Drehen wir eine
Schiffsglocke
Nahezu
jedes Schiff ab einer bestimmten Größe hat eine Schiffsglocke. Früher wurden mit
der Glocke im Halbstunden-Rhythmus die sog. Glasen für die vierstündigen
Wachgänger signalisiert. Auch im Zeitalter der Moderne mit zeitgemäßen
Nachrichten und Signalmitteln darf man auf eine traditionelle Schiffsglocke mit
ihren lauten Schall nicht verzichten, die elektrischen Signalmittel könnten
ausfallen usw. Die Glocke ist mit dem eingravierten Schiffsnamen heute auch
Zier. Wenn bei vielen Schiffsmodellen oft Details, welche größer als eine Glocke
sind, weggelassen werden, so hat doch fast jedes Modell eine Glocke. Ich habe
keine Ahnung, ob es so kleine Glocken überhaupt zu kaufen gibt, meist drehen die
Modellbauer die Glocken irgendwie selbst.
Das Drehen einer recht kleinen
Glocke ist eine nicht sehr einfache Formdreharbeit. Ich hätte Schwierigkeiten,
die schöne Außenkontur einer Schiffsglocke nur durch das gleichzeitige Kurbeln
an den beiden Supportkurbeln, quasi „frei Hand“ zu drehen. Dies ist ebenso
schwierig, wie nur eine einfache Kugel zu drehen. Dieses Freihand-Kurbeln ist
jedoch gar nicht nötig, wir haben ja unsere CNC-Einrichtung. Spaß beiseite, es
geht schon immer ohne den CNC-Kram, man sollte nur wissen wie. Schon als ich vor
Jahrzehnten mit hellwachem Sinn den Beruf eines Werkzeugdrehers lernte, haben
meine „Lehrfacharbeiter“, so hieß das in der DDR, die schwierigsten
Formdreharbeiten z.B. für Tiefziehwerkzeuge nach einer vergrößerten (in der
Regel 10-fach größer) maßstäblichen Zeichnung auf Millimeterpapier haargenau
ausgeführt. Ich nenne dieses Verfahren in meinen beiden Bänden „Drehen für
Modellbauer“ treffend „gestuftes Formdrehen“. Ich wende dieses Verfahren bei
meinem Modellbau oft an, wenn es z.B. darum geht, mehrere Formdrehteile
herzustellen, deren Formen sich viel besser als ein Ei dem anderen gleichen
sollen und bei denen wegen der Größe das Drehen mit einem speziell geschliffenen
Formstechstahl ausscheidet. Hat man z.B. an einem Modell zwei Formdrehteile
recht nahe beieinander, so nimmt das Auge jede Formungleichheit deutlich war.
Z. B. die drei gleich großem
Glocken für mein 1:50-Zerstörer-Modell. Wenn man mit der Bildersuche im Internet
z.B. das Wort „Schiffsglocke“ googelt, so findet man eine Vielzahl von oft
unterschiedlichen Glockenformen. Als Grundlage diente mir eine
Schiffsdetail-Zeichnung, welche der Modellplan-Autor Herbert Thiel in der
DDR-Zeitschrift „modell bau heute“ veröffentlicht hatte (Abbildung 1)
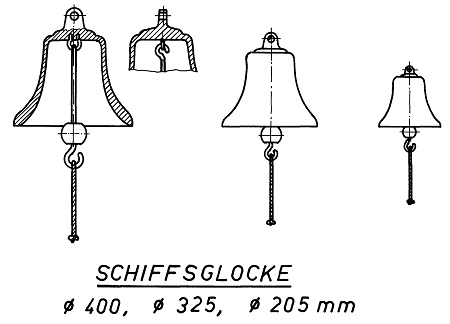 . Er hat sich damals die Mühe gemacht, eine
schön geformte Schiffsglocke als Schnittzeichnung mit Innen- und Außenkontur in
drei Größen zu zeichnen. Mit einem Zoom-Kopierer habe ich die Kontur der größten
