Handräder
An
zahlreichen Teilen von Schiffen (Ventile, Winden, Luken usw.) findet man
Handräder unterschiedlichster Größen und Formen. Ich muß zugeben, daß auch ich
schon für besonders kleine Ventile käufliche, geätzte Handräder mit einem
Durchmesser unter 6 mm verbaut habe. Vor allem bei den Größen über 8 mm würde
ich jedoch niemals Ätz-Teile benutzen, weil deren „flächiger“ Charakter nicht
dem Original entspricht. Hier baue ich selbst. Dabei habe ich auch Gelegenheit,
mir die Handräder genauer anzusehen. Sind die Speichen nach außen etwa konisch,
nach oben ragend, Durchmesser und Form der Nabe und anderes?
In diesem Beitrag möchte ich die
Bauweisen von zwei verschiedenen Handrädern beschreiben, deren Bau für das
1:50-Zerstörer-Modell USS CASSIN YOUNG nötig war. Ich möchte vorwegschicken, daß
es hier um recht kleine Räder geht. Für den Anfang empfehle ich dringend, daß
man die Bauweisen zuerst für wesentlich größere Handräder anwendet, bei denen
auch andere Spannmittel und Werkzeuge zum Einsatz kommen. Was man einmal in
großer Form gut gebaut hat, schafft man später auch drei Nummern kleiner!
An den Seitenwänden von
Deckshäusern sehen wir bei CASSIN YOUNG diverse vierspeichige (Ventil-)
Handräder. Im Original haben sie etwa einen Durchmesser von 340 mm, das sind 6,8
mm im Maßstab 1:50. Foto 1
 (Solche 10:1-Vergößerungs-Zeichnungen müssen nicht druckreif
sein.) zeigt die zehnfach größere Zeichnung, die ich vor dem Bau
angefertigt habe. Sie enthält alle wesentlichen Maße und Winkelangaben, auf der
rechten Seite ist der Querschnitt angedeutet, sodaß man auch die nach oben
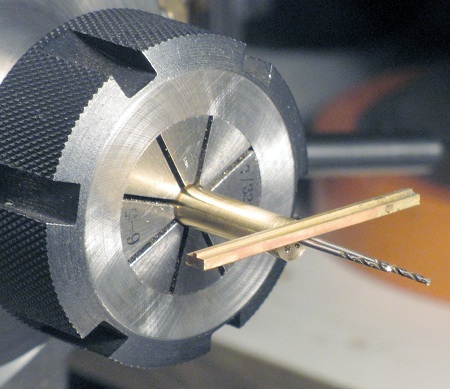
gerichteten Speichen erkennen kann. In einem Senkrecht-Teilgerät (Rundtisch)
wird der Teilkreisdurchmesser 2,6 mm angefahren und vier 1-mm-Bohrungen recht
tief gebohrt (Foto 2)
(Solche 10:1-Vergößerungs-Zeichnungen müssen nicht druckreif
sein.) zeigt die zehnfach größere Zeichnung, die ich vor dem Bau
angefertigt habe. Sie enthält alle wesentlichen Maße und Winkelangaben, auf der
rechten Seite ist der Querschnitt angedeutet, sodaß man auch die nach oben
gerichteten Speichen erkennen kann. In einem Senkrecht-Teilgerät (Rundtisch)
wird der Teilkreisdurchmesser 2,6 mm angefahren und vier 1-mm-Bohrungen recht
tief gebohrt (Foto 2) 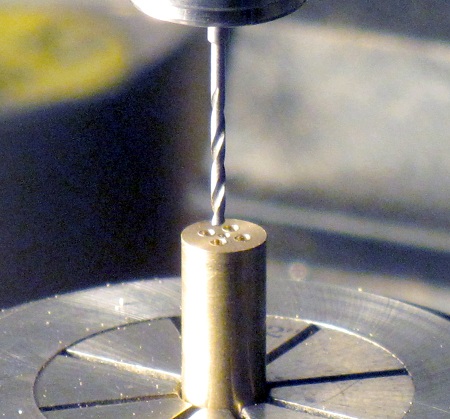 .
(Vor dem Bohren mit dem 1-mm-Wendelbohrer (Bild) sollte natürlich
zentriergebohrt werden. Ohne Zentrierbohren kann man mit einem kurzen
sogenannten Anbohrer.)
.
(Vor dem Bohren mit dem 1-mm-Wendelbohrer (Bild) sollte natürlich
zentriergebohrt werden. Ohne Zentrierbohren kann man mit einem kurzen
sogenannten Anbohrer.)
