Ovale Klüsen
An Bord von nahezu jedem Schiff
werden zumeist an Seite Deck (oder auch in ein festes Schanzkleid eingeschweißt)
etliche Klüsen für die Durchführung von Festmachertauen vorgesehen. Es gibt hier
die unterschiedlichsten Formen und Ausführungen, teils sogar mit Rollen (die
sog. Rollenklüsen).
Klüsenöffnungen sind rund oder
oval gestaltet. Die Modellierungen von runden Klüsen muß nicht beschrieben
werden, man dreht sie als Drehteile. Schwieriger wird es bei ovalen Klüsen. Im
Foto 1
 (kleine Fotos durch Anklicken vergrößern)
(Klüsen als schwere Gußteile.) sind rechts die Bugklüse mit dem darauf
aufgesetzten Bug-Flaggstock und links eine Seitenklüse vom US-amerikanischen
Zerstörer CASSIN YOUNG von 1943 zu sehen, der heute noch als Museumsschiff in
Boston liegt. Auch bei der Heckklüse eines ähnlichen Zerstörers (Foto 2)
(kleine Fotos durch Anklicken vergrößern)
(Klüsen als schwere Gußteile.) sind rechts die Bugklüse mit dem darauf
aufgesetzten Bug-Flaggstock und links eine Seitenklüse vom US-amerikanischen
Zerstörer CASSIN YOUNG von 1943 zu sehen, der heute noch als Museumsschiff in
Boston liegt. Auch bei der Heckklüse eines ähnlichen Zerstörers (Foto 2)
 (Heckklüse mit dem Hecklicht
darüber an einem kurzen Stummel-Heckflaggstock.)
(Heckklüse mit dem Hecklicht
darüber an einem kurzen Stummel-Heckflaggstock.)
sieht man, daß deren Form leicht
oval ist. Beim Modellnachbau diese Teile zu bohren und danach die Form
vielleicht mit einer Rund-Nadelfeile auszuarbeiten ist zum Einen sehr mühselig
und andererseits wird es auch mir kaum gelingen, das richtig gut zu tun.
Bleibt im Grunde nur eine
mechanische Fertigung, welche ich vorzugsweise anwende und nun erklären möchte.
USS CASSIN YOUNG hat insgesamt 22 Seitenklüsen. Hier lohnt sich die Anfertigung
eines Formwerkzeuges. Dieser ähnelt einem Abrundfräser. Man muß ihn aus
Silberstahl selbst herstellen, weil man ihn mit den konkreten Maßen nirgends
kaufen kann. Im Foto 3  (Die
Arbeit für den Formfräser hat sich gelohnt. So sauber kann man die
Oval-Durchbrüche nicht feilen.) liegt dieser Fräser - ein Zweischneider -
am unteren Bildrand. Er hat angearbeitete Radien von 1,25 mm. Nützlich ist die
Tatsache, daß ich diesen Fräser später selbstverständlich auch als Abrundfräser
nutzen kann. Es ist kein Geheimnis, wenn ich verrate, daß ich inzwischen
zahlreiche derartige Abrundfräser mit fein abgestuften Radien-Werten habe.
(Die
Arbeit für den Formfräser hat sich gelohnt. So sauber kann man die
Oval-Durchbrüche nicht feilen.) liegt dieser Fräser - ein Zweischneider -
am unteren Bildrand. Er hat angearbeitete Radien von 1,25 mm. Nützlich ist die
Tatsache, daß ich diesen Fräser später selbstverständlich auch als Abrundfräser
nutzen kann. Es ist kein Geheimnis, wenn ich verrate, daß ich inzwischen
zahlreiche derartige Abrundfräser mit fein abgestuften Radien-Werten habe.
