 , als daß ich mich
total verschätze. Daraus geht hervor, daß die Nut 0,5 mm tief gefräst werden muß,
damit der 0,6-mm-Draht noch 0,23 mm übersteht.
, als daß ich mich
total verschätze. Daraus geht hervor, daß die Nut 0,5 mm tief gefräst werden muß,
damit der 0,6-mm-Draht noch 0,23 mm übersteht.Für die Sicherheit der Seeleute an Bord sind an den Außenkanten der begehbaren Decks Relinge angebracht. Doch auch an den Wänden der Deckshäuser sind bei fast allen Schiffen Handläufe vorhanden, damit man sich an diesen bei Seegang festhalten kann. Bei meinem Zerstörer-Modell im M 1:50, welches ich seit Jahren mit Unterbrechungen baue, sind diese Handläufe Abschnitte von Rohren von etwa 30 mm Außendurchmesser, die ebenfalls mit kurzen, waagerecht liegenden Rohrstücken gleichen Durchmessers als „Träger“ an der jeweiligen Wand angeschweißt sind. Die Höhe, in welcher sie angebracht wurden, ist fast ausnahmslos gleich (etwa 900 mm über dem Deck) und bei Decks mit Deckssprung jeweils parallel zum Deck. Bei einem großen Schiff, wie es ein Zerstörer ist, können etliche „Meter“ Handläufe zusammenkommen. Die kurzen Trägerrohre haben in der Regel gleiche Abstände. Aus Fotos habe ich durch Vergleichsrechnung Abstände von 650 mm beim Original heraus gerechnet. Das sind beim M 1:50 13 mm und die Höhe über Deck beträgt 18 mm (900 : 50 = 18).
Wer mich kennt, weiß, daß ich bei meinem Modellbau nichts dem Zufall und noch weniger nur dem Geschick überlasse. Es gibt bei jedem Modellbau zahlreiche Fälle, bei denen man kaum etwas mit Vorrichtungen ausrichten kann und wo dann echtes Geschick nötig ist. Deshalb habe ich mir auch hier die kleine Mühe gemacht, um mit zwei einfachen Vorrichtungen diese Handläufe recht schnell und vor allem genau anzufertigen. Die Handläufe mit den kurzen Rohrstücken sollten aus 0,6-mm-Kupferdraht, das wären beim Original realistische 30 mm Rohrdurchmesser, in einer Lötvorrichtung gelötet werden. Anschließend kann man sie in Bohrungen in der Deckshauswand einkleben, welche mit einer Bohrlehre exakt gebohrt wurden.
Befassen wir uns zuerst mit der Lötvorrichtung. Sie wird aus einer Platte von Pertinax (entweder Hartgewebe oder Hartpapier, das es in verschiedenen Stärken gibt, oft findet man es als Träger-Wände in Schaltkästen u.ä.) gefräst, weil dieses Material die Hitzebelastung beim Weichlöten gut aushält und weil es kein guter Wärmeleiter ist. Alternativ könnte man die Lötvorrichtung auch aus einer Alu-Platte oder, wenn keine zu großen „Stückzahlen“ zu löten sind, aus Holz machen. Bei Alu für eine Lötvorrichtung geht u.U. zu viel Wärme verloren, weil dieses Material die Hitze schnell weiterleiten kann. Auf keinen Fall kann man eine Lötvorrichtung aus lötfähigem Material machen (z.B. Messing), es sei denn, daß die Stelle, an der gelötet werden soll, großzügig ausgespart wird.
In die Seitenfläche eines zufällig
vorhandenen Stücks Hartgewebe wurden nach Abb. 1
![]() (kleine Abbildungen und Fotos anklicken) mit einem 45°
schrägstehenden Fingerfräser die V-Nuten eingefräst, in welche später die
Drahtstücke für das Zusammenlöten eingelegt werden. Die Arbeit im Einzelnen: Die
360°-Skala des Rundtischs auf der Fräsmaschine ist genullt. Ein kleiner
Maschinenschraubstock (es gibt recht kleine Niederzugschraubstöcke) wird auf dem
Rundtisch mittig gespannt und dessen feste Backe zur Zugrichtung vom Y-Support
ausgerichtet. Im Maschinenschraubstock wird das Hartgewebestück möglichst kurz
ausragend gespannt und dessen obere Fläche zuerst waagerecht überfräst. Jetzt
wird der Fräskopf 45° schräg gestellt. Nun kann die erste lange V-Nut im
4-mm-Abstand von der Kante eingefräst werden. Die Drahtstücke sollen nach dem
Einlegen in die Nuten oben noch reichlich ausragen, damit man sie entweder mit
kleinen Gewichten beschweren oder – besser – mit einer spitzen Pinzette
andrücken kann, damit sie beim Löten nicht verrutschen. Für die Ermittlung der
Frästiefe für diese V-Nuten mache ich mir lieber schnell eine
100:1-Vergrößerungs-Zeichnung (Abb. 2)
, als daß ich mich
total verschätze. Daraus geht hervor, daß die Nut 0,5 mm tief gefräst werden muß,
damit der 0,6-mm-Draht noch 0,23 mm übersteht.