Der Rundtisch wird gestellt (Foto
3)
 (Zwei selbstgefräste Klemmbrücken halten den Rundtisch am
Frästisch fest – und die beiden Klemmknebel habe ich verlängert.) und die
360°-Skala „genullt“. In zwei Bohrungen werden die Schäfte von
1-mm-Wendelbohrern gesteckt und das Werkstück so in der Zange gedreht, daß ein
kurzes Profilstück waagerecht liegen bleibt (Foto 4)
(Zwei selbstgefräste Klemmbrücken halten den Rundtisch am
Frästisch fest – und die beiden Klemmknebel habe ich verlängert.) und die
360°-Skala „genullt“. In zwei Bohrungen werden die Schäfte von
1-mm-Wendelbohrern gesteckt und das Werkstück so in der Zange gedreht, daß ein
kurzes Profilstück waagerecht liegen bleibt (Foto 4)
 . (Man kann zuerst die
360°-Skala nullen und danach das Werkstück in der Zange so drehen, daß die
kleine Leiste waagerecht liegenbleibt.) Nun verdrehe ich den Rundtisch
(nach der Zeichnung) um 3,5° und fräse mit einem Fingerfräser die vier
rechten Seiten des Speichen-Profils an (Foto 5)
. (Man kann zuerst die
360°-Skala nullen und danach das Werkstück in der Zange so drehen, daß die
kleine Leiste waagerecht liegenbleibt.) Nun verdrehe ich den Rundtisch
(nach der Zeichnung) um 3,5° und fräse mit einem Fingerfräser die vier
rechten Seiten des Speichen-Profils an (Foto 5)
 . (Bei der Länge für ein
Profilstück sollte man nicht übertreiben.) Nach dem Zurückverdrehen um
nun 7° nach der anderen Seite, fräse ich auch die linken Seiten der
Speichen (Foto 6)
. (Bei der Länge für ein
Profilstück sollte man nicht übertreiben.) Nach dem Zurückverdrehen um
nun 7° nach der anderen Seite, fräse ich auch die linken Seiten der
Speichen (Foto 6) 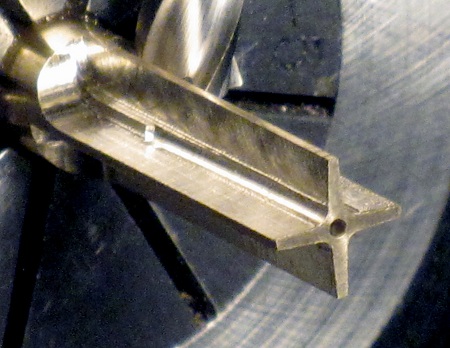 . (Die
Feinheiten erkennt man nur mit einer Kopflupe.) Von diesem
Speichen-Profil säge ich mit einer 0,4-mm-Metallkreissäge „Sterne“ von 0,3 mm
Dicke ab (Foto 7)
. (Die
Feinheiten erkennt man nur mit einer Kopflupe.) Von diesem
Speichen-Profil säge ich mit einer 0,4-mm-Metallkreissäge „Sterne“ von 0,3 mm
Dicke ab (Foto 7) 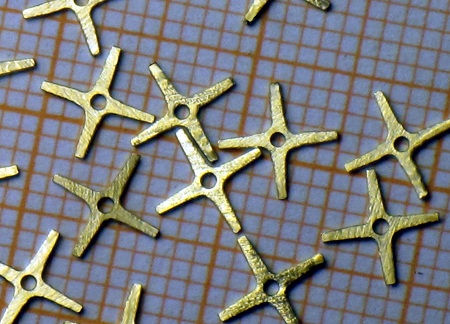 . (Die
„Sterne“ abgesägt und entgratet.) Auf einer Keramik-Platte werden sie
vorsichtig ausgeglüht (Foto 8)
. (Die
„Sterne“ abgesägt und entgratet.) Auf einer Keramik-Platte werden sie
vorsichtig ausgeglüht (Foto 8)  .
(Die feuerfeste Keramik-Platte bekommt man z.B. bei Fa.
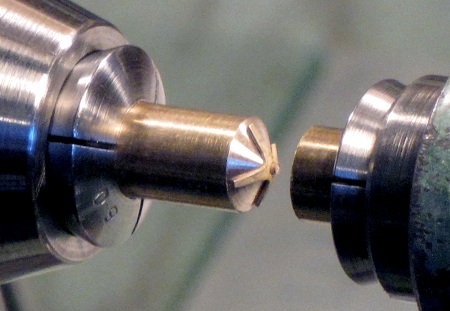
Fohrmann-Werkzeuge.) Für das Schrägprägen der Speichen werden Stempel und
Matrize (mit Zapfen und Bohrung) gedreht (Foto 9)
.
(Die feuerfeste Keramik-Platte bekommt man z.B. bei Fa.
Fohrmann-Werkzeuge.) Für das Schrägprägen der Speichen werden Stempel und
Matrize (mit Zapfen und Bohrung) gedreht (Foto 9)
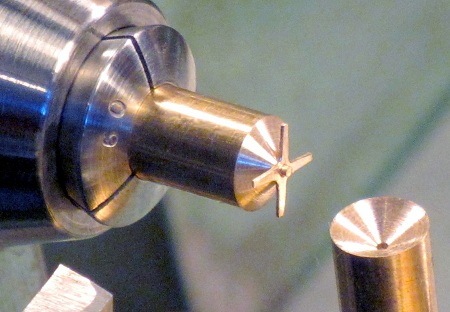 . (Beide Flachkegel haben die
gleiche Gradzahl.) Stempel im Drehmaschinenfutter, Matrize im Reitstock –
so können die Speichen gleichmäßig gebogen werden (Foto 10)
. (Beide Flachkegel haben die
gleiche Gradzahl.) Stempel im Drehmaschinenfutter, Matrize im Reitstock –
so können die Speichen gleichmäßig gebogen werden (Foto 10)
 . (U.U. muß man gar nicht
ausglühen?)
. (U.U. muß man gar nicht
ausglühen?)
Für die Handradringe drehe ich
becherförmige Körper (Foto 11)  .
(Fließbandarbeit an Materialresten.) Deren
Innendurchmesser ist so groß, daß ein Stern gerade so paßt. Die beiden vorderen
Kanten „drechsle“ ich mit einem Dreikantschaber gerundet an und steche die Ringe
bei 0,3 mm Dicke ab (Foto 12)
.