Zuerst möchte ich die Herstellung
eines solchen Fräsers beschreiben. In einem gut rundlaufendem Backenfutter,
besser jedoch in einer Spannzange, wird zuerst der Zapfen angedreht
(Silberstahl, sehr geringe Schnittgeschwindigkeit)(Foto 4)
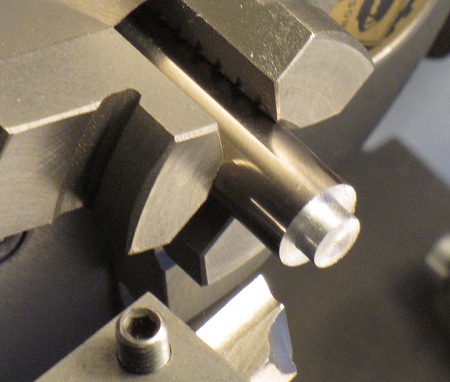 . (Silberstahl dreht man bei
sehr geringer Schnittgeschwindigkeit.) Dabei ist die Länge dieses Zapfen
nicht sehr wichtig. Danach spanne ich den Fräser-Rohling (Schaft-Ø hier 10 mm)
in die Zangen-Einrichtung eines stehenden Rundtischs. Der gerundete Übergang
kann so sehr exakt angefräst (also nicht angedreht!) werden. Beim Drehen müßte
man einen Radius-Stechstahl anschleifen, in diesen kleinen Dimensionen sehr
fehlerbehaftet! Wenn ich z.B. einen Radius von genauen 2,5 mm erreichen will, so
mache ich dies mit einem 5-mm-Fingerfräser. Ein 1,5-mm-Fingerfräser würde einen
Radius von nur 0,75 mm ergeben, allerdings haargenau.
. (Silberstahl dreht man bei
sehr geringer Schnittgeschwindigkeit.) Dabei ist die Länge dieses Zapfen
nicht sehr wichtig. Danach spanne ich den Fräser-Rohling (Schaft-Ø hier 10 mm)
in die Zangen-Einrichtung eines stehenden Rundtischs. Der gerundete Übergang
kann so sehr exakt angefräst (also nicht angedreht!) werden. Beim Drehen müßte
man einen Radius-Stechstahl anschleifen, in diesen kleinen Dimensionen sehr
fehlerbehaftet! Wenn ich z.B. einen Radius von genauen 2,5 mm erreichen will, so
mache ich dies mit einem 5-mm-Fingerfräser. Ein 1,5-mm-Fingerfräser würde einen
Radius von nur 0,75 mm ergeben, allerdings haargenau.
Zuerst bewege ich den drehenden
Fräser in Richtung Zapfen, bis er leicht „ankratzt“, der Y-Support wird
geklemmt. Dann bewege ich den Fräser mit dem X-Support in Richtung Fräserschaft
und dann in kleinen Stufungen weiter in dieser Richtung. Dabei wird der
Rundtisch ständig gedreht. So entsteht eine sauber „angedrehte“ Rundung mit sehr
guter Oberfläche (Foto 5) 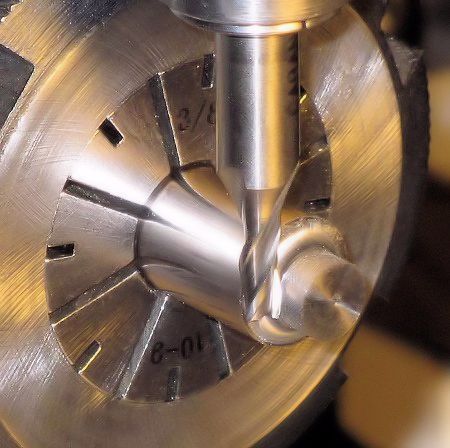 .
(Drehender Fingerfräser als Ersatz für einen Radius-Stechdrehstahl.) Am
sinnvollsten wäre es, wenn man schon den kurzen Zapfen mit dem Fingerfräser
„andreht“. Danach werden die Spanräume eingefräst (Foto 6
.