abgebildeten Glocke (Ø 400) vergrößert. Meine Glocken müssen am unteren Rand
einen Durchmesser von 8,8 mm haben. Die Vergrößerungszeichnung sollte, wie bei
mir üblich, den Maßstab 10:1 haben. So habe ich den Halbmesser auf 44 mm
gebracht. Es genügt in diesen Fällen völlig, nur eine Hälfte zu zeichnen. Diese
Halb-Zeichnung habe ich unter ein Stück transparentes Millimeterpapier gelegt
und die Kontur nach dem Ausrichten der Mittelachse auf einen vollen cm-Strich
mit einem Kurvenlineal übertragen (Abbildung 2)
. Er hat sich damals die Mühe gemacht, eine
schön geformte Schiffsglocke als Schnittzeichnung mit Innen- und Außenkontur in
drei Größen zu zeichnen. Mit einem Zoom-Kopierer habe ich die Kontur der größten
abgebildeten Glocke (Ø 400) vergrößert. Meine Glocken müssen am unteren Rand
einen Durchmesser von 8,8 mm haben. Die Vergrößerungszeichnung sollte, wie bei
mir üblich, den Maßstab 10:1 haben. So habe ich den Halbmesser auf 44 mm
gebracht. Es genügt in diesen Fällen völlig, nur eine Hälfte zu zeichnen. Diese
Halb-Zeichnung habe ich unter ein Stück transparentes Millimeterpapier gelegt
und die Kontur nach dem Ausrichten der Mittelachse auf einen vollen cm-Strich
mit einem Kurvenlineal übertragen (Abbildung 2)
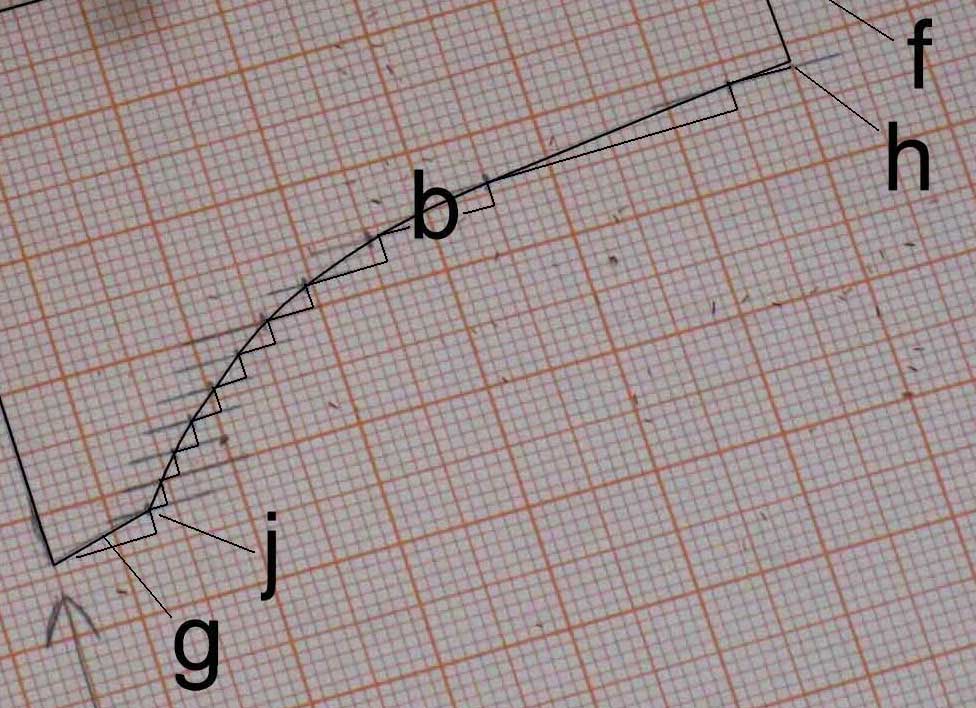
 (kleine Fotos anklicken). Entscheidend ist das
Kurvenstück, das ich mit (b) bezeichnet habe. Mit (a) ist die Mittelachse
bezeichnet, (e) ist der Aufhänge-Zapfen oben an der Glocke, (f) und (g) sind
gerade Kanten. In Abständen von 2 mm (bei der später gedrehten Glocke wären das
0,2 mm) habe ich die Schnittpunkte der Kontur (b) eingekreuzt (Abbildung 3)
(kleine Fotos anklicken). Entscheidend ist das
Kurvenstück, das ich mit (b) bezeichnet habe. Mit (a) ist die Mittelachse
bezeichnet, (e) ist der Aufhänge-Zapfen oben an der Glocke, (f) und (g) sind
gerade Kanten. In Abständen von 2 mm (bei der später gedrehten Glocke wären das
0,2 mm) habe ich die Schnittpunkte der Kontur (b) eingekreuzt (Abbildung 3)
 .
Daraus ist zu erkennen, daß die dabei entstehenden Stufen umso länger werden, je
mehr sich die Kurve flacht. In Abbildung 4
.
Daraus ist zu erkennen, daß die dabei entstehenden Stufen umso länger werden, je
mehr sich die Kurve flacht. In Abbildung 4
 habe ich diese Stufen für eine bessere Sichtbarmachung geschwärzt.
habe ich diese Stufen für eine bessere Sichtbarmachung geschwärzt.
Sowohl die Durchmesser als auch
die Längen der Stufen kann man aus dieser Zeichnung herauszählen. Dabei ist man
sich stets bewußt, daß 1 mm der Zeichnung nur 0,1 mm am Modellteil entsprechen.
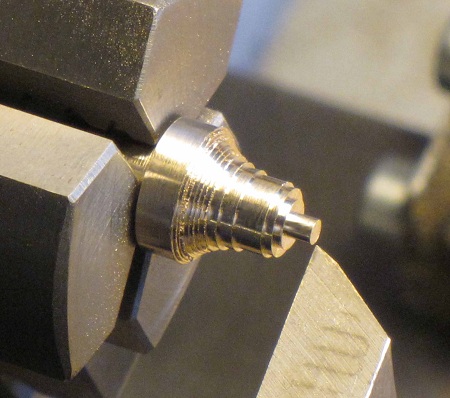
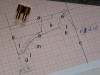
Ich habe drei 10-mm-Rund-Messing-Stücke vorbereitet und ihnen nicht zu kurze
6-mm-Spannzapfen angedreht (Abbildung 5)  .
