Imitation von Zahnrädern und
Schneckengetrieben beim Modellbau
Beim Modellnachbau von
Decksmaschinen, Waffen, Bootsaussetzvorrichtungen, Scheinwerfern und Ähnlichem
steht der Schiffsmodellbauer häufig vor der Aufgabe, offenliegende Zahnräder,
Zahnbögen, Kegelräder oder Schneckenradgetriebe vorbildgetreu darzustellen. Wie
weit man die Detaillierung oder Imitation, letzteres oft Stilisierung genannt,
treiben will, hängt von der Größe dieser Maschinenelemente vor allem aber auch
vom Maßstab und von der persönlichen Einstellung des Modellbauers zu seinem
Hobby ab. Für einfache Stirnzahnräder in kleinerem Maßstab, etwa M 1:100, genügt
es oft, wenn man sie nur als flache Scheiben dreht. Bei größeren kann man in
diesem Maßstab gegebenenfalls Profilierungen, Durchbrüche oder
Erleichterungsbohrungen mit bauen, die Zahnung selbst wird man kaum darstellen.
Doch schon beim Mittelmaßstab 1:50 und bei großen Originalrädern kann man auf
die Darstellung der Zahnung kaum verzichten – soll es wirklich gut aussehen.
Zwingend notwendig ist die Darstellung der Verzahnung bei großen Maßstäben (M
1:33 und größer).
Will man vorbildgetreu bauen,
versucht man alles, was der Zeichner des Modellplans „vorgegeben“ hat, bei
seinem eigenen Modellbau maßstäblich umzusetzen. Das ist die besondere
Herausforderung, aber auch das Schöne bei unserem Hobby. Die in diesem Beitrag
behandelten Elemente dürfen davon nicht ausgenommen werden. Wenn ich mir auf
Ausstellungen die Modelle ansehe, erkenne ich, daß sich die Modellbauer gerade
bei diesen Dingen oft recht „schwer tun“. Ich möchte deshalb hier einige
Hilfestellungen geben, wie man die Nachbildung von Zahnrädern, Ritzeln,
Zahnbögen aber auch Schneckenradgetrieben für ein gutes Aussehen bewerkstelligen
kann.
Beginnen wir mit den Zahnrädern,
mit einfachen, gerade verzahnten, den sog. Stirnzahnrädern. Dreht man, wie
eingangs erwähnt, nur Scheiben, so sollten sie die richtigen Außendurchmesser
und Breiten haben. Die Nabe ist oft länger als die Breite oben bei den Zähnen.
Zur Gewichtseinsparung haben größere Räder oft einseitige oder auch beidseitige
„Einstiche“ (1 in Abb. 1 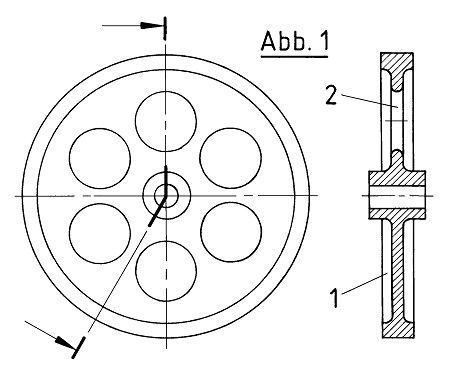 ) oder auch
Durchbrüche (2). Diese soll man auch beim M 1:100 darstellen. Solche „Scheiben“
läßt man aber nicht einfach aneinanderstoßen, der Abstand der Achsmitten wäre zu
groß. Von beiden muß man Abschnitte abfeilen (besser fräsen), die bei etwa
gleich großen Rädern so breit wie die Zahn-Höhe sind (Maß 3 in Abb. 2
) oder auch
Durchbrüche (2). Diese soll man auch beim M 1:100 darstellen. Solche „Scheiben“
läßt man aber nicht einfach aneinanderstoßen, der Abstand der Achsmitten wäre zu
groß. Von beiden muß man Abschnitte abfeilen (besser fräsen), die bei etwa
gleich großen Rädern so breit wie die Zahn-Höhe sind (Maß 3 in Abb. 2
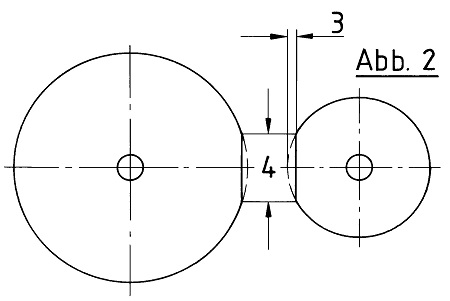 ). Die Zahnhöhe muß man natürlich kennen.
Wie auch immer, das Maß 4 muß an beiden Rädern gleich groß sein. So
aneinandergefügte Zahnradscheiben haben den richtigen Achsenabstand (Maß 5 in
Abb. 3
). Die Zahnhöhe muß man natürlich kennen.
Wie auch immer, das Maß 4 muß an beiden Rädern gleich groß sein. So
aneinandergefügte Zahnradscheiben haben den richtigen Achsenabstand (Maß 5 in
Abb. 3 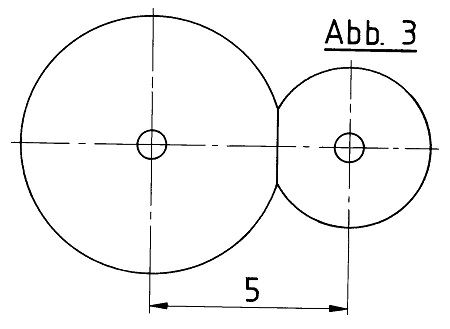 ). Bei komplizierten Getrieben mit
mehreren Wellen und mehr als zwei Rädern kommt man um eine
Vergrößerungszeichnung im gut umzurechnenden Maßstab 10:1, in welcher vor allem
die Achsabstände und die Lage der Achsen „im Raum“ genau dargestellt sind, nicht
herum. Dafür verwendet man am besten Millimeterpapier. Das Zurückrechnen in den
Modellmaßstab geschieht danach einfach durch Teilung der Zeichnungsmaße durch
10.
). Bei komplizierten Getrieben mit
mehreren Wellen und mehr als zwei Rädern kommt man um eine
Vergrößerungszeichnung im gut umzurechnenden Maßstab 10:1, in welcher vor allem
die Achsabstände und die Lage der Achsen „im Raum“ genau dargestellt sind, nicht
herum. Dafür verwendet man am besten Millimeterpapier. Das Zurückrechnen in den
Modellmaßstab geschieht danach einfach durch Teilung der Zeichnungsmaße durch
10.
Wie wohl jeder Schiffsmodellbauer
sammle auch ich Zahnräder. Zahnräder in Uhren sind für ein schönes Aussehen
meist zu flach, ihre Planflächen haben zahlreiche körnerartige „Einstiche“, die
vom sog. Punktplanieren herrühren. (Punktplanieren steckt z.B. ausgestanzte
Blechteile so, daß sie danach vollkommen eben sind, so wie die beiden
Planierplatten selbst auch!) Auch die Zahnform ist oft nicht so, wie man sie von
Rädern aus Maschinen gewohnt ist. Sie sind oft viel zu spitz. Sie haben aber den
Vorteil, daß sie meistens aus Messing sind, einem Material, das sich gut z.B.
durch Drehen bearbeiten aber auch löten läßt. Eine Quelle für schönere Zahnräder
tut sich mit elektronischen Geräten und ähnlichem auf. In ihnen findet man oft
Unmengen von Rädern, breit genug und mit schönen Modul-Zahnformen. Ich gebe
keinen Drucker, Scanner und der gleichen einfach in den Sperrmüll. Ich nehme
diese Geräte vollkommen auseinander, um Zahnräder, kleine Federn, Wellen,
Schrauben, Muttern usw. zu finden, aber auch, um ihre Funktion wenigstens
teilweise zu ergründen. Irgendwann werden die Zahnräder einmal gebraucht oder
ein Teil davon (wir sprechen weiter unten davon). Sich beim Modellbau nun aber
voll auf diese Zahnradsammlung zu verlassen, wäre der falsche Weg. Selten findet
man ein exakt passendes Rad.
Schöner und interessanter ist es,
macht man das Zahnrad, so wie es der Modellplan zeigt, in den richtigen
Dimensionen selbst. Die Zahnteilung, also die Anzahl der Zähne, kann man
eigentlich nur mit einem Teilgerät realisieren und die Zähne selbst im
Normalfall nur auf einer Fräsmaschine fräsen. Ein recht einfaches Teilgerät kann
man selbst bauen. Ich mache dazu hier einen Bauvorschlag und es ist auch
durchaus möglich, daß man eine stilisierte Zahnung auch auf der Drehmaschine
herstellt – ganz ohne Fräsmaschine. Für das Teilgerät wird ein Grundkörper nach
Abb. 4
 (kleine Bilder/Fotos anklicken) von einem Abschnitt aus 30
x 30 mm Vierkant-Stahlstab angefertigt. Die Stirnseiten müssen nicht überfräst
werden, denn der Block wird stehend im Maschinenschraubstock gespannt. Damit ist
die exakte Senkrechtstellung in der einen Richtung schon gegeben und die zweite
Richtung wird mit einem Winkel gegen die Schraubstockbacken senkrecht
ausgerichtet. Die Bohrung Ø 12 kann einfach gebohrt werden. Besser ist es
allerdings, wenn man sie reibt oder auf einer Planscheibe ausdreht. Der Schlitz
wird mit einer Bügelsäge nach dem Bohren eingesägt. Die Bohrung M8 ist für eine
Klemmschraube vorgesehen.
(kleine Bilder/Fotos anklicken) von einem Abschnitt aus 30
x 30 mm Vierkant-Stahlstab angefertigt. Die Stirnseiten müssen nicht überfräst
werden, denn der Block wird stehend im Maschinenschraubstock gespannt. Damit ist
die exakte Senkrechtstellung in der einen Richtung schon gegeben und die zweite
Richtung wird mit einem Winkel gegen die Schraubstockbacken senkrecht
ausgerichtet. Die Bohrung Ø 12 kann einfach gebohrt werden. Besser ist es
allerdings, wenn man sie reibt oder auf einer Planscheibe ausdreht. Der Schlitz
wird mit einer Bügelsäge nach dem Bohren eingesägt. Die Bohrung M8 ist für eine
Klemmschraube vorgesehen.
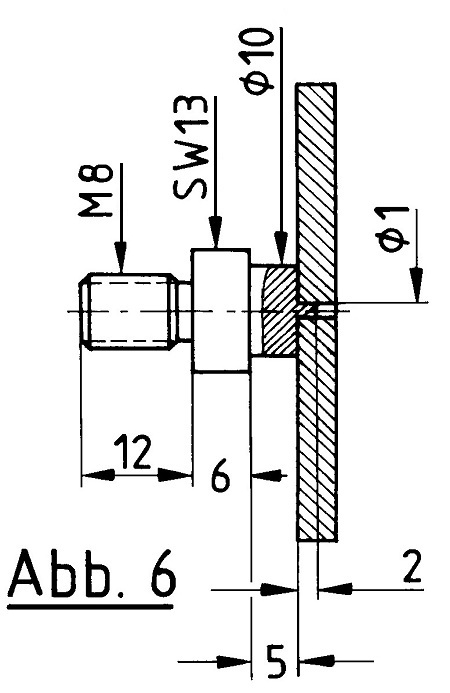
Die Teilspindel kann man
verschieden geformt herstellen: mit einem Feingewinde am Kopf zur Aufnahme eines
kleinen 3-Backen-Futters (A in Abb. 5
 ).