(Fließbandarbeit an Materialresten.) Deren
Innendurchmesser ist so groß, daß ein Stern gerade so paßt. Die beiden vorderen
Kanten „drechsle“ ich mit einem Dreikantschaber gerundet an und steche die Ringe
bei 0,3 mm Dicke ab (Foto 12)  (Die Oberseiten der Ringe sind gerundet und poliert.) (die
Handradringe sind im Querschnitt nicht kreisrund, sondern flach). Dabei bleibt
ein dünner Abstechring stehen. Dieser wird mit Hilfe eines Klemmrings abgedreht
(Foto 13)
(Die Oberseiten der Ringe sind gerundet und poliert.) (die
Handradringe sind im Querschnitt nicht kreisrund, sondern flach). Dabei bleibt
ein dünner Abstechring stehen. Dieser wird mit Hilfe eines Klemmrings abgedreht
(Foto 13) 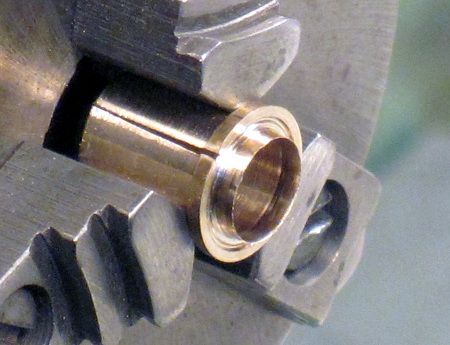 . (Eine
Klemmringspannung wende ich oft und gern an.) Foto 14
. (Eine
Klemmringspannung wende ich oft und gern an.) Foto 14
 (Die Unterseiten der Ringe
bleiben nahezu eben.) zeigt die fertigen Handradringe. Ein Pertinax-Stück
erhält im Außenbereich eine etwa 0,2 mm hohe Stufe als Zentrierung angedreht
(Foto 15)
(Die Unterseiten der Ringe
bleiben nahezu eben.) zeigt die fertigen Handradringe. Ein Pertinax-Stück
erhält im Außenbereich eine etwa 0,2 mm hohe Stufe als Zentrierung angedreht
(Foto 15)  . (Man erkennt den
Absatz kaum, er ist aber vorhanden.)
. (Man erkennt den
Absatz kaum, er ist aber vorhanden.)
So kann der Handradring aufgelegt,
ein „Stern“ zentriert eingelegt und beides mit vier sparsamen Lötungen verbunden
werden (Foto 16)  . (Nur mit
einer Löthilfe bekommt man den Stern gut zentriert eingelötet.) Noch auf
dieser Löthilfe liegend wird mit einer rotierenden Stahl-Drahtbürste
überschüssiges Lötzinn entfernt. Dann wird das Handrad in die (Biege-)Matrize
gelegt und so kann auch die obere Seite saubergeputzt werden (Foto 17)
. (Nur mit
einer Löthilfe bekommt man den Stern gut zentriert eingelötet.) Noch auf
dieser Löthilfe liegend wird mit einer rotierenden Stahl-Drahtbürste
überschüssiges Lötzinn entfernt. Dann wird das Handrad in die (Biege-)Matrize
gelegt und so kann auch die obere Seite saubergeputzt werden (Foto 17)
 . (Säubern der Oberseite.)
Die wunderschönen Handräder im Vergleich mit einem Streichholz zeigt das Foto 18
. (Säubern der Oberseite.)
Die wunderschönen Handräder im Vergleich mit einem Streichholz zeigt das Foto 18
 .
(Wo kauft man so schöne Handräder?) Beim Foto 19
.
(Wo kauft man so schöne Handräder?) Beim Foto 19
 (Die Ventilspindeln mit den Sechskant-Überwurfmuttern waren die
„leichtere Übung“.) haben diese nun auch Achsen, sind rot gespritzt und
nur vorläufig in eingeklebte Buchsen am Deckshaus des Zerstörers gesteckt. Auf
dem Foto erkennt man, daß es zwei verschieden große Handräder gibt.,
(Die Ventilspindeln mit den Sechskant-Überwurfmuttern waren die
„leichtere Übung“.) haben diese nun auch Achsen, sind rot gespritzt und
nur vorläufig in eingeklebte Buchsen am Deckshaus des Zerstörers gesteckt. Auf
dem Foto erkennt man, daß es zwei verschieden große Handräder gibt.,
Im zweiten Beispiel möchte ich
zwei Handräder mit gerade sitzenden (sechs) Speichen vorstellen. Diese findet
man an den Sockeln der beiden Ladekräne für die Torpedorohrsätze. Sie dienen
beim Original dazu, die Krantraversen nach oben in die Ladestellung zu kurbeln.
Nach einer maßstäblichen Vergrößerungszeichnung beginne ich hier mit dem Drehen
der 2-mm-Naben an einem längeren 3-mm-Spannzapfen (Foto 20)
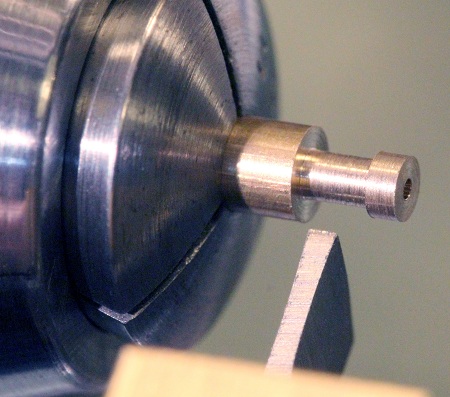 . (Ganz rechts die später
verbleibende Nabe, Bohrung 0,7 mm.) Im Teilgerät werden sechs
0,6-mm-Bohrungen, allerdings nur 0,6 mm tief in die Nabe gebohrt (Foto 21)
. (Ganz rechts die später
verbleibende Nabe, Bohrung 0,7 mm.) Im Teilgerät werden sechs
0,6-mm-Bohrungen, allerdings nur 0,6 mm tief in die Nabe gebohrt (Foto 21)
 . (0,6-mm-Wendelbohrer mit
1,2-mm-Schaft. Bei diesen Bohrern muß man nicht unbedingt zentrieren.)
Eine 8 mm dicke Novotex-Platte erhält eine Sechser-Teilung aufgerissen und in
der Mitte eine Bohrung 3,1 mm (Foto 22)
. (0,6-mm-Wendelbohrer mit
1,2-mm-Schaft. Bei diesen Bohrern muß man nicht unbedingt zentrieren.)
Eine 8 mm dicke Novotex-Platte erhält eine Sechser-Teilung aufgerissen und in
der Mitte eine Bohrung 3,1 mm (Foto 22) 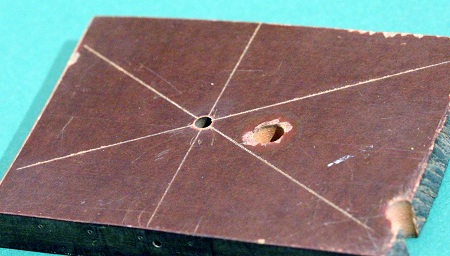 .
