Schraubstock
an Werkbank (Teil 2)
vice on
workbench (part 2)
Die Fortsetzung vom
Teil 1 der Fotoserie:
 Für die
Herstellung der beiden Träger (E und F) für die eigentlichen Schraubstockbacken
H wird ein Abrund-Fräser (kein Radius-Fräser!) mit Radius 2,25 benötigt. Den
werde ich aus Silberstahl selbst herstellen, nix neues für mich. Im Bild der
vorgedrehte Fräserkörper aus 8-mm-Rund-Silberstahl. Drehen von Silberstahl
bei eher geringen Drehzahlen...!
Für die
Herstellung der beiden Träger (E und F) für die eigentlichen Schraubstockbacken
H wird ein Abrund-Fräser (kein Radius-Fräser!) mit Radius 2,25 benötigt. Den
werde ich aus Silberstahl selbst herstellen, nix neues für mich. Im Bild der
vorgedrehte Fräserkörper aus 8-mm-Rund-Silberstahl. Drehen von Silberstahl
bei eher geringen Drehzahlen...!
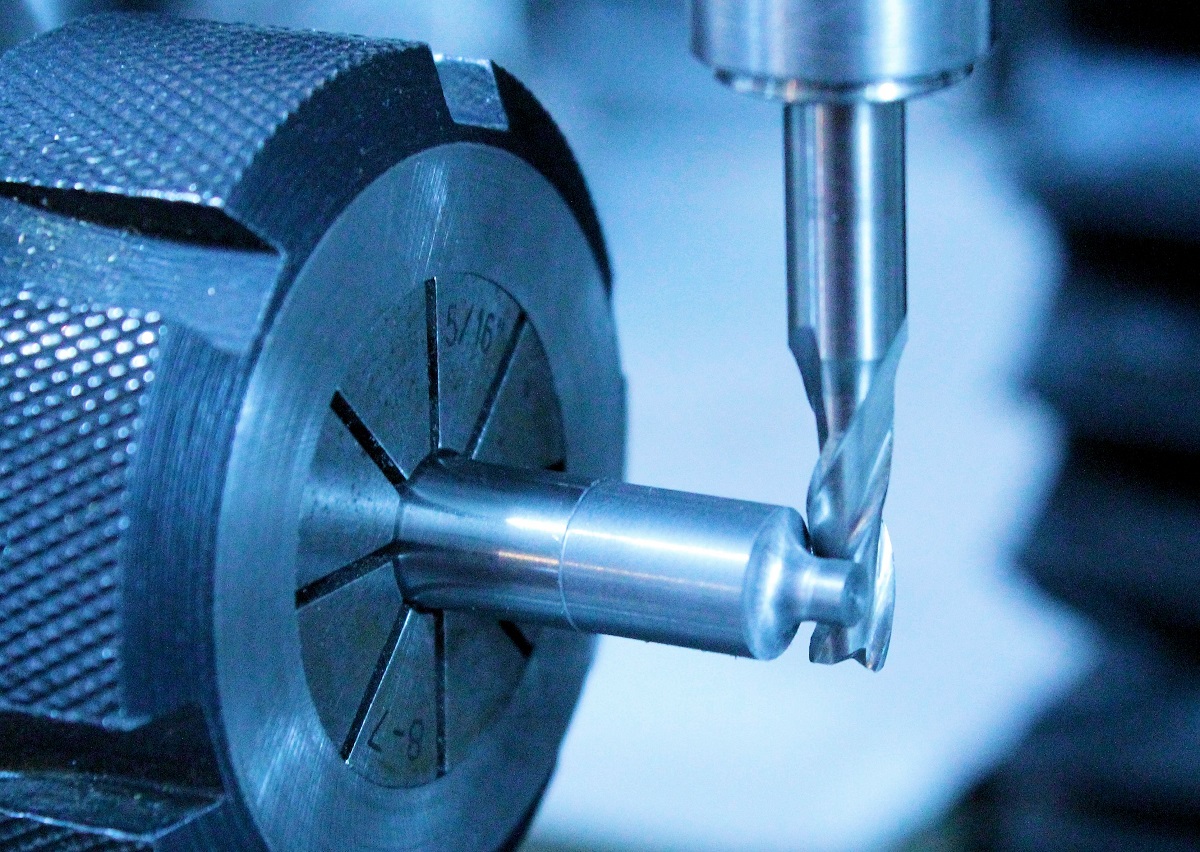
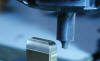
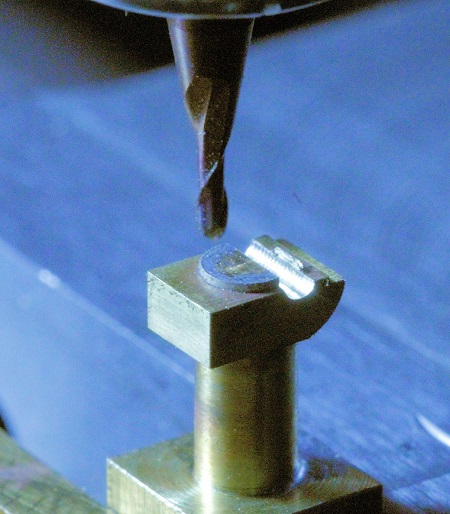
 (kleine Bilder anklicken) Im stehenden Rundtisch wird mit
einem 4,5-mm-Fingerfräser (Radius 2,25) die Rundung angefräst - schöner und
genauer als mit jedem selbstgeschliffenen Radius-Formstechstahl.
(kleine Bilder anklicken) Im stehenden Rundtisch wird mit
einem 4,5-mm-Fingerfräser (Radius 2,25) die Rundung angefräst - schöner und
genauer als mit jedem selbstgeschliffenen Radius-Formstechstahl.
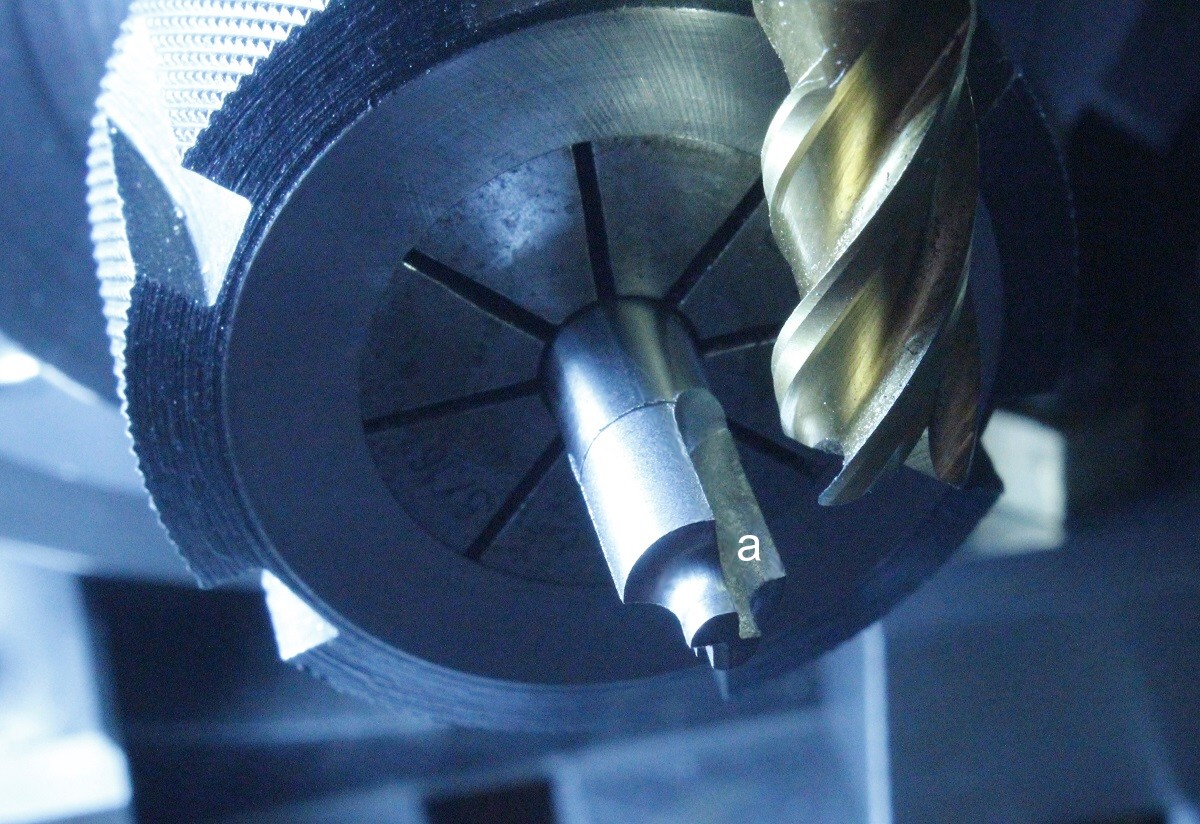
 Danach werden mit 180° Versatz die beiden Spanflächen (a) angefräst. Beide
Spanflächen zeigen genau auf die Fräsermitte (0° Spanwinkel für das Fräsen
von Messing!)