(kleine Abbildungen und Fotos anklicken) mit einem 45°
schrägstehenden Fingerfräser die V-Nuten eingefräst, in welche später die
Drahtstücke für das Zusammenlöten eingelegt werden. Die Arbeit im Einzelnen: Die
360°-Skala des Rundtischs auf der Fräsmaschine ist genullt. Ein kleiner
Maschinenschraubstock (es gibt recht kleine Niederzugschraubstöcke) wird auf dem
Rundtisch mittig gespannt und dessen feste Backe zur Zugrichtung vom Y-Support
ausgerichtet. Im Maschinenschraubstock wird das Hartgewebestück möglichst kurz
ausragend gespannt und dessen obere Fläche zuerst waagerecht überfräst. Jetzt
wird der Fräskopf 45° schräg gestellt. Nun kann die erste lange V-Nut im
4-mm-Abstand von der Kante eingefräst werden. Die Drahtstücke sollen nach dem
Einlegen in die Nuten oben noch reichlich ausragen, damit man sie entweder mit
kleinen Gewichten beschweren oder – besser – mit einer spitzen Pinzette
andrücken kann, damit sie beim Löten nicht verrutschen. Für die Ermittlung der
Frästiefe für diese V-Nuten mache ich mir lieber schnell eine
100:1-Vergrößerungs-Zeichnung (Abb. 2)
, als daß ich mich
total verschätze. Daraus geht hervor, daß die Nut 0,5 mm tief gefräst werden muß,
damit der 0,6-mm-Draht noch 0,23 mm übersteht.
Man senkt also nun den
(drehenden!) Fräser sehr langsam an die eben gefräste Fläche heran. Sobald er
„ankratzt“ (er nimmt die ersten feinsten Späne, das sieht man, wenn man die
Stelle mit einer Lupe betrachtet), wird der Höhen-Skalenring „genullt“. Nun
fährt man nach außerhalb des Werkstücks und senkt den Fräser noch die
ermittelten 0,5 mm herab. So kann die lange Nut in einem Span eingefräst werden.
Ist das geschehen, wird der Rundtisch 90° gedreht (Drehrichtung beachten beim
Nullen der 360°-Skala!) und ohne die Höheneinstellung zu ändern (!) werden die
acht kurzen Quernuten in 13-mm-Abständen über die gesamte Breite eingefräst
(Koordinaten-Fräsen!). Jede dieser Nuten muß in der gleichen „Anfahrrichtung“
angefahren werden. Nach dem Fräsen der ersten Nut fahren wir also den Frästisch
in der X-Richtung 13, 26, 39….. mm weiter. Damit ist die Lötvorrichtung bereits
fertig (Foto 1) 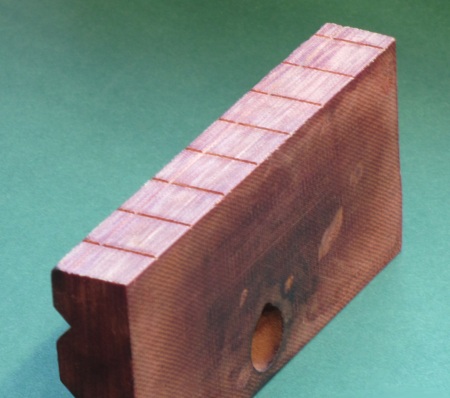 Die Längsnut
ist hier nicht gut zu erkennen. Das Teil ist eigentlich mein „Lötprisma“, in dem
ich gern z.B. Blechteile rechtwinklig zusammenlöte. (Foto: Jürgen Eichardt).
Mit einer kleinen rotierenden Drahtbürste habe ich noch den feinen Grat an den
Nutenkanten weggeputzt.
Die Längsnut
ist hier nicht gut zu erkennen. Das Teil ist eigentlich mein „Lötprisma“, in dem
ich gern z.B. Blechteile rechtwinklig zusammenlöte. (Foto: Jürgen Eichardt).
Mit einer kleinen rotierenden Drahtbürste habe ich noch den feinen Grat an den
Nutenkanten weggeputzt.
Für die Handläufe habe ich
streckgerichteten ((1) Seite 19) 0,6-mm-Kupferdraht verwendet. Bei Spulen von
Magneten, Trafos usw. findet man alle möglichen Stärken von Kupferdraht. Damit
man ihn jedoch löten kann, muß man zuerst die bei Elektrospulen stets vorhandene
Lackierung abbrennen und den Zunder mit Schirgelleinen entfernen. Durch das
Abbrennen (Propangas-Brenner) wird der Draht weich und läßt sich dadurch sogar
besser biegen. So sind wir auch nicht auf die käuflichen Standard-Durchmesser
angewiesen. Ich müßte lange suchen, bis ich 0,6-mm-Cu-Draht kaufen kann. Die
Länge der kurzen Träger ist eigentlich belanglos, denn sie ragen nach der
Montage in das jeweilige Deckshaus hinein und werden innen vergossen (a in Abb.