(Novotex und Pertinax hält die Hitze des Weichlötens gut aus und
führt zudem die Hitze nicht ab!) 3,1 mm deshalb, weil dieser Kunststoff
gern etwas zu eng bohrt und weil die 3-mm-Zapfen leichtgängig passen sollen
(Foto 23)
.
(Novotex und Pertinax hält die Hitze des Weichlötens gut aus und
führt zudem die Hitze nicht ab!) 3,1 mm deshalb, weil dieser Kunststoff
gern etwas zu eng bohrt und weil die 3-mm-Zapfen leichtgängig passen sollen
(Foto 23)  . (Die 3-mm-Bohrung
muß oben entgratet werden.) Recht weit außen werden zwölf 1-mm-Bohrungen
durch die Platte gebohrt. Der Nabenrohling wird in die Mittenbohrung gesteckt
und hängt vorerst nur an einem, streckgerichteten 0,6-mm-Ms-Draht, er wird so
angelötet (Foto 24)
. (Die 3-mm-Bohrung
muß oben entgratet werden.) Recht weit außen werden zwölf 1-mm-Bohrungen
durch die Platte gebohrt. Der Nabenrohling wird in die Mittenbohrung gesteckt
und hängt vorerst nur an einem, streckgerichteten 0,6-mm-Ms-Draht, er wird so
angelötet (Foto 24) 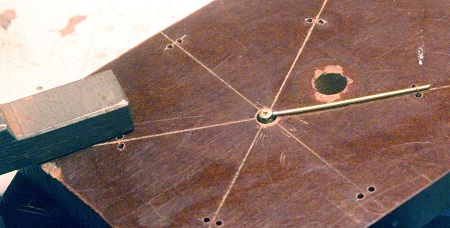 . (Sehr
gutes Licht, ruhige Hände und Kopflupe bei all diesen Miniatur-Arbeiten.)
Damit dessen Ende dabei nicht verrutschen kann, wird es mit einem dünnen
Bindedraht außen in den 1-mm-Bohrungen festgehalten. Danach können die übrigen
fünf Drähte ebenfalls in die Bohrungen der Nabe gesteckt, mit Bindungen
festgehalten und ebenfalls sehr sparsam angelötet werden (Foto 25)
. (Sehr
gutes Licht, ruhige Hände und Kopflupe bei all diesen Miniatur-Arbeiten.)
Damit dessen Ende dabei nicht verrutschen kann, wird es mit einem dünnen
Bindedraht außen in den 1-mm-Bohrungen festgehalten. Danach können die übrigen
fünf Drähte ebenfalls in die Bohrungen der Nabe gesteckt, mit Bindungen
festgehalten und ebenfalls sehr sparsam angelötet werden (Foto 25)
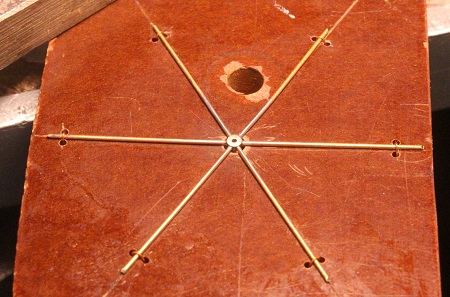 . (Erst alle Drähte
festhalten, dann löten, mit Lötwasser!)
. (Erst alle Drähte
festhalten, dann löten, mit Lötwasser!)
Dann habe ich einen gedrehten Ring
(aus der Restekiste) in der Mitte an alle sechs (!) Speichen gelötet (Foto 26)
 .
(Das Auflöten des Rings muß nicht sauber aussehen.) Dieser
Ring kann natürlich auch ein „gewickelter“ (z.B. Draht um einen Bohrerschaft
biegen) sein. Er muß auch nicht genau zentrisch liegen, wie im Bild zu sehen. Er
ist jedoch etwas kleiner, als der spätere Handradring. Foto 27
.
(Das Auflöten des Rings muß nicht sauber aussehen.) Dieser
Ring kann natürlich auch ein „gewickelter“ (z.B. Draht um einen Bohrerschaft
biegen) sein. Er muß auch nicht genau zentrisch liegen, wie im Bild zu sehen. Er
ist jedoch etwas kleiner, als der spätere Handradring. Foto 27
 (Vorher- und Nachher-Situation.) zeigt links den
herausgezogenen Spannzapfen, rechts sind die Speichen schon etwas abgekürzt
(etwa mit noch 1 mm Überlänge!). Dann habe ich den 3-mm-Spannzapfen in die
Spannzange der Drehmaschine genommen (alternativ gut rundlaufendes Backenfutter)
und bei höchster Drehzahl (hohe Fliehkraft!) die Speichen auf den gewünschten
Außendurchmesser überdreht (Foto 28)
(Vorher- und Nachher-Situation.) zeigt links den
herausgezogenen Spannzapfen, rechts sind die Speichen schon etwas abgekürzt
(etwa mit noch 1 mm Überlänge!). Dann habe ich den 3-mm-Spannzapfen in die
Spannzange der Drehmaschine genommen (alternativ gut rundlaufendes Backenfutter)
und bei höchster Drehzahl (hohe Fliehkraft!) die Speichen auf den gewünschten
Außendurchmesser überdreht (Foto 28) 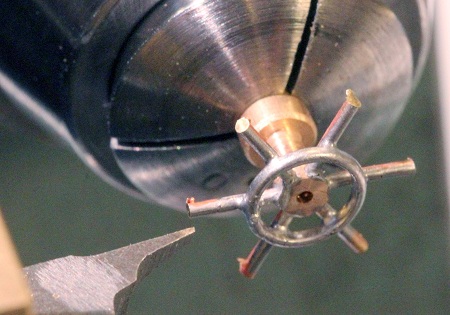 .
(Wenn der Haltering größer ist, kann beim Drehen auch deutlich
mehr zugestellt werden.) Das kann man nur mit 0,1-mm-Zustellungen machen,
damit sich die dünnen Drähte nicht verbiegen. Der aufgelötete provisorische (Halte-)Ring
hätte daher auch größer sein können, als man das im Bild sieht.