Danach werden mit 180° Versatz die beiden Spanflächen (a) angefräst. Beide
Spanflächen zeigen genau auf die Fräsermitte (0° Spanwinkel für das Fräsen
von Messing!)
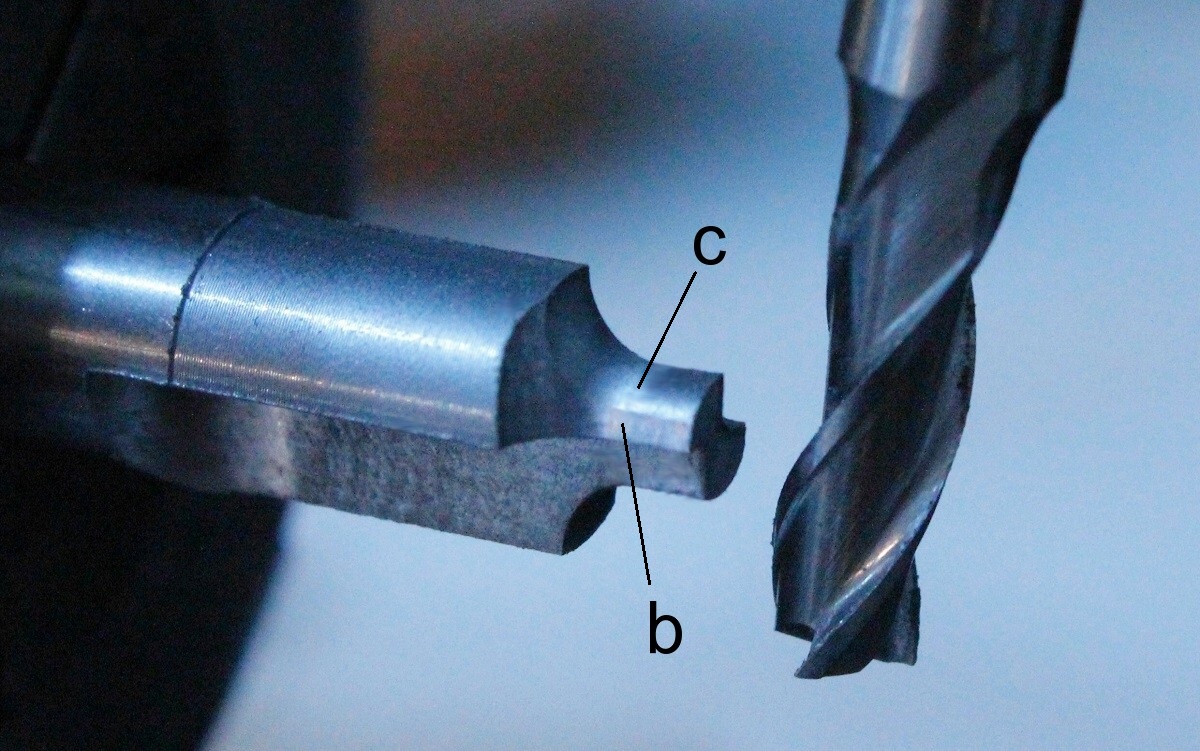
 Für das Fräsen der Freiwinkel mit den 4,5-mm-Fingerfräser wird der Teilkopf
jeweils 10° weitergedreht und gleichzeitig der Fräskopf 10° geschwenkt. So
entstehen die Freiflächen (b) für die Umfangsschneiden. (c) ist hier der Rest
von der gedrehten Fläche.
Für das Fräsen der Freiwinkel mit den 4,5-mm-Fingerfräser wird der Teilkopf
jeweils 10° weitergedreht und gleichzeitig der Fräskopf 10° geschwenkt. So
entstehen die Freiflächen (b) für die Umfangsschneiden. (c) ist hier der Rest
von der gedrehten Fläche.
 Diese Restfläche muß wenigstens 0,1 mm tiefer gesetzt werden, damit die
Schneiden in jedem Fall die am weitesten außen rotierenden Kanten sind. Das kann
man feilen, schleifen oder auch fräsen. Egal wie, die schon fertigen Schneiden
dürfen nicht beschädigt werden, denn sonst würden sie nicht schneiden. Man darf
das nicht übertreiben, sonst würde der Fräser zu sehr geschwächt werden. Ich
habe mich für fräsen entschieden. In jeweils 20° Schritten fräse ich die (c)
etwas tiefer - an der anderen Seite und bei Verstellung des Fräskopfes wieder um
10° nach der anderen Seite.
Diese Restfläche muß wenigstens 0,1 mm tiefer gesetzt werden, damit die
Schneiden in jedem Fall die am weitesten außen rotierenden Kanten sind. Das kann
man feilen, schleifen oder auch fräsen. Egal wie, die schon fertigen Schneiden
dürfen nicht beschädigt werden, denn sonst würden sie nicht schneiden. Man darf
das nicht übertreiben, sonst würde der Fräser zu sehr geschwächt werden. Ich
habe mich für fräsen entschieden. In jeweils 20° Schritten fräse ich die (c)
etwas tiefer - an der anderen Seite und bei Verstellung des Fräskopfes wieder um
10° nach der anderen Seite.
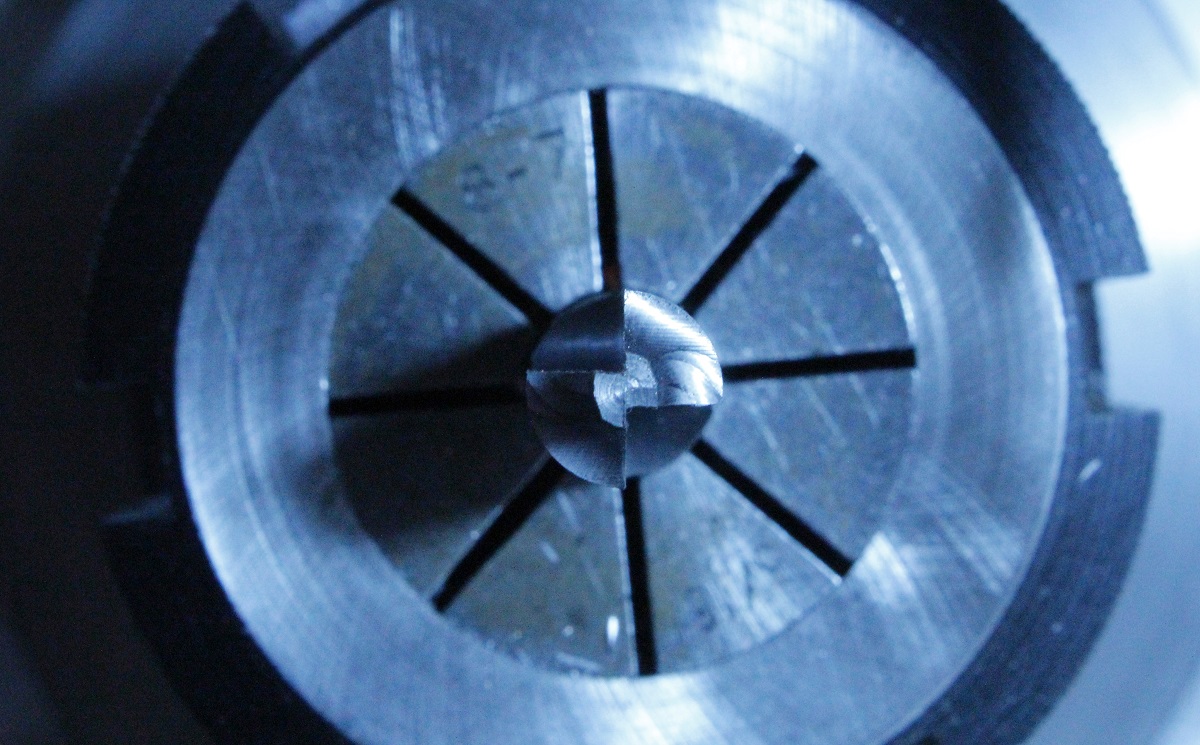
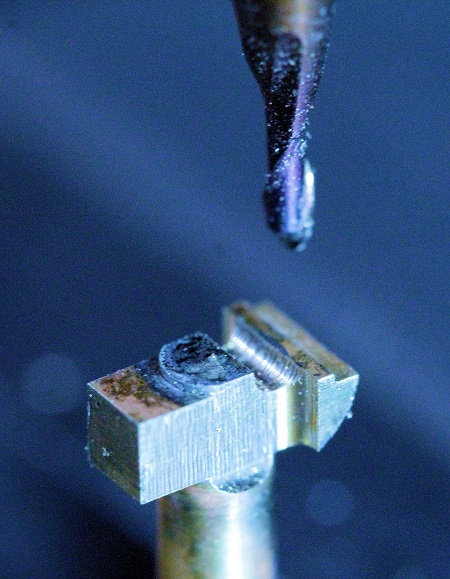
 Von vorn sieht der Fräser danach so aus.