10). Dennoch habe ich die Stücke mit meiner Längenschneidvorrichtung für
Drahtstücke, die ich aus einer Goldblattschere gefertigt habe ((1) Seite 11),
abgeschnitten. Jene Enden der Träger, welche an den Handlauf angelötet werden
sollen, werden mit dem Seitenschneider so kurz abgeschnitten, daß ein fast
planes Ende entsteht (Abb. 3)
 . Jetzt wird der
lange Draht des eigentlichen Handlaufs in die lange Nut gelegt und der erste
„Träger“ in der ersten Quernut vorsichtig gegen den Handlauf geschoben (Pfeil in
Abb. 4)
. Jetzt wird der
lange Draht des eigentlichen Handlaufs in die lange Nut gelegt und der erste
„Träger“ in der ersten Quernut vorsichtig gegen den Handlauf geschoben (Pfeil in
Abb. 4)
![]() .
Nun drückt man mit einer spitzen Pinzette bei (a) und (b) auf beide Drähte,
damit sie nicht verrutschen können. Das Fläschchen mit der Lötsäure steht in der
Nähe bereit. Mit dem Pinsel wird ein Tropfen Säure an die Lötstelle gegeben. So
kann mit einem großen, leistungsfähigen (100 Watt) Lötkolben gelötet werden.
Damit keinesfalls zu viel Lötzinn an der Kolbenspitze ist, gerade so viel, daß
es für die winzige Lötung reicht, schüttelt man ihn nach der Lötzinn-Aufnahme
kräftig gegen den Fußboden ab. Zuviel anhaftendes Zinn wird so sicher
weggeschleudert. Man muß jede einzelne Lötung wie eine Art „Operation“
vorbereiten: gutes Licht, Kopflupe, alles muß in der Nähe sein und vor allem
beide Hände, jene, welche die Pinzette hält und die andere mit dem Lötkolben,
müssen aufliegen. Wenn doch etwas zu viel Lötzinn an die Kreuzung gekommen ist,
dann verstreiche ich meistens das überschüssige Lötzinn von der Lötstelle weg
auf den langen Draht hin. Nichts sieht unschöner aus als fette „Klumpen“ Lötzinn
an einer Lötstelle.
.
Nun drückt man mit einer spitzen Pinzette bei (a) und (b) auf beide Drähte,
damit sie nicht verrutschen können. Das Fläschchen mit der Lötsäure steht in der
Nähe bereit. Mit dem Pinsel wird ein Tropfen Säure an die Lötstelle gegeben. So
kann mit einem großen, leistungsfähigen (100 Watt) Lötkolben gelötet werden.
Damit keinesfalls zu viel Lötzinn an der Kolbenspitze ist, gerade so viel, daß
es für die winzige Lötung reicht, schüttelt man ihn nach der Lötzinn-Aufnahme
kräftig gegen den Fußboden ab. Zuviel anhaftendes Zinn wird so sicher
weggeschleudert. Man muß jede einzelne Lötung wie eine Art „Operation“
vorbereiten: gutes Licht, Kopflupe, alles muß in der Nähe sein und vor allem
beide Hände, jene, welche die Pinzette hält und die andere mit dem Lötkolben,
müssen aufliegen. Wenn doch etwas zu viel Lötzinn an die Kreuzung gekommen ist,
dann verstreiche ich meistens das überschüssige Lötzinn von der Lötstelle weg
auf den langen Draht hin. Nichts sieht unschöner aus als fette „Klumpen“ Lötzinn
an einer Lötstelle.
Sobald die erste Lötung ausgeführt ist, wird sogleich mit einem Pinsel mit Spiritus die Säure von dieser Stelle abgewaschen. Auch kann man noch in den Nuten liegend, beide Drähte mit einer kleinen rotierenden Drahtbüste überschleifen, um auf diese Weise überschüssiges Lötzinn zu entfernen. Das Zinn ist so weich, daß man es mit der Drahtbürste gut bis auf den Kupfergrund (Messinggrund) wegschleifen kann. Eine weitere Möglichkeit sehe ich im Wegfräsen von Lötzinn mit einem kleinen Zahnarztfräser. Das ist aber sehr heikel, weil diese Fräser sehr scharf sind und bei ungeschickter Arbeitsweise auch gern mal in das Kupfer (oder Messing) einfräsen. Die ganze Zeit bleibt unser Drahtstück in den Nuten liegen und wird weiterhin von der Pinzette gehalten. So kann man beide Drähte auch nicht verbiegen.