Am Übergang zum Ø 10 hat der Zapfen noch einen kürzeren Absatz Ø 7. Die Teile
wurden nun auf den 6-mm-Zapfen gespannt und zuerst auf den Außendurchmesser 8,8
mm (siehe Abbildung 2 links-unten) ganz überdreht. Damit ich dabei nicht in die
Futterbacken fahre, war der kurze Ø 7 als Backenanschlag vorgesehen. Bei den
folgenden Arbeitsgängen werden alle drei Ms-Stücke immer bis zu diesem Anschlag
an die Backen geschoben. Als nächstes wurden bei geklemmten (!) Bettschlitten
die gleichen Längen mit einem gut geschliffenen HSS-Seitendrehstahl plangedreht
(Abbildung 6)
.
Am Übergang zum Ø 10 hat der Zapfen noch einen kürzeren Absatz Ø 7. Die Teile
wurden nun auf den 6-mm-Zapfen gespannt und zuerst auf den Außendurchmesser 8,8
mm (siehe Abbildung 2 links-unten) ganz überdreht. Damit ich dabei nicht in die
Futterbacken fahre, war der kurze Ø 7 als Backenanschlag vorgesehen. Bei den
folgenden Arbeitsgängen werden alle drei Ms-Stücke immer bis zu diesem Anschlag
an die Backen geschoben. Als nächstes wurden bei geklemmten (!) Bettschlitten
die gleichen Längen mit einem gut geschliffenen HSS-Seitendrehstahl plangedreht
(Abbildung 6)  und die Skala vom Obersupport
sofort „genullt“. Für das nun folgende Andrehen der Stufen ist diese genullte
Planfläche quasi der „Start“, von dem aus alle Längen der Stufen auf 0,1 mm
genau von Hand, unter großer Konzentration und recht langsam durch Fahrt mit dem
Obersupport angedreht werden. Der Außendurchmesser war 8,8 mm. Die erste Stufe
drehe ich mit dem Ø 8,4 mm an. Jede Stufe hat nach der Abbildung 3 eine Höhe von
0,2 mm. Der Drehstahl reduziert den Durchmesser (!) jedoch um 0,4 mm. Die
nächste Stufe wäre dann beim Ø 8,0 zu drehen, dann 7,6 usw.. Die erste Stufe
wird 5,7 mm lang angedreht, wir sind dann bei (j) in Abbildung 3. Die zweite
Stufe ist 5,55 mm lang usw. So entsteht Stufe für Stufe, man könnte sie auch
Absätze nennen, die Rohform der Glocke (Abbildung 7)
und die Skala vom Obersupport
sofort „genullt“. Für das nun folgende Andrehen der Stufen ist diese genullte
Planfläche quasi der „Start“, von dem aus alle Längen der Stufen auf 0,1 mm
genau von Hand, unter großer Konzentration und recht langsam durch Fahrt mit dem
Obersupport angedreht werden. Der Außendurchmesser war 8,8 mm. Die erste Stufe
drehe ich mit dem Ø 8,4 mm an. Jede Stufe hat nach der Abbildung 3 eine Höhe von
0,2 mm. Der Drehstahl reduziert den Durchmesser (!) jedoch um 0,4 mm. Die
nächste Stufe wäre dann beim Ø 8,0 zu drehen, dann 7,6 usw.. Die erste Stufe
wird 5,7 mm lang angedreht, wir sind dann bei (j) in Abbildung 3. Die zweite
Stufe ist 5,55 mm lang usw. So entsteht Stufe für Stufe, man könnte sie auch
Absätze nennen, die Rohform der Glocke (Abbildung 7)
 .
.