Von vorn sieht der Fräser danach so aus.
 Am Fräserschaft
wird eine Fläche angefräst...
Am Fräserschaft
wird eine Fläche angefräst...
 ...an welcher mit
einem kleinen Kugel-Schleifstift (diamantbeschichtet) der Radius von Hand
eingefräst wird.
...an welcher mit
einem kleinen Kugel-Schleifstift (diamantbeschichtet) der Radius von Hand
eingefräst wird.
 Der
Zweischneider-Abrund-Fräser
noch einmal in anderer Sicht, die Freiflächen sind gut zu erkennen.
Der
Zweischneider-Abrund-Fräser
noch einmal in anderer Sicht, die Freiflächen sind gut zu erkennen.

 Erste Fräsproben nach dem Härten zeigen: der Fräser arbeitet richtig. Weil der
Fräser recht kompakt ist, habe ich hier auf das Anlassen verzichtet.
Erste Fräsproben nach dem Härten zeigen: der Fräser arbeitet richtig. Weil der
Fräser recht kompakt ist, habe ich hier auf das Anlassen verzichtet.
 Als
nächstes stelle ich die Träger (E und F) für die eigentlichen Schraubstockbacken
her. Ich fräse zwei
Profile mit Bohrungen 2,5 und 3,2 mm und säge davon Scheiben je 2,2 mm dick ab.
Als
nächstes stelle ich die Träger (E und F) für die eigentlichen Schraubstockbacken
her. Ich fräse zwei
Profile mit Bohrungen 2,5 und 3,2 mm und säge davon Scheiben je 2,2 mm dick ab.
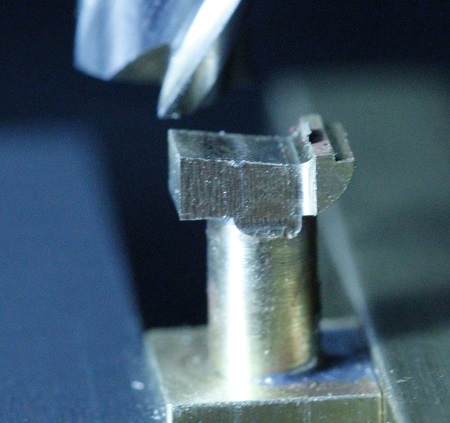
 Für die
Arbeit war der Abrund-Fräser noch zu lang. Ich habe seine Stirn in der Art
kürzer geschliffen, daß nur eine Schneide (im Bild links-oben) am weitesten nach
unten ragt, in beiden Richtungen etwa 10° Freiwinkel.
Für die
Arbeit war der Abrund-Fräser noch zu lang. Ich habe seine Stirn in der Art
kürzer geschliffen, daß nur eine Schneide (im Bild links-oben) am weitesten nach
unten ragt, in beiden Richtungen etwa 10° Freiwinkel.
 Eine Fräsprobe
mit dem gekürzten Formfräser.
Eine Fräsprobe
mit dem gekürzten Formfräser.
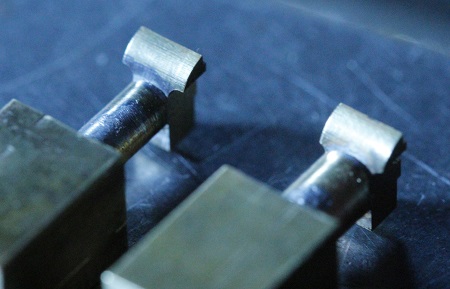
 Die
Träger-Rohlinge können, weil sie die gleiche Dicke haben, ausragend im
Schraubstock gespannt werden.
Die
Träger-Rohlinge können, weil sie die gleiche Dicke haben, ausragend im
Schraubstock gespannt werden.
 An der einen
Seite werden Stufen 0,7 mm hoch und 0,3 mm breit als Lager für die
Schraubstock-Backen H eingefräst....
An der einen
Seite werden Stufen 0,7 mm hoch und 0,3 mm breit als Lager für die
Schraubstock-Backen H eingefräst....
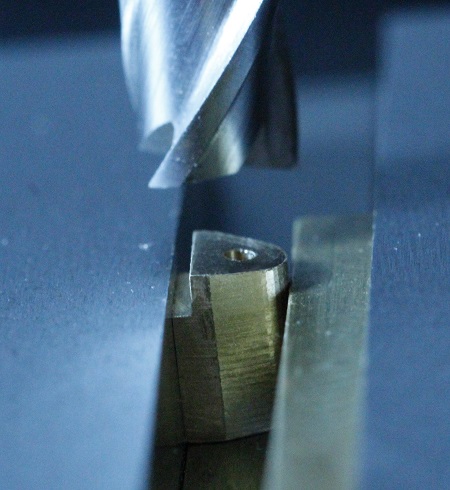
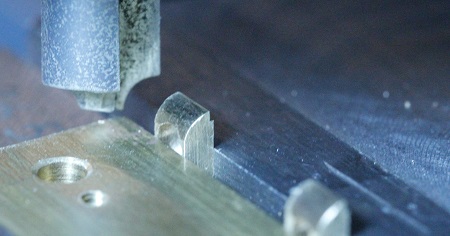 ...und an der
anderen Seite die Abrundung mit dem Eigenbau-Fräser.
...und an der
anderen Seite die Abrundung mit dem Eigenbau-Fräser.
 sieht so aus...
sieht so aus...
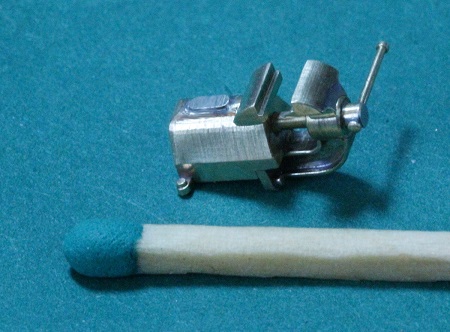
 wenn man einige,
bisher fertige Teile zusammensteckt, läßt sich ein Schraubstock schon erahnen...
wenn man einige,
bisher fertige Teile zusammensteckt, läßt sich ein Schraubstock schon erahnen...
