Konischer Mast - gedreht
Vor allem bei einem Fahrmodell ist
es besonders wichtig, die hochliegenden Bauteile aus sehr leichten Werkstoffen
herzustellen und zur weiteren Gewichtsersparnis auch zusätzlich hohl zu
gestalten. Nur so kann, wie übrigens auch beim Originalschiff, eine stabile
Schwimmlage erreicht werden. Beachtet der Modellbauer diese Grundregel nicht bei
allen (!) Teilen, so kann es zu Stabilitätsproblemen bis hin zum Kentern des
Modells kommen. Dies hat auch relativ wenig mit der Form des Rumpfes zu tun.
Auch ein Schiffsmodell mit schlankem und rankem Rumpf kann man „seegangsstabil“
bauen – selbstverständlich mit etwas mehr Arbeitsaufwand.
Bei den Teilen für mein
1:50-Vitrinenmodell vom Zerstörer USS CASSIN YOUNG von 1943 spielt das Gewicht
eigentlich keine Rolle, weil dieses Modell nie ins Wasser kommt, es würde dort
sofort umkippen. Dennoch habe ich dessen Mast, es war zu der Zeit ein sog.
Pfahlmast, aus Messing und hohl gedreht. Ich möchte diesen Rohbau ohne die
zahlreichen Details daran ausführlich schildern, damit andere Modellbauer diese
Herstellungsweise für ähnliche Fälle übernehmen können. Der Mast dieses
FLETCHER-Modells besteht im Grunde aus zwei Teilen, ein unteres, vollkommen
zylindrisches Teilstück sowie ein oberes konisches Stück. Das untere Stück hat
einen Außendurchmesser von 10 mm, das sind 500 mm beim Original, und ist 158 mm
lang (7,90 m). Das obere Stück verjüngt sich bis zur Mastspitze auf 3,6 mm und
hat dabei eine Länge von 260 mm (13,00 m). Von vornherein stand für mich fest,
daß ich das untere Teilstück getrennt als ein Teil herstelle und den konischen
Teil aus drei Einzelstücken. Nach der Fertigstellung sollten die Stöße nicht zu
erkennen sein.
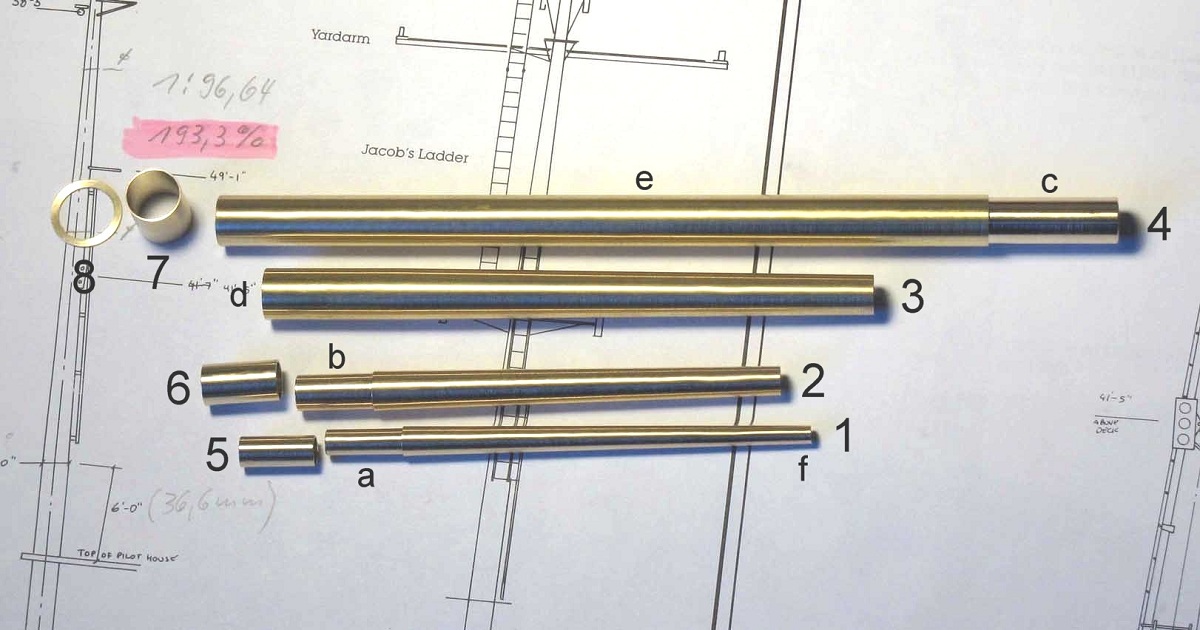
Begonnen habe ich mit der
Herstellung des unteren, zylindrischen Teils (4 in Foto 1)
 .
