die 0,5-mm-Striche nur 3 mm lang. Am
Ende bleibt das weggehobelte Material immer als kleines Häkchen stehen. Durch
die rundum gefräste Fläche erscheinen alle Striche gleich tief und somit auch
gleich breit! Bei nicht überfräster Ringfläche führt der geringste Planschlag
dazu, daß die Striche unterschiedlich breit entstehen, schlimm! Für die
38-Teilung verwende ich den 19er-Lochkreis der Teilscheibe. Von einem Strich zum
nächsten muß ich die Kurbel vom Rundtisch exakt zwei volle Umdrehungen plus 7
Lochabstände (8 Löcher in der sog. Schere!) weiterdrehen (Teilungstabelle
hier, Seite 157). Die
Je-0,5-mm-Striche habe nun am Rand einen Abstand von errechneten 3,3 mm (3,14 x
40 = 125,6 : 38 = 3,3052631, naja der Taschenrechner!). Damit läßt sich gut
arbeiten.
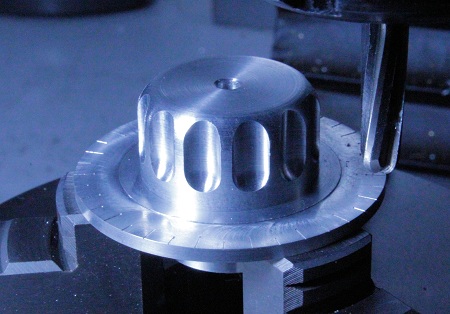 Noch auf dem Rundtisch fräse ich mit einem
R3-Radiusfräser in 30°-Abständen rundum 1,5 mm tiefe Rillen ein, damit der
Drehknopf griffiger wird.
Noch auf dem Rundtisch fräse ich mit einem
R3-Radiusfräser in 30°-Abständen rundum 1,5 mm tiefe Rillen ein, damit der
Drehknopf griffiger wird.
 Die Kanten sind hier mit einer rotierenden Drahtbürste entgratet und mit
1-mm-Schlagzahlen habe ich die 1-mm-Striche gekennzeichnet (1 bis 19 in
Bohrrichtung auf den Spindelstock hin).
Die Kanten sind hier mit einer rotierenden Drahtbürste entgratet und mit
1-mm-Schlagzahlen habe ich die 1-mm-Striche gekennzeichnet (1 bis 19 in
Bohrrichtung auf den Spindelstock hin).
 Im Drehmaschinen-Backenfutter wird der
Spannzapfen weggeplant und mit einem Eckbohrstahl eine 11,5 mm tiefe
12,1-mm-Eindrehung (Ritzelkopf Ø 12) eingedreht.
Im Drehmaschinen-Backenfutter wird der
Spannzapfen weggeplant und mit einem Eckbohrstahl eine 11,5 mm tiefe
12,1-mm-Eindrehung (Ritzelkopf Ø 12) eingedreht.
 Mit einem 12-mm-Fingerfräser fräse ich an
der Oberkante vom Reitstock eine waagerechte Fläche an.
Mit einem 12-mm-Fingerfräser fräse ich an
der Oberkante vom Reitstock eine waagerechte Fläche an.
 Aus Alu drehe ich einen sog.
Nullpunkt-Träger. Er erhält eine Stufe angefräst und mit einem kleinen Meißel
schlage ich den Null-Strich auf.
Aus Alu drehe ich einen sog.
Nullpunkt-Träger. Er erhält eine Stufe angefräst und mit einem kleinen Meißel
schlage ich den Null-Strich auf.