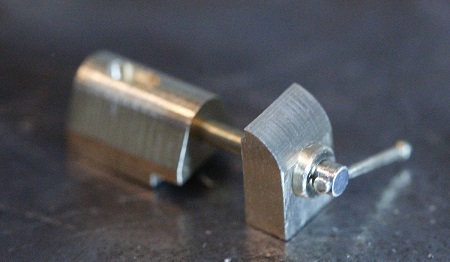
 An den Trägern muß noch einiges gefräst werden. Um sie dafür zu halten, werden
sie auf Dorne gelötet, die ich aus 7-mm-Vierkant-Messing gedreht habe. (Das
Vierbackenfutter meiner WABECO hat einen extrem guten Rundlauf.)
An den Trägern muß noch einiges gefräst werden. Um sie dafür zu halten, werden
sie auf Dorne gelötet, die ich aus 7-mm-Vierkant-Messing gedreht habe. (Das
Vierbackenfutter meiner WABECO hat einen extrem guten Rundlauf.)
 So werden die
Teile angelötet. Damit ich beim Löten nicht zu viel "heizen" muß, habe
ich die Vierkantstücke mit Ø 6 leer gebohrt. Beim Löten habe ich die Teile auf
ein ebenes Stück Pertinax gelegt und mit der Lötkolbenspitze kräftig auf das
runde Mittelstück gedrückt. Dabei richten sich die Kanten (des jeweiligen Teils
und vom Vierkant) von selbst parallel aus...
So werden die
Teile angelötet. Damit ich beim Löten nicht zu viel "heizen" muß, habe
ich die Vierkantstücke mit Ø 6 leer gebohrt. Beim Löten habe ich die Teile auf
ein ebenes Stück Pertinax gelegt und mit der Lötkolbenspitze kräftig auf das
runde Mittelstück gedrückt. Dabei richten sich die Kanten (des jeweiligen Teils
und vom Vierkant) von selbst parallel aus...
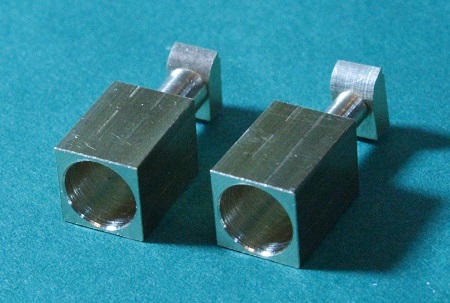
 Mit dem
Vierkant kann ich sie genau senkrecht stehend im Maschinenschraubstock spannen.
Mit einem 0,6-mm-Radius-Fräser (Ø 1,2 mm) wurde 0,6 mm unterhalb der Backenkante
eine 0,5 mm tiefe Quernut gefräst... (immer nur 0,1-mm-Späne, so ein
Voll-Hartmetall-Fräser hält nicht viel aus!). Für den genauen Fräserversatz:
Anfahren an der Oberkante mit dem Kantentaster.
Mit dem
Vierkant kann ich sie genau senkrecht stehend im Maschinenschraubstock spannen.
Mit einem 0,6-mm-Radius-Fräser (Ø 1,2 mm) wurde 0,6 mm unterhalb der Backenkante
eine 0,5 mm tiefe Quernut gefräst... (immer nur 0,1-mm-Späne, so ein
Voll-Hartmetall-Fräser hält nicht viel aus!). Für den genauen Fräserversatz:
Anfahren an der Oberkante mit dem Kantentaster.
 ...und
danach mit dem gleichen Fräser auch an den Seiten die Breite reduziert. Anfahren
nicht mit Kantentaster, sondern bei drehendem Fräser bis zum "Ankratzen" (Lupe!)
...und
danach mit dem gleichen Fräser auch an den Seiten die Breite reduziert. Anfahren
nicht mit Kantentaster, sondern bei drehendem Fräser bis zum "Ankratzen" (Lupe!)
 Die beiden Teile
sind ja nicht vollkommen gleich, die Breiten unterhalb der Backen ist
unterschiedlich.
Die beiden Teile
sind ja nicht vollkommen gleich, die Breiten unterhalb der Backen ist
unterschiedlich.
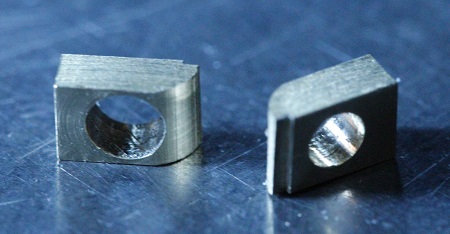
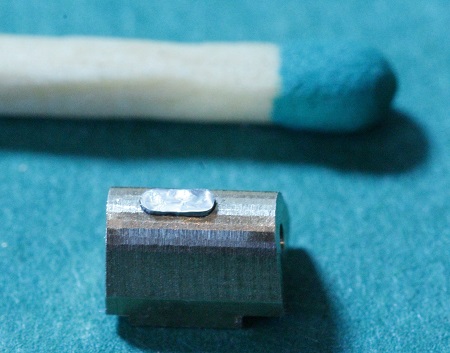
 Von oben sehen
die Backenträger nun so aus.
Von oben sehen
die Backenträger nun so aus.
 Im 8°
schräggestellten Maschinenschraubstock wurden die Innenseiten der Backenträger
noch bis zur Rundung gefräst. (Zehntel- und auch nur 5/100tel-Späne und
Beobachtung mit einer starken Lupe)
Im 8°
schräggestellten Maschinenschraubstock wurden die Innenseiten der Backenträger
noch bis zur Rundung gefräst. (Zehntel- und auch nur 5/100tel-Späne und
Beobachtung mit einer starken Lupe)
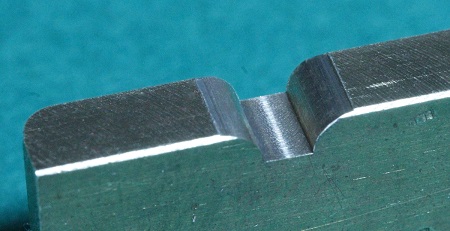
 Ebenso der andere
Träger, gut erkennt man die Stufe für die Schraubstockbacken... (ich erinnere:
0,7 x 0,3 mm)
Ebenso der andere
Träger, gut erkennt man die Stufe für die Schraubstockbacken... (ich erinnere:
0,7 x 0,3 mm)
 schöner,
stufenloser Übergang von der Rundung zur 8°-Fläche...
schöner,
stufenloser Übergang von der Rundung zur 8°-Fläche...