Danach kann man die eben gelötete Stelle z.B. mit einem kleinen Gewicht beschweren und in gleicher Weise weitere Träger anlöten. Wenn das Gewicht aus Metall ist, so kühlt es die erste Lötstelle, ein guter Nebeneffekt. Jede Lötung geschieht in der genannten Arbeitsweise sehr schnell, sodaß gar nicht die Gefahr besteht, benachbarte Lötstellen könnten zu heiß werden und entlöten wieder. Schon aus dem Grund muß der Lötkolben etwa 100-Watt Leistung haben; auch beim Löten von sehr kleinen Teilen! Die Kolbenspitze muß selbstverständlich gut gepflegt sein. Weitere sehr wichtige Hinweise zum richtigen Löten lesen Sie bitte in (1) Seite 101 bis 103.
Die Lötvorrichtung für die
Handläufe ist relativ einfach gewesen. Was einen Modellbauer nicht davon
abhalten soll, ähnliche Vorrichtungen auch für kompliziertere Gebilde zu fräsen.
Ich denke z.B. an Teile für Gittermasten usw. Bei konischen Teilen ist
selbstverständlich die Anwendung eines Rundtischs sehr ratsam, weil man mit
diesem Winkelverstellungen (die man natürlich kennen muß) am besten
bewerkstelligen kann. Die Vorrichtung in unserem Beispiel kann man auch ohne
Rundtisch fräsen. Dazu muß nur der Maschinenschraubstock nach dem Fräsen der
langen Nut auf dem Frästisch um 90° verdreht werden. Auf jeden Fall läßt sich
mit einer Vorrichtung sicherer und vor allem genauer löten. Wenn man z.B.
verschiedene Drahtstärken exakt mittig verbinden will, so kann man eine
100:1-Zeichnung nicht umgehen, um auch für so einen Fall die Frästiefen zu
ermitteln. In Abb. 5
 habe ich dargestellt, wie diese Zeichnung für den Fall aussehen müßte, wenn man
1-mm- und 0,5-mm-Draht in Stoßverbindungen zusammenlöten will. Dabei sind
allerdings die Einfrästiefen beider Nuten (0,4 und 0,76 mm) nicht so
bedeutungsvoll (± 0,1 mm sind möglich) als vielmehr die Differenz dieser beiden
Nutentiefen von 0,36 mm. Diese läßt sich mit dem Höhensupport gut einhalten.
Besonders dann, wenn man eine digitale Höhenanzeige am Höhensupport hat.
habe ich dargestellt, wie diese Zeichnung für den Fall aussehen müßte, wenn man
1-mm- und 0,5-mm-Draht in Stoßverbindungen zusammenlöten will. Dabei sind
allerdings die Einfrästiefen beider Nuten (0,4 und 0,76 mm) nicht so
bedeutungsvoll (± 0,1 mm sind möglich) als vielmehr die Differenz dieser beiden
Nutentiefen von 0,36 mm. Diese läßt sich mit dem Höhensupport gut einhalten.
Besonders dann, wenn man eine digitale Höhenanzeige am Höhensupport hat.
Mit der Lötvorrichtung haben wir
als ersten Schritt die „Träger“ in exakten 13-mm-Abständen an das jeweilige
Handlaufstück gelötet. Diese Genauigkeit nützt uns aber herzlich wenig, wenn wir
nicht auch gleichzeitig in der Lage sind, in ebenso exakten 13-mm-Abständen die
Bohrungen in die Deckshauswände zu bringen. Das geht nicht mit Anreißen. Beim
Anreißen machen wir die ersten Fehler und beim „haltlosen“ Bohren die nächsten.
Das geht nur mit einer einfachen Bohrlehre. Für deren Herstellung wurde ein
Stück 1-mm-Messingblech, 22 x 85 mm groß (a in Abb. 6)
 , mit zwei
Spanneisen und durch Unterlage von einem Stück Sperrholz (b) direkt auf dem
Frästisch gespannt und eine Längs-Kante in etwa zur Zugrichtung des X-Supports
ausgerichtet. Diese Kante (c) wird mit einem Fingerfräser über die gesamte Länge
überfräst, sie steht später beim Bohren auf dem Deck. Die gewünschten 18 mm plus
den halben Fräser-Durchmesser wird nun der Fräser in das Blech hinein verfahren.
So haben wir mit der Frässpindel-Mitte ganz ohne Anreißen oder Messen die Linie
erreicht, auf welcher nun die Bohrlöcher gebohrt werden müssen. Von einer Seite
her, immer in der gleichen „Anfahrrichtung“, werden nun zuerst in den besagten
13-mm-Abständen ganz geringe Zentrierungen auf das Blech gesetzt. Man verwendet
dazu den kleinsten Zentrierbohrer und bohrt nicht viel mehr als ein üblicher
leichter Körnerschlag aussehen würde. Besonders gut ist dafür ein
selbstgemachter Zentrierbohrer aus Silberstahl zu verwenden, den ich in (2)
Seite 102/103 vorgestellt habe. Nach dem Zentrierbohren werden diese
Vorbohrungen mit einem 0,6-mm-Wendelbohrer aufgebohrt. Dazu muß man die
Bohrstellen jedoch nacheinander wieder in den gleichen Anfahrrichtungen
anfahren. Alternativ bohrt man nach dem Ausspannen des Blechstücks auf. Das ist
aber nicht so genau. Sieben 0,6-mm-Bohrungen wurden so in einer Reihe gebohrt
(Abb. 7)
, mit zwei
Spanneisen und durch Unterlage von einem Stück Sperrholz (b) direkt auf dem
Frästisch gespannt und eine Längs-Kante in etwa zur Zugrichtung des X-Supports
ausgerichtet. Diese Kante (c) wird mit einem Fingerfräser über die gesamte Länge
überfräst, sie steht später beim Bohren auf dem Deck. Die gewünschten 18 mm plus
den halben Fräser-Durchmesser wird nun der Fräser in das Blech hinein verfahren.