(Die Einzelteile des Mastes habe ich zum Fotografieren auf die
(spärliche) Zeichnungsunterlage vom Mast gelegt.) Es wurde aus einem
massiven 10-mm-Rundmessing-Abschnitt gedreht, also nicht aus einem Messingrohr.
Von beiden Enden her wurde dieses Teil nach dem Plandrehen auf Länge zuerst mit
8 mm ganz durchbohrt. Erst danach habe ich für das Aufstecken des folgenden
Rohrstücks den 9-mm-Absatz (c) 20 mm lang angedreht. Wenn dieser Absatz zu kurz
gemacht wird oder die Passung zum nächsten Teil zu „klapperig“, wird der Mast am
Ende nicht schön gerade entstehen. Wegen der höheren Rundlauf-Genauigkeit drehe
ich solche Teile immer in der Spannzange. Hier möchte ich als mögliche
Alternative eine ausgedrehte Klemmbuchse als Spannzangen-Ersatz erwähnen. Den
Absatz (c) zu (e) läßt man vollkommen scharfkantig.
.
(Die Einzelteile des Mastes habe ich zum Fotografieren auf die
(spärliche) Zeichnungsunterlage vom Mast gelegt.) Es wurde aus einem
massiven 10-mm-Rundmessing-Abschnitt gedreht, also nicht aus einem Messingrohr.
Von beiden Enden her wurde dieses Teil nach dem Plandrehen auf Länge zuerst mit
8 mm ganz durchbohrt. Erst danach habe ich für das Aufstecken des folgenden
Rohrstücks den 9-mm-Absatz (c) 20 mm lang angedreht. Wenn dieser Absatz zu kurz
gemacht wird oder die Passung zum nächsten Teil zu „klapperig“, wird der Mast am
Ende nicht schön gerade entstehen. Wegen der höheren Rundlauf-Genauigkeit drehe
ich solche Teile immer in der Spannzange. Hier möchte ich als mögliche
Alternative eine ausgedrehte Klemmbuchse als Spannzangen-Ersatz erwähnen. Den
Absatz (c) zu (e) läßt man vollkommen scharfkantig.
Das etwas längere konische Stück
hatte ich in drei Einzelteile zerlegt. Das hat vor allem den Grund, daß ich so
jedes Stück möglichst groß leerbohren kann. Würde man es in noch mehr Teile
zerlegen, wäre dieser Effekt noch stärker und somit die Gewichtseinsparung
größer. Die Herstellung des Kegels ist ein klassisches Beispiel für „gestuftes
Kegeldrehen“, wie ich es bereits in meinem Buch (1) auf der Seite 181 erklärt
hatte und bei dem man den Obersupport nicht mühselig auf einen sehr
langgestreckten Kegel einrichten muß. Der Kegel entsteht dabei aus einer Anzahl
einzelner, zylindrischer (!) Absätze von nur 0,1 mm Durchmesser-Differenz, die
anschließend mit einem Dreikantschaber von Hand zu einem langgestreckten Konus
„verdrechselt“ werden. Wer unsicher in der Handhabung eines Dreikantschabers
ist, kann die Stufen mit einer breiten Schlichtfeile auch wegfeilen. Im Falle
unseres konischen Maststücks haben wir 64 Einzelzylinder (Ø 3,6; Ø 3,7; Ø 3,8
usw. bis zum Ø 10,0). Es gilt nun die Länge dieser Einzelzylinder zu errechnen.
