Patronen - selbst hergestellt
Wenn man sich mit dem
Modellnachbau von militärischem „Gerät“ (Kampfschiffe, Geschütze, Panzer,
Kanonen…) befaßt, besonders auch bei szenischen Darstellungen (Dioramas), so hat
man u.a. auch patronierte Munition (Granatpatronen) zu modellieren. Die jeweils
nötige Größe im richtigen Maßstab bzw. Form kann man nicht kaufen, nur Selbstbau
ist möglich. Dabei kommt selbstverständlich eine Tisch-Drehmaschine zum Einsatz,
die inzwischen nahezu jeder Modellbauer hat.
Mein 1:50-Vitrinenmodell vom
Zerstörer USS CASSIN YOUNG von 1943 will ich so darstellen, als liegt dieses
Schiff im „Zwischenstopp“ im Marine-Stützpunkt. An Deck soll dabei eine Anzahl
von Patronen für die 127-mm-Hauptkaliper Mk30 gestapelt zu sehen sein. Eine
Anzahl dieser Granatpatronen habe ich neulich zweiteilig hergestellt. Der
hintere Teil ist bei den Originalen stets aus Messing gedreht und die am
vorderen Ende eingepreßten Granaten sind oft aus brüniertem Stahl herstellt. Sie
haben in der Regel am zylindrischen Teil außen zwei leicht überstehende, schmale
Kupferringe. In diese (weichen) Kupferringe schneiden sich beim Abfeuern der
Granate die langgestreckt gewendelten sogenannten Züge ein und versetzen bei
ihrem Durchgang durch das Rohr die Geschosse in hohe Umdrehung. Durch diese
Drehbewegung während des Flugs zum Ziel bleibt die Flugbahn stabiler.
Granaten-Herstellung
Der Umstand, daß diese Kupferringe
vorhanden sind und bei den Modellgranaten in diesem recht großen Maßstab auch
sichtbar sein sollen, hat mich veranlaßt, die Granaten ganz aus Kupfer zu
drehen. Zuerst erhielten die Kupferabschnitte einheitliche Spannzapfen angedreht
(a in Foto 1) 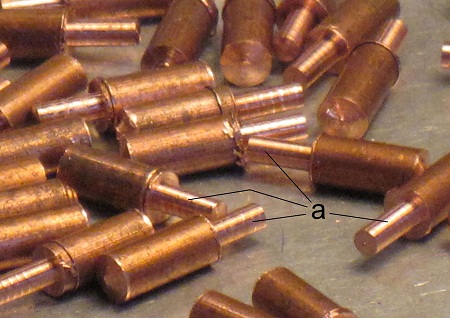 . Mit diesen Spannzapfen
wurden die Granaten-Rohlinge bei den folgenden Arbeitsgängen stets bis zum
Anschlag in einer Spannzange gespannt. (Die Alternativen zur
Spannzangen-Spannung, die nicht jeder Modellbauer hat, wären ein gut
rundlaufendes Backenfutter, Klemmhülse oder sogar geschlitzte Klemmbuchse, sind
in meinen wichtigen Büchern (1)
und (2) ausführlich
beschrieben.) Nun konnte der spätere Außendurchmesser der Kupferringe plus etwa
0,1 mm Aufmaß überdreht werden (b in Foto 2)
. Mit diesen Spannzapfen
wurden die Granaten-Rohlinge bei den folgenden Arbeitsgängen stets bis zum
Anschlag in einer Spannzange gespannt. (Die Alternativen zur
Spannzangen-Spannung, die nicht jeder Modellbauer hat, wären ein gut
rundlaufendes Backenfutter, Klemmhülse oder sogar geschlitzte Klemmbuchse, sind
in meinen wichtigen Büchern (1)
und (2) ausführlich
beschrieben.) Nun konnte der spätere Außendurchmesser der Kupferringe plus etwa
0,1 mm Aufmaß überdreht werden (b in Foto 2)
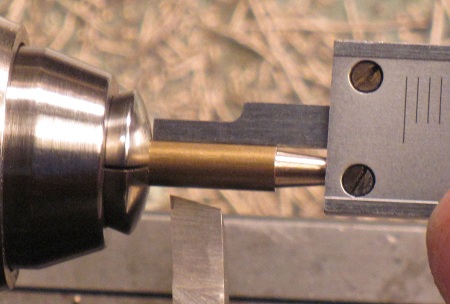
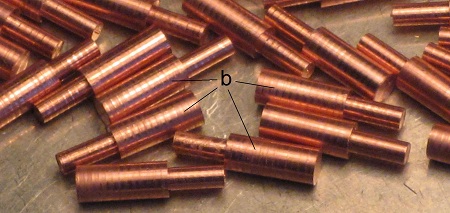 . Damit ich mit dem Drehstahl dabei nicht
in die gehärtete Spannzange fahre, habe ich das Teil jeweils so gespannt, daß
wenigstens 1 mm Abstand zu dieser bestand. Dann wurde vorn der zylindrische Teil
vom Kaliber-Durchmesser angedreht (c in Foto 3)
. Damit ich mit dem Drehstahl dabei nicht