Mit einem Backenfutter hat man universelle Spannmöglichkeiten für die
Werkstücke. Die Variante nach B hat im Kopf ein M8-Innengewinde. Hier kann man
auswechselbare Messing-Einsätze einschrauben, auf welche z.B. die
Zahnrad-Rohlinge vorübergehend aufgelötet sind (Abb. 6
).
Mit einem Backenfutter hat man universelle Spannmöglichkeiten für die
Werkstücke. Die Variante nach B hat im Kopf ein M8-Innengewinde. Hier kann man
auswechselbare Messing-Einsätze einschrauben, auf welche z.B. die
Zahnrad-Rohlinge vorübergehend aufgelötet sind (Abb. 6
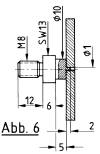 ).
Ich muß nicht erwähnen, daß man bei der Herstellung all dieser Drehteile auf
besten Rundlauf achten muß, will man Freude am Arbeitsergebnis haben. Wie man
sehr gut rundlaufende Teile herstellt, habe ich in meinem Büchern „Drehen für
Modellbauer“ Band 1 und
2 (VTH-Best.-Nrn. 310
2113 und 310 2114) genau erklärt. Der kleine Zapfen Ø 1 soll nur die Zentrierung
des Rades auf der Teilspindel geben. Die 1-mm-Bohrung im Rad kann nach dem
Fräsen der Zähne auf den eigentlichen Wellendurchmesser aufgebohrt werden. Mit
der ausgebauten Teilspindel kann man in beide Stirnflächen des Zahnrades (nach
dem Umlöten) gegebenenfalls Planeinstiche (vgl. Abb. 1) eindrehen. Die
Teilspindel fungiert hierbei als Drehdorn.
).
Ich muß nicht erwähnen, daß man bei der Herstellung all dieser Drehteile auf
besten Rundlauf achten muß, will man Freude am Arbeitsergebnis haben. Wie man
sehr gut rundlaufende Teile herstellt, habe ich in meinem Büchern „Drehen für
Modellbauer“ Band 1 und
2 (VTH-Best.-Nrn. 310
2113 und 310 2114) genau erklärt. Der kleine Zapfen Ø 1 soll nur die Zentrierung
des Rades auf der Teilspindel geben. Die 1-mm-Bohrung im Rad kann nach dem
Fräsen der Zähne auf den eigentlichen Wellendurchmesser aufgebohrt werden. Mit
der ausgebauten Teilspindel kann man in beide Stirnflächen des Zahnrades (nach
dem Umlöten) gegebenenfalls Planeinstiche (vgl. Abb. 1) eindrehen. Die
Teilspindel fungiert hierbei als Drehdorn.
Nach Abnahme der Teilscheibe und
Lösen der M8-Klemmschraube kann die Teilspindel jederzeit nach vorn aus dem
Grundkörper gezogen werden. Auf den Absatz Ø 8 x 4 werden die
Teilscheibe/Teilscheiben gesteckt. Im einfachsten Fall genügt eine 5 mm dicke,
gedrehte Scheibe aus Sperrholz. Mit einer (übergroßen) Unterlegscheibe und einer
M6-Mutter wird sie bei geklemmter Teilspindel festgezogen. Den Außendurchmesser
der Holzscheibe dreht man auf einem Drehdorn, damit er rund läuft. Die
Teilscheibe für unser Einfach-Teilgerät bekommt keine Teilungsbohrungen.
Vielmehr bekommt sie auf dem Umfang einen Papierstreifen aufgeklebt, welcher die
gewünschte Teilung hat. Ich möchte es an einem Beispiel erklären: Wir wollen ein
Zahnrad mit 34 Zähnen fräsen. Ein 5 mm breiter und 170 mm langer Papierstreifen
erhält z.B. in 5-mm-Abständen Querstriche (34 x 5 = 170). Der Durchmesser der
Holzscheibe sollte, errechnet, dann 54,140127 mm sein (170 : 3,14 = 54,140127).
Macht man die Strichabstände größer als 5 mm, so wird alles genauer, die Scheibe
aber auch größer (oder umgekehrt ungenauer). In der Praxis würde ich die
Holzscheibe erst auf Ø 54,5 vordrehen und dann mit feinsten Spänchen so lange
kleiner drehen, bis man den Papierstreifen um den Umfang wickeln kann, damit
dessen Enden aneinanderstoßen. Danach würde ich sie noch etwa 0,1 mm kleiner
drehen. Denn wir wollen den Papierstreifen nun festkleben und der Kleber
benötigt ja auch seinen Platz…
In dem Zusammenhang möchte ich auf
etwas hinweisen, was ich an anderer Stelle schon zum Bau eines
Direkt-Teilgerätes vorgeschlagen hatte. Kürzen Sie ein möglichst dünnes
500-mm-Stahllineal auf genau 360 mm Länge. Dieses Band kleben (die Enden
notfalls auch mit kleinen Schrauben sichern) sie auf eine ausreichend breite
(Breite der Stahllineals) Scheibe vom Ø 114,64968 (360 : 3,14 = 114,64…., siehe
oben). Auf diese elegante Weise haben Sie eine Teilscheibe mit genauer
360°-Teilung…
Da die Herstellung einer
Sperrholz-Teilscheibe mit aufgeklebter Papierstreifen-Teilung eine einfache
Sache ist, kann man sich schnell alle gewünschten Teilungen selbst schaffen.
Selbstverständlich auch eine Scheibe für die Herstellung der üblichen Teilungen:
3, 4, 6, 8, 9, 10, 12, 15, 20, 24 usw. Sie sind nie so genau wie (auf
Teilgeräten) gebohrte Teilscheiben, aber für viele Zwecke, wie z.B. für unsere
Zahnrad-Imitationen durchaus zu gebrauchen.
Unser Teilgerät erhält folglich
auch keinen Indexstift, sondern nur einen auf dem Maschinentisch fest
angebrachten (Magnetständer?) Zeiger. Gegen diesen Zeiger wird die Teilspindel
von Strich zu Strich auf dem Papierstreifen weitergedreht. Vor dem Festziehen
der M8-Klemmschraube drückt man die Teilspindel immer mit dem Bund Ø 16 x 5
gegen den Grundkörper. Wer sich das Ausrichten des Grundkörpers im
Maschinenschraubstock sparen will, kann unten eine Ausrichtstufe anfräsen (Abb.
7 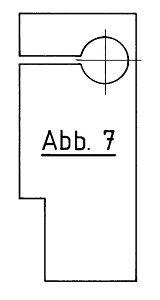 ). Mit der Stufe sitzt der Grundkörper auf
der festen Schraubstockbacke auf.
). Mit der Stufe sitzt der Grundkörper auf
der festen Schraubstockbacke auf.
Die gesamte Vorrichtung mit dem
aufgelöteten/aufgeschraubten Zahnrad sieht nach Abb. 8
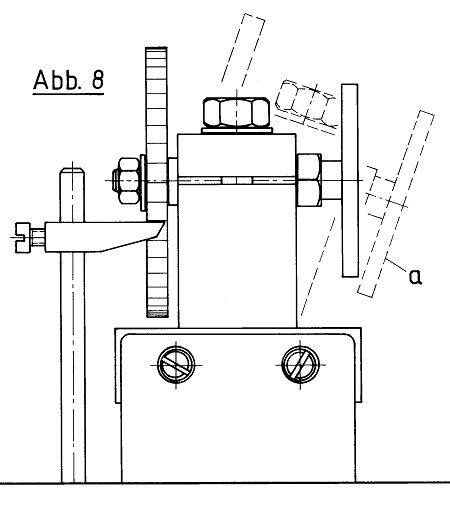 aus. Das Fräsen der Zahnlücken könnte
beginnen - hätten wir schon den Fräser dazu. Auch diesen machen wir ganz einfach
und ohne viel Aufwand selbst. Wir schaffen uns einen einschneidigen sog.
Schlagzahnfräser, dessen Dorn man z.B. im Bohrfutter der Frässpindel spannen
kann. Dieser muß nicht 100% rundlaufen. Die Abb. 9
aus. Das Fräsen der Zahnlücken könnte
beginnen - hätten wir schon den Fräser dazu. Auch diesen machen wir ganz einfach
und ohne viel Aufwand selbst. Wir schaffen uns einen einschneidigen sog.
Schlagzahnfräser, dessen Dorn man z.B. im Bohrfutter der Frässpindel spannen
kann. Dieser muß nicht 100% rundlaufen. Die Abb. 9
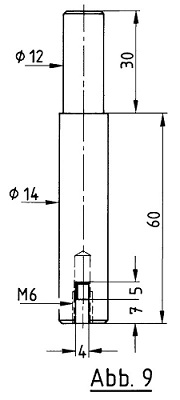 ist ebenfalls, wie beim Teilgerät, ein
Vorschlag, dessen Maße man ändern kann. Er wird aus 14-mm-Rundmessing gedreht.
Unten erhält er eine 4 mm breite und 12 mm tiefe Querfräsung (Abb. 10 A
ist ebenfalls, wie beim Teilgerät, ein
Vorschlag, dessen Maße man ändern kann. Er wird aus 14-mm-Rundmessing gedreht.
Unten erhält er eine 4 mm breite und 12 mm tiefe Querfräsung (Abb. 10 A
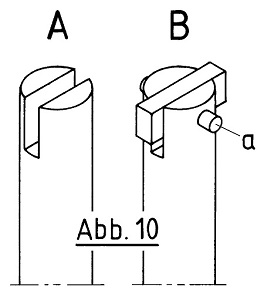 ). Dann wird hier ein Messingriegel 6 x 4 x
16 mm weich eingelötet und bestenfalls noch mit einem Ms-Querstift (a) gesichert
(B). Die überstehenden Stücke werden auf den Ø 14 abgedreht. Von unten wird nun
eine M4-Bohrung für die Klemmschraube eingebracht. Der Dorn ist fertig.
). Dann wird hier ein Messingriegel 6 x 4 x
16 mm weich eingelötet und bestenfalls noch mit einem Ms-Querstift (a) gesichert
(B). Die überstehenden Stücke werden auf den Ø 14 abgedreht. Von unten wird nun
eine M4-Bohrung für die Klemmschraube eingebracht. Der Dorn ist fertig.