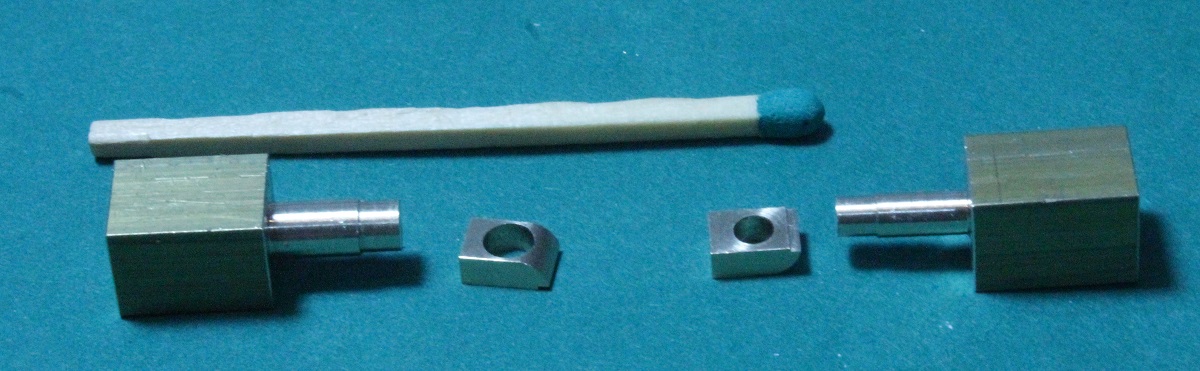
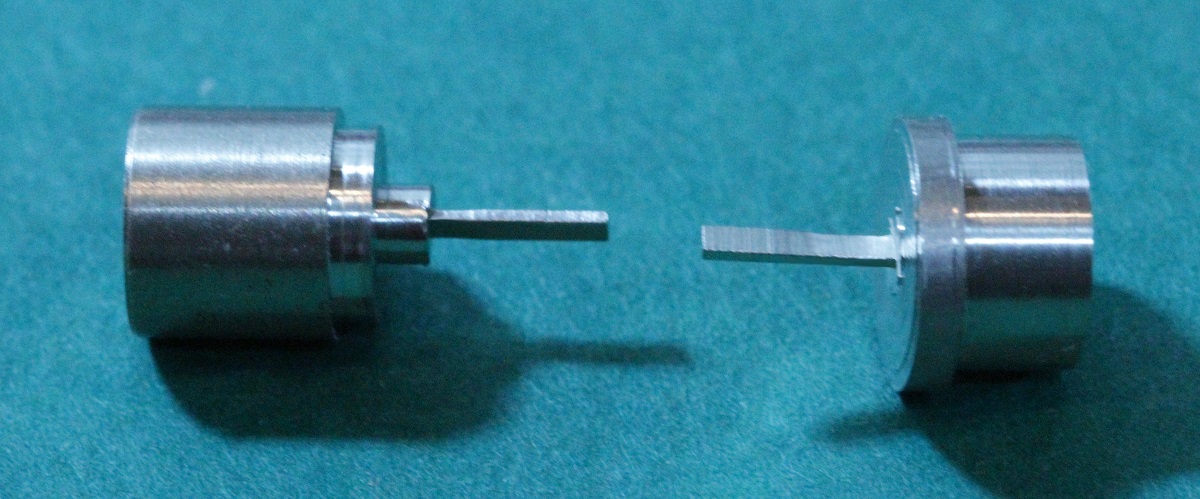
 Die Teile
entlötet. Oben liegen die zwei Abfallstücke und darunter die Teile, die jeweils
zusammen gehören...
Die Teile
entlötet. Oben liegen die zwei Abfallstücke und darunter die Teile, die jeweils
zusammen gehören...
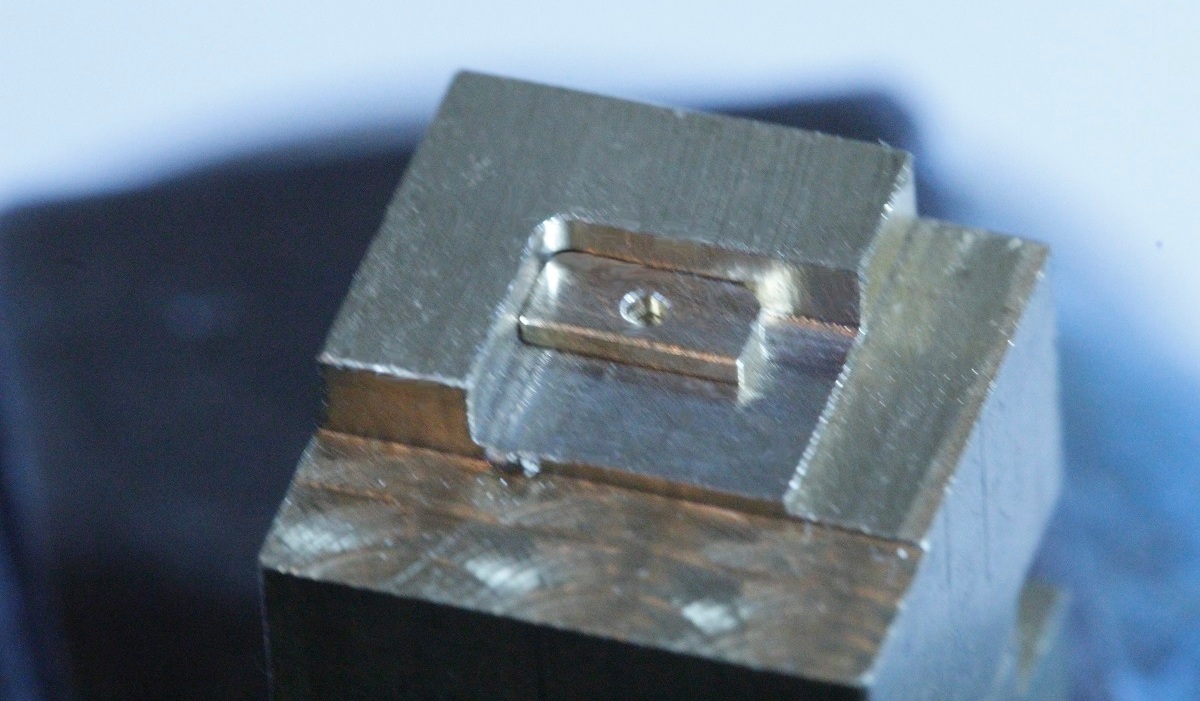
 Die vordere
Stirnseite vom Grundkörper wird ebenfalls mit 8° schräg gefräst.
Die vordere
Stirnseite vom Grundkörper wird ebenfalls mit 8° schräg gefräst.
 Die ovale
Amboßplatte entsteht aus zwei 0,9 mm dicken Abschnitten von
gefrästen U-Profilen.
Nach dem Einlöten ragen sie etwa 0,3 mm aus dem Grundkörper heraus.
Die ovale
Amboßplatte entsteht aus zwei 0,9 mm dicken Abschnitten von
gefrästen U-Profilen.
Nach dem Einlöten ragen sie etwa 0,3 mm aus dem Grundkörper heraus.
 An der
Hinterkante vom Grundkörper sind unten zwei 0,9 mm breite Laschen für das
Anschrauben an der Werkbank vorhanden. Vor dem
Fräsen des U-Profils werden sogleich die
Schraubenköpfe mit angedreht. Die Scheiben werden 0,5 mm dick abgesägt.
An der
Hinterkante vom Grundkörper sind unten zwei 0,9 mm breite Laschen für das
Anschrauben an der Werkbank vorhanden. Vor dem
Fräsen des U-Profils werden sogleich die
Schraubenköpfe mit angedreht. Die Scheiben werden 0,5 mm dick abgesägt.
 Die Laschen löte
ich im Lötprisma ein.
Die Laschen löte
ich im Lötprisma ein.
 Aus anderer
Sicht.
Aus anderer
Sicht.
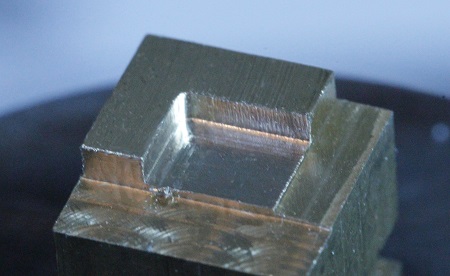 In ein
Messingstück wird mit einem 1-mm-Fingerfräser 1,8 mm tief eine Ecke gefräst
(0,1-mm-Spanannahmen!).
In ein
Messingstück wird mit einem 1-mm-Fingerfräser 1,8 mm tief eine Ecke gefräst
(0,1-mm-Spanannahmen!).
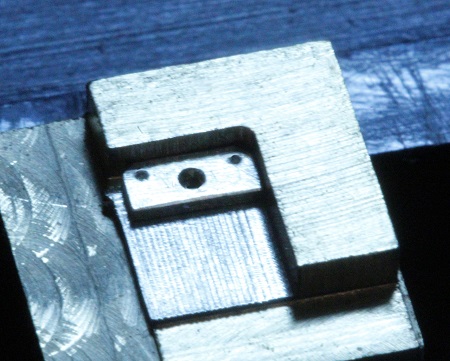
 In diese Ecke drücke ich dieses Teil,
das schon mit 45° vorgefräst war. Vorher hatte ich die Rundungen fertiggefeilt.
In die Ecke stütze ich einen 1,4-mm-Zentrierkörner ("Modellbautechniken",
Seite 90 und 110) und kann so...
In diese Ecke drücke ich dieses Teil,
das schon mit 45° vorgefräst war. Vorher hatte ich die Rundungen fertiggefeilt.
In die Ecke stütze ich einen 1,4-mm-Zentrierkörner ("Modellbautechniken",
Seite 90 und 110) und kann so...