(Drehender Fingerfräser als Ersatz für einen Radius-Stechdrehstahl.) Am
sinnvollsten wäre es, wenn man schon den kurzen Zapfen mit dem Fingerfräser
„andreht“. Danach werden die Spanräume eingefräst (Foto 6
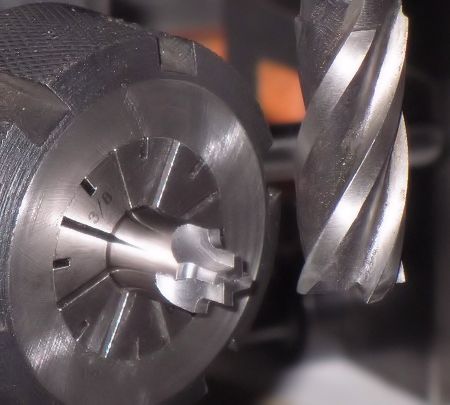 (Das gibt einen
rechtsschneidenden Formfräser.) und die Nahaufnahme Foto 7
(Das gibt einen
rechtsschneidenden Formfräser.) und die Nahaufnahme Foto 7
 ). (So etwa die Dimensionen
der Spanräume. Auf die Drehrichtung des Fräsers dabei achten.) Deren Zahl
ist unwichtig. Ich hatte mich für einen Vierschneider-Fräser entschieden, es
kann aber auch ein Zwei-Schneider sein (Foto 3). Selbst ein Fräser mit nur einer
Schneide ist möglich! Wichtig ist, daß die Spanflächen auf die Achse des Fräsers
zeigen. Das ergibt einen Spanwinkel von 0°, was für das Fräsen von Messing immer
die beste Wahl, fast zwingend nötig, ist. Beim Fräsen von langspanenden
Werkstoffen (Stahl, Alu, Cu, auch Plaste) sollte die Spanfläche leicht unterhalb
der Achse liegen. So kann ein leichter Spanwinkel entstehen.
). (So etwa die Dimensionen
der Spanräume. Auf die Drehrichtung des Fräsers dabei achten.) Deren Zahl
ist unwichtig. Ich hatte mich für einen Vierschneider-Fräser entschieden, es
kann aber auch ein Zwei-Schneider sein (Foto 3). Selbst ein Fräser mit nur einer
Schneide ist möglich! Wichtig ist, daß die Spanflächen auf die Achse des Fräsers
zeigen. Das ergibt einen Spanwinkel von 0°, was für das Fräsen von Messing immer
die beste Wahl, fast zwingend nötig, ist. Beim Fräsen von langspanenden
Werkstoffen (Stahl, Alu, Cu, auch Plaste) sollte die Spanfläche leicht unterhalb
der Achse liegen. So kann ein leichter Spanwinkel entstehen.
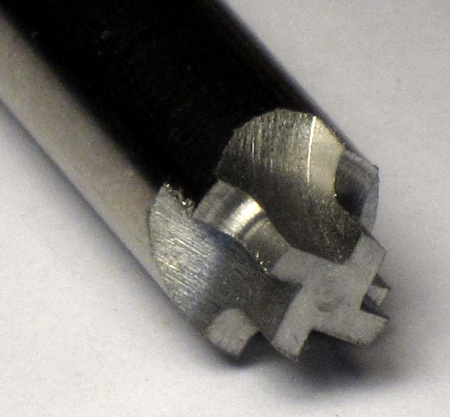
Ein Fräser in der Geometrie der
beiden letzten Fotos kann nicht schneiden, weil die Schneiden keine Freiwinkel
haben. Diese schleife ich mit einer kleinen Trennscheibe von Hand und unter
Verwendung einer Kopflupe als nächstes an. Im Foto 8
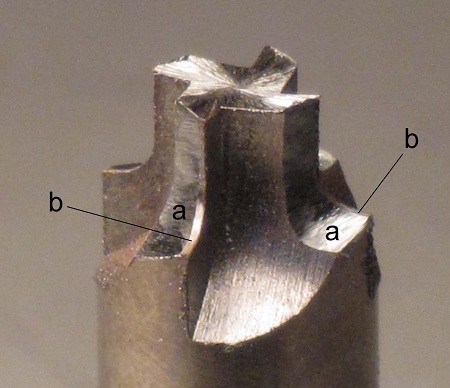 (Die vordere Stirnfläche habe
ich mit einer Trennscheibe etwas hohl geschliffen.) habe ich die dabei
entstehenden Freiflächen mit (a) bezeichnet. Wie weit man dabei
„hinterschleift“, ist weniger von Bedeutung. Von der ehemaligen gerundeten
Fläche soll jedoch an jeder Schneide nur ein sehr schmaler Streifen (b)
übrigbleiben. Bei mir sind das stets nur wenige Zehntel-mm. Wenn man dabei
einmal leicht bis nach vorn zur Schneide schleift, ist dies bei einem
Vierschneider keine Katastrophe, denn die Zerspanungsarbeit würden an dieser
Stelle die drei anderen Schneiden mit erledigen. Nur bei einem Einschneider
müßte man sehr genau auf die Bewahrung der Radiusform achten.