.
(Wenn der Haltering größer ist, kann beim Drehen auch deutlich
mehr zugestellt werden.) Das kann man nur mit 0,1-mm-Zustellungen machen,
damit sich die dünnen Drähte nicht verbiegen. Der aufgelötete provisorische (Halte-)Ring
hätte daher auch größer sein können, als man das im Bild sieht.
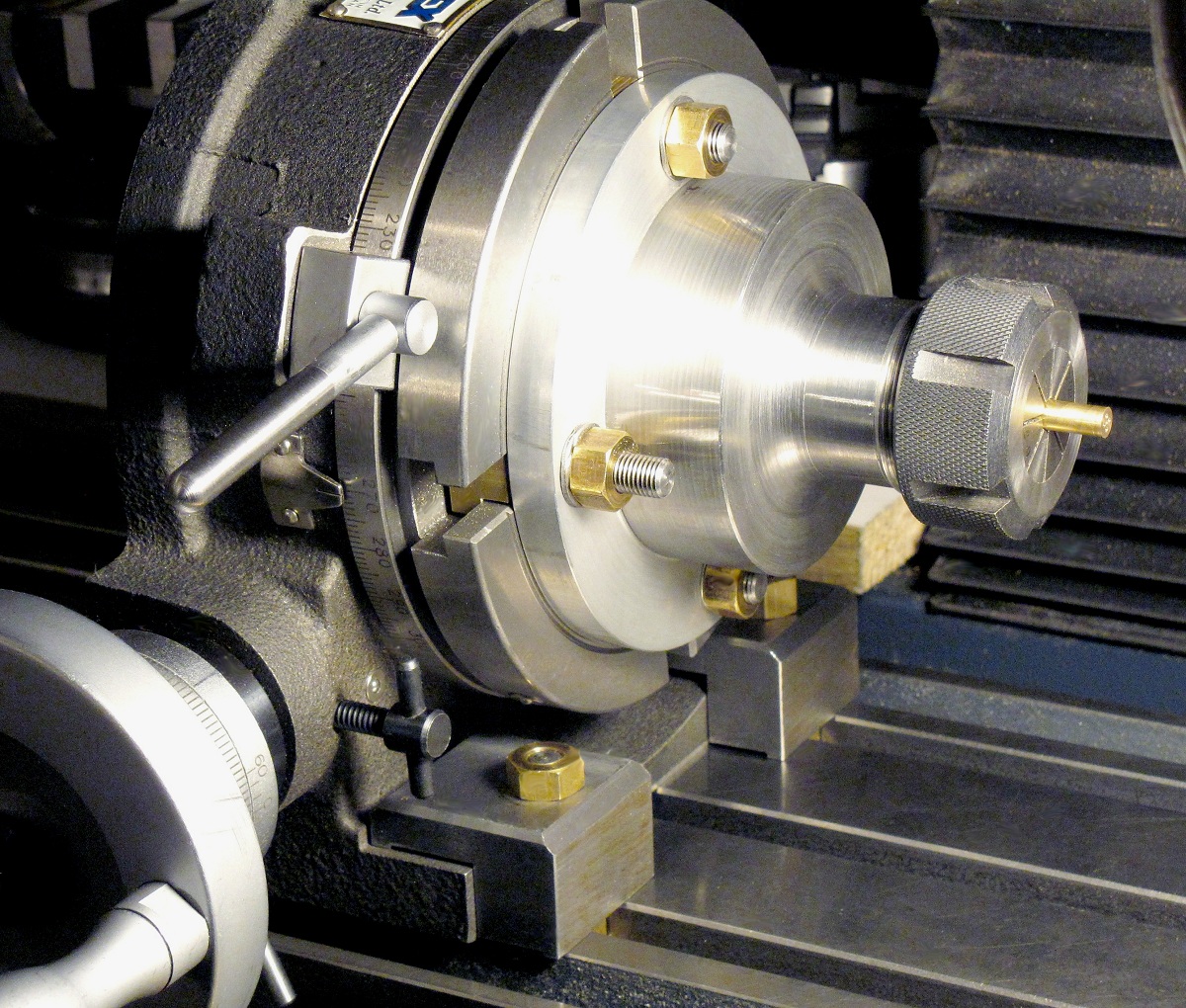
Die Herstellung des Handradrings
beginnt auch hier mit dem Drehen eines becherförmigen Körpers. Der
Innendurchmesser so, daß der Radstern gerade so paßt (Foto 29)
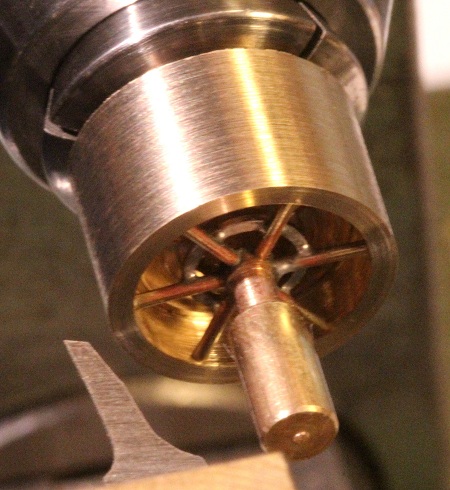 (Alle Drehstähle stets sehr
exakt auf Spitzenhöhe einrichten (Plandrehversuche!).) und der
Außendurchmesser 2 x 0,8 mm größer, denn er soll einen runden Querschnitt von
0,8 mm Durchmesser haben. Unnötig zu erwähnen, daß man all diese feinen
Dreharbeiten nur mit selbst gut scharfgeschliffen HSS-Drehlingen machen kann,
Hartmetall-Drehstähle sind im Hobbybereich nur für seltene Sonderfälle zu
verwenden. Dann wird die Breite (Länge) des Rings von 0,8 mm nur angestochen
(Foto 30)
(Alle Drehstähle stets sehr
exakt auf Spitzenhöhe einrichten (Plandrehversuche!).) und der
Außendurchmesser 2 x 0,8 mm größer, denn er soll einen runden Querschnitt von
0,8 mm Durchmesser haben. Unnötig zu erwähnen, daß man all diese feinen
Dreharbeiten nur mit selbst gut scharfgeschliffen HSS-Drehlingen machen kann,
Hartmetall-Drehstähle sind im Hobbybereich nur für seltene Sonderfälle zu
verwenden. Dann wird die Breite (Länge) des Rings von 0,8 mm nur angestochen
(Foto 30)  , (Der
Stech-Drehstahl ist vorn an der Schneide nur 0,5 mm breit. (mein Bauvorschlag
„Schwenkauflage“ für die Bankschleifmaschine) also noch nicht abstechen!