Den Fräser-Einsatz schleifen wir
aus einem HSS-Drehling 4 x 4 mm nach Abb. 11 A
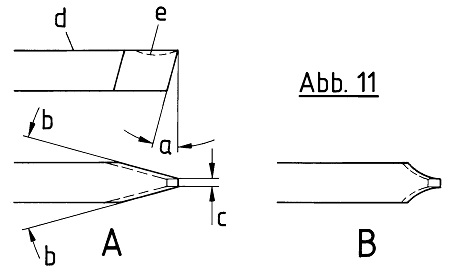 . Im Grunde sieht er wie ein Mini-Stechstahl
für eine Keilnut aus. Auf ausreichende Freiwinkel nach „unten“ (a) ist zu
achten. Der Spitzenwinkel (b) richtet sich danach, ob wir eine Zahnstange (auch
das ist möglich), eine Zahnrad mit großer Zähnezahl oder nur ein Ritzel mit
wenigen Zähnen fräsen wollen. Beim kleinsten Ritzel ist dieser Winkel am
größten. Die Breite (c) gibt die Breite vom Zahngrund. Sie entspricht in etwa
der Breite vom Zahnkopf und ist verständlicherweise bei sehr kleinen Zähnen
winzig. Ich habe in diesen Fällen immer zuerst den Spitzenwinkel (b) als
vollkommenen „Spitzstahl“ geschliffen und erst zum Schluß sehr vorsichtig die
Breite (c) angeschliffen. Das Maß für die Breite (c) habe ich an einer
Feinmeßschraube eingestellt und so die Breite mit einer Kopflupe im Gegenlicht
geprüft. Einen Schlagzahn-Einsatz zu schleifen, damit er eine richtige Rundung
der Zahnflanken ergibt, wird man nur bei größeren Zahnrädern tun (Abb. 11 B).
Bei unseren winzigen Zahnrädern sind gerade, also falsche Zahnflanken als solche
kaum zu erkennen. Weil die Spanfläche (d) „oberhalb“ der Fräsdornmitte liegt
(das ergibt einen negativen Spanwinkel) soll man beim Fräsen von
Messing-Zahnrädern, das wird die Regel sein, vor dem Schleifen der
Freiwinkel (!) eine geringe Spanrille einschleifen. Die Abb. 12 A
. Im Grunde sieht er wie ein Mini-Stechstahl
für eine Keilnut aus. Auf ausreichende Freiwinkel nach „unten“ (a) ist zu
achten. Der Spitzenwinkel (b) richtet sich danach, ob wir eine Zahnstange (auch
das ist möglich), eine Zahnrad mit großer Zähnezahl oder nur ein Ritzel mit
wenigen Zähnen fräsen wollen. Beim kleinsten Ritzel ist dieser Winkel am
größten. Die Breite (c) gibt die Breite vom Zahngrund. Sie entspricht in etwa
der Breite vom Zahnkopf und ist verständlicherweise bei sehr kleinen Zähnen
winzig. Ich habe in diesen Fällen immer zuerst den Spitzenwinkel (b) als
vollkommenen „Spitzstahl“ geschliffen und erst zum Schluß sehr vorsichtig die
Breite (c) angeschliffen. Das Maß für die Breite (c) habe ich an einer
Feinmeßschraube eingestellt und so die Breite mit einer Kopflupe im Gegenlicht
geprüft. Einen Schlagzahn-Einsatz zu schleifen, damit er eine richtige Rundung
der Zahnflanken ergibt, wird man nur bei größeren Zahnrädern tun (Abb. 11 B).
Bei unseren winzigen Zahnrädern sind gerade, also falsche Zahnflanken als solche
kaum zu erkennen. Weil die Spanfläche (d) „oberhalb“ der Fräsdornmitte liegt
(das ergibt einen negativen Spanwinkel) soll man beim Fräsen von
Messing-Zahnrädern, das wird die Regel sein, vor dem Schleifen der
Freiwinkel (!) eine geringe Spanrille einschleifen. Die Abb. 12 A
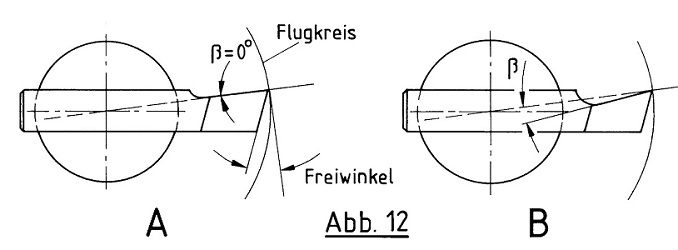 verdeutlicht das Problem. Fräst man
Zahnräder aus langspanenden Werkstoffen (Plaste, Alu, Stahl) muß diese Rille
sogar etwas tiefer eingeschliffen werden (Abb. 12 B), weil diese Werkstoffe
einen Spanwinkel (β) benötigen.
verdeutlicht das Problem. Fräst man
Zahnräder aus langspanenden Werkstoffen (Plaste, Alu, Stahl) muß diese Rille
sogar etwas tiefer eingeschliffen werden (Abb. 12 B), weil diese Werkstoffe
einen Spanwinkel (β) benötigen.
Der Einsatz wird im Fräsdorn mit
der M6-Schraube geklemmt. Abb. 13 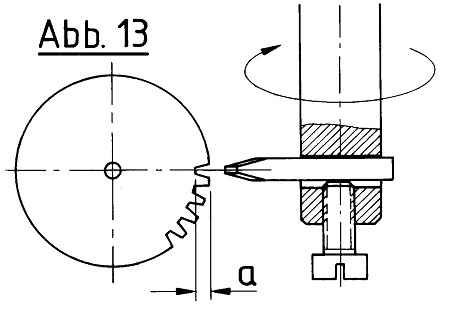 verdeutlicht das Fräsen des Zahnrades. Die Mitte des Schlagzahn-Einsatzes ist in
Höhe der Teilspindel-Achse eingerichtet. Die Zahntiefe (a) wird beim Fräsen der
ersten Zahnlücke einmal eingestellt, dann wird der Tisch in dieser Richtung
geklemmt und alle Zahnlücken werden in jeweils einem Durchgang durch Verfahren
vom Längssupport gefräst. Man muß dabei bedenken, daß ein Schlagzahnfräser mit
nur einer Schneide nicht die Leistungsfähigkeit eines vielschneidigen echten
Modul-Fräsers hat. Entsprechend geduldig muß man den Frästisch in der Richtung
der Teilspindel-Achse verfahren. Ist das Rad rundum fertig gefräst, wird mit
einer kleinen rotierenden Drahtbürste der Fräsgrat entfernt und u.U. die
Planeinstiche eingedreht, kann man es vom Messingdorn (Abb. 6) ablöten und die
Mittenbohrung in einer Spannring-Spannung (vgl. Abb. 20) auf den Enddurchmesser
aufbohren/ausdrehen.
verdeutlicht das Fräsen des Zahnrades. Die Mitte des Schlagzahn-Einsatzes ist in
Höhe der Teilspindel-Achse eingerichtet. Die Zahntiefe (a) wird beim Fräsen der
ersten Zahnlücke einmal eingestellt, dann wird der Tisch in dieser Richtung
geklemmt und alle Zahnlücken werden in jeweils einem Durchgang durch Verfahren
vom Längssupport gefräst. Man muß dabei bedenken, daß ein Schlagzahnfräser mit
nur einer Schneide nicht die Leistungsfähigkeit eines vielschneidigen echten
Modul-Fräsers hat. Entsprechend geduldig muß man den Frästisch in der Richtung
der Teilspindel-Achse verfahren. Ist das Rad rundum fertig gefräst, wird mit
einer kleinen rotierenden Drahtbürste der Fräsgrat entfernt und u.U. die
Planeinstiche eingedreht, kann man es vom Messingdorn (Abb. 6) ablöten und die
Mittenbohrung in einer Spannring-Spannung (vgl. Abb. 20) auf den Enddurchmesser
aufbohren/ausdrehen.
Erinnern möchte ich daran, daß man
durchaus mehrere Zahnräder, hintereinander auf einen Dorn gespannt, in einem
Arbeitsgang fräsen kann. Ebenso wäre es denkbar, zuerst ein recht langes
Zahnprofil-Stabstück zu fräsen, von dem man danach mehrere Räder mit einem
scharfen Abstechstahl abstechen kann. Für das Fräsen von Ritzeln mit einem
kleinen Außendurchmesser kann man sich u.U. eine spezielle Teilspindel mit einer
Klemmring-Spannung nach Abb. 14 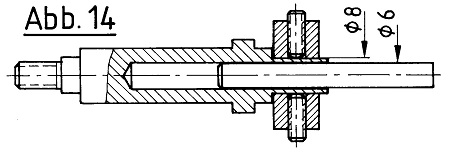 für
ähnliche Fälle drehen. Das vordere Stück mit dem Durchmesser 8 mm ist viermal
kreuzweise geschlitzt, vor allem innen sehr sauber entgratet und man arbeitet
mit ihm so wie mit einer Spannzange auch: in die geriebene 6-mm-Bohrung darf nur
stranggezogenes Rundmaterial (Schnittkanten sorgfältig entgraten) vom
Nenndurchmesser 6 mm gespannt werden. Die vier Klemm-Gewindestifte (Innensechskant)
werden beim Spannen rundum gleichmäßig angezogen. Am vorderen Ende des
6-mm-Materialstücks wird dann das Ritzel angefräst und später abgestochen. Bei
unserem Nenndurchmesser der Teilspindel von 12 mm kann man die 6-mm-Bohrung auch
8 oder 10 mm ausreiben. Das geschlitzte Klemmstück ist dann jeweils 2 mm größer
zu machen.
für
ähnliche Fälle drehen. Das vordere Stück mit dem Durchmesser 8 mm ist viermal
kreuzweise geschlitzt, vor allem innen sehr sauber entgratet und man arbeitet
mit ihm so wie mit einer Spannzange auch: in die geriebene 6-mm-Bohrung darf nur
stranggezogenes Rundmaterial (Schnittkanten sorgfältig entgraten) vom
Nenndurchmesser 6 mm gespannt werden. Die vier Klemm-Gewindestifte (Innensechskant)
werden beim Spannen rundum gleichmäßig angezogen. Am vorderen Ende des
6-mm-Materialstücks wird dann das Ritzel angefräst und später abgestochen. Bei
unserem Nenndurchmesser der Teilspindel von 12 mm kann man die 6-mm-Bohrung auch
8 oder 10 mm ausreiben. Das geschlitzte Klemmstück ist dann jeweils 2 mm größer
zu machen.