(Die vordere Stirnfläche habe
ich mit einer Trennscheibe etwas hohl geschliffen.) habe ich die dabei
entstehenden Freiflächen mit (a) bezeichnet. Wie weit man dabei
„hinterschleift“, ist weniger von Bedeutung. Von der ehemaligen gerundeten
Fläche soll jedoch an jeder Schneide nur ein sehr schmaler Streifen (b)
übrigbleiben. Bei mir sind das stets nur wenige Zehntel-mm. Wenn man dabei
einmal leicht bis nach vorn zur Schneide schleift, ist dies bei einem
Vierschneider keine Katastrophe, denn die Zerspanungsarbeit würden an dieser
Stelle die drei anderen Schneiden mit erledigen. Nur bei einem Einschneider
müßte man sehr genau auf die Bewahrung der Radiusform achten.
Nun wird er Fräser-Rohling hellrot
erhitzt und im kalten Wasser abgeschreckt. Der Silberstahl härtet dabei glashart
und verzundert an der Oberfläche schwarz (Foto 9)
 . (Vom schwarzen Zunder darf
man sich nicht schrecken lassen.) Beim Tauchen in das Wasser soll man ihn
leicht im Kreis drehen. Nur am Schaft (!) wird der Zunder weggeschmirgelt. Nun
kann der Schaft für das nötige Anlassen vorsichtig erhitzt werden. Der Schaft
darf dabei die blaue Anlaßfarbe erreichen. Man beobachtet, wie die Hitze sehr
langsam nach vorn in den Bereich der Schneiden „kriecht“. Diese dürfen jedoch
nicht mehr als hellgelb werden. Bei dieser Anlaßfarbe sind sie zur Spanabnahme
noch hart genug, jedoch nicht mehr glashart – das wäre zu hart und die Schneiden
könnten wie Glas brechen! Jetzt werden (nur) die vier Spanflächen mit einer
kleinen Trenn-Schleifscheibe scharf geschliffen. Dabei ist wichtig, daß die
Drehrichtung der kleinen Scheibe stets so ist, daß die Schleifrichtung „in die
Fläche“ gerichtet ist, es also an der Schneide keinesfalls Grat gibt…(Foto 10)
. (Vom schwarzen Zunder darf
man sich nicht schrecken lassen.) Beim Tauchen in das Wasser soll man ihn
leicht im Kreis drehen. Nur am Schaft (!) wird der Zunder weggeschmirgelt. Nun
kann der Schaft für das nötige Anlassen vorsichtig erhitzt werden. Der Schaft
darf dabei die blaue Anlaßfarbe erreichen. Man beobachtet, wie die Hitze sehr
langsam nach vorn in den Bereich der Schneiden „kriecht“. Diese dürfen jedoch
nicht mehr als hellgelb werden. Bei dieser Anlaßfarbe sind sie zur Spanabnahme
noch hart genug, jedoch nicht mehr glashart – das wäre zu hart und die Schneiden
könnten wie Glas brechen! Jetzt werden (nur) die vier Spanflächen mit einer
kleinen Trenn-Schleifscheibe scharf geschliffen. Dabei ist wichtig, daß die
Drehrichtung der kleinen Scheibe stets so ist, daß die Schleifrichtung „in die
Fläche“ gerichtet ist, es also an der Schneide keinesfalls Grat gibt…(Foto 10)
 . (Nur der Schaft wurde vom
Zunder befreit. Rechts sieht man eine Spanfläche vom Schliff mit der kleinen
Trennscheibe hell leuchten.) Eine Fräsprobe durch ein Stück Messing
zeigt, daß der Fräser richtig hergestellt wurde (Foto 11)
. (Nur der Schaft wurde vom
Zunder befreit. Rechts sieht man eine Spanfläche vom Schliff mit der kleinen
Trennscheibe hell leuchten.) Eine Fräsprobe durch ein Stück Messing
zeigt, daß der Fräser richtig hergestellt wurde (Foto 11)
 . (Wenn alles richtig gemacht
wurde, schneidet auch ein Eigenbau-Fräser.)