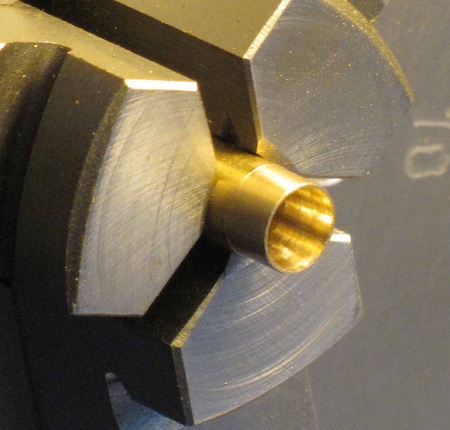
Alle drei vorgedrehten Glocken
müssen so zwangsläufig gleich aussehen (Abbildung 8)
 . Danach habe ich mit einem
Abstech-Drehstahl die Längen 6,5 mm (vgl. Abbildung 3) vorerst nur vorgestochen
(Abbildung 9)
. Danach habe ich mit einem
Abstech-Drehstahl die Längen 6,5 mm (vgl. Abbildung 3) vorerst nur vorgestochen
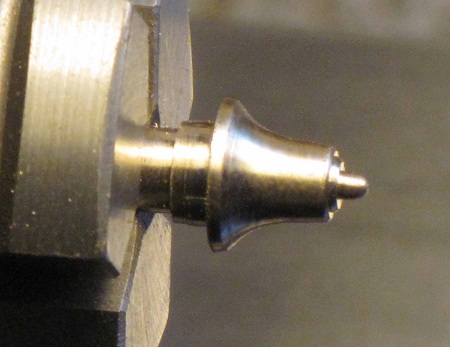
(Abbildung 9) 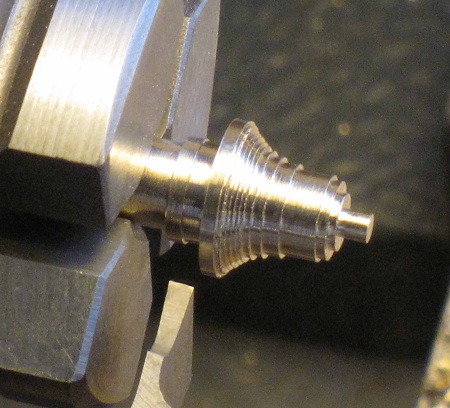 und mit dem etwas
schräggestellten Stechstahl den Konus oben für die Aufhänge-Zunge angestochen
(Abbildung 10)
und mit dem etwas
schräggestellten Stechstahl den Konus oben für die Aufhänge-Zunge angestochen
(Abbildung 10) 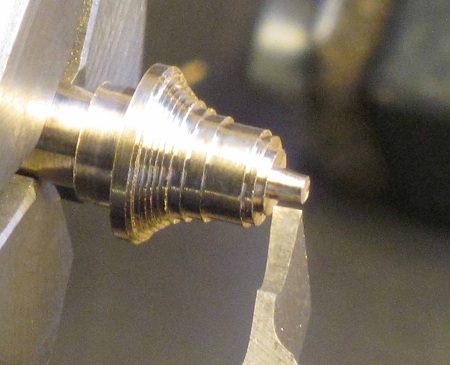 . Danach wurden die Schrägen
(f) und (g) in Abbildung 2 mit dem Dreikantschaber angedrechselt. Auch alle
Stufen wurden vorsichtig mit diesem Werkzeug weggenommen. Bei Messing geht das
sehr gut. Die Schräghaltung des Dreikantschabers, den ich aus einer
Dreikant-Nadelfeile geschliffen und danach gut abgezogen habe, soll bei
rechtsdrehender Arbeitsspindel so wie im Foto Abbildung 11
. Danach wurden die Schrägen
(f) und (g) in Abbildung 2 mit dem Dreikantschaber angedrechselt. Auch alle
Stufen wurden vorsichtig mit diesem Werkzeug weggenommen. Bei Messing geht das
sehr gut. Die Schräghaltung des Dreikantschabers, den ich aus einer
Dreikant-Nadelfeile geschliffen und danach gut abgezogen habe, soll bei
rechtsdrehender Arbeitsspindel so wie im Foto Abbildung 11
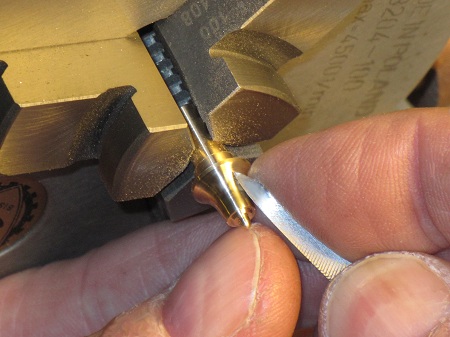 sein, eher noch etwas schräger, doch nie
(!) in entgegengesetzter Richtung. Dies wäre eine große Unfallgefahr, wenn z.B.
die Spitze des Schabers in die sich drehenden Futterbacken gerät. Die Drehzahl
ist nie zu hoch und ein Ungeübter gibt auch sehr wenig (!) Druck auf den
Schaber. Wenn er richtig scharf ist, so schneidet er fast von selbst. Wenn bei
diesem „Drechseln“ Rattermarken entstehen, so ist entweder die Drehzahl noch zu
hoch oder die Stellung des Schabers stimmt nicht, man kann diesen ja auch um
seine Achse etwas verdrehen. Immer jedoch unterstützt man die Schaberspitze mit
allen Fingern möglichst beider Hände, damit dieses Handwerkzeug nicht hakt oder
unkontrolliert weggerissen wird.
sein, eher noch etwas schräger, doch nie
(!) in entgegengesetzter Richtung. Dies wäre eine große Unfallgefahr, wenn z.B.
die Spitze des Schabers in die sich drehenden Futterbacken gerät. Die Drehzahl
ist nie zu hoch und ein Ungeübter gibt auch sehr wenig (!) Druck auf den
Schaber. Wenn er richtig scharf ist, so schneidet er fast von selbst. Wenn bei
diesem „Drechseln“ Rattermarken entstehen, so ist entweder die Drehzahl noch zu
hoch oder die Stellung des Schabers stimmt nicht, man kann diesen ja auch um
seine Achse etwas verdrehen. Immer jedoch unterstützt man die Schaberspitze mit
allen Fingern möglichst beider Hände, damit dieses Handwerkzeug nicht hakt oder
unkontrolliert weggerissen wird.