So haben wir mit der Frässpindel-Mitte ganz ohne Anreißen oder Messen die Linie
erreicht, auf welcher nun die Bohrlöcher gebohrt werden müssen. Von einer Seite
her, immer in der gleichen „Anfahrrichtung“, werden nun zuerst in den besagten
13-mm-Abständen ganz geringe Zentrierungen auf das Blech gesetzt. Man verwendet
dazu den kleinsten Zentrierbohrer und bohrt nicht viel mehr als ein üblicher
leichter Körnerschlag aussehen würde. Besonders gut ist dafür ein
selbstgemachter Zentrierbohrer aus Silberstahl zu verwenden, den ich in (2)
Seite 102/103 vorgestellt habe. Nach dem Zentrierbohren werden diese
Vorbohrungen mit einem 0,6-mm-Wendelbohrer aufgebohrt. Dazu muß man die
Bohrstellen jedoch nacheinander wieder in den gleichen Anfahrrichtungen
anfahren. Alternativ bohrt man nach dem Ausspannen des Blechstücks auf. Das ist
aber nicht so genau. Sieben 0,6-mm-Bohrungen wurden so in einer Reihe gebohrt
(Abb. 7)  und
anschließend ebenfalls leicht entgratet. Für die Bohrung am linken Ende wird nun
ein sogenannter Einhängestift nach Abb. 8
und
anschließend ebenfalls leicht entgratet. Für die Bohrung am linken Ende wird nun
ein sogenannter Einhängestift nach Abb. 8
 aus Messing
gedreht und dort eingelötet. Wichtig ist der Ø 0,6, er soll ohne Spiel in die
Bohrung passen. Auch erhält dieser Stift als „Suchspitze“ einen leichten Konus
angefeilt (Nadelfeile). Beim Löten bringt man das Lötzinn von der Kopfseite des
Stifts an das Blech, sodaß kaum Lötzinn nach der Stiftseite hin durchtritt. Hat
man z.B. an einem besonders langen Deckshaus mehr als sechs Löcher zu bohren, so
setzt man die Bohrlehre mit dem Einhängestift in die zuletzt gemachte Bohrung
und kann im gleichen „Rhythmus“ weitere Löcher bohren. Selbstverständlich kann
man eine Bohrlehre aus Messingblech nicht für Tausende Bohrungen verwenden.
Dafür sollte das Material dann schon Stahlblech sein. Der Werkzeugmacher setzt
bei professionellen Bohrvorrichtungen gehärtete Bohrbuchsen (aus Silberstahl)
ein (Abb. 9)
aus Messing
gedreht und dort eingelötet. Wichtig ist der Ø 0,6, er soll ohne Spiel in die
Bohrung passen. Auch erhält dieser Stift als „Suchspitze“ einen leichten Konus
angefeilt (Nadelfeile). Beim Löten bringt man das Lötzinn von der Kopfseite des
Stifts an das Blech, sodaß kaum Lötzinn nach der Stiftseite hin durchtritt. Hat
man z.B. an einem besonders langen Deckshaus mehr als sechs Löcher zu bohren, so
setzt man die Bohrlehre mit dem Einhängestift in die zuletzt gemachte Bohrung
und kann im gleichen „Rhythmus“ weitere Löcher bohren. Selbstverständlich kann
man eine Bohrlehre aus Messingblech nicht für Tausende Bohrungen verwenden.
Dafür sollte das Material dann schon Stahlblech sein. Der Werkzeugmacher setzt
bei professionellen Bohrvorrichtungen gehärtete Bohrbuchsen (aus Silberstahl)
ein (Abb. 9)  .
Diese haben oben innen für ein sicheres Einbohren eine Rundung und werden in
geriebene Bohrungen der Bohrvorrichtung gepreßt. Sie nutzen sich auch bei extrem
großen Bohrzahlen kaum ab und somit bleiben die Bohrentfernungen stets gleich.
.
Diese haben oben innen für ein sicheres Einbohren eine Rundung und werden in
geriebene Bohrungen der Bohrvorrichtung gepreßt. Sie nutzen sich auch bei extrem
großen Bohrzahlen kaum ab und somit bleiben die Bohrentfernungen stets gleich.