Mit einem scharfen, schlank angeschliffenen und fein abgezogenen Dreikantschaber
(Dreikant-Nadelfeile), der im Grunde zu jedem Zubehör einer Drehmaschine gehört,
habe ich die ersten drei Kanten von Hand vorsichtig verrundet (Foto 31)
, (Der
Stech-Drehstahl ist vorn an der Schneide nur 0,5 mm breit. (mein Bauvorschlag
„Schwenkauflage“ für die Bankschleifmaschine) also noch nicht abstechen!
Mit einem scharfen, schlank angeschliffenen und fein abgezogenen Dreikantschaber
(Dreikant-Nadelfeile), der im Grunde zu jedem Zubehör einer Drehmaschine gehört,
habe ich die ersten drei Kanten von Hand vorsichtig verrundet (Foto 31)
 . (Wie gesagt, erst kleiner
bauen!) Ich konnte das mit Sicht durch ein Stereo-Mikroskop tun, weil ich
meine Uhrmacherdrehmaschine seit längerer Zeit mit einer solchen „Optik“
ausgerüstet habe, eine Kopflupe tut es aber auch! Innen darf man dabei
keinesfalls zu viel wegnehmen, der Radstern soll auch danach noch stramm passen
(Foto 32)
. (Wie gesagt, erst kleiner
bauen!) Ich konnte das mit Sicht durch ein Stereo-Mikroskop tun, weil ich
meine Uhrmacherdrehmaschine seit längerer Zeit mit einer solchen „Optik“
ausgerüstet habe, eine Kopflupe tut es aber auch! Innen darf man dabei
keinesfalls zu viel wegnehmen, der Radstern soll auch danach noch stramm passen
(Foto 32)  . (Jetzt auf 0,8 mm
Breite abstechen.) Nun konnte ich die Handradringe ganz abstechen (Foto
33)
. (Jetzt auf 0,8 mm
Breite abstechen.) Nun konnte ich die Handradringe ganz abstechen (Foto
33)
 .
(Den Abstechring kann man vermeiden, wenn man die Hauptschneide
des Stechstahls leicht schräg anschleift.) Man sieht, daß dabei noch
feine Abstechringe stehen bleiben. Diese Ringe konnte ich in einer passenden
Stufenspannzange aufnehmen und so die vierte Kante ebenfalls verrunden (Foto 34)
.
(Den Abstechring kann man vermeiden, wenn man die Hauptschneide
des Stechstahls leicht schräg anschleift.) Man sieht, daß dabei noch
feine Abstechringe stehen bleiben. Diese Ringe konnte ich in einer passenden
Stufenspannzange aufnehmen und so die vierte Kante ebenfalls verrunden (Foto 34)
 . (Ein Satz
Stufen-Spannzangen besteht aus sechs Stück.) Nicht jeder hat die
nützliche Spannmöglichkeit der Stufenspannzangen (Eigenherstellung, mein Buch
"Drehen für Modellbauer"
Band 1, Seite 59/60) mit ihren nur 0,5 mm langen Stufen. Alternativ kann man die
Klemmringspannung anwenden, das gleiche Buch, Seite 128.
. (Ein Satz
Stufen-Spannzangen besteht aus sechs Stück.) Nicht jeder hat die
nützliche Spannmöglichkeit der Stufenspannzangen (Eigenherstellung, mein Buch
"Drehen für Modellbauer"
Band 1, Seite 59/60) mit ihren nur 0,5 mm langen Stufen. Alternativ kann man die
Klemmringspannung anwenden, das gleiche Buch, Seite 128.