Hierbei wird die Gesamt-Kegellänge (260 mm) durch 64 geteilt. 260 : 64 = 4,0625
mm, sagt uns der Taschenrechner. Diesen Wert auf 4 mm zu runden, ist nicht
falsch. Wir würden also insgesamt 64 Absätze/Stufen von 4 mm Länge drehen, um
den Mastkegel zu erhalten.
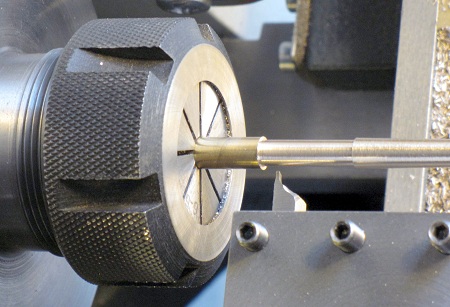
In der Praxis beginne ich dies mit
dem obersten, dünnsten Kegel (Foto 2)
 .
(Das Materialstück wird Stück für Stück aus der Spannzange
herausgezogen.) Zuerst hatte ich vorn eine Bohrung Ø 2,9 so tief wie
möglich gebohrt. Gegebenenfalls verwendet man einen sogenannten überlangen
Wendelbohrer. Dies ergibt bei einem Außendurchmesser von 3,6 mm eine Wandstärke
an der Mastspitze von 0,35 mm, dünn genug! Danach beginnt das Drehen der
Einzelzylinder auf je 4 mm Länge bei je 0,1 mm Durchmesser-Vergrößerung. Man
kann vernünftigerweise nur etwa sechs Stufen andrehen, weil man das
Materialstück nicht allzu weit aus der Zange ragen lassen kann. Beim Zustellen
der Durchmesser-Werte mit dem Quersupport muß man den stets vorhandenen „Toten
Gang“ der Support-Spindel „einrechnen“. Am besten ist es, man zieht den nicht zu
lose fahrenden Quersupport-Schlitten von Stufe zu Stufe um 0,1 mm (0,05 mm
Schlittenfahrt) nach außen. Sind diese sechs Stufen angedreht, wir sind dann
bereits beim Ø 4,1, wird das Materialstück um einen weiteren Betrag von etwa 30
mm aus der Zange herausgezogen. Gleiches kann man bei einer Spannung im
Backenfutter tun. Nur sollte man dabei darauf achten, daß man das Werkstück beim
Herausziehen möglichst nicht verdreht. Im Foto 2 sind auf diese Weise die ersten
19 „Stufen“ angedreht. Diese werden anschließend mit einem scharfgeschliffenen
Dreikantschaber (umgeschliffene Dreikant-Nadelfeile; mein Buch (2) Seiten 66/67)
soweit überarbeitet, daß man von den Stufen nichts mehr erkennt. Im Foto 3
.
(Das Materialstück wird Stück für Stück aus der Spannzange
herausgezogen.) Zuerst hatte ich vorn eine Bohrung Ø 2,9 so tief wie
möglich gebohrt. Gegebenenfalls verwendet man einen sogenannten überlangen
Wendelbohrer. Dies ergibt bei einem Außendurchmesser von 3,6 mm eine Wandstärke
an der Mastspitze von 0,35 mm, dünn genug! Danach beginnt das Drehen der
Einzelzylinder auf je 4 mm Länge bei je 0,1 mm Durchmesser-Vergrößerung. Man
kann vernünftigerweise nur etwa sechs Stufen andrehen, weil man das
Materialstück nicht allzu weit aus der Zange ragen lassen kann. Beim Zustellen
der Durchmesser-Werte mit dem Quersupport muß man den stets vorhandenen „Toten
Gang“ der Support-Spindel „einrechnen“. Am besten ist es, man zieht den nicht zu
lose fahrenden Quersupport-Schlitten von Stufe zu Stufe um 0,1 mm (0,05 mm
Schlittenfahrt) nach außen. Sind diese sechs Stufen angedreht, wir sind dann
bereits beim Ø 4,1, wird das Materialstück um einen weiteren Betrag von etwa 30
mm aus der Zange herausgezogen. Gleiches kann man bei einer Spannung im
Backenfutter tun. Nur sollte man dabei darauf achten, daß man das Werkstück beim
Herausziehen möglichst nicht verdreht. Im Foto 2 sind auf diese Weise die ersten
19 „Stufen“ angedreht. Diese werden anschließend mit einem scharfgeschliffenen
Dreikantschaber (umgeschliffene Dreikant-Nadelfeile; mein Buch (2) Seiten 66/67)
soweit überarbeitet, daß man von den Stufen nichts mehr erkennt. Im Foto 3
 (Die Kante vom konischen Teil
zum Zapfen bleibt scharfkantig.) ist das ganz rechts zusehen. In der
Mitte vom Foto 3 sieht man, wie ich mit einem relativ kurz angeschliffenen
Stech-Drehstahl einen zylindrischen Zapfen an das untere Ende dieses Maststücks
andrehe. Dieser Zapfen wird zur (Rundlauf-)Zentrierung in das nächste Maststück
eingesteckt. Auch dieser sollte nicht zu kurz sein (a im Foto 1). Dann wird
abgestochen.