Will man ineinandergreifende
Zahnräder am Modell gut darstellen, braucht man auch einige Grundkenntnisse über
die Geometrie dieser Antriebselemente. Oft sind bei einem Plan nur wenige Zähne
dargestellt (das Zeichnen aller Zähne bereitet dem Zeichner ja Schmerzen!); nur
die Außendurchmesser sind als Voll-Linie ausgezogen. Dann muß man konstruktiv
tätig werden, auch etwas rechnen. Die wichtigste Größe am Zahnrad ist nicht etwa
der Außen-Ø (richtig als Kopfkreis genannt, dk in Abb. 15
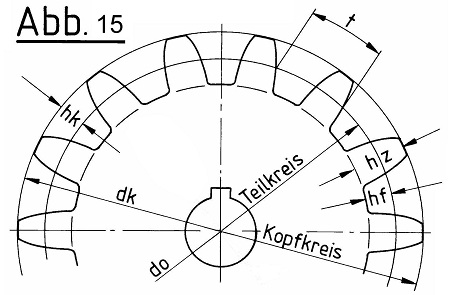 ). Man rechnet immer mit dem Teilkreis-Ø
(do, auch Wälzkreis genannt). Er liegt etwa auf halber Zahnhöhe (hz). Rechnet
man 3,14 (pi) x do, ergibt das den Umfang an dieser Stelle. Teilt man diesen
Umfang durch die Anzahl der Zähne, ergibt das die Teilung (t), also den Abstand
von Zahn zu Zahn. Wir benötigen diese Größe, wenn wir die Zähnezahl für
Anschlußräder berechnen wollen. Ein Beispiel dafür: Ein größeres, erstes Zahnrad
hat nach Plan einen Außen-Ø von 35,5 mm. Es sind nur ein paar Zähne angedeutet.
Man kann aber die Zahnhöhe von etwa 1,5 mm messen. Die Zahnhöhe ziehe ich einmal
vom Außen-Ø ab und komme so auf den Teilkreis-Ø 34 mm (35,5 – 1,5 = 34). Als
nächstes muß ich das Modul berechnen. Dafür gibt es die Formel Zahnhöhe : 2,166
= Modul. In unserem Beispiel wäre das Modul etwa 0,6925 (1,5 : 2,166 =
0,6925207). Mit der Größe Modul kann ich nun die Zähnezahl für das größere Rad
berechnen: do : Modul, also 34 : 0,6925 = 49 Zähne. Für das eingreifende,
kleinere Rad kann ich einen Außen-Ø von 21 mm messen. Dieses Rad hat
selbstverständlich gleiche Zahnhöhe und gleiches Modul. Ich rechne 21 – 1,5 =
Teilkreis-Ø von 19,5 mm. 19,5 teile ich auch durch das Modul 0,6925 und komme so
auf die Anzahl der Zähne für das kleinere Rad von 28,158844 Zähnen. Weil dieses
ganze Messen aus einem Modellplan heraus ohnehin nur eine ungefähre Sache ist,
wer sagt mir denn, ob ich mich bei der Zahntiefe von 1,5 mm nicht leicht
vermessen habe, kann ich für das zweite Rad getrost auf 28 Zähne runden.
). Man rechnet immer mit dem Teilkreis-Ø
(do, auch Wälzkreis genannt). Er liegt etwa auf halber Zahnhöhe (hz). Rechnet
man 3,14 (pi) x do, ergibt das den Umfang an dieser Stelle. Teilt man diesen
Umfang durch die Anzahl der Zähne, ergibt das die Teilung (t), also den Abstand
von Zahn zu Zahn. Wir benötigen diese Größe, wenn wir die Zähnezahl für
Anschlußräder berechnen wollen. Ein Beispiel dafür: Ein größeres, erstes Zahnrad
hat nach Plan einen Außen-Ø von 35,5 mm. Es sind nur ein paar Zähne angedeutet.
Man kann aber die Zahnhöhe von etwa 1,5 mm messen. Die Zahnhöhe ziehe ich einmal
vom Außen-Ø ab und komme so auf den Teilkreis-Ø 34 mm (35,5 – 1,5 = 34). Als
nächstes muß ich das Modul berechnen. Dafür gibt es die Formel Zahnhöhe : 2,166
= Modul. In unserem Beispiel wäre das Modul etwa 0,6925 (1,5 : 2,166 =
0,6925207). Mit der Größe Modul kann ich nun die Zähnezahl für das größere Rad
berechnen: do : Modul, also 34 : 0,6925 = 49 Zähne. Für das eingreifende,
kleinere Rad kann ich einen Außen-Ø von 21 mm messen. Dieses Rad hat
selbstverständlich gleiche Zahnhöhe und gleiches Modul. Ich rechne 21 – 1,5 =
Teilkreis-Ø von 19,5 mm. 19,5 teile ich auch durch das Modul 0,6925 und komme so
auf die Anzahl der Zähne für das kleinere Rad von 28,158844 Zähnen. Weil dieses
ganze Messen aus einem Modellplan heraus ohnehin nur eine ungefähre Sache ist,
wer sagt mir denn, ob ich mich bei der Zahntiefe von 1,5 mm nicht leicht
vermessen habe, kann ich für das zweite Rad getrost auf 28 Zähne runden.
Für die Modellbauer, welche ein
Teilgerät mit einer 360°-Skala haben (siehe oben), ist die Berechnung der
Winkelentfernung von Zahnlücke zu Zahnlücke von Bedeutung. Bleiben wir beim
Zahnrad von 28 Zähnen. Wir teilen einfach 360° durch 28 und kommen so auf eine
Winkelentfernung von 12,857142° (Taschenrechner). Die 360°-Skala wird auf
0 gestellt und die erste Zahnlücke gefräst. Für das Fräsen der zweiten Zahnlücke
verdrehe ich die Teilspindel um gerundete knapp 13°. Für das Verdrehen der
dritten Zahnlücke muß ich mit dem Taschenrechner rechnen, jetzt aber genau:
12,857142 + 12,857142 = 25,714284, ich verstelle also gerundete knapp
26°. Dann geht es stets rundum so weiter: 25,714284 + 12,857142 =
38,571426. Die vierte Zahnlücke würde bei ≈ 38,5° gefräst und die fünfte bei ≈
51,5°. Das alles sind nur ungefähre Teilungen, die das Auge als solche jedoch
nicht erkennt. Sie genügen aber für eine Zähne-Imitation. Laufen lassen könnte
man ein solches Getriebe wohl nicht oder nur langsam! Zahnräder, die laufen
sollen, brauchen sehr exakte Zahnabstände, die man nur mit gebohrten
Teilscheiben oder mit einem Schneckenrad-Teilgerät (z.B. einen Rundtisch)
herstellen kann.
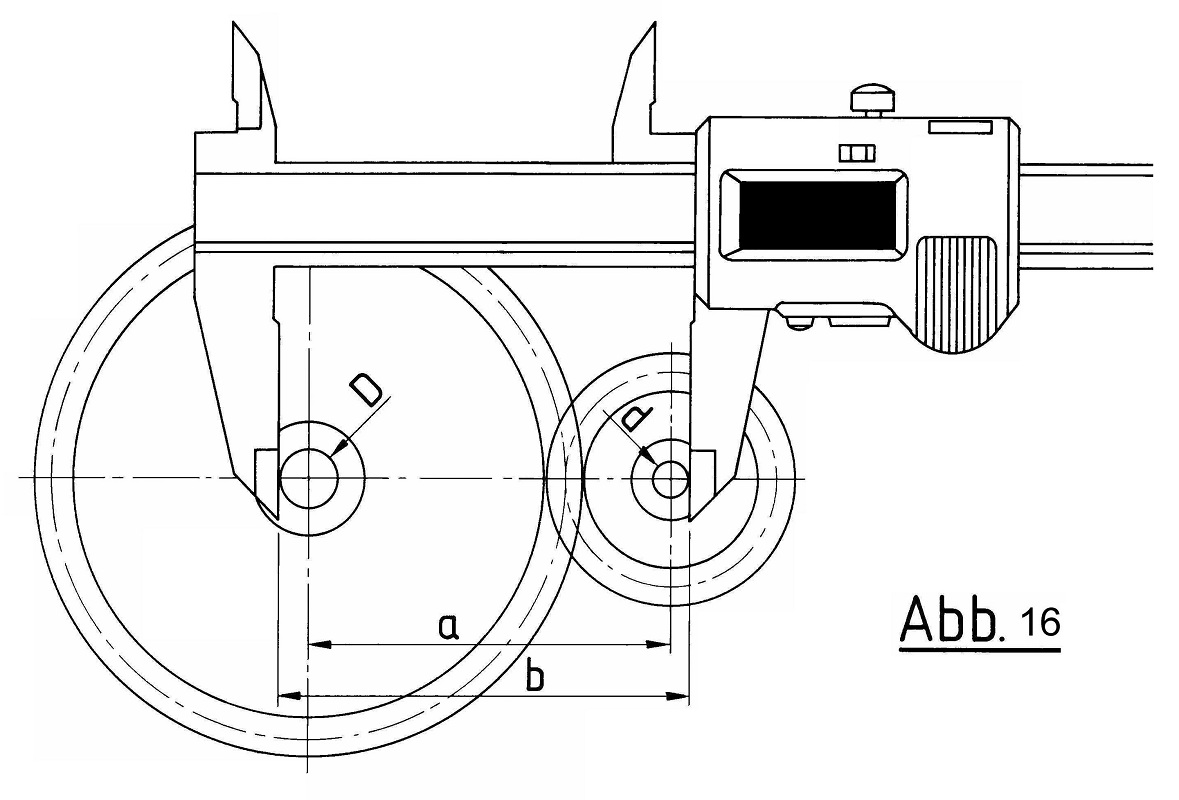
Man hat zwei Zahnräder und möchte
für die Herstellung der Getriebe-Platten den Achsenabstand (a in Abb. 16
 )
wissen. In die Bohrungen der Räder steckt man genau passende Stifte. Dann läßt
man die Räder „kämmen“, also ineinandergreifen. So mißt man das Maß b, ohne die
Räder dabei zu verkanten, sie liegen dazu am besten flach auf dem Tisch. D und d
zähle ich zusammen, halbiere diesen Betrag und ziehe ihn vom Maß b ab. So
erhalte ich den theoretischen Achsenabstand. In der Praxis ist man gut beraten,
wenn man, je nach Größe der Räder noch 0,1 bis 0,2 mm dazugibt. Man kann auch
zwischen die kämmenden Räder zum Messen einen Streifen Plaste-Folie legen. So
ergibt sich etwas „Luft“ von selbst.
)
wissen. In die Bohrungen der Räder steckt man genau passende Stifte. Dann läßt
man die Räder „kämmen“, also ineinandergreifen. So mißt man das Maß b, ohne die
Räder dabei zu verkanten, sie liegen dazu am besten flach auf dem Tisch. D und d
zähle ich zusammen, halbiere diesen Betrag und ziehe ihn vom Maß b ab. So
erhalte ich den theoretischen Achsenabstand. In der Praxis ist man gut beraten,
wenn man, je nach Größe der Räder noch 0,1 bis 0,2 mm dazugibt. Man kann auch
zwischen die kämmenden Räder zum Messen einen Streifen Plaste-Folie legen. So
ergibt sich etwas „Luft“ von selbst.