Man kann das „gestufte Formdrehen“
selbstverständlich auch mit anderen „Stufenhöhen“ anwenden, z.B. nur feine 0,1
mm hohe oder auch höhere Stufen. Höhere Stufen würden bedeuten, daß man
anschließend mit dem Schaber mehr Material wegnehmen müßte. Wie man in unserem
Beispiel der Glocken, Außenkonturen herstellen kann, so lassen sich
selbstverständlich auch Innenkonturen nach der gleichen
Millimeter-Papier-Methode drehen. In beiden Fällen ist ohnehin höchste
Konzentration wichtig. Damit ich mich bei den nach und nach anzudrehenden Stufen
nicht verzähle, „hake“ ich jede dieser Stufen auf der Zeichnung mit einem Haken
√ ab. So kann es nicht passieren, daß ich eine der verschiedenen Längen vergesse
oder gar zweimal andrehe. Beispiele für diese besondere Art des Formdrehens beim
Schiffsmodellbau wären die langegestreckt gerundeten Köpfe von Torpedos oder
Grundminen (Abbildung 12)
 ,
Radome von Radaranlagen (Abbildung 13)
,
Radome von Radaranlagen (Abbildung 13)
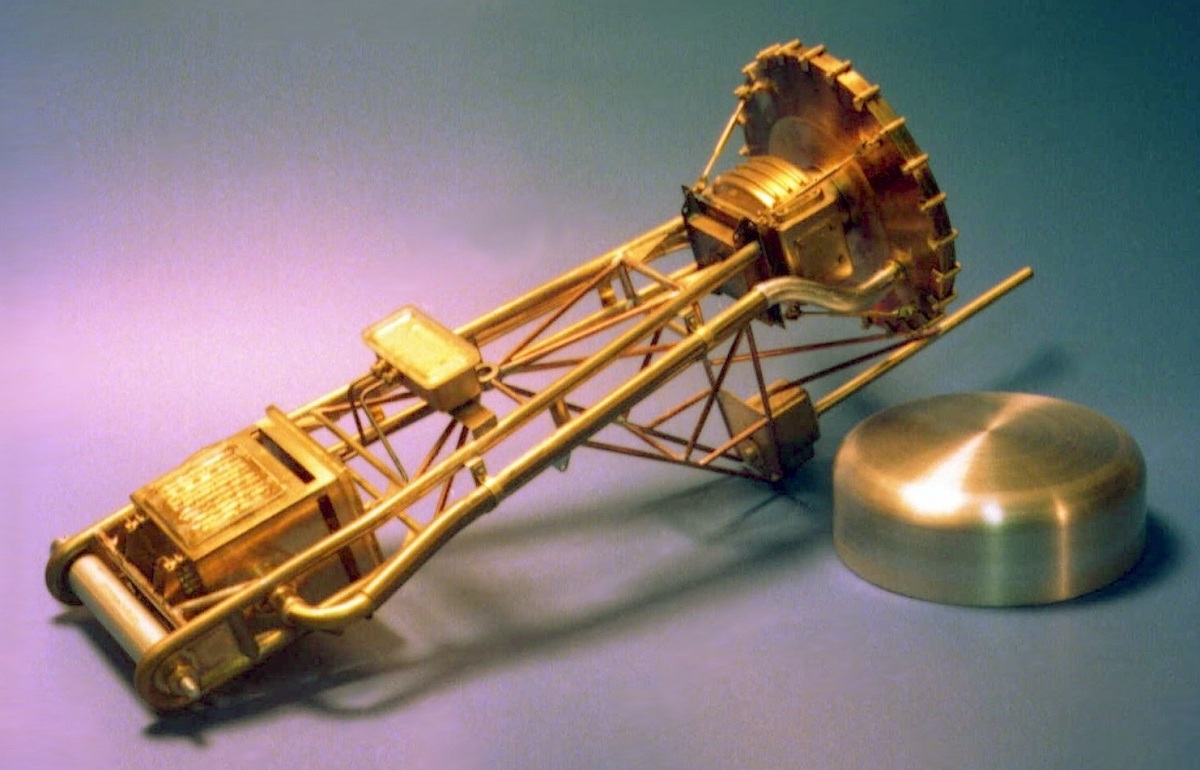
 und ein besonders schönes Beispiel: die stromlinienförmigen Schwimmer von
Minenräumgeräten. Letztere bekommt man anders kaum so gleichmäßig hin, wie mit
der Stufen-Methode. Für eine Innenkontur benutzt man einen HSS-Eckbohrstahl. Die
„Hohe Schule“ für das Innendrehen wäre die Arbeit mit einem Bohrstahl, welcher
einen Radius an der Schneidenspitze hat. In dem Fall würden kaum oder nur
leichte Stufen entstehen, die man innen ohnehin nur mühsam „verdrechseln“ kann.
und ein besonders schönes Beispiel: die stromlinienförmigen Schwimmer von
Minenräumgeräten. Letztere bekommt man anders kaum so gleichmäßig hin, wie mit
der Stufen-Methode. Für eine Innenkontur benutzt man einen HSS-Eckbohrstahl. Die
„Hohe Schule“ für das Innendrehen wäre die Arbeit mit einem Bohrstahl, welcher
einen Radius an der Schneidenspitze hat. In dem Fall würden kaum oder nur
leichte Stufen entstehen, die man innen ohnehin nur mühsam „verdrechseln“ kann.