(Die Kante vom konischen Teil
zum Zapfen bleibt scharfkantig.) ist das ganz rechts zusehen. In der
Mitte vom Foto 3 sieht man, wie ich mit einem relativ kurz angeschliffenen
Stech-Drehstahl einen zylindrischen Zapfen an das untere Ende dieses Maststücks
andrehe. Dieser Zapfen wird zur (Rundlauf-)Zentrierung in das nächste Maststück
eingesteckt. Auch dieser sollte nicht zu kurz sein (a im Foto 1). Dann wird
abgestochen.
Nun muß dieses Teilstück auch von
unten her leergebohrt werden. Dazu drehe ich eine zylindrische und dünnwandige
Buchse (5 im Foto 1). Sie wird für das Spannen im Dreibackenfutter auf den
Zapfen (a) gesteckt und das Futter leicht angezogen. So kann von dieser Seite
her aufgebohrt werden, und zwar im Durchmesser 0,7 bis 1 mm geringer als der
Zapfen (a). Wichtig ist die Ermittlung der Bohrtiefe von dieser Seite. Es darf
nur so tief gebohrt werden, daß stets noch eine Wandstärke von 0,3 bis 0,5 mm
verbleibt. Am Außendurchmesser vom Konus kann man die Längenlage dieser Stelle
ermitteln.
Im Foto 4
 (Die sehr geringen Durchmesser-Unterschiede sind zu sehen.)
ist der Übergang vom obersten Konusrohr zum eben begonnenen mittleren Rohrstück
(2 im Foto 1) zu sehen. Dieses erhielt oben möglichst tief eine Bohrung, in
welche der Zapfen (a) aus Foto 1 paßt. Das obere Rohrstück (a vom Foto 4) ist
mit dem Zapfen noch nicht vollkommen eingesteckt, daher der schmale Spalt (c).
Das stärkste Teilstück von (a) hatte einen Durchmesser von 5,8 mm. Daher beginnt
das mittlere Konusstück mit dem Durchmesser 5,9. Acht weitere Stufen wurden
bereits angedreht. Die weitere Arbeitsweise gleicht dem obersten Konus. Auch
hier Einstechen eines Zapfens (b im Foto 1) und Drehen einer Buchse 6 (Foto 1),
damit auch dieses Stück von unten her dünnwandig leergebohrt werden kann.
(Die sehr geringen Durchmesser-Unterschiede sind zu sehen.)
ist der Übergang vom obersten Konusrohr zum eben begonnenen mittleren Rohrstück
(2 im Foto 1) zu sehen. Dieses erhielt oben möglichst tief eine Bohrung, in
welche der Zapfen (a) aus Foto 1 paßt. Das obere Rohrstück (a vom Foto 4) ist
mit dem Zapfen noch nicht vollkommen eingesteckt, daher der schmale Spalt (c).
Das stärkste Teilstück von (a) hatte einen Durchmesser von 5,8 mm. Daher beginnt
das mittlere Konusstück mit dem Durchmesser 5,9. Acht weitere Stufen wurden
bereits angedreht. Die weitere Arbeitsweise gleicht dem obersten Konus. Auch
hier Einstechen eines Zapfens (b im Foto 1) und Drehen einer Buchse 6 (Foto 1),
damit auch dieses Stück von unten her dünnwandig leergebohrt werden kann.