Die Bohrvorrichtung wird auf das
Deck (die Tischplatte, wenn das Deckshaus auf der Werkbank steht) gestellt,
seitlich ausgerichtet und die erste (linke) Bohrung gebohrt. Dann wird die
Vorrichtung mit ihrem Einhängestift in diese Bohrung gesteckt und so kann man
weitere Löcher bohren, welche nun exakte 13-mm-Abstände haben. Damit sind immer
die Bohrungsmitten gemeint. Jetzt lassen sich auch die Handläufe mit den
„Trägern“ gut einstecken – wenn wir alles richtig gemacht haben. Jetzt geht es
nur noch darum, den stets gleichen Abstand zur Deckshauswand einzuhalten. Auch
dazu soll man sich eine kleine Hilfe machen. Man kann davon ausgehen, daß die
Handläufe beim Original einen lichten Abstand von 60 mm zum Deckshaus haben, das
wären 1,2 mm beim Modell. Aus 1,2-mm-Blech habe ich zwei kleine Abschnitte
gemacht (b in Abb. 10)
 und diese unter
die Handläufe gesteckt, um die Trägerstifte als nächstes mit winzigen Tröpfchen
Sekundenklebers von außen vorerst nur zu „heften“ (über den richtigen Umgang mit
Sekundenkleber lesen Sie bitte in (3) Seite 93/94). Dabei haben die Blechstücke
natürlich einen ausreichenden Abstand zu den Trägern (Foto 2)
und diese unter
die Handläufe gesteckt, um die Trägerstifte als nächstes mit winzigen Tröpfchen
Sekundenklebers von außen vorerst nur zu „heften“ (über den richtigen Umgang mit
Sekundenkleber lesen Sie bitte in (3) Seite 93/94). Dabei haben die Blechstücke
natürlich einen ausreichenden Abstand zu den Trägern (Foto 2)
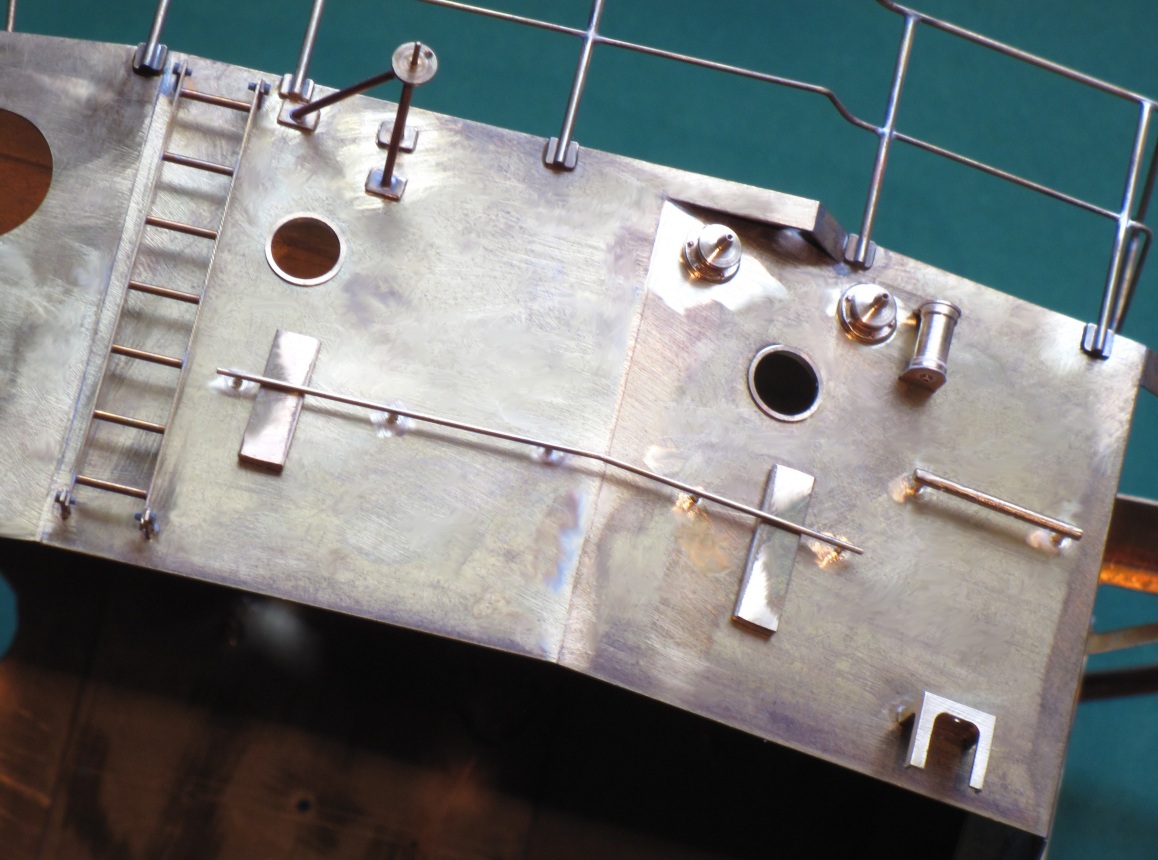 Die
etwas höher sitzende Schiene ist kein Handlauf, sondern eine „Nagelbank“, an
welcher später mit Belegnägeln die Signalleinen angeschlagen werden. Man sieht,
Messing ist mein liebstes Material. (Foto: Jürgen Eichardt).