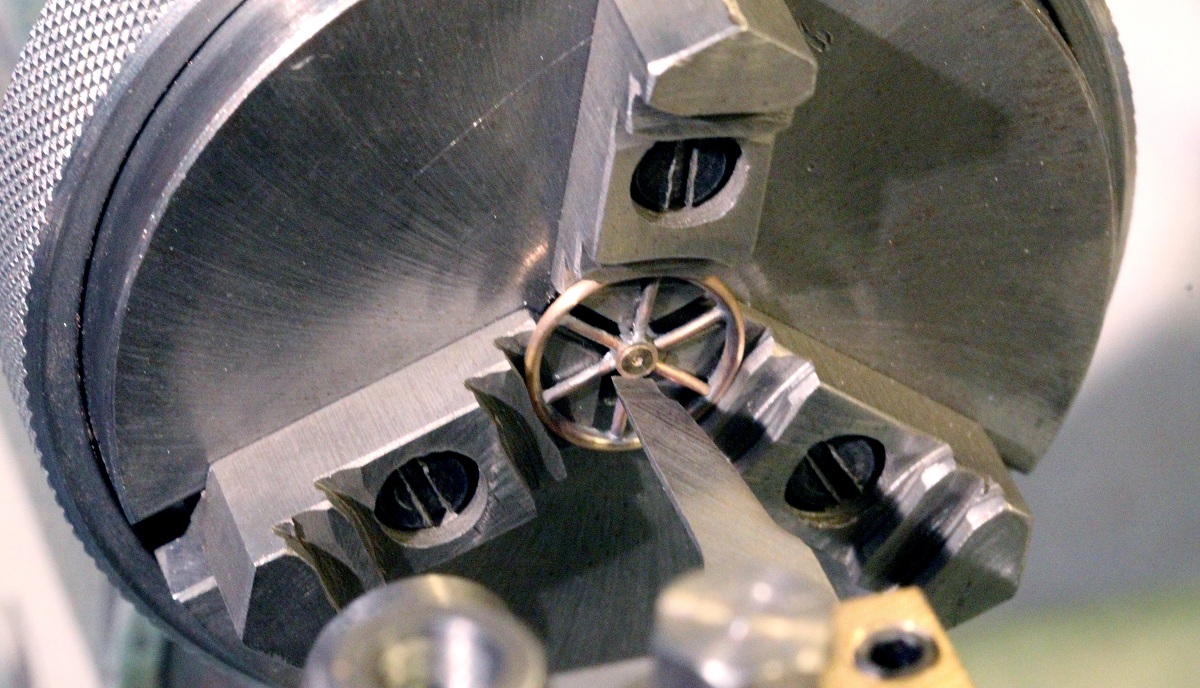
Für das exakte Anlöten der
Handradringe an die Speichen habe ich eine Löthilfe aus Novotex gedreht (Foto
35) 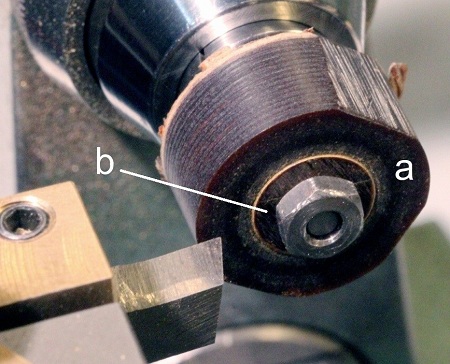 . (Die angedrehte Stufe
ist im Durchmesser leicht kleiner als der Handradring außen.)
. (Die angedrehte Stufe
ist im Durchmesser leicht kleiner als der Handradring außen.)
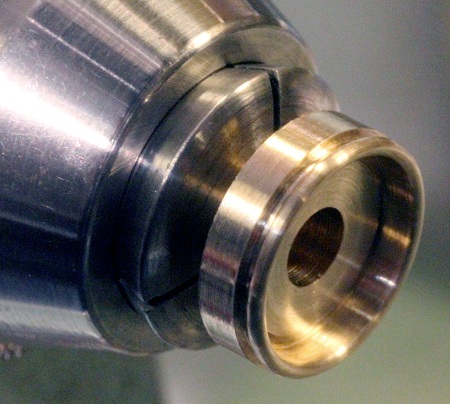
Die kleine Platte ist ebenfalls 8
mm dick und hat eine 3-mm-Bohrung. Auf einem 3-mm-Drehdorn habe ich vorn außen
eine Stufe (a) von nur 0,1 mm Höhe angedreht. Warum 0,1 mm? Der Handradring ist
0,8 mm dick; die Speichen haben Durchmesser von 0,6 mm. Die halbe Differenz ist
0,1 mm. Ohne diese Stufe würden die Speichen nicht mittig vom Handradring
sitzen. Foto 36  (Paßt, es
kann gelötet werden (heizstarker Lötkolben für blitzschnelle
Wärmeübertragung!).) zeigt das Einlegen vom Speichenstern und Handradring
in die Löthilfe. Die Speichen liegen auf der Fläche (b vom Foto 35) auf und der
Handradring 0,1 mm tiefer auf der Stufe (a). Im Foto 37
(Paßt, es
kann gelötet werden (heizstarker Lötkolben für blitzschnelle
Wärmeübertragung!).) zeigt das Einlegen vom Speichenstern und Handradring
in die Löthilfe. Die Speichen liegen auf der Fläche (b vom Foto 35) auf und der
Handradring 0,1 mm tiefer auf der Stufe (a). Im Foto 37
 (Hier erkennt man noch
überschüssiges Zinn.) ist der Handradring angelötet und den kleinen Ring
habe ich mit einem Seitenschneider zerstört und die sechs Stücke abgebrochen,
eine Weichlötung hält ja nicht besonders gut. Noch auf der Löthilfe liegend,
habe ich das Handrad mit Dreikantschaber und rotierender Drahtbürste vom Lötzinn
befreit. Gerade Letztere haben die schöne Eigenschaft, daß sie das weiche Zinn
locker wegschaben/kratzen, jedoch an Messing nicht herankommen. Man sieht
deutlich, wenn das Zinn restlos entfernt ist. Die Arbeit des Entfernens von
überschüssigem Lötzinn sehe ich als besonders wichtig an. Damit schonmal nicht
zu viel Zinn an die Lötstelle kommt, gibt es verschiedene „Tricks“, vgl. dazu
mein Buch
"Modellbautechniken", Kapitel „Messingblech im Modellbau“. Foto 38
(Hier erkennt man noch
überschüssiges Zinn.) ist der Handradring angelötet und den kleinen Ring
habe ich mit einem Seitenschneider zerstört und die sechs Stücke abgebrochen,
eine Weichlötung hält ja nicht besonders gut. Noch auf der Löthilfe liegend,
habe ich das Handrad mit Dreikantschaber und rotierender Drahtbürste vom Lötzinn
befreit. Gerade Letztere haben die schöne Eigenschaft, daß sie das weiche Zinn
locker wegschaben/kratzen, jedoch an Messing nicht herankommen. Man sieht
deutlich, wenn das Zinn restlos entfernt ist. Die Arbeit des Entfernens von
überschüssigem Lötzinn sehe ich als besonders wichtig an. Damit schonmal nicht
zu viel Zinn an die Lötstelle kommt, gibt es verschiedene „Tricks“, vgl. dazu
mein Buch
"Modellbautechniken", Kapitel „Messingblech im Modellbau“. Foto 38
 (Der Spannzapfen steckt noch
in der 3-mm-Bohrung.) zeigt das sorgfältig verputzte Handrad.