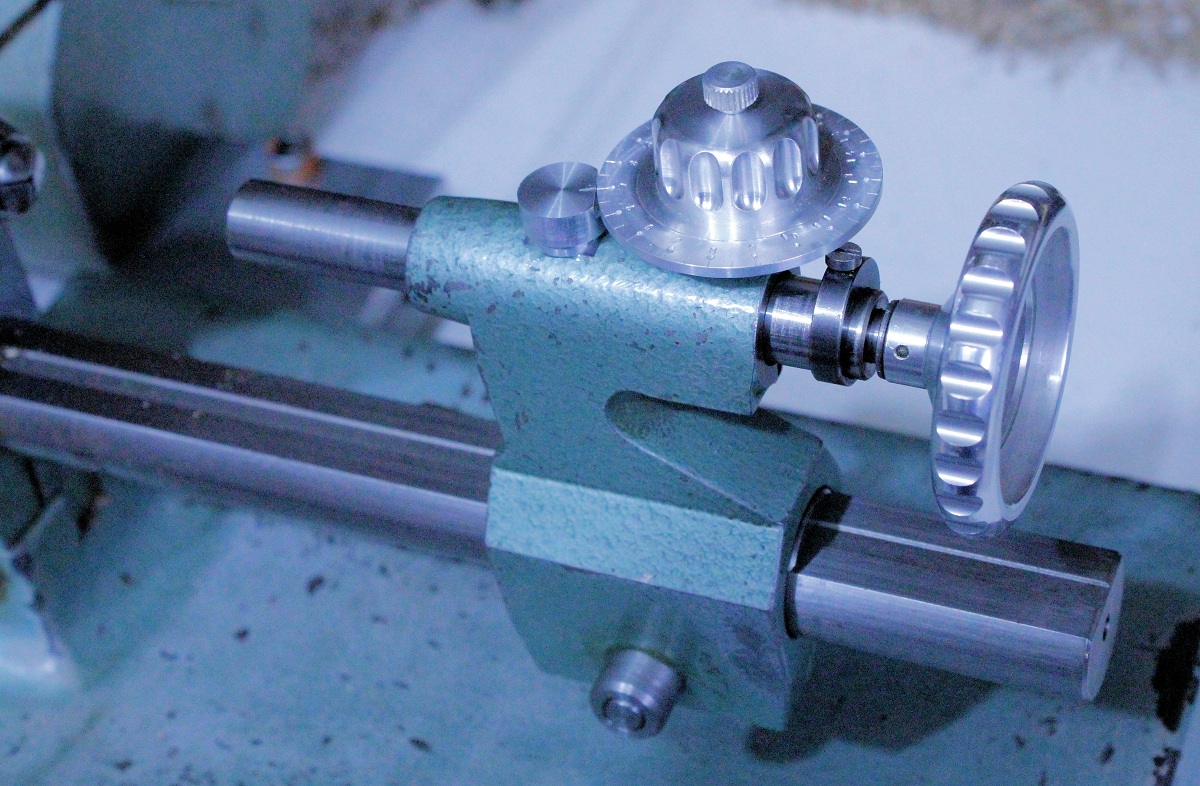 Hier sieht man alles zusammengebaut. Der Nullpunkt-Träger ist mit 2-K-Kleber
(fettfrei waschen) auf die angefräste Fläche geklebt. Oben wird eine
M3-Rändelschraube eingedreht. Wenn man die löst, kann man die Skalenscheibe "auf
Null" verstellen. Sie ist so hoch, daß der Klemmring für den Bohrtiefenanschlag
darunter fahren kann. Das große, griffige Handrad rechts für das
Zangen-Anzugsrohr habe ich schon ewig und drei Tage. Ich sehe immer zu, daß
meine Maschinen optimal sind, nichts soll ein Ärgernis sein, und die viel zu
kleinen Rädchen waren ein Ärgernis! (Unter uns: ich habe schon
Anzugsrohre gesehen, bei denen die "Fachleute" mit einer Rohrzange (!) Kerben
ich die Alu-Räder gedrückt haben...) In den nächsten Tagen habe ich
etliche Modellteile anzufertigen, bei denen ich exakt tief bohren will, ich
freue mich schon darauf...
Hier sieht man alles zusammengebaut. Der Nullpunkt-Träger ist mit 2-K-Kleber
(fettfrei waschen) auf die angefräste Fläche geklebt. Oben wird eine
M3-Rändelschraube eingedreht. Wenn man die löst, kann man die Skalenscheibe "auf
Null" verstellen. Sie ist so hoch, daß der Klemmring für den Bohrtiefenanschlag
darunter fahren kann. Das große, griffige Handrad rechts für das
Zangen-Anzugsrohr habe ich schon ewig und drei Tage. Ich sehe immer zu, daß
meine Maschinen optimal sind, nichts soll ein Ärgernis sein, und die viel zu
kleinen Rädchen waren ein Ärgernis! (Unter uns: ich habe schon
Anzugsrohre gesehen, bei denen die "Fachleute" mit einer Rohrzange (!) Kerben
ich die Alu-Räder gedrückt haben...) In den nächsten Tagen habe ich
etliche Modellteile anzufertigen, bei denen ich exakt tief bohren will, ich
freue mich schon darauf...
![]()