Nach dem Härten des Klebers werden sie vorsichtig herausgezogen. Nun kann man
die nach innen ragenden Trägerstifte mit reichlich 2-K-Kleber (a in Abb. 10)
„vergießen“. Das ist die eigentliche haltbare Verklebung, denn der
Sekundenkleber hat keine gute Klebekraft. Erst wenn der 2-K-Kleber gründlich
ausgehärtet ist, schneidet man die reichlich lang bemessenen Enden der Handläufe
auf das Fertigmaß ab. Dabei hält man den Seitenschneider wieder so (vgl. Abb.
3), daß jeweils ein plan abgetrenntes Ende entsteht. Nun hat man vor dem
Spritzen noch einmal Gelegenheit, alle Lötstellen nach überschüssigem Lötzinn zu
prüfen und dieses noch zu entfernen. Z.B. kann man als weitere Möglichkeit auch
einen schön scharf geschliffenen Dreikantschaber (aus einer Dreikant-Nadelfeile
geschliffen, ((4) Seite 55) dazu verwenden.
Die
etwas höher sitzende Schiene ist kein Handlauf, sondern eine „Nagelbank“, an
welcher später mit Belegnägeln die Signalleinen angeschlagen werden. Man sieht,
Messing ist mein liebstes Material. (Foto: Jürgen Eichardt).
Nach dem Härten des Klebers werden sie vorsichtig herausgezogen. Nun kann man
die nach innen ragenden Trägerstifte mit reichlich 2-K-Kleber (a in Abb. 10)
„vergießen“. Das ist die eigentliche haltbare Verklebung, denn der
Sekundenkleber hat keine gute Klebekraft. Erst wenn der 2-K-Kleber gründlich
ausgehärtet ist, schneidet man die reichlich lang bemessenen Enden der Handläufe
auf das Fertigmaß ab. Dabei hält man den Seitenschneider wieder so (vgl. Abb.
3), daß jeweils ein plan abgetrenntes Ende entsteht. Nun hat man vor dem
Spritzen noch einmal Gelegenheit, alle Lötstellen nach überschüssigem Lötzinn zu
prüfen und dieses noch zu entfernen. Z.B. kann man als weitere Möglichkeit auch
einen schön scharf geschliffenen Dreikantschaber (aus einer Dreikant-Nadelfeile
geschliffen, ((4) Seite 55) dazu verwenden.
An der Vorderwand des Deckshauses,
welches ich im Moment baue, geht der Handlauf um die beiden Ecken herum. Hier
habe ich die Handlauf-Enden der Seitenwände vorerst reichlich lang gelassen. Der
lange Handlauf der Vorderfront wurde in normaler Weise montiert. Und die Enden
der Seitenstücke wurden mit einer Rundzange jeweils danach so gebogen, daß sie
ziemlich „zielgerichtet“ auf die Enden an der Front treffen. Hier kann man kaum
etwas mit einer Vorrichtung tun. Hier ist tatsächlich Geschick gefordert, was in