. (Wenn alles richtig gemacht
wurde, schneidet auch ein Eigenbau-Fräser.)
Per Schlagzahnfräsen
(1) habe ich je zwei
Messing-Körper hergestellt (Foto 12)  (Das Schlagzahn-Fräsverfahren (1) gebe ich wegen der Exaktheit
der erzeugten Teile nicht mehr her!) und zusammengelötet (Foto 13)
(Das Schlagzahn-Fräsverfahren (1) gebe ich wegen der Exaktheit
der erzeugten Teile nicht mehr her!) und zusammengelötet (Foto 13)
 .
(Den Lötspalt erkennt man kaum. Gelötet wurde im Lötprisma aus
Pertinax/Novotex, welches jeder Modellbauer haben sollte.) In einem
ausgerichteten Maschinenschraubstock wurden die Bohrungsmitten angefahren und
mit einem größeren Fingerfräser zu einem (kurzen) Langloch-Durchbruch erweitert
(Foto 14)
.
(Den Lötspalt erkennt man kaum. Gelötet wurde im Lötprisma aus
Pertinax/Novotex, welches jeder Modellbauer haben sollte.) In einem
ausgerichteten Maschinenschraubstock wurden die Bohrungsmitten angefahren und
mit einem größeren Fingerfräser zu einem (kurzen) Langloch-Durchbruch erweitert
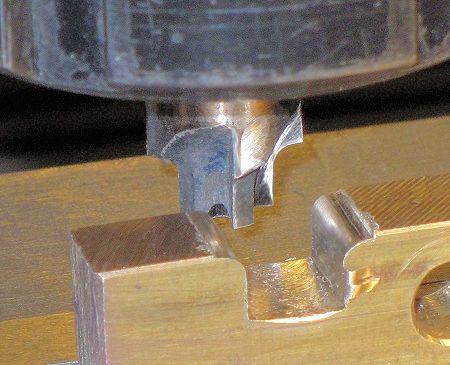
(Foto 14)  . (Zum Ausrichten
der Frässpindelmitte exakt über die Bohrung wird eine Zentrierspitze in diese
gedrückt und dann erst die Spanneisen für den Maschinenschraubstock
festgezogen.) Die dabei angefahrenen Skalenwerte für die beiden „Mitten“
notiert man sich. Beim nachfolgenden Arbeitsgang mit dem Eigenbau-Fräser werden
diese Skalenwerte wieder genau angefahren (Foto 15)
. (Zum Ausrichten
der Frässpindelmitte exakt über die Bohrung wird eine Zentrierspitze in diese
gedrückt und dann erst die Spanneisen für den Maschinenschraubstock
festgezogen.) Die dabei angefahrenen Skalenwerte für die beiden „Mitten“
notiert man sich. Beim nachfolgenden Arbeitsgang mit dem Eigenbau-Fräser werden
diese Skalenwerte wieder genau angefahren (Foto 15)
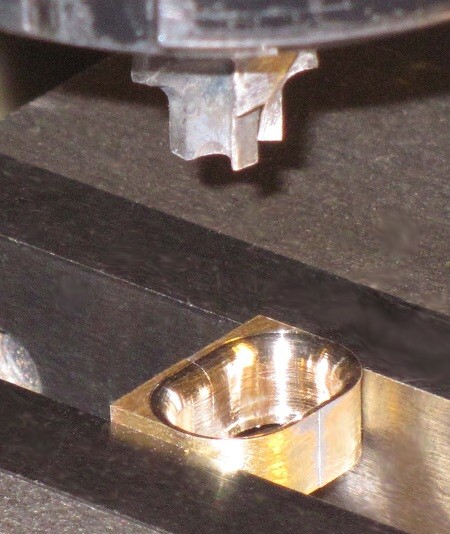 . (Die Drehzahl mit dem
Eigenbau-Fräser eher zu gering als zu hoch!) Nach Umschlag des Werkstücks