Mein alter
Feinmechaniker-Arbeitskollege Werner Z. hat stets kleine Zahnräder mit dem
Handhebel-Obersupport auf dem Uhrmacherdrehstuhl „gehobelt“. Den Radrohling hat
er auf einem Dorn in der Arbeitsspindel aufgenommen; oft sogar mehrere
hintereinander. Entsprechend der geforderten Zähnezahl hat er sich eine
Alu-Teilscheibe als flachen Ring mit der Anzahl der Bohrungen (Rundtisch!)
gefertigt und an der Rückseite der großen Riemenscheibe aufgesteckt. Einen
selbstgeschliffenen, winzigen Modul-Hobelstahl, richtig mit angedeuteten
Flanken-Rundungen (Lupe!), hat er auf der Seite liegend in Arbeitsspindelhöhe
auf dem Obersupport festgespannt. Das Hobeln geschah dann in vielen
Stößel-Bewegungen von Hand, jeweils bis zum gleichen Skalenwert der
Quersupport-Skala, damit alle Zahnlücken gleich tief wurden. Die Zahnräder
liefen tadellos. In Abb. 17 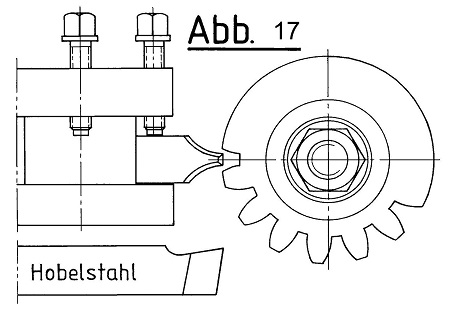 ist
dargestellt, wie das auf einer größeren Drehmaschine mit Vierstahlhalter
aussehen könnte. Die Stößel-Bewegungen würde man dann mit dem gesamten
Bettschlitten ausführen. Bei jeder Bewegung darf man aber nur winzigste Beträge
zustellen. Wie man eine Drehmaschinen-Arbeitsspindel als eine der wichtigsten
Maßnahmen zur Verbesserung einer Drehmaschine in ein Teilgerät umändern kann,
wurde an anderer Stelle schon vielfach erklärt. Interessant noch in dem
Zusammenhang: Schon als Lehrling habe ich Keilnuten in Bohrungen von Riemen- und
Zahnrädern immer schon auf der Drehmaschine „gestoßen“ (Abb. 18
ist
dargestellt, wie das auf einer größeren Drehmaschine mit Vierstahlhalter
aussehen könnte. Die Stößel-Bewegungen würde man dann mit dem gesamten
Bettschlitten ausführen. Bei jeder Bewegung darf man aber nur winzigste Beträge
zustellen. Wie man eine Drehmaschinen-Arbeitsspindel als eine der wichtigsten
Maßnahmen zur Verbesserung einer Drehmaschine in ein Teilgerät umändern kann,
wurde an anderer Stelle schon vielfach erklärt. Interessant noch in dem
Zusammenhang: Schon als Lehrling habe ich Keilnuten in Bohrungen von Riemen- und
Zahnrädern immer schon auf der Drehmaschine „gestoßen“ (Abb. 18
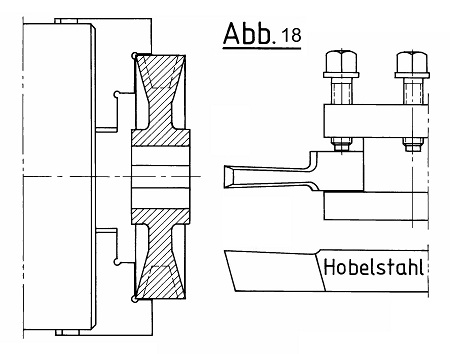 ). Zu aufwendig war meinem Kollegen Fräser
der Aufbau des Stoßkopfes auf die Universal-Fräsmaschine. Als Trainingspartner
für das Rennradfahren war er dennoch mein bester Freund!
). Zu aufwendig war meinem Kollegen Fräser
der Aufbau des Stoßkopfes auf die Universal-Fräsmaschine. Als Trainingspartner
für das Rennradfahren war er dennoch mein bester Freund!
Sind runde Durchbrüche in
Zahnrädern darzustellen (vgl. Abb. 1), lassen sich diese relativ einfach durch
Bohren auf einer einfachen (ebenfalls selbst gebauten) Teilvorrichtung mit
senkrechter Teilachse darstellen. In der Regel sind Zahnräder Stahlgußteile mit
gerundeten Innen- und auch Außenecken. Es sieht gut aus, wenn man die Kanten
dieser Durchbrüche mit einem Dreikantschaber von Hand leicht rundet. Das geht
bei Messing besonders gut, doch auch bei Alu. Bei Plaste-Teilen hakt der
Dreikantschaber gern, wenn man ihn zu „scharf“ also schneidend und nicht
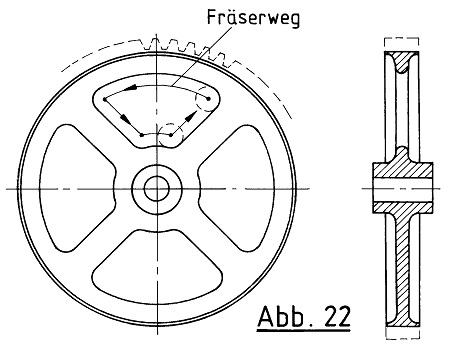
schabend ansetzt. Anders geformte Durchbrüche, dreieckige oder Langlöcher sind
dann schon eine schöne Rundtischarbeit (vgl. Fräserweg in Abb. 22
 ). Übrigens lassen sich abgerundete Kanten
fräsen, nicht unbedingt mit einem teueren, gekauften Abrund-Fingerfräser,
sondern mit einem selbst hergestellten aus Silberstahl (Foto 1
). Übrigens lassen sich abgerundete Kanten
fräsen, nicht unbedingt mit einem teueren, gekauften Abrund-Fingerfräser,
sondern mit einem selbst hergestellten aus Silberstahl (Foto 1
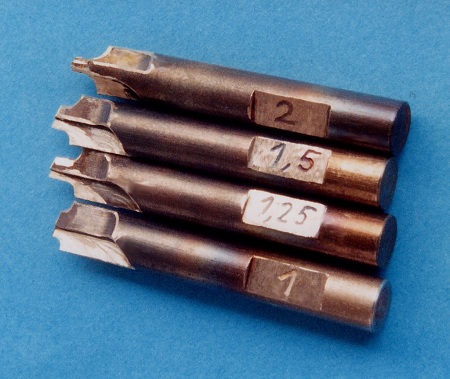 und meine Bücher).
und meine Bücher).
Oben sprach ich von meiner
Zahnradsammlung und davon, daß man selten das Glück hat, hier ein genau
passendes zu finden. Man kann aber ein in etwa passendes Zahnrad in ein etwas
größeres, vorzugsweise jedoch etwas kleineres verwandeln und somit passend
machen. Ebenfalls beinahe nur zur Imitation. Ich finde in meiner „Krabbelkiste“
ein Messing-Zahnrad, die Breite und die Zahnung stimmt etwa, nur der Durchmesser
ist etwas zu groß und es ist ein flaches Rad ohne Nabe und Durchbrüche. Nach
Plan müßte das Rad nach Abb. 19 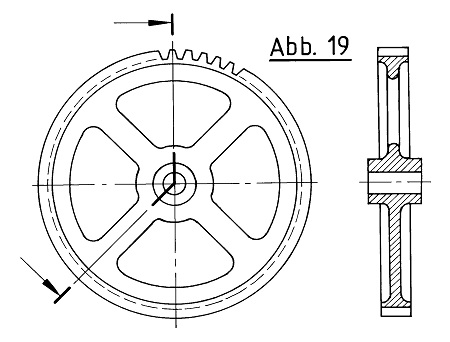 aussehen.
Mein gefundenes Rad spanne ich nach Abb. 20
aussehen.
Mein gefundenes Rad spanne ich nach Abb. 20 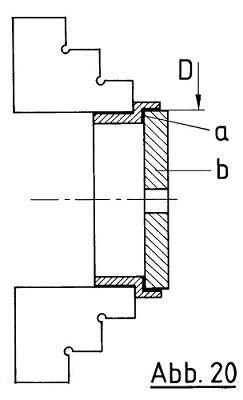 in einer Klemmring-Spannung im 3-Backen-Futter. Die mit breiten Linien
markierten Flächen (D und a) habe ich zuvor gut rundlaufend und passend zu
meinem Zahnrad (es muß gerade so leicht einsetzbar sein) mit einem Eckbohrstahl
(spitz geschliffen aus HSS!) ausgedreht. Danach habe ich den Klemmring
(Messing oder Alu) nicht mehr in den Futterbacken verdreht und das
Zahnrad (b) eingesetzt und das Backenfutter wieder einen winzigen (!) Betrag
zugespannt. Das genügt, daß sich das Rad im Klemmring sicher verklemmt, wie der
Name schon sagt und daß man das Zahnrad nun ausdrehen kann. Und zwar soweit, daß
man bis auf 0,1 bis 0,3 mm an den Grund der Zahnlücken heran dreht. Beim dem
Ausdrehen nach Abb. 20 könnte ich sogar die Breite der Zähne schmaler drehen,
falls sie zu breit sind. Am Ende habe ich einen schmalen „Blechstreifen“, auf
dem sauber die Zähne sitzen (Abb. 21
in einer Klemmring-Spannung im 3-Backen-Futter. Die mit breiten Linien
markierten Flächen (D und a) habe ich zuvor gut rundlaufend und passend zu
meinem Zahnrad (es muß gerade so leicht einsetzbar sein) mit einem Eckbohrstahl
(spitz geschliffen aus HSS!) ausgedreht. Danach habe ich den Klemmring
(Messing oder Alu) nicht mehr in den Futterbacken verdreht und das
Zahnrad (b) eingesetzt und das Backenfutter wieder einen winzigen (!) Betrag
zugespannt. Das genügt, daß sich das Rad im Klemmring sicher verklemmt, wie der
Name schon sagt und daß man das Zahnrad nun ausdrehen kann. Und zwar soweit, daß
man bis auf 0,1 bis 0,3 mm an den Grund der Zahnlücken heran dreht. Beim dem
Ausdrehen nach Abb. 20 könnte ich sogar die Breite der Zähne schmaler drehen,
falls sie zu breit sind. Am Ende habe ich einen schmalen „Blechstreifen“, auf
dem sauber die Zähne sitzen (Abb. 21 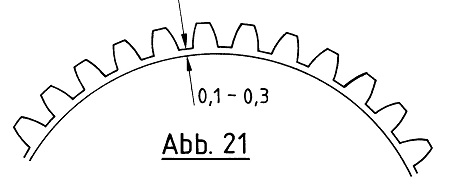 ). Er
ist so beweglich, daß ich ihn gegebenenfalls durch Auflöten auf einen
Messing-Stab zu einer Zahnstange machen könnte oder ebenfalls durch Auflöten auf
einen vorbereiteten, vorbildgetreuen Radkörper zu einem völlig anderen Zahnrad.
Ich fertige also einen Radkörper nach Abb. 22 aus Messing und befestige auf
dessen Umfang mit einer leichten Alu-Draht-Bindung meinen Zähnestreifen
(gestrichelt). Damit es gut paßt, muß ich den Streifen natürlich vorsichtig
kürzen und ihn auch seitlich genau ausrichten. Danach kann ich ihn festlöten
(Lötsäure/Spiritus-Waschung danach).