erster Linie bedeutet: geringste Bewegungen mit der Rundzange und häufiges (!)
Anpassen. Dabei müssen die erwähnten 1,2-mm-Stücke immer wieder mit untergelegt
werden. Erst, wenn Radius und die Flucht stimmen, scheidet man die Enden passend
(Abb. 10 links). Zum Schluß werden die Enden zusammengelötet (Foto 3)
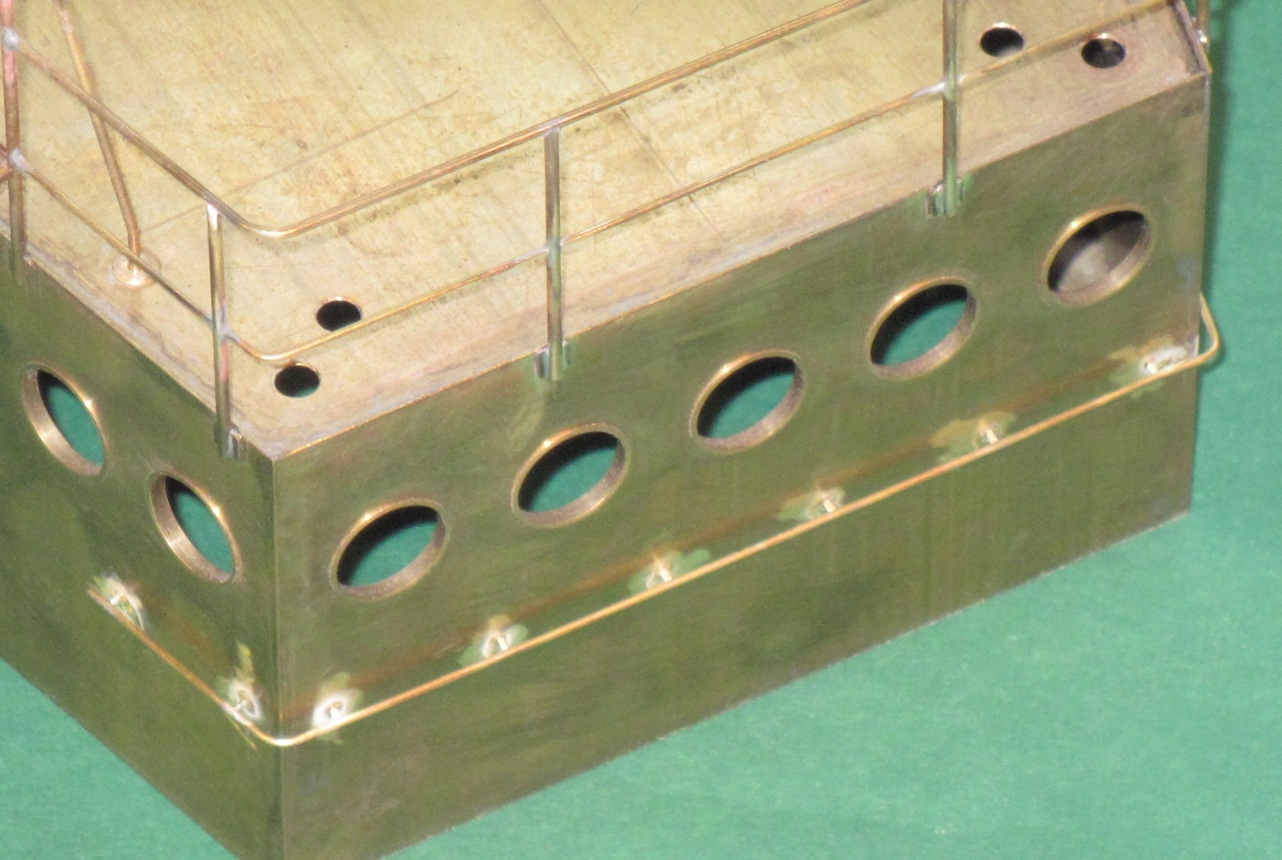 .
Bevor ich die Handläufe eingeklebt
habe, wurden die Stellen der Wand noch einmal leicht überschliffen, damit der
Kleber richtig hält. In die runden Schiffsfenster werden später nach der
Lackierung gedrehte Plexiglas-Scheiben eingesetzt. Die gedrehten Bullaugenringe
haben dafür innen einen Absatz. (Foto: Jürgen Eichardt)
Besonders diese Lötung muß sehr schnell gehen (oben), damit die Hitze nicht an
die benachbarten Träger „kriechen“ kann. Wenn man es gut gemacht hat, meint man,
daß der Handlauf aus einem Stück besteht.
.
Bevor ich die Handläufe eingeklebt
habe, wurden die Stellen der Wand noch einmal leicht überschliffen, damit der
Kleber richtig hält. In die runden Schiffsfenster werden später nach der
Lackierung gedrehte Plexiglas-Scheiben eingesetzt. Die gedrehten Bullaugenringe
haben dafür innen einen Absatz. (Foto: Jürgen Eichardt)
Besonders diese Lötung muß sehr schnell gehen (oben), damit die Hitze nicht an
die benachbarten Träger „kriechen“ kann. Wenn man es gut gemacht hat, meint man,
daß der Handlauf aus einem Stück besteht.
Löt- und Bohrvorrichtungen, auch Biege-, Anreiß- und Klebevorrichtungen sind wichtige Hilfsmittel, um die Qualität beim Modellbau erheblich zu steigern. Machen Sie sich immer Gedanken, wie Sie solche Mittel anwenden können. Sie können sehr einfach gestaltet sein, müssen nicht hochprofessionell aussehen und haben im Gegensatz zu Vorrichtungen in der Industrie oft nur geringe Stückzahlen „auszuhalten“. Scheuen Sie sich nicht, eine recht komplizierte Vorrichtung in mehreren Stunden zu bauen, um darin wenige Teile in paar Minuten anzufertigen – wenn es eine höhere Qualität erfordert.
Jürgen Eichardt
Literatur:
(1) Jürgen Eichardt, „Modellbautechniken“, vth-Best.-Nr. 3120035, ISBN 3-88180-135-9, € 19,-
(2) Jürgen Eichardt, „Drehen für Modellbauer“ Band 2, vth-Best.-Nr. 3102114, ISBN 3-88180-714-4, € 17,-
(3) Jürgen Eichardt, „Rumpfbaupraxis“, vth-Best.-Nr. 3120028, ISBN 3-88180-128-6, € 14,-
(4) Jürgen Eichardt, „Fräsen mit der Drehmaschine“, vth-Best.-Nr. 3102099, ISBN 3-88180-099-9, € 14,-
![]()