Der kurze Zapfen für die
Aufhänge-Zunge kann ebenfalls mit dem Dreikantschaber gerundet angearbeitet oder
mit einer Nadelfeile angefeilt werden (Abbildung 14)
 . Nach dem Polieren (Stoff-Schwabbelscheibe
plus Polierpaste) sehen die Glocken schon recht gut aus (Abbildung 15)
. Nach dem Polieren (Stoff-Schwabbelscheibe
plus Polierpaste) sehen die Glocken schon recht gut aus (Abbildung 15)
 . In einem Teilgerät wurden danach die
Zapfen in Aufhänge-Zungen gefräst und sie erhielten kleine Quer-Bohrungen
(Abbildung 16)
. In einem Teilgerät wurden danach die
Zapfen in Aufhänge-Zungen gefräst und sie erhielten kleine Quer-Bohrungen
(Abbildung 16)  . Am unteren Rand dieses
Fotos liegt übrigens eine Hängevorrichtung für eine der Glocken. Nun konnte ich
die Glocken ganz abstechen (Abbildung 17)
. Am unteren Rand dieses
Fotos liegt übrigens eine Hängevorrichtung für eine der Glocken. Nun konnte ich
die Glocken ganz abstechen (Abbildung 17) 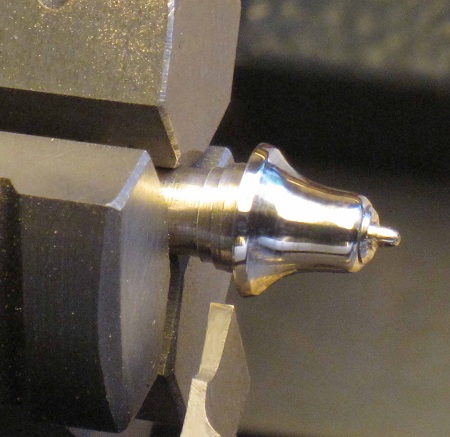 .
.
Zu dem Zeitpunkt sind die Glocken
innen noch massiv. Zumindest die untere Hälfte der Glocken wollte ich aber hohl
haben. Für den Fall, daß man das Schiffsmodell auch einmal aus niedriger
Perspektive anschaut. So habe ich die Zeichnung nach Abbildung 2 um die
Innenkontur ergänzt. In Abbildung 18
 ist das zu sehen. Die Glocke kann man wegen der Außenkontur nicht mehr normal,
z.B. in einem Backenfutter, spannen. Ich mußte mir etwas einfallen lassen. Das
war in dem Fall wegen dem Material Messing relativ einfach. Ein Stück
6-mm-Rund-Messing erhielt eine Bohrung. Diese wurde wieder mit einem
Dreikantschaber vorn so gerundet ausgedrechselt (Abbildung 19)
ist das zu sehen. Die Glocke kann man wegen der Außenkontur nicht mehr normal,
z.B. in einem Backenfutter, spannen. Ich mußte mir etwas einfallen lassen. Das
war in dem Fall wegen dem Material Messing relativ einfach. Ein Stück
6-mm-Rund-Messing erhielt eine Bohrung. Diese wurde wieder mit einem
Dreikantschaber vorn so gerundet ausgedrechselt (Abbildung 19)
 , daß ich eine Glocke relativ „unverwackelt“
einstecken konnte. In einer Pinzette hielt ich dieses Materialstück senkrecht
und konnte so die erste Glocke einlöten (Lötwasser/Lötsäure aus dem
Baumarkt)(Abbildung 20)
, daß ich eine Glocke relativ „unverwackelt“
einstecken konnte. In einer Pinzette hielt ich dieses Materialstück senkrecht
und konnte so die erste Glocke einlöten (Lötwasser/Lötsäure aus dem
Baumarkt)(Abbildung 20)  . Auf diesem Foto
sieht es so aus, als würde alles glühen. Das war aber tatsächlich nicht der
Fall, das lag nur an der Belichtung mit Kunstlicht. Oben sieht man noch den
kleinen Abstechpieps, welcher dann als erstes weggedreht wurde.
. Auf diesem Foto
sieht es so aus, als würde alles glühen. Das war aber tatsächlich nicht der
Fall, das lag nur an der Belichtung mit Kunstlicht. Oben sieht man noch den
kleinen Abstechpieps, welcher dann als erstes weggedreht wurde.