in die gehärtete Spannzange fahre, habe ich das Teil jeweils so gespannt, daß
wenigstens 1 mm Abstand zu dieser bestand. Dann wurde vorn der zylindrische Teil
vom Kaliber-Durchmesser angedreht (c in Foto 3)
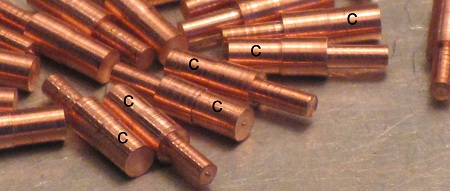 . Das war in dem Fall ein Durchmesser von
etwa 2,5 mm (127 : 50 = 2,54). Die Granatspitze ist in der Außenkontur nicht
kurvig gewölbt, sondern aus insgesamt drei Einzelkegeln zusammengesetzt. Daher
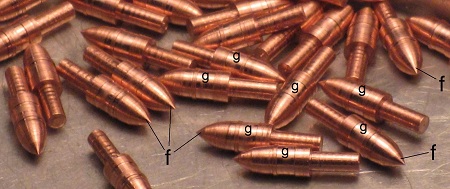
habe ich nacheinander diese drei Kegel bei drei Arbeitsgängen angedreht (d, e
und f in den Fotos 4, 5 und 6)
. Das war in dem Fall ein Durchmesser von
etwa 2,5 mm (127 : 50 = 2,54). Die Granatspitze ist in der Außenkontur nicht
kurvig gewölbt, sondern aus insgesamt drei Einzelkegeln zusammengesetzt. Daher
habe ich nacheinander diese drei Kegel bei drei Arbeitsgängen angedreht (d, e
und f in den Fotos 4, 5 und 6) 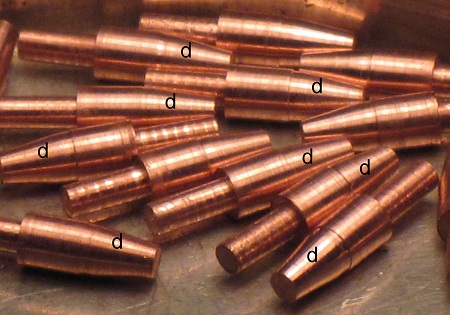

 .
Die richtige Grad-Zahl für die jeweiligen Obersupport-Verstellungen habe ich aus
einer 10-fach größeren Skizze, die ich ohnehin immer vor der Herstellung kleiner
Teile anfertige.
.
Die richtige Grad-Zahl für die jeweiligen Obersupport-Verstellungen habe ich aus
einer 10-fach größeren Skizze, die ich ohnehin immer vor der Herstellung kleiner
Teile anfertige.
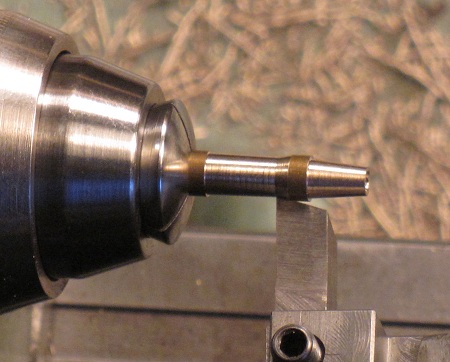
Beim Foto 6 erkennt man zusätzlich
mit (g) zwischen den beiden Kupferringen einen sehr flachen Einstich ebenfalls
auf den Kaliberdurchmesser 2,5 mm (gedreht mit einem HSS-Spitzdrehstahl). Auch
ein flacher, kurzer Absatz (h in Foto 7)  wurde auf diesen Durchmesser noch angedreht. Dazu konnte ich die kleinen
Granaten jedoch auch nicht bis an die Spannzangenstirn heranschieben, weil sonst
der Spitzdrehstahl, mit dem ich auch dies gedreht habe, mit der gehärteten Zange
kollidiert wäre.
wurde auf diesen Durchmesser noch angedreht. Dazu konnte ich die kleinen
Granaten jedoch auch nicht bis an die Spannzangenstirn heranschieben, weil sonst
der Spitzdrehstahl, mit dem ich auch dies gedreht habe, mit der gehärteten Zange
kollidiert wäre.
Hülsen-Herstellung
Die Messing-Hülsen erhielten
zuerst Bohrungen, in welche die Spannzapfen der Kupfer-Granaten passen und der
vorderste, steilere Konus wurde etwas länger als nötig angedreht (Foto 8)
 . Damit man bei diesen Arbeitsgängen
stets nach den gleichen Quersupport-Skalenwerden arbeiten kann, muß bei jedem
neuen Klemmen in der Zange bzw. Backenfutter die Längenlage mit dem geklemmten
Tiefenmaß eines Meßschiebers eingerichtet werden (Foto 9)
. Damit man bei diesen Arbeitsgängen
stets nach den gleichen Quersupport-Skalenwerden arbeiten kann, muß bei jedem
neuen Klemmen in der Zange bzw. Backenfutter die Längenlage mit dem geklemmten
Tiefenmaß eines Meßschiebers eingerichtet werden (Foto 9)
 . Ich schiebe das Werkstück in der nur
leicht angezogenen Zange bis zum Anschlag und ziehe diese erst danach mit dem
Anzugsrohr fest.
. Ich schiebe das Werkstück in der nur
leicht angezogenen Zange bis zum Anschlag und ziehe diese erst danach mit dem
Anzugsrohr fest.