Danach folgte das Drehen des
unteren Konusstücks (3 in Foto 1) in gleicher Weise. Vor dem Abstechen auf Länge
habe ich die drei Teile probeweise zusammengesteckt (Foto 5)
 .
(Bei den ER-Druck-Spannzangen muß der Spannzapfen (hier das
Restmaterialstück in der Zange) für einen exakten Rundlauf immer so lang wie die
gesamte Zange sein!) Schon hier sieht man keine Übergänge zwischen den
drei Teilen. Die Durchgangsbohrung vom Teil 3 (Foto) hat einen solchen
Durchmesser, daß der Zapfen (b) aus Foto 1 spielfrei hinein paßt und unten
erhält das Teil eine Ausdrehung, welche auf den Zapfen (c) vom Foto 1 paßt. Sie
muß wenigstens 1 mm länger als dieser Zapfen sein. Die beiden Buchsen (5) und
(6) werden anschließend nicht mehr benötigt. Beim Foto 6
.
(Bei den ER-Druck-Spannzangen muß der Spannzapfen (hier das
Restmaterialstück in der Zange) für einen exakten Rundlauf immer so lang wie die
gesamte Zange sein!) Schon hier sieht man keine Übergänge zwischen den
drei Teilen. Die Durchgangsbohrung vom Teil 3 (Foto) hat einen solchen
Durchmesser, daß der Zapfen (b) aus Foto 1 spielfrei hinein paßt und unten
erhält das Teil eine Ausdrehung, welche auf den Zapfen (c) vom Foto 1 paßt. Sie
muß wenigstens 1 mm länger als dieser Zapfen sein. Die beiden Buchsen (5) und
(6) werden anschließend nicht mehr benötigt. Beim Foto 6
 (Löten mit Propangas-Brenner und Lötwasser (Lötsäure)!)
liegen die Teile zusammengesteckt auf einer Keramik-Platte und werden
zusammengelötet. Danach wurden die Lötstellen nur noch einmal leicht
überschmirgelt.
(Löten mit Propangas-Brenner und Lötwasser (Lötsäure)!)
liegen die Teile zusammengesteckt auf einer Keramik-Platte und werden
zusammengelötet. Danach wurden die Lötstellen nur noch einmal leicht
überschmirgelt.
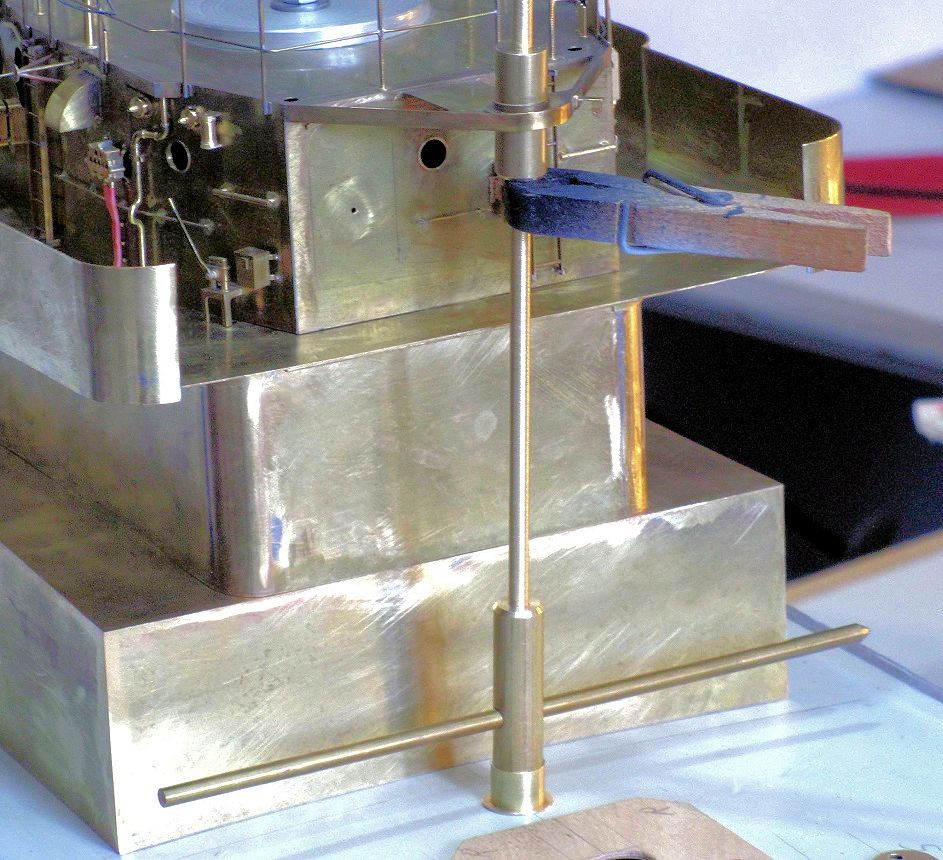
Ich möchte hier noch kurz auf den
Weiterbau eingehen. Der Mast wird am oberen Ende des zylindrischen Stücks von
einer Konsole am oberen Deckshaus in Richtung gehalten (Foto 7)
 .