 ...in beiden
Richtungen in genauen 0,7-mm-Abstand körnen.
...in beiden
Richtungen in genauen 0,7-mm-Abstand körnen.
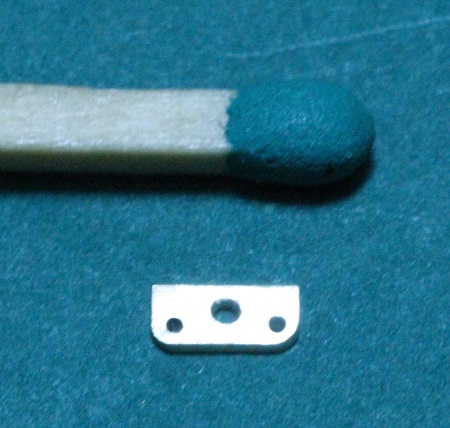 Die
darauffolgenden 0,5-mm-Bohrungen sitzen genau richtig.
Die
darauffolgenden 0,5-mm-Bohrungen sitzen genau richtig.
 Die Schraubenkopf-Imitate haben einen 0,5-mm-Schaft und einen
0,6-mm-Kopfdurchmesser. Der Schaft ist überlang...
Die Schraubenkopf-Imitate haben einen 0,5-mm-Schaft und einen
0,6-mm-Kopfdurchmesser. Der Schaft ist überlang...
 ...damit ich die
Imitate von hinten einlöten kann.
...damit ich die
Imitate von hinten einlöten kann.
 Nach vorn läuft
nahezu kein Zinn durch.
Nach vorn läuft
nahezu kein Zinn durch.
 Die überstehenden
Enden werden abgekniffen und die Fläche leicht überfeilt. Danach kann das Teil
unten am Grundkörper festgelötet werden.
Die überstehenden
Enden werden abgekniffen und die Fläche leicht überfeilt. Danach kann das Teil
unten am Grundkörper festgelötet werden.
 Das L-Profilstück und die Spindel werden mit Sekundenkleber angeklebt. Der
Backenträger auf dem Grundkörper mit UHU-schnellfest.
Das L-Profilstück und die Spindel werden mit Sekundenkleber angeklebt. Der
Backenträger auf dem Grundkörper mit UHU-schnellfest.
Wie klebt man mit 2K-Kleber
richtig? Ein Tropfen vom Kleber wird mit einem 0,4-mm-Draht an die Klebestelle
gegeben, die Teile zusammengefügt (leicht angedrückt), seitlich tritt dabei
überschüssiger Kleber aus. Die Teile werden wieder getrennt. An einem Teil wird
mit einem Ohrreiniger der Kleber vollkommen abgewischt. Am anderen Teil ist noch
genügend Kleber. U.U kann man das sogar noch einmal wiederholen. Dann werden die
Teile endgültig gefügt und ausgerichtet. Ziel ist es, daß null Kleber seitlich
ausquillt.
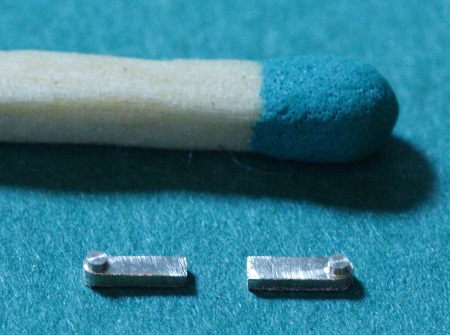
 Die eigentlichen Schraubstockbacken H fräse ich aus Neusilber, weil ich sie am
Modell metallblank lassen will und ich sie auch erst nach dem Farb-Spritzen des
Schraubstocks anbringe. Die Backen sind 0,85 x 0,4 x 4,2 mm groß. Mit dem
im Buch beschriebenen
Verfahren ist es kein Problem, diese Maße genau einzuhalten.
Die eigentlichen Schraubstockbacken H fräse ich aus Neusilber, weil ich sie am
Modell metallblank lassen will und ich sie auch erst nach dem Farb-Spritzen des
Schraubstocks anbringe. Die Backen sind 0,85 x 0,4 x 4,2 mm groß. Mit dem
im Buch beschriebenen
Verfahren ist es kein Problem, diese Maße genau einzuhalten.
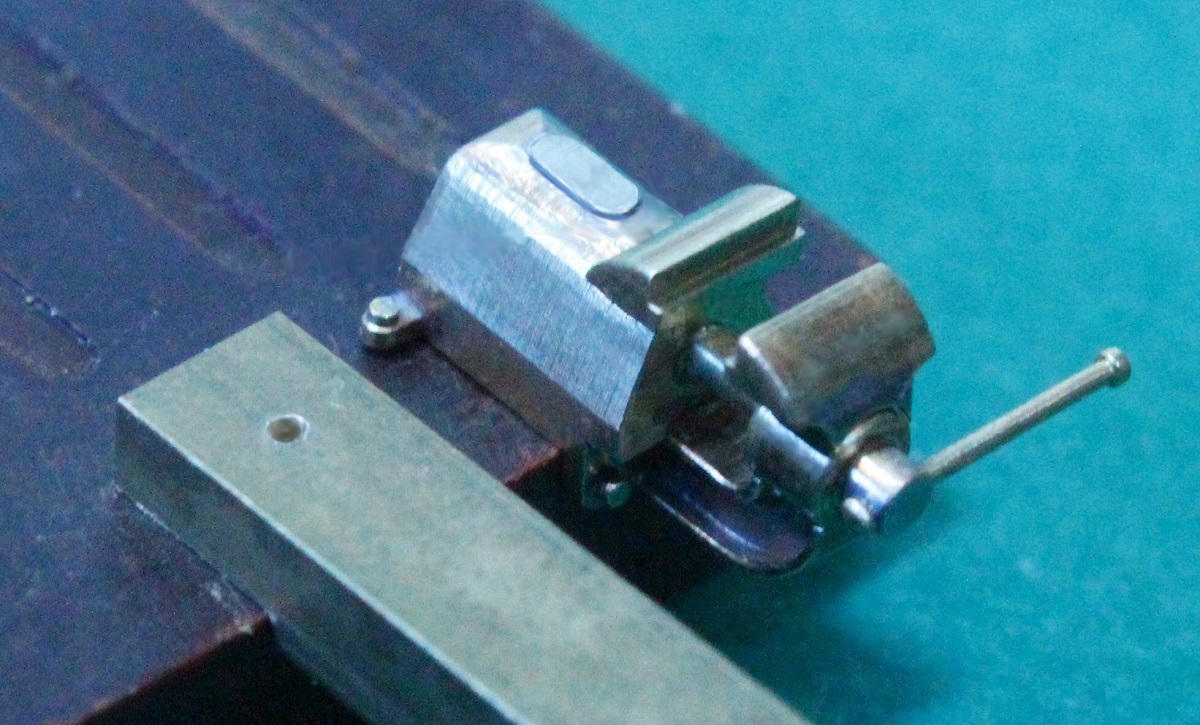
 Der
vordere Backenträger wird montiert. So kleine Teile muß man zur Montage in einer
Vorrichtung halten.
Der
vordere Backenträger wird montiert. So kleine Teile muß man zur Montage in einer
Vorrichtung halten.
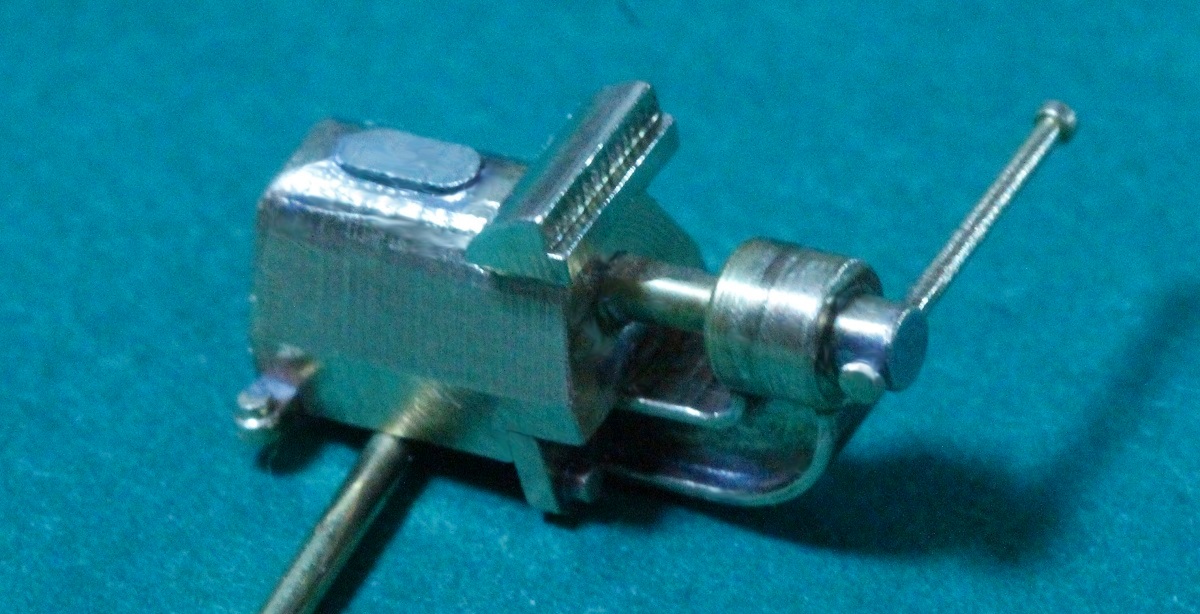
 Schon jetzt
freue ich mich auf den mit Farbe gespritzten Schraubstock. Vor Beginn der Arbeit
hatte ich im Hinterkopf leichte Zweifel, ob es gut wird - es ist gut geworden...
Schon jetzt
freue ich mich auf den mit Farbe gespritzten Schraubstock. Vor Beginn der Arbeit
hatte ich im Hinterkopf leichte Zweifel, ob es gut wird - es ist gut geworden...
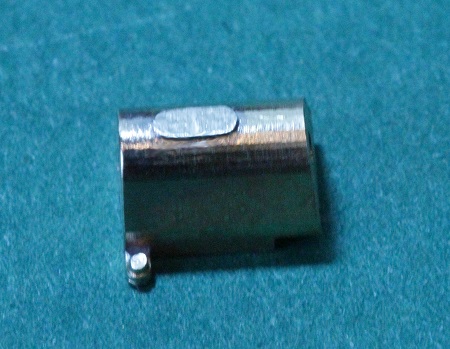
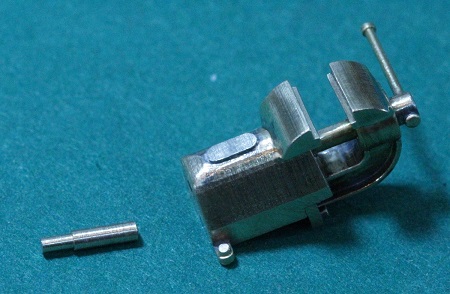 Ein Bolzen
wird gedreht (Ø 1 und 0,7, 4,5 mm lang) und....
Ein Bolzen
wird gedreht (Ø 1 und 0,7, 4,5 mm lang) und....
 ...in die Bohrung
am hinteren Ende vom Grundkörper geklebt, er imitiert die hinten ausragende
Schraubstockspindel.
...in die Bohrung
am hinteren Ende vom Grundkörper geklebt, er imitiert die hinten ausragende
Schraubstockspindel.
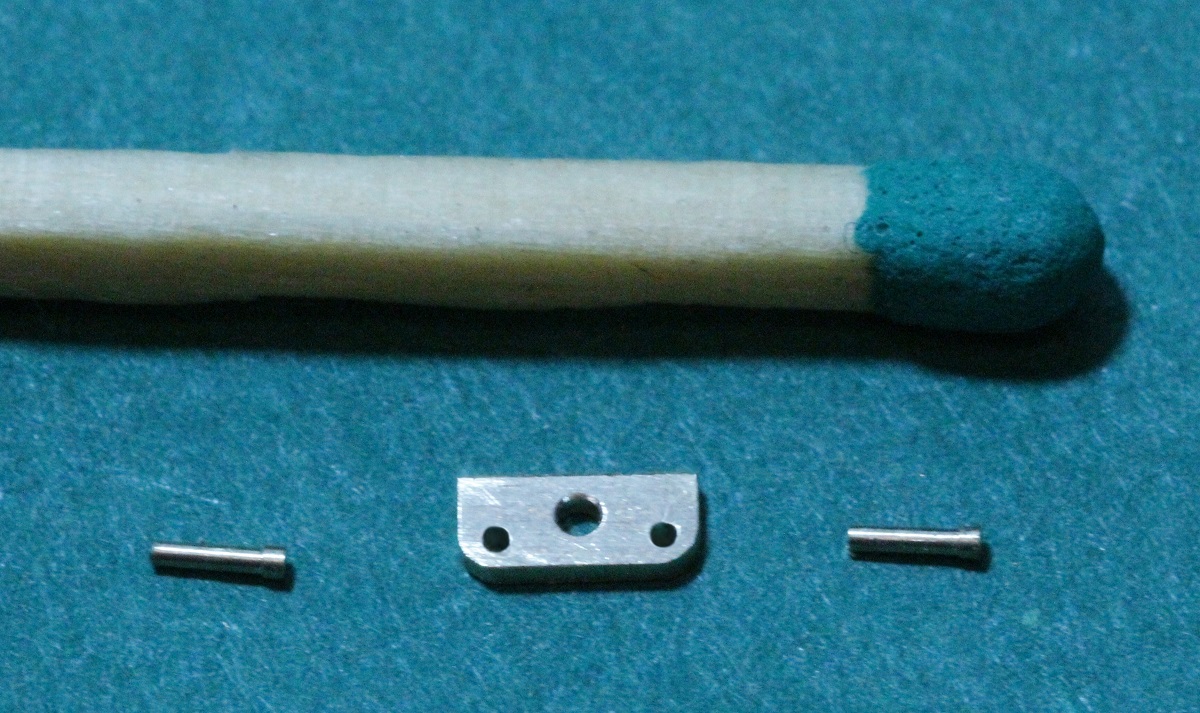
 Vorn liegen die beiden Schraubstock-Backen H aus Neusilber (eine Art Messing)
gemacht. Sie werden erst nach der Farbe in die Stufen der Backenträger
geklebt...
Vorn liegen die beiden Schraubstock-Backen H aus Neusilber (eine Art Messing)
gemacht. Sie werden erst nach der Farbe in die Stufen der Backenträger
geklebt...
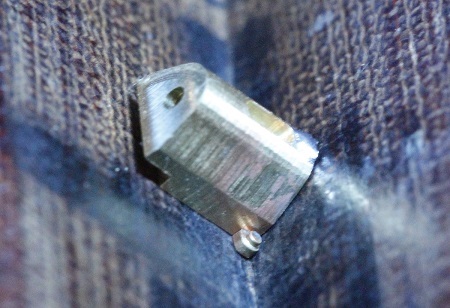
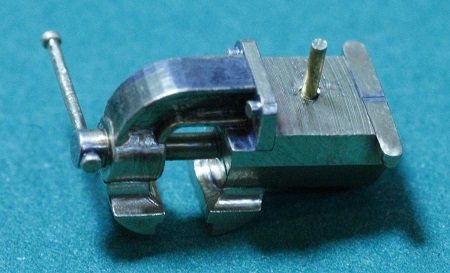 In die untere
Fläche habe ich zur späteren Befestigung an der Werkbank noch einen
0,6-mm-Ms-Bolzen eingebohrt/-klebt.
In die untere
Fläche habe ich zur späteren Befestigung an der Werkbank noch einen
0,6-mm-Ms-Bolzen eingebohrt/-klebt.
Mein Tip: bauen Sie einen
solchen Schraubstock in doppelter, dreifacher oder vierfacher Größe...
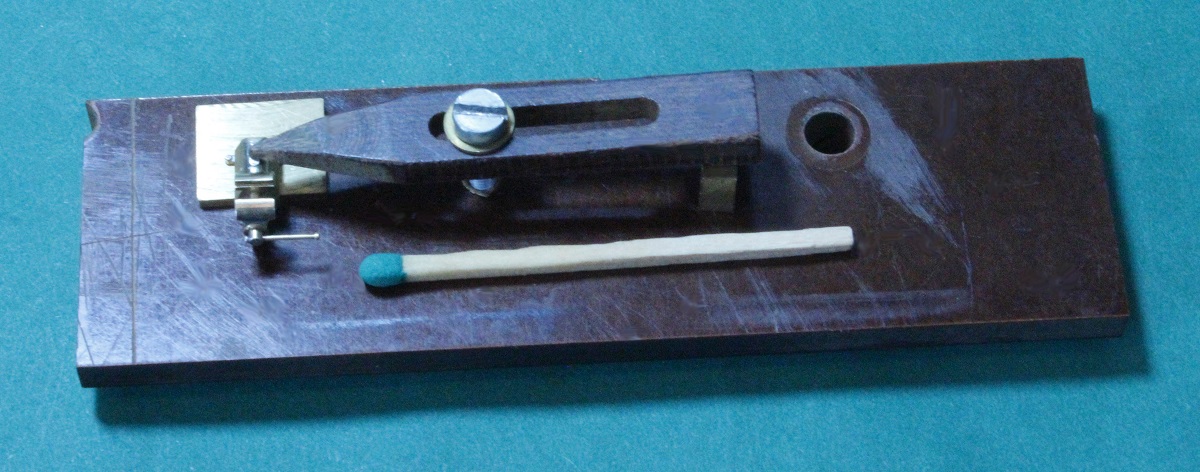
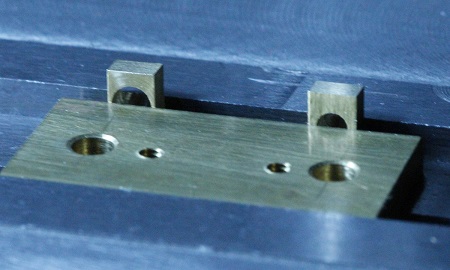
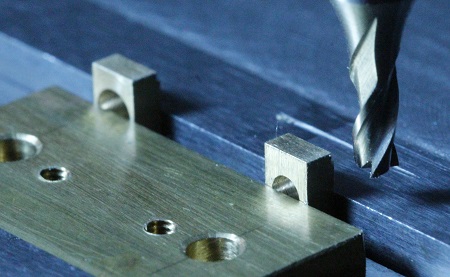
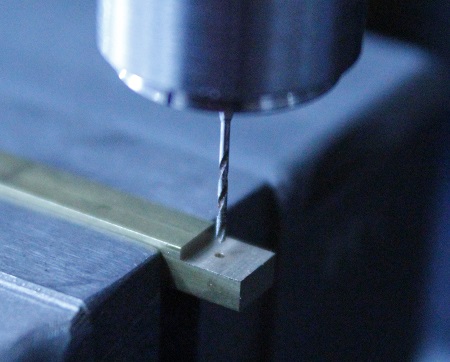 Für das maßlich
richtige Bohren in der Werkbank fertig ich schnell eine Bohrschablone
(Koordinaten-Fräsen und -Bohren!).
Für das maßlich
richtige Bohren in der Werkbank fertig ich schnell eine Bohrschablone
(Koordinaten-Fräsen und -Bohren!).
 Im Bild sieht man, wie diese Schablone gegen eine Probekante gestützt wird.
Im Bild sieht man, wie diese Schablone gegen eine Probekante gestützt wird.
 Hier ist die 0,6-mm-Bohrung schon an den Rand der Werkbank (0,4-mm-Ms-Blech)
gebohrt.
Hier ist die 0,6-mm-Bohrung schon an den Rand der Werkbank (0,4-mm-Ms-Blech)
gebohrt.
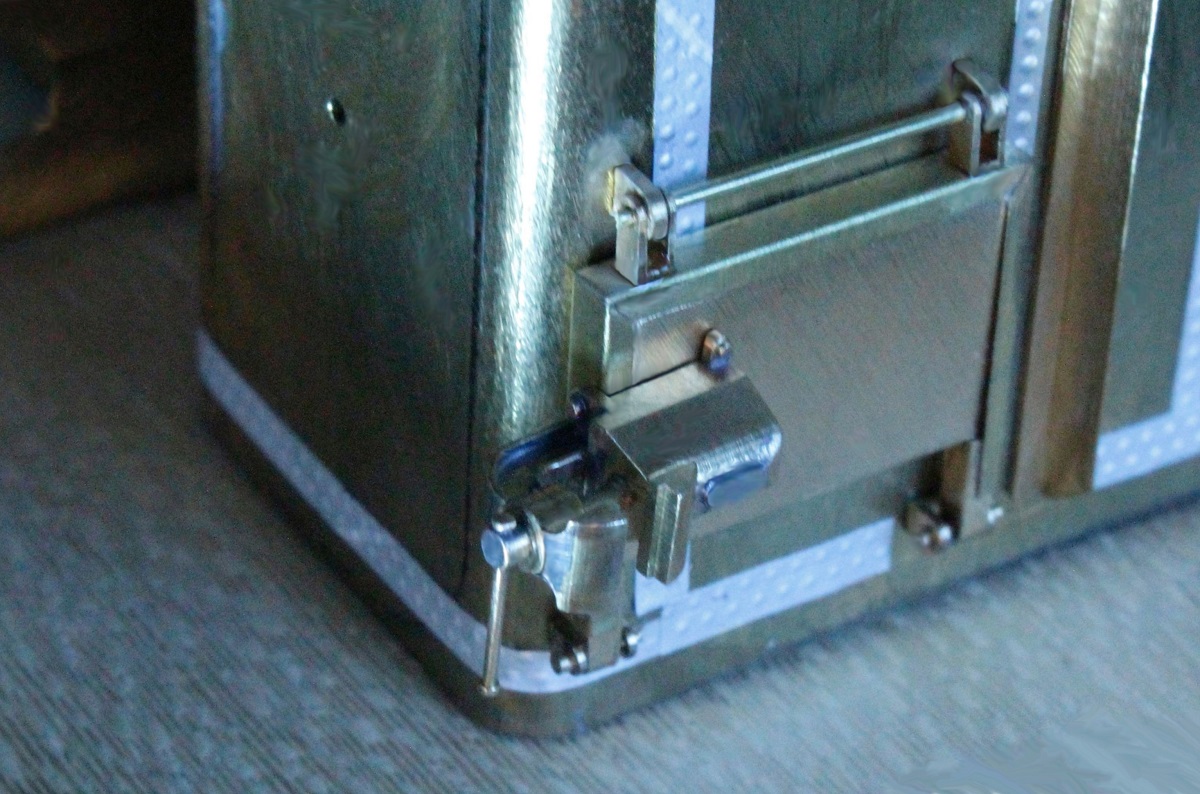
 Und hier sieht man lagerichtig die heruntergeklappte Werkbank-Platte mit dem nur
provisorisch eingesteckten Schraubstock.
Und hier sieht man lagerichtig die heruntergeklappte Werkbank-Platte mit dem nur
provisorisch eingesteckten Schraubstock.
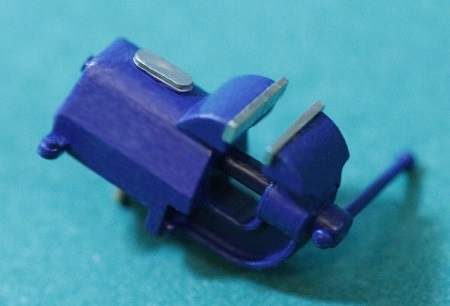 Der Schraubstock
ist gespritzt und die Schraubstockbacken sind eingeklebt.
Der Schraubstock
ist gespritzt und die Schraubstockbacken sind eingeklebt.
 So kleine Teile spritze ich mit REVELL (Waschbenzin-Verdünnung).
So kleine Teile spritze ich mit REVELL (Waschbenzin-Verdünnung).
118
zurück/back |
home