). Er
ist so beweglich, daß ich ihn gegebenenfalls durch Auflöten auf einen
Messing-Stab zu einer Zahnstange machen könnte oder ebenfalls durch Auflöten auf
einen vorbereiteten, vorbildgetreuen Radkörper zu einem völlig anderen Zahnrad.
Ich fertige also einen Radkörper nach Abb. 22 aus Messing und befestige auf
dessen Umfang mit einer leichten Alu-Draht-Bindung meinen Zähnestreifen
(gestrichelt). Damit es gut paßt, muß ich den Streifen natürlich vorsichtig
kürzen und ihn auch seitlich genau ausrichten. Danach kann ich ihn festlöten
(Lötsäure/Spiritus-Waschung danach).
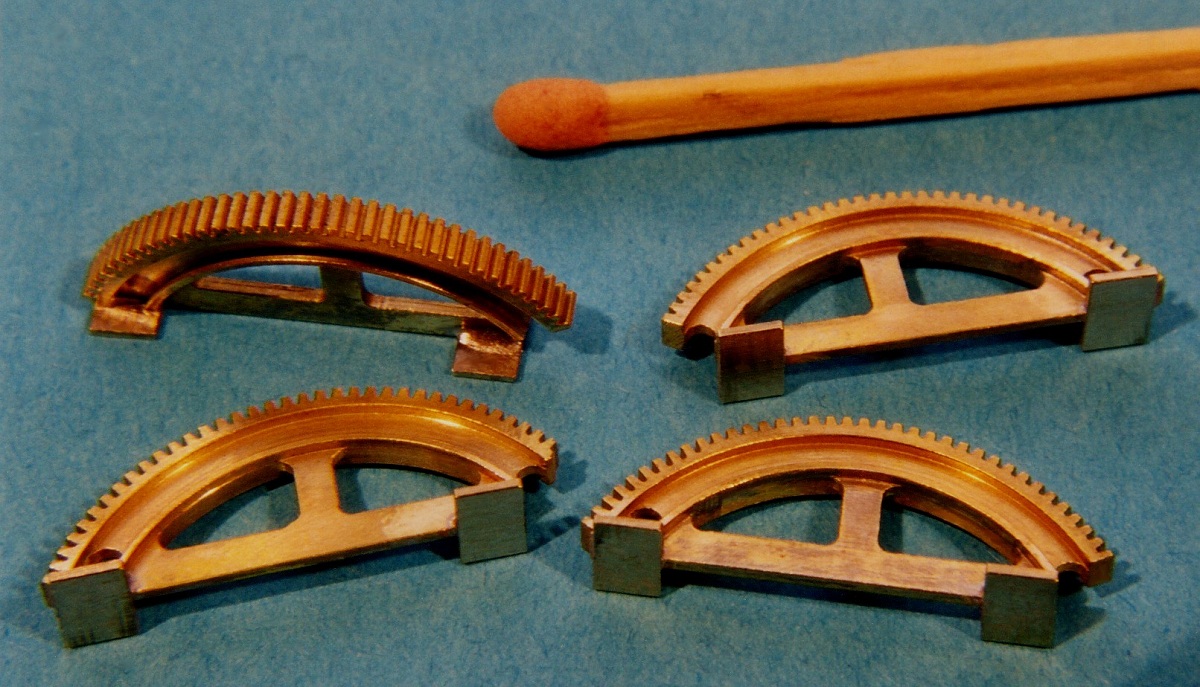
Den umgekehrten Weg kann ich auch
tun. Aus zwei vorhandenen kleineren Rädern kann ich die "Zähnestreifen" dafür
verwenden, um sie auf ein größeres Rad aufzulöten. Es gibt dann zwei
Stoßstellen. Diese soll man so gestalten, daß sich dort eine gleich große
Zahnlücke ergibt. Hat man die Zahnstreifen wenige Zehntel-mm breiter als den
Radkörper gemacht, kann man beides zum Schluß noch einmal, z.B. auf einem
Drehdorn plan überdrehen. Man erkennt dann die Manipulation nicht. Auf diese
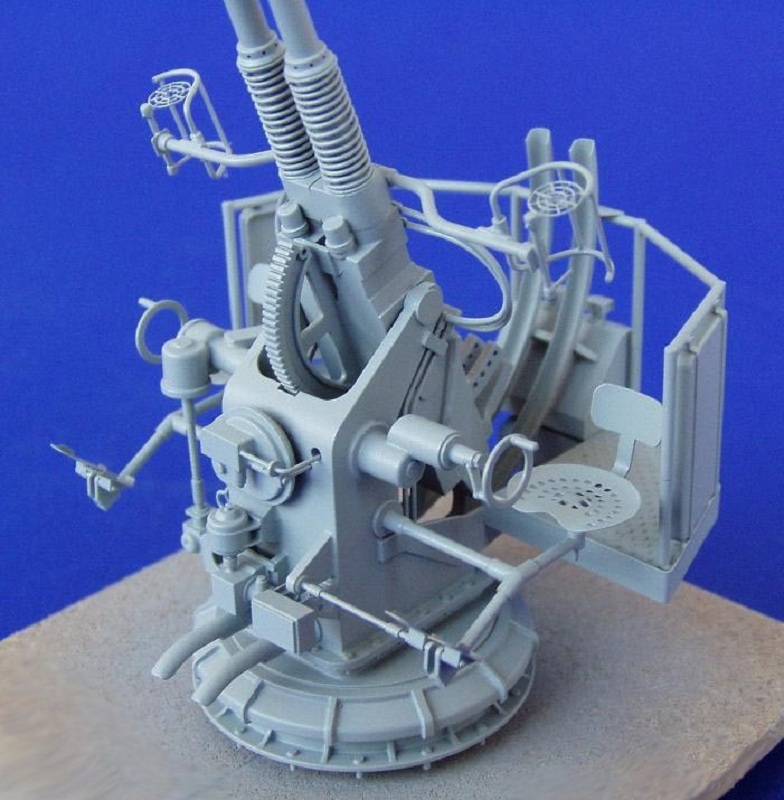
Weise habe ich auch schon Zahnbögen, wie man sie oft bei den Lafetten von
Geschützen oder großen Scheinwerfern zur Höheneinstellung findet, modelliert
(Foto 2
 ,
3
,
3
 ,
4
,
4
 ,
diese Zahnbögen wurden allerdings nicht in der hier beschriebenen Weise, sondern
aus dem Ganzen gemacht). So konnte ich die hier vorhandenen Durchbrüche sehr
vorbildgetreu in den Grundkörper einfräsen. Mit Plasterädern geht das
selbstverständlich auch so zu machen, vorausgesetzt die Plaste kann man kleben.
Oder ich klebe einen Zähnestreifen aus Plaste auf ein Metallrad. Foto 6
,
diese Zahnbögen wurden allerdings nicht in der hier beschriebenen Weise, sondern
aus dem Ganzen gemacht). So konnte ich die hier vorhandenen Durchbrüche sehr
vorbildgetreu in den Grundkörper einfräsen. Mit Plasterädern geht das
selbstverständlich auch so zu machen, vorausgesetzt die Plaste kann man kleben.
Oder ich klebe einen Zähnestreifen aus Plaste auf ein Metallrad. Foto 6
 zeigt eines der eben behandelten Zahnsegmente eingebaut in ein
1:50-Geschützmodell 40-mm-BOFORS Mk1.
zeigt eines der eben behandelten Zahnsegmente eingebaut in ein
1:50-Geschützmodell 40-mm-BOFORS Mk1.
Wenn man geschickt arbeitet, kann
man in der eben besprochenen Weise auch größere oder kleinere Zahnräder
herstellen, welche in einem Getriebe richtig arbeiten sollen. Das Problem wäre
die Stoßstelle, damit hier die richtige Breite der Zahnlücke entsteht. In meiner
Abb. 23 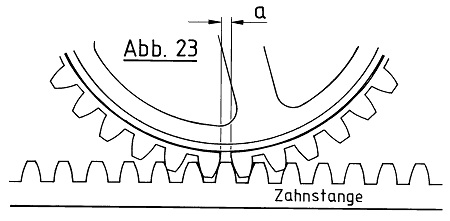 habe ich vergrößert aufgezeichnet,
wie das aussehen muß. Im Bereich der Stoßstellen-Zahnlücke ist der
„Blechstreifen“ ganz weggenommen (a). Ein möglichst großes Rad mit vielen
Zähnen, am besten aber eine Zahnstange, wird zum „Eingriff“ gebracht und in
diesem Zustand der Zähnestreifen an den Radkörper gelötet. Wenn man mit Lötsäure
arbeitet, muß man dabei peinlichst darauf achten, daß das zweite Rad nicht mit
angelötet wird. Ich würde beide Lötflächen nur ganz leicht verzinnen, damit beim
eigentlichen Löten erstens Lötsäure nicht mehr nötig ist und zweitens die
Lötstelle in einiger Entfernung vom Berührungspunkt der beiden Räder nur auf
Löttemperatur erhitzt (kleiner Propangas-Brenner) werden muß. Selbstverständlich
kann ich aus einem Zahnrad mit 150 Zähnen kein Ritzel von 15 Zähnen machen. Das
würde nicht gut aussehen, weil die Zahnformen bei verschiedenen Zähnezahlen doch
anders sind. Nicht umsonst hat ein Modul-Fräsersatz acht verschiedene
Zahnform-Fräser.
habe ich vergrößert aufgezeichnet,
wie das aussehen muß. Im Bereich der Stoßstellen-Zahnlücke ist der
„Blechstreifen“ ganz weggenommen (a). Ein möglichst großes Rad mit vielen
Zähnen, am besten aber eine Zahnstange, wird zum „Eingriff“ gebracht und in
diesem Zustand der Zähnestreifen an den Radkörper gelötet. Wenn man mit Lötsäure
arbeitet, muß man dabei peinlichst darauf achten, daß das zweite Rad nicht mit
angelötet wird. Ich würde beide Lötflächen nur ganz leicht verzinnen, damit beim
eigentlichen Löten erstens Lötsäure nicht mehr nötig ist und zweitens die
Lötstelle in einiger Entfernung vom Berührungspunkt der beiden Räder nur auf
Löttemperatur erhitzt (kleiner Propangas-Brenner) werden muß. Selbstverständlich
kann ich aus einem Zahnrad mit 150 Zähnen kein Ritzel von 15 Zähnen machen. Das
würde nicht gut aussehen, weil die Zahnformen bei verschiedenen Zähnezahlen doch
anders sind. Nicht umsonst hat ein Modul-Fräsersatz acht verschiedene
Zahnform-Fräser.
Bleibt uns noch über die
Modelldarstellung von Schneckenrad-Getrieben zu reden. Solche findet man oft
z.B. bei den Dreheinrichtungen von älteren Schiffsgeschützen. Auch hier trifft
zu: man sollte kleine Getriebe sammeln, dabei darauf achten, daß das
Schneckenrad und die zugehörige Schnecke beieinander bleiben. Man soll aber auch
hier nicht darauf hoffen, daß man zufällig ein genau passendes Getriebe findet.