(Der Detailbau am obersten Deckshaus ist schon weit
fortgeschritten.) Unten hat er in Höhe der Decksdurchführung eine
Doppelung, bei den Segelschiffen war das der Mastkragen (Buchse 7 im Foto 1).
Und diese Decksdurchführung geht beim Original durch einen auf dem Deck
aufgeschweißten Verstärkungsring (8 im Foto 1). Im Foto 7 sieht man diese Teile
unten im Fertigzustand und beim Foto 8
.
(Der Detailbau am obersten Deckshaus ist schon weit
fortgeschritten.) Unten hat er in Höhe der Decksdurchführung eine
Doppelung, bei den Segelschiffen war das der Mastkragen (Buchse 7 im Foto 1).
Und diese Decksdurchführung geht beim Original durch einen auf dem Deck
aufgeschweißten Verstärkungsring (8 im Foto 1). Im Foto 7 sieht man diese Teile
unten im Fertigzustand und beim Foto 8  (Die Buchse steht nur dann in der richtigen Schräglage, wenn der
Mast beim Einkleben eingesteckt war.) ohne den Mast. An der richtigen
Stelle habe ich mit einem Zahnarztfräser eine flache Vertiefung vom Durchmesser
der Decksdurchführung in das Sperrholzdeck gefräst (Foto 9)
(Die Buchse steht nur dann in der richtigen Schräglage, wenn der
Mast beim Einkleben eingesteckt war.) ohne den Mast. An der richtigen
Stelle habe ich mit einem Zahnarztfräser eine flache Vertiefung vom Durchmesser
der Decksdurchführung in das Sperrholzdeck gefräst (Foto 9)
 . (Der Mast kann nicht in den
Rumpf hineinrutschen, er steht auf einem Sperrholzspant auf.) Sie muß
nicht 100%ig rund sein, die runde Buchse muß nur lose einzustecken sein. Danach
habe ich den Mast, er steht leicht nach hinten geneigt, mit der
Decksdurchführung und dem Ring eingesteckt und zuerst den Ring mit
Sekundenkleber (winzige Tropfen angetragen mit einem 0,3-mm-Drahtstück) gegen
das Deck verklebt (Foto 10)
. (Der Mast kann nicht in den
Rumpf hineinrutschen, er steht auf einem Sperrholzspant auf.) Sie muß
nicht 100%ig rund sein, die runde Buchse muß nur lose einzustecken sein. Danach
habe ich den Mast, er steht leicht nach hinten geneigt, mit der
Decksdurchführung und dem Ring eingesteckt und zuerst den Ring mit
Sekundenkleber (winzige Tropfen angetragen mit einem 0,3-mm-Drahtstück) gegen
das Deck verklebt (Foto 10)  ,
(Der Mastfuß, hier noch ohne Klebstoff.) dann auch die Decksdurchführung
gegen den Ring – mit 2-K-Kleber (Foto 11)
,
(Der Mastfuß, hier noch ohne Klebstoff.) dann auch die Decksdurchführung
gegen den Ring – mit 2-K-Kleber (Foto 11) 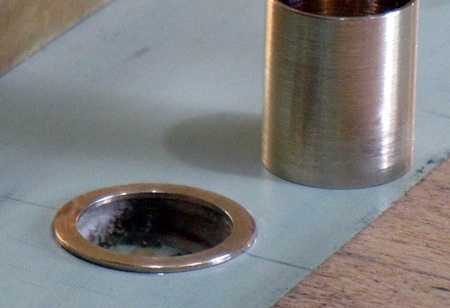 .