konnte auch die gegenüberliegende Seite gerundet ausgefräst werden. Dabei ist es
sehr nützlich, wenn man mit einem Schraubstock-Innenanschlag arbeitet. So muß
man in der X-Richtung nicht erneut „anfahren“. Im Bild 16
. (Die Drehzahl mit dem
Eigenbau-Fräser eher zu gering als zu hoch!) Nach Umschlag des Werkstücks
konnte auch die gegenüberliegende Seite gerundet ausgefräst werden. Dabei ist es
sehr nützlich, wenn man mit einem Schraubstock-Innenanschlag arbeitet. So muß
man in der X-Richtung nicht erneut „anfahren“. Im Bild 16
 (An diese
Maschinengenauigkeit kommt Handarbeit nicht heran.) ist unser
Klüsen-Rohling rechts zusehen.
(An diese
Maschinengenauigkeit kommt Handarbeit nicht heran.) ist unser
Klüsen-Rohling rechts zusehen.
Die Klüsen sind in der Regel
Gußkörper mit außen umlaufender „Nut“. Einem geradverzahnten
Zweischneider-Fingerfräser habe ich für den Zweck von Hand gerundete
Schneidenecken angeschliffen. Mit diesem habe ich zuerst oben und an den Seiten
flache Nuten eingefräst (Foto 17) 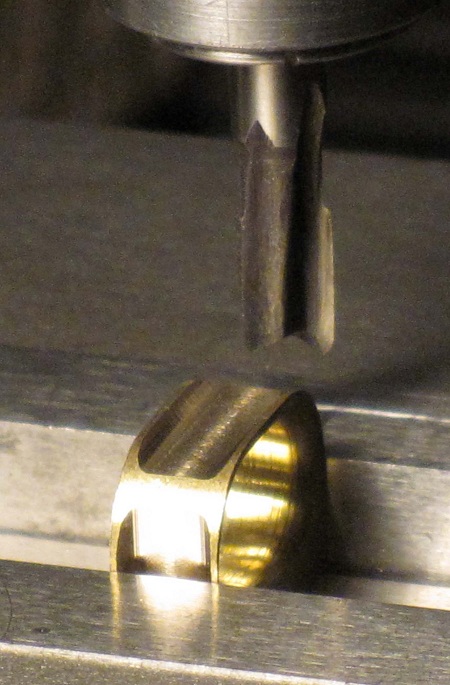 ,
(Auch hierbei arbeite ich mit Schraubstock-Innenanschlag.)
danach unter etwa 45°-Schrägstellung auch an den Ecken. Dabei wurde jeweils
immer genau auf die gleiche Tiefe gefräst (Foto 18
,
(Auch hierbei arbeite ich mit Schraubstock-Innenanschlag.)
danach unter etwa 45°-Schrägstellung auch an den Ecken. Dabei wurde jeweils
immer genau auf die gleiche Tiefe gefräst (Foto 18
 (Diese (Bug-)Klüse ist in der
Seitenansicht konisch gestaltet, deshalb der vorläufige Spannzapfen unten.)
am Beispiel einer anderen Klüse). Den Rest habe ich mit einer Rund-Nadelfeile
sehr vorsichtig gefeilt (Foto 19)
(Diese (Bug-)Klüse ist in der
Seitenansicht konisch gestaltet, deshalb der vorläufige Spannzapfen unten.)
am Beispiel einer anderen Klüse). Den Rest habe ich mit einer Rund-Nadelfeile
sehr vorsichtig gefeilt (Foto 19)  .