(Der Spannzapfen steckt noch
in der 3-mm-Bohrung.) zeigt das sorgfältig verputzte Handrad.
Jetzt konnte ich den nicht mehr
nötigen 3-mm-Spannzapfen mit einer (Metall-)Laubsäge mit etwas Aufmaß an der
Nabe absägen (Foto 39)  .
(Noch Aufmaß bei der Länge der Naben.) Die Handräder sind nun so stabil,
daß ich sie sicher im Backenfutter spannen konnte, um die andere Seite der Nabe
mit einem Eckbohr-Drehstahl planzudrehen (Foto 40)
.
(Noch Aufmaß bei der Länge der Naben.) Die Handräder sind nun so stabil,
daß ich sie sicher im Backenfutter spannen konnte, um die andere Seite der Nabe
mit einem Eckbohr-Drehstahl planzudrehen (Foto 40)
 .
(Die Backen werden nur „handfest“ angezogen.) Alternativ
zum Backenfutter der Uhrmachermaschine hier auch wieder Klemmringspannung! Nun
konnte auch die andere Seite des Handrades „poliert“ werden. Und schließlich
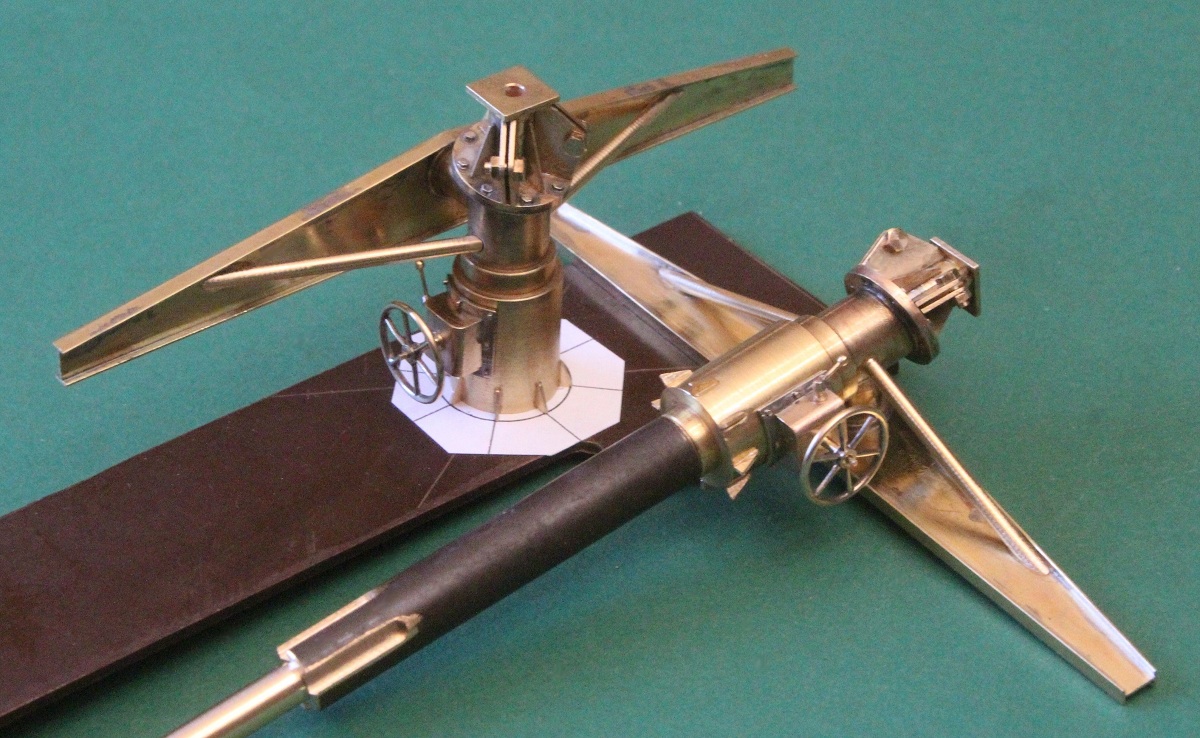
zeigt das Foto 41
.
(Die Backen werden nur „handfest“ angezogen.) Alternativ
zum Backenfutter der Uhrmachermaschine hier auch wieder Klemmringspannung! Nun
konnte auch die andere Seite des Handrades „poliert“ werden. Und schließlich
zeigt das Foto 41
 (Die Kräne sind zu dem Zeitpunkt noch nicht ganz fertig, es
fehlen noch zahlreiche Details.) die Handräder angebaut an die Sockel der
Torpedo-Ladekräne.
(Die Kräne sind zu dem Zeitpunkt noch nicht ganz fertig, es
fehlen noch zahlreiche Details.) die Handräder angebaut an die Sockel der
Torpedo-Ladekräne.
Jürgen Eichardt

zurück/back |
home
 (Solche 10:1-Vergößerungs-Zeichnungen müssen nicht druckreif
sein.) zeigt die zehnfach größere Zeichnung, die ich vor dem Bau
angefertigt habe. Sie enthält alle wesentlichen Maße und Winkelangaben, auf der
rechten Seite ist der Querschnitt angedeutet, sodaß man auch die nach oben
gerichteten Speichen erkennen kann. In einem Senkrecht-Teilgerät (Rundtisch)
wird der Teilkreisdurchmesser 2,6 mm angefahren und vier 1-mm-Bohrungen recht
tief gebohrt (Foto 2)
(Solche 10:1-Vergößerungs-Zeichnungen müssen nicht druckreif
sein.) zeigt die zehnfach größere Zeichnung, die ich vor dem Bau
angefertigt habe. Sie enthält alle wesentlichen Maße und Winkelangaben, auf der
rechten Seite ist der Querschnitt angedeutet, sodaß man auch die nach oben
gerichteten Speichen erkennen kann. In einem Senkrecht-Teilgerät (Rundtisch)
wird der Teilkreisdurchmesser 2,6 mm angefahren und vier 1-mm-Bohrungen recht
tief gebohrt (Foto 2)