(Nach dem Farbespritzen erkennt man die Sekundenkleber-Naht als
Schweißnaht.) Dabei habe ich darauf geachtet, daß ich den Mast noch
jederzeit herausziehen kann. Für den weiteren Detailbau am Mast ist dies
dringend nötig, denn dazu möchte ich den Mast immer wieder vom Rumpf/Aufbauten
lösen können.
.
(Nach dem Farbespritzen erkennt man die Sekundenkleber-Naht als
Schweißnaht.) Dabei habe ich darauf geachtet, daß ich den Mast noch
jederzeit herausziehen kann. Für den weiteren Detailbau am Mast ist dies
dringend nötig, denn dazu möchte ich den Mast immer wieder vom Rumpf/Aufbauten
lösen können.
Der Mast trägt später viele
Details (Salinge, Rahen, Konsolen, Träger für Laternen usw.), welche
hauptsächlich in Quer- oder auch Längsrichtung angebracht werden. Damit der Mast
bei diesen Anbauten nie verdreht eingesteckt wird, habe ich in die
Decksdurchführungs-Buchse einen Verdrehungsschutz eingebaut. Das ist eine
Halbschale (a im Foto 12)
 ,
(Die Halbschale (a) wird tatsächlich weiter unten eingeklebt.)
die mit 2-K-Kleber in die Decksdurchführung geklebt wurde. Ein Mastimitat (5 im
Foto 12) hat unten ein dickes Teil vom Durchmesser (10 mm) des Untermastes. Eine
längsverschiebbare Zentrier-Buchse (6), ebenfalls mit 10 mm Außendurchmesser,
gibt oben bei der Konsole die Richtung. Unten habe ich auf halben Durchmesser
eine Querstufe angefräst, die exakt in die Halbschale (a) paßt, so exakt, daß
nicht die geringste Verdrehung erfolgen kann. In gleicher Einspannung erhielt
das Mastimitat etwas weiter oben eine 4-mm-Querbohrung für einen recht langen
4-mm-Stift. So vorbereitet konnte ich nun die Halbschale mit 2-K-Kleber in die
Decksdurchführung einkleben (Foto 13)
,
(Die Halbschale (a) wird tatsächlich weiter unten eingeklebt.)
die mit 2-K-Kleber in die Decksdurchführung geklebt wurde. Ein Mastimitat (5 im
Foto 12) hat unten ein dickes Teil vom Durchmesser (10 mm) des Untermastes. Eine
längsverschiebbare Zentrier-Buchse (6), ebenfalls mit 10 mm Außendurchmesser,
gibt oben bei der Konsole die Richtung. Unten habe ich auf halben Durchmesser
eine Querstufe angefräst, die exakt in die Halbschale (a) paßt, so exakt, daß
nicht die geringste Verdrehung erfolgen kann. In gleicher Einspannung erhielt
das Mastimitat etwas weiter oben eine 4-mm-Querbohrung für einen recht langen
4-mm-Stift. So vorbereitet konnte ich nun die Halbschale mit 2-K-Kleber in die
Decksdurchführung einkleben (Foto 13)
 .
(Derartige Gedanken zur Verbesserung der Qualität sollte man sich
bei fast allen Arbeiten am Modell machen.) Dabei habe ich das Mastimitat
mit dem 4-mm-Stift so gedreht, daß dieser genau in Schiffs-Querrichtung steht.
Gemessen habe ich diese Lage zur Rückwand vom vorderen Deckshaus, welche direkt
vor dem Mast endet. Damit die Zentrierbuchse bei der Aktion nicht nach unten
rutschen kann, habe ich oben mit einer Wäscheklammer gesichert. Die gleiche
Stufe, wie sie das Mastimitat am unteren Ende hat, erhielt auch der Untermast.