Was ich bei den Stirnzahnrädern erklärt habe, kann man auch für Schneckenräder
anwenden. Man kann die charakteristische Zahnung von einem Schneckenrad „bergen“
und auf einem ähnlich großen Eigenbau-Grundkörper befestigen. Die Zahnung ist
besonders bei größeren Schneckenrädern gerundet eingefräst (R bei Abb. 24
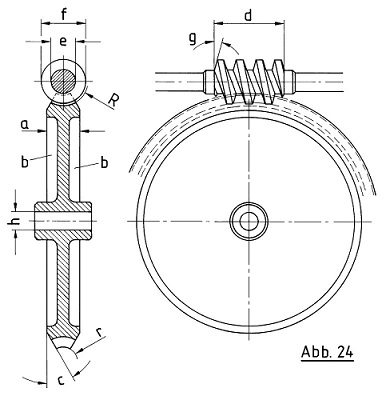 ). Diese Rundung entspricht meist in etwa
dem Außen-Ø der Schnecke (f). Deshalb kann man ein Schneckenrad nicht so
großzügig ausdrehen, wie wir das bei den Zahnrädern gesehen hatten (vgl. Abb.
21). Der bleibende Zahnrand ist daher nicht so biegsam und die
Durchmesser-Unterschiede sollten klein bleiben.
). Diese Rundung entspricht meist in etwa
dem Außen-Ø der Schnecke (f). Deshalb kann man ein Schneckenrad nicht so
großzügig ausdrehen, wie wir das bei den Zahnrädern gesehen hatten (vgl. Abb.
21). Der bleibende Zahnrand ist daher nicht so biegsam und die
Durchmesser-Unterschiede sollten klein bleiben.
Bevor ich einen Vorschlag zur
Imitation von Schneckengetrieben anspreche, möchte ich das normale Aussehen
eines solchen bei Abb. 24 erklären. Das Zahnungsteil am Schneckenrad ist meist
recht breit (a). Deshalb haben solche Räder fast immer
Erleichterungsausnehmungen (b). Die Außenränder sind oft abgeschrägt (c). Der
Grund der Zähne und damit auch die Zahnflanken sind, wie erwähnt, gerundet (R).
Auch die Außenfläche ist meistens mit r gerundet. Diese Rundung entspricht dem „Kern-Ø“
(e) der Schnecke. Die Schnecke selbst ist oft sehr kurz (Maß d) und sieht
ähnlich wie ein Trapezgewinde mit besonders kleinem Kern-Ø aus. Ähnlich wie ein
Gewindezapfen hat auch die Schnecke eine „Gewindefase“ (g). Es gibt Schnecken
mit „Links- und Rechtsgewinde“. Dargestellt ist eine rechtsgängige Schnecke. Die
Schnecke muß auf der Mitte vom Schneckenrad sitzen. Die Berechnung von
Schneckenrädern kann man ähnlich machen, wie oben bei den Stirnzahnrädern
erklärt. Die für das Schneckenrad errechnete Teilung (t) ist gleichzeitig die
Steigung der Schnecke.
Es gibt auch Schneckenräder zur
Übertragung kleinerer Kräfte, welche keine gerundet eingefrästen Zähne haben.
Diese sehen dann so ähnlich wie schrägverzahnte Stirnzahnräder aus. Daher mein
erster Tipp: verwenden Sie zur Darstellung ein Schräg-Zahnrad (oder fertigen Sie
sich ein solches), wenn der Winkel der Zahnstellung nicht zu groß ist. Die
Schnecke drehen Sie aus einem passenden Gewindestück einer Schraube mit
Normalgewinde. Wenn Sie dann am Schneckenrad noch die Schrägen (c in Abb. 24)
andrehen, sieht das Ganze täuschend echt aus.
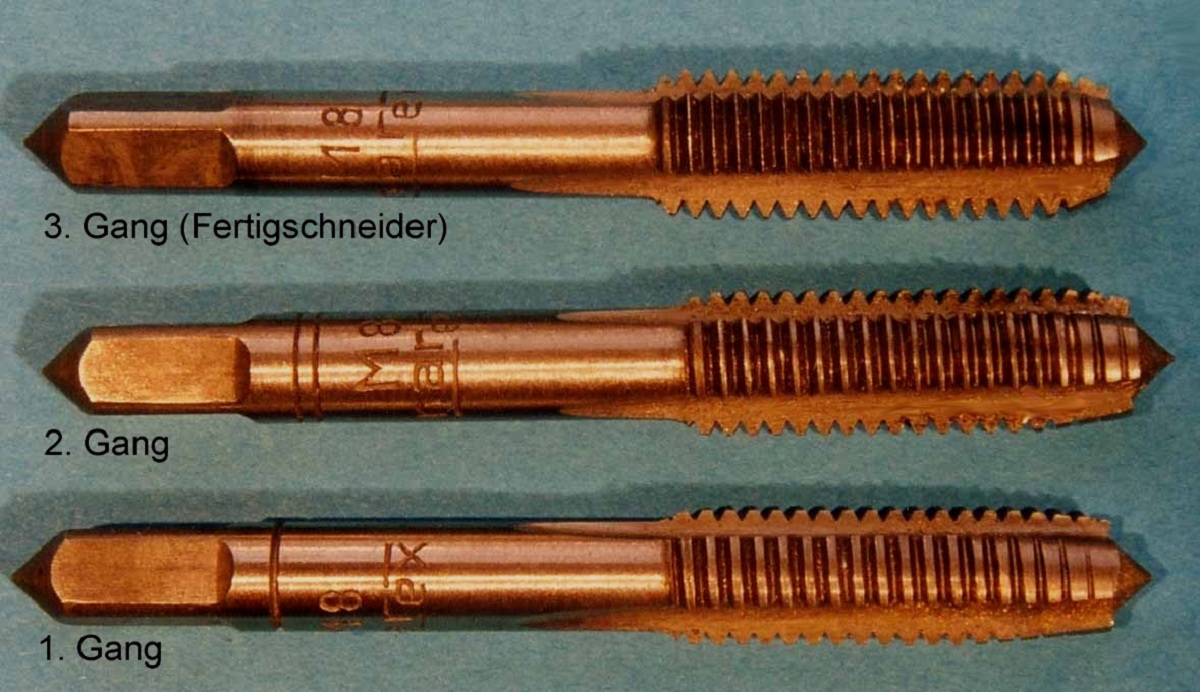
Apropos Normalgewinde, ich habe
schon ein Schneckenrad selbst gefräst – mit dem dritten Gang (auch
Fertigschneider genannt) eines dreiteiligen (oder zweiten Gang eines
zweiteiligen!) Gewindebohrer-Satzes (Foto 5
 ).
Den Schneckenrad-Grundkörper habe ich vorgedreht. Auch die Rundung (R in Abb.
24) und die beiden Schrägen (c) werden dabei schon ein- und angedreht. Dieser
Rohling wird liegend, drehbar und in Höhe der Arbeitsspindelmitte in einer
kräftigen Gabel-Haltevorrichtung im Stahlhalter der Drehmaschine gespannt; im
Backenfutter am Ende eines längeren und ebenfalls kräftigen Dorns der besagte
Gewindebohrer. Damit dieser durch die ungewöhnliche Arbeitsweise (abnormer
seitlicher Druck) nicht brechen kann, wird er mit einer Spitze oder Hohlspitze
(viele kleinere Gewindebohrer haben am Ende keine Zentrierbohrung, sondern eine
angeschliffene 60°-Spitze) gehalten. Abb. 25
).
Den Schneckenrad-Grundkörper habe ich vorgedreht. Auch die Rundung (R in Abb.
24) und die beiden Schrägen (c) werden dabei schon ein- und angedreht. Dieser
Rohling wird liegend, drehbar und in Höhe der Arbeitsspindelmitte in einer
kräftigen Gabel-Haltevorrichtung im Stahlhalter der Drehmaschine gespannt; im
Backenfutter am Ende eines längeren und ebenfalls kräftigen Dorns der besagte
Gewindebohrer. Damit dieser durch die ungewöhnliche Arbeitsweise (abnormer
seitlicher Druck) nicht brechen kann, wird er mit einer Spitze oder Hohlspitze
(viele kleinere Gewindebohrer haben am Ende keine Zentrierbohrung, sondern eine
angeschliffene 60°-Spitze) gehalten. Abb. 25 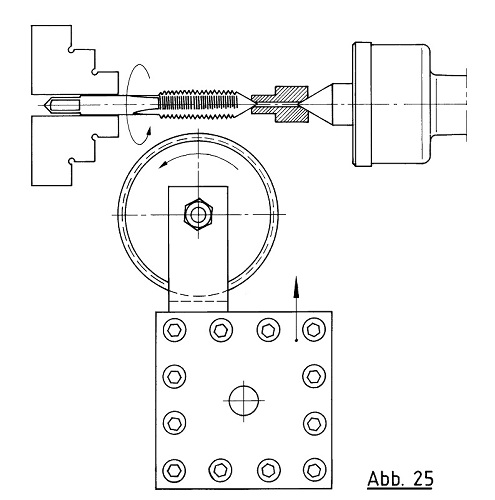 zeigt, wovon ich rede. Die Körnerspitze sollte jedoch wesentlich länger, als in
der Abbildung zu sehen, in den schraffierten Druckkörper hineinreichen!
zeigt, wovon ich rede. Die Körnerspitze sollte jedoch wesentlich länger, als in
der Abbildung zu sehen, in den schraffierten Druckkörper hineinreichen!
Die Arbeitsspindel läßt man nicht
zu schnell drehen. Dann wird der Quersupport mit der Gabel langsam in Richtung
Gewindebohrer gefahren. Sobald der Gewindebohrer anschneidet, beginnt sich das
Schneckenrad zu drehen, die Zähne werden eingefräst. Ist eine gewisse Tiefe
erreicht, so stellt sich meist von selbst eine Teilung auf dem Schneckenrad ein,
welche der Steigung vom Gewindebohrer entspricht. Man sieht recht gut, wenn die
Zähne voll ausgeschnitten sind. Wenn die Bohrung (h in Abb. 24) im Schneckenrad
zu zierlich ist, kann man sie ja für den „Kraftakt“ Zähnefräsen zuerst etwas
größer machen und anschließend ausbüchsen. Hier stimmt es nun ganz genau, wenn
die Schnecke aus dem Gewinde besteht, dessen Fertigschneider ich verwendet habe.
Weil eine normale Schnecke ja ein „Trapezgewinde“ ist, wäre es sinnvoll, wenn
man nicht den Fertigschneider verwendet, sondern den zweiten Gang eines
dreiteiligen Bohrersatzes. Dazu müßte man für ein besonders gutes Aussehen das
Spitzgewinde leicht überdrehen, damit es mehr wie ein Trapezgewinde aussieht.
Und noch ein Gedanke: fertigen Sie das Schneckenrad aus Plaste oder Plexiglas.
Dann wird der Bohrer nicht so hoch auf Bruch belastet.