Nach Abbildung 18 habe ich zuerst
mit Ø 1 auf 6 mm tief vorgebohrt (k in Abbildung 18), danach mit einem
4-mm-Wendelbohrer 4,5 mm tief (die Querschneide des Bohrers!) aufgebohrt (l in
Abbildung 18 und Abbildung 21) 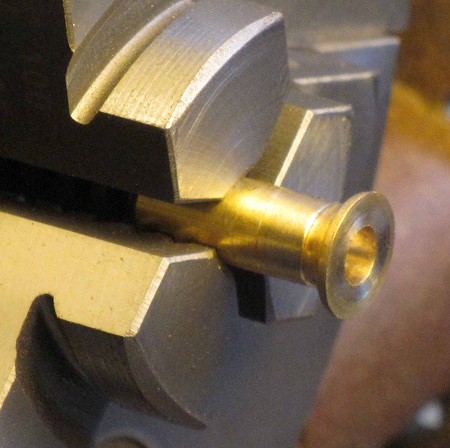 . Das
Material bis zur gerundeten Innenkontur (m) habe ich dann kunstvoll mit dem
Dreikantschaber herausgenommen. Dabei kann man nicht zu viel falsch machen. Es
entsteht so zumindest bei der unteren Glockenhälfte eine dünne Wandstärke von
etwa 0,4 bis 0,5 mm Stärke (Abbildung 22)
. Das
Material bis zur gerundeten Innenkontur (m) habe ich dann kunstvoll mit dem
Dreikantschaber herausgenommen. Dabei kann man nicht zu viel falsch machen. Es
entsteht so zumindest bei der unteren Glockenhälfte eine dünne Wandstärke von
etwa 0,4 bis 0,5 mm Stärke (Abbildung 22)  .
Oben bleibt noch 1,5 mm lang ein Rest der 1-mm-Bohrung (k). Auf der
Uhrmacherdrehmaschine (jede andere Drehmaschine tut es auch!) habe ich nun die
Klöppel gedreht, mit welchen die Glocke angeschlagen wird (Abbildung 23)
.
Oben bleibt noch 1,5 mm lang ein Rest der 1-mm-Bohrung (k). Auf der
Uhrmacherdrehmaschine (jede andere Drehmaschine tut es auch!) habe ich nun die
Klöppel gedreht, mit welchen die Glocke angeschlagen wird (Abbildung 23)
 . Unten hat der Klöppel eine Kugel und darin
eine 0,25-mm-Bohrung. Das Mittelstück hat einen Ø 0,4. Man kann es auf jeder
Drehmaschine gut drehen, die Voraussetzung ist, daß die HSS(!)-Drehstahlschneide
möglichst auf 1/100 mm genau auf Mitte steht. Oben hat er eine Ø-1-Verdickung,
die es beim Original zwar nicht gibt, die ich allerdings in die 1-mm-Bohrung der
Glocke einkleben kann. Meine Klöppel sind also starr. Bei Abbildung 24
. Unten hat der Klöppel eine Kugel und darin
eine 0,25-mm-Bohrung. Das Mittelstück hat einen Ø 0,4. Man kann es auf jeder
Drehmaschine gut drehen, die Voraussetzung ist, daß die HSS(!)-Drehstahlschneide
möglichst auf 1/100 mm genau auf Mitte steht. Oben hat er eine Ø-1-Verdickung,
die es beim Original zwar nicht gibt, die ich allerdings in die 1-mm-Bohrung der
Glocke einkleben kann. Meine Klöppel sind also starr. Bei Abbildung 24
 sehen wir die drei Klöppel und dazu drei
aus 0,25-mm-Ms-Draht gebogene Ösen, welche in die Bohrungen der Klöppel
eingeklebt werden (winzige Tropfen von Sekundenkleber). Abbildung 25
sehen wir die drei Klöppel und dazu drei
aus 0,25-mm-Ms-Draht gebogene Ösen, welche in die Bohrungen der Klöppel
eingeklebt werden (winzige Tropfen von Sekundenkleber). Abbildung 25
 zeigt die eingeklebten Klöppel mit den
Ösen, an welche ich dann den ebenfalls aus Messing gedrehten Platting
(geflochtener Handgriff) „eingebunden“ habe. Damit dieser Griff am Modell wie