Wenn ich diesen nun bei den weiteren Arbeiten am Mast einstecke, wird er immer
in gleicher Richtung stehen. Die u.U. nötigen Vorrichtungen für den weiteren Bau
am Mast erhalten den gleichen Verdrehungsschutz. Auf diesen Detailbau, welcher
wieder einige Zeit in Anspruch nehmen wird, freue ich mich schon jetzt.
.
(Derartige Gedanken zur Verbesserung der Qualität sollte man sich
bei fast allen Arbeiten am Modell machen.) Dabei habe ich das Mastimitat
mit dem 4-mm-Stift so gedreht, daß dieser genau in Schiffs-Querrichtung steht.
Gemessen habe ich diese Lage zur Rückwand vom vorderen Deckshaus, welche direkt
vor dem Mast endet. Damit die Zentrierbuchse bei der Aktion nicht nach unten
rutschen kann, habe ich oben mit einer Wäscheklammer gesichert. Die gleiche
Stufe, wie sie das Mastimitat am unteren Ende hat, erhielt auch der Untermast.
Wenn ich diesen nun bei den weiteren Arbeiten am Mast einstecke, wird er immer
in gleicher Richtung stehen. Die u.U. nötigen Vorrichtungen für den weiteren Bau
am Mast erhalten den gleichen Verdrehungsschutz. Auf diesen Detailbau, welcher
wieder einige Zeit in Anspruch nehmen wird, freue ich mich schon jetzt.
Jürgen Eichardt
Weiterführende Literatur:
(1) Jürgen
Eichardt, „Drehen für Modellbauer“
Band 1, Verlag für Technik und Handwerk Baden-Baden, 2001, ISBN 3-88180-713-6, €
19,-
(2) Jürgen
Eichardt, „Drehen für Modellbauer“
Band 2, Verlag für Technik und Handwerk Baden-Baden, 2001, ISBN 3-88180-714-4, €
17,-

zurück/back
| home
 .
(Die Einzelteile des Mastes habe ich zum Fotografieren auf die
(spärliche) Zeichnungsunterlage vom Mast gelegt.) Es wurde aus einem
massiven 10-mm-Rundmessing-Abschnitt gedreht, also nicht aus einem Messingrohr.
Von beiden Enden her wurde dieses Teil nach dem Plandrehen auf Länge zuerst mit
8 mm ganz durchbohrt. Erst danach habe ich für das Aufstecken des folgenden
Rohrstücks den 9-mm-Absatz (c) 20 mm lang angedreht. Wenn dieser Absatz zu kurz
gemacht wird oder die Passung zum nächsten Teil zu „klapperig“, wird der Mast am
Ende nicht schön gerade entstehen. Wegen der höheren Rundlauf-Genauigkeit drehe
ich solche Teile immer in der Spannzange. Hier möchte ich als mögliche
Alternative eine ausgedrehte Klemmbuchse als Spannzangen-Ersatz erwähnen. Den
Absatz (c) zu (e) läßt man vollkommen scharfkantig.
.
(Die Einzelteile des Mastes habe ich zum Fotografieren auf die
(spärliche) Zeichnungsunterlage vom Mast gelegt.) Es wurde aus einem
massiven 10-mm-Rundmessing-Abschnitt gedreht, also nicht aus einem Messingrohr.
Von beiden Enden her wurde dieses Teil nach dem Plandrehen auf Länge zuerst mit
8 mm ganz durchbohrt. Erst danach habe ich für das Aufstecken des folgenden
Rohrstücks den 9-mm-Absatz (c) 20 mm lang angedreht. Wenn dieser Absatz zu kurz
gemacht wird oder die Passung zum nächsten Teil zu „klapperig“, wird der Mast am
Ende nicht schön gerade entstehen. Wegen der höheren Rundlauf-Genauigkeit drehe
ich solche Teile immer in der Spannzange. Hier möchte ich als mögliche
Alternative eine ausgedrehte Klemmbuchse als Spannzangen-Ersatz erwähnen. Den
Absatz (c) zu (e) läßt man vollkommen scharfkantig.