Noch ein Wort zu schrägverzahnten
Stirnzahnrädern. Um sie zu fräsen, muß man einfach nur das Teilgerät
entsprechend schräg im Maschinenschraubstock spannen (a in Abb. 8).
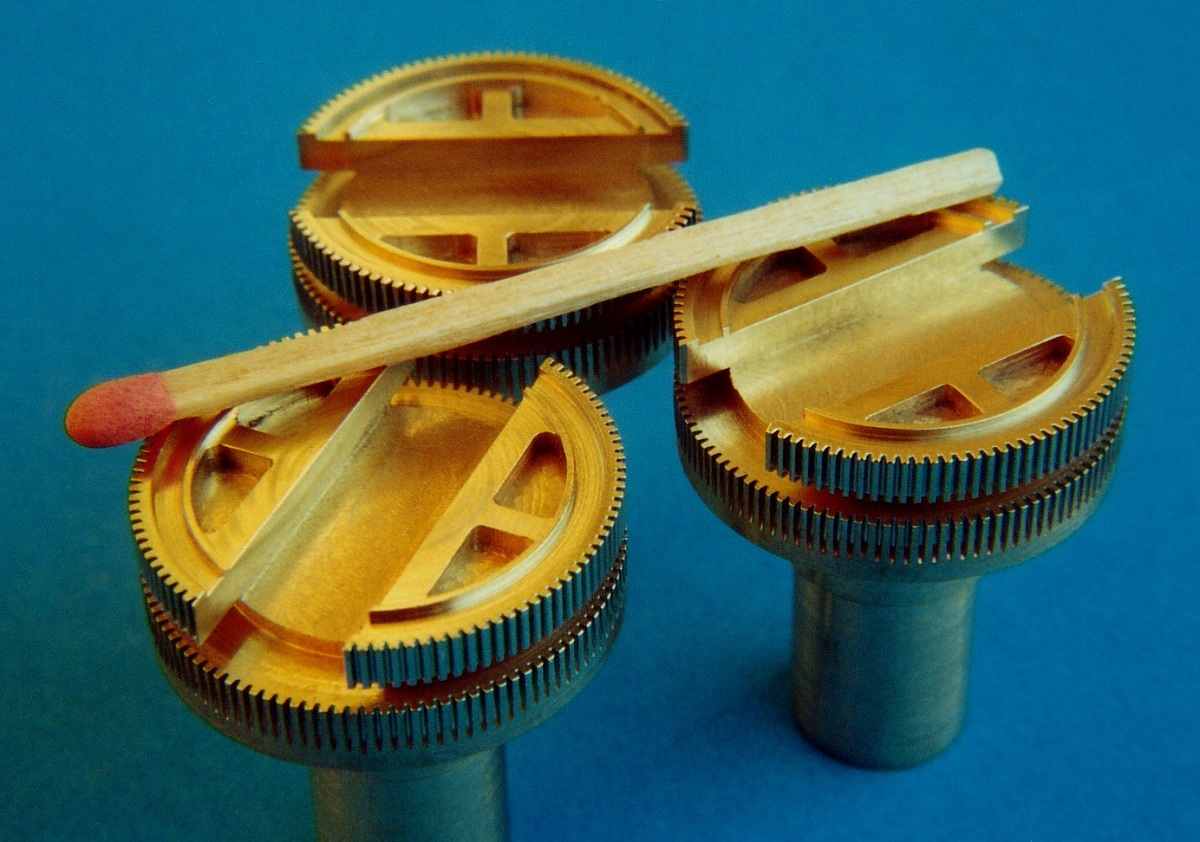
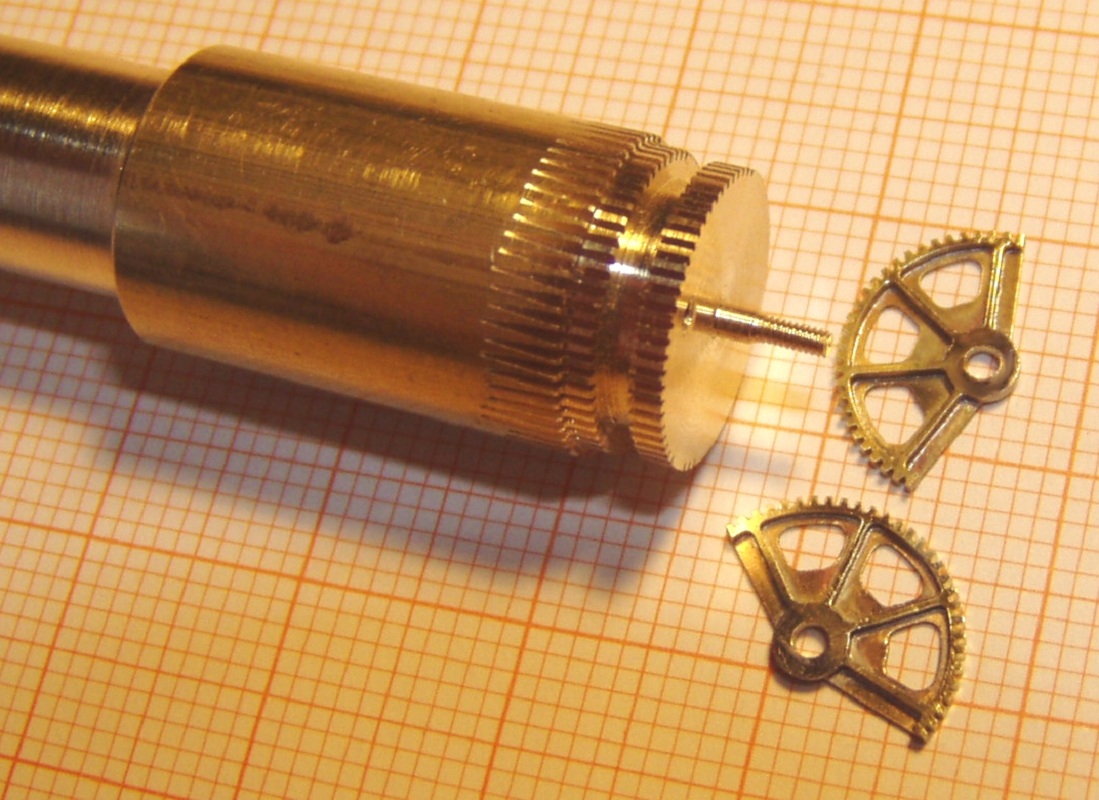
Und noch ein interessantes
Beispiel aus meiner Modellbaupraxis: Beim Foto 6
 liegen rechts zwei mit dem Laserstrahl (Laserstrahl-Schneiden ist 100 x besser
als Ätzen, denn dabei entstehen senkrechte Kanten!) geschnittene Teile für zwei
Zahnsegmente. Ich habe eine Zentrierscheibe aus Alu gedreht und die Teile mit
den gleichen 2-mm-Mittenbohrungen aufgesteckt und so zusammengelötet (links im
Bild). Nach Foto 7
liegen rechts zwei mit dem Laserstrahl (Laserstrahl-Schneiden ist 100 x besser
als Ätzen, denn dabei entstehen senkrechte Kanten!) geschnittene Teile für zwei
Zahnsegmente. Ich habe eine Zentrierscheibe aus Alu gedreht und die Teile mit
den gleichen 2-mm-Mittenbohrungen aufgesteckt und so zusammengelötet (links im
Bild). Nach Foto 7
 habe ich einen Spanndorn gedreht. Er hat vorn einen 2-mm-Zentrierzapfen mit
M2-Gewinde. An einer Stelle hat die Anlagefläche eine M2-Bohrung. Die
zusammengelöteten Teile werden aufgesteckt, mit einer M2-Mutter auf dem
Zentrierzapfen gehalten und gegen Verdrehung mit einer M2-Schraube gesichert. So
konnte ich mit einem winzigen Schlagzahnfräser nach Abb. 13 auf einem Teilgerät
die Zahnung fräsen. Die Zahnsegmente für Höhenrichtung zweier großer
Scheinwerfer war gemacht. Foto 8
habe ich einen Spanndorn gedreht. Er hat vorn einen 2-mm-Zentrierzapfen mit
M2-Gewinde. An einer Stelle hat die Anlagefläche eine M2-Bohrung. Die
zusammengelöteten Teile werden aufgesteckt, mit einer M2-Mutter auf dem
Zentrierzapfen gehalten und gegen Verdrehung mit einer M2-Schraube gesichert. So
konnte ich mit einem winzigen Schlagzahnfräser nach Abb. 13 auf einem Teilgerät
die Zahnung fräsen. Die Zahnsegmente für Höhenrichtung zweier großer
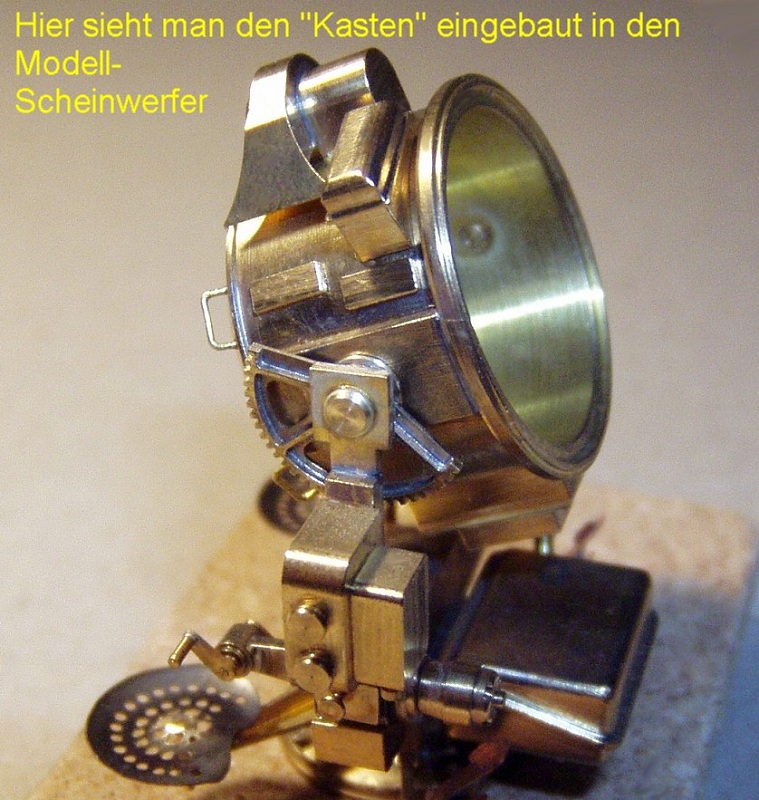
Scheinwerfer war gemacht. Foto 8
 zeigt einen Scheinwerfer im Rohbau noch ohne Lackierung und Foto 9
zeigt einen Scheinwerfer im Rohbau noch ohne Lackierung und Foto 9
 die Scheinwerfer eingebaut auf eine Plattform am vorderen Kamin des Zerstörers.
die Scheinwerfer eingebaut auf eine Plattform am vorderen Kamin des Zerstörers.
Jürgen Eichardt

zurück/back |
home