Flechtwerk aussieht, habe ich ihn beige/gelblich gestrichen (vgl. Foto der
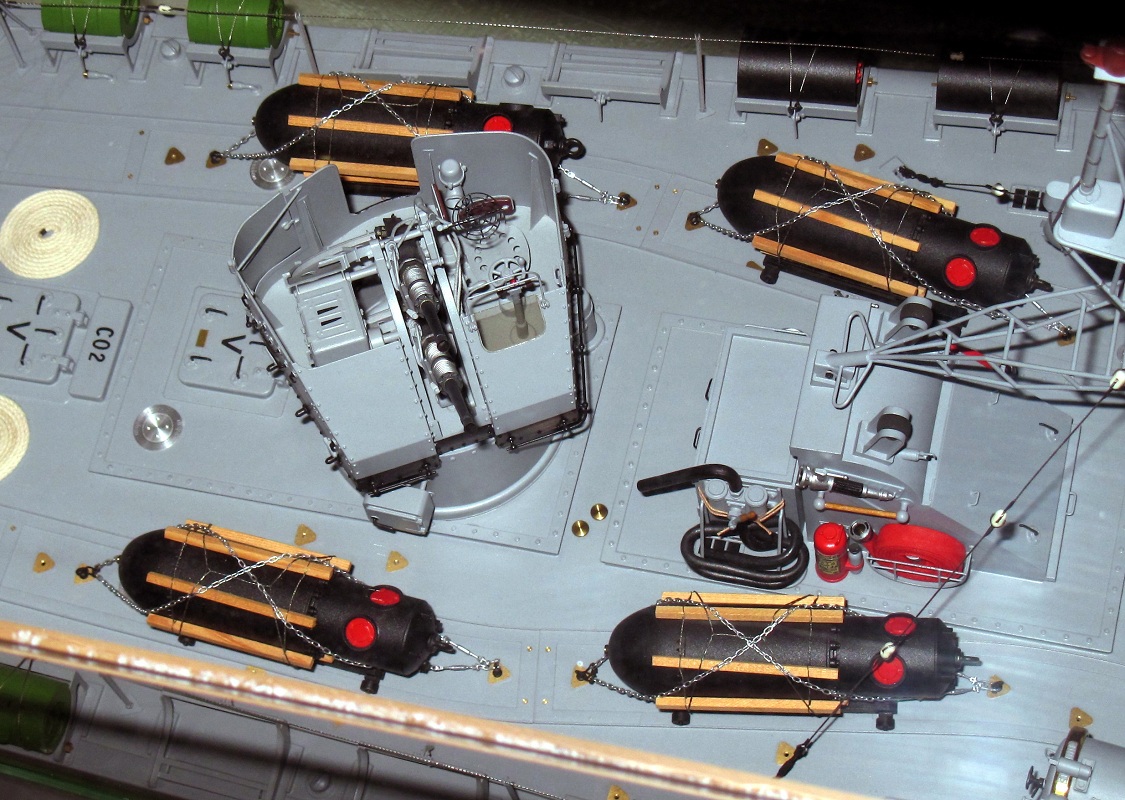
Glocke am Deckshaus). Abbildung 26
zeigt die eingeklebten Klöppel mit den
Ösen, an welche ich dann den ebenfalls aus Messing gedrehten Platting
(geflochtener Handgriff) „eingebunden“ habe. Damit dieser Griff am Modell wie
Flechtwerk aussieht, habe ich ihn beige/gelblich gestrichen (vgl. Foto der
Glocke am Deckshaus). Abbildung 26  zeigt
unsere drei Glocken zusammen mit zwei noch kleineren, die auf die gleiche Weise
hergestellt wurden. Sie fanden ihren Platz in den beiden 26-Fuß-Beibooten des
Zerstörers (Abbildung 27)
zeigt
unsere drei Glocken zusammen mit zwei noch kleineren, die auf die gleiche Weise
hergestellt wurden. Sie fanden ihren Platz in den beiden 26-Fuß-Beibooten des
Zerstörers (Abbildung 27)
 .
Und die Abbildung 28
.
Und die Abbildung 28
 zeigt eine der drei Glocken in ihrer Halterung an der Hinterkante vom obersten
Deckshaus. Die vier im Bild sichtbaren Belegnägel für Flaggleinen wurden aus
Neusilber gedreht. Mit dem Material, das sich gut wie Messing bearbeiten läßt,
kann man beim Modellbau (Original-)Teile aus Edelstahl imitierten.
zeigt eine der drei Glocken in ihrer Halterung an der Hinterkante vom obersten
Deckshaus. Die vier im Bild sichtbaren Belegnägel für Flaggleinen wurden aus
Neusilber gedreht. Mit dem Material, das sich gut wie Messing bearbeiten läßt,
kann man beim Modellbau (Original-)Teile aus Edelstahl imitierten.
Jürgen Eichardt

zurück/back
|
home
 (kleine Fotos anklicken). Entscheidend ist das
Kurvenstück, das ich mit (b) bezeichnet habe. Mit (a) ist die Mittelachse
bezeichnet, (e) ist der Aufhänge-Zapfen oben an der Glocke, (f) und (g) sind
gerade Kanten. In Abständen von 2 mm (bei der später gedrehten Glocke wären das
0,2 mm) habe ich die Schnittpunkte der Kontur (b) eingekreuzt (Abbildung 3)
(kleine Fotos anklicken). Entscheidend ist das
Kurvenstück, das ich mit (b) bezeichnet habe. Mit (a) ist die Mittelachse
bezeichnet, (e) ist der Aufhänge-Zapfen oben an der Glocke, (f) und (g) sind
gerade Kanten. In Abständen von 2 mm (bei der später gedrehten Glocke wären das
0,2 mm) habe ich die Schnittpunkte der Kontur (b) eingekreuzt (Abbildung 3)
 .
Daraus ist zu erkennen, daß die dabei entstehenden Stufen umso länger werden, je
mehr sich die Kurve flacht. In Abbildung 4
.
Daraus ist zu erkennen, daß die dabei entstehenden Stufen umso länger werden, je
mehr sich die Kurve flacht. In Abbildung 4
 habe ich diese Stufen für eine bessere Sichtbarmachung geschwärzt.
habe ich diese Stufen für eine bessere Sichtbarmachung geschwärzt.