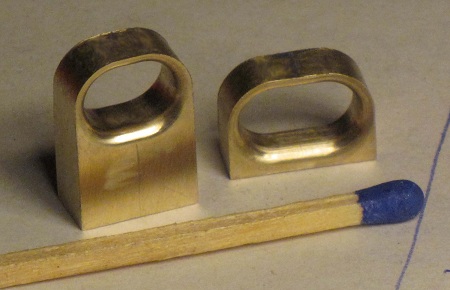
(Manchmal muß auch ich feilen, doch ungern!) Zur
Komplettierung erhielten beide Klüsen (für Bug- und Heck-Klüse) mit
Sekundenkleber eingeklebte Schlagzahnfrästeile (Foto 20)
.
(Manchmal muß auch ich feilen, doch ungern!) Zur
Komplettierung erhielten beide Klüsen (für Bug- und Heck-Klüse) mit
Sekundenkleber eingeklebte Schlagzahnfrästeile (Foto 20)
 .
(Die kleinen Teile, die vorn liegen, sind überzählig.)
Dabei habe ich reichlich Kleber in die Innenecken gegeben, der dort schön
gleichmäßig verläuft. So gibt es später nach der Spitz-Lackierung einen schönen
„Guß-Charakter“ dieser Teile. Unten in der Mitte wurde jeweils ein 1-mm-Stift
eingeklebt. Dieser dient später bei der Endmontage als besserer Halt gegen das
Deck. Foto 21
.
(Die kleinen Teile, die vorn liegen, sind überzählig.)
Dabei habe ich reichlich Kleber in die Innenecken gegeben, der dort schön
gleichmäßig verläuft. So gibt es später nach der Spitz-Lackierung einen schönen
„Guß-Charakter“ dieser Teile. Unten in der Mitte wurde jeweils ein 1-mm-Stift
eingeklebt. Dieser dient später bei der Endmontage als besserer Halt gegen das
Deck. Foto 21
 (Neben der Heckklüse die erst rohbaufertigen Smog-Generatoren
(Flaschen für Nebensäure).) zeigt die Heckklüse mit dem kurzen
Flaggstock-Stummel noch ohne Farbe zwischen den beiden Smog-Generatoren, auch
diese noch unfertig und ohne Farbe.
(Neben der Heckklüse die erst rohbaufertigen Smog-Generatoren
(Flaschen für Nebensäure).) zeigt die Heckklüse mit dem kurzen
Flaggstock-Stummel noch ohne Farbe zwischen den beiden Smog-Generatoren, auch
diese noch unfertig und ohne Farbe.
Jürgen Eichardt
(1)
Jürgen Eichardt, „Fräsen
mit der Drehmaschine“, Verlag für Technik und Handwerk, 1998, ISBN
3-88180-099-9

zurück/back |
home
 (kleine Fotos durch Anklicken vergrößern)
(Klüsen als schwere Gußteile.) sind rechts die Bugklüse mit dem darauf
aufgesetzten Bug-Flaggstock und links eine Seitenklüse vom US-amerikanischen
Zerstörer CASSIN YOUNG von 1943 zu sehen, der heute noch als Museumsschiff in
Boston liegt. Auch bei der Heckklüse eines ähnlichen Zerstörers (Foto 2)
(kleine Fotos durch Anklicken vergrößern)
(Klüsen als schwere Gußteile.) sind rechts die Bugklüse mit dem darauf
aufgesetzten Bug-Flaggstock und links eine Seitenklüse vom US-amerikanischen
Zerstörer CASSIN YOUNG von 1943 zu sehen, der heute noch als Museumsschiff in
Boston liegt. Auch bei der Heckklüse eines ähnlichen Zerstörers (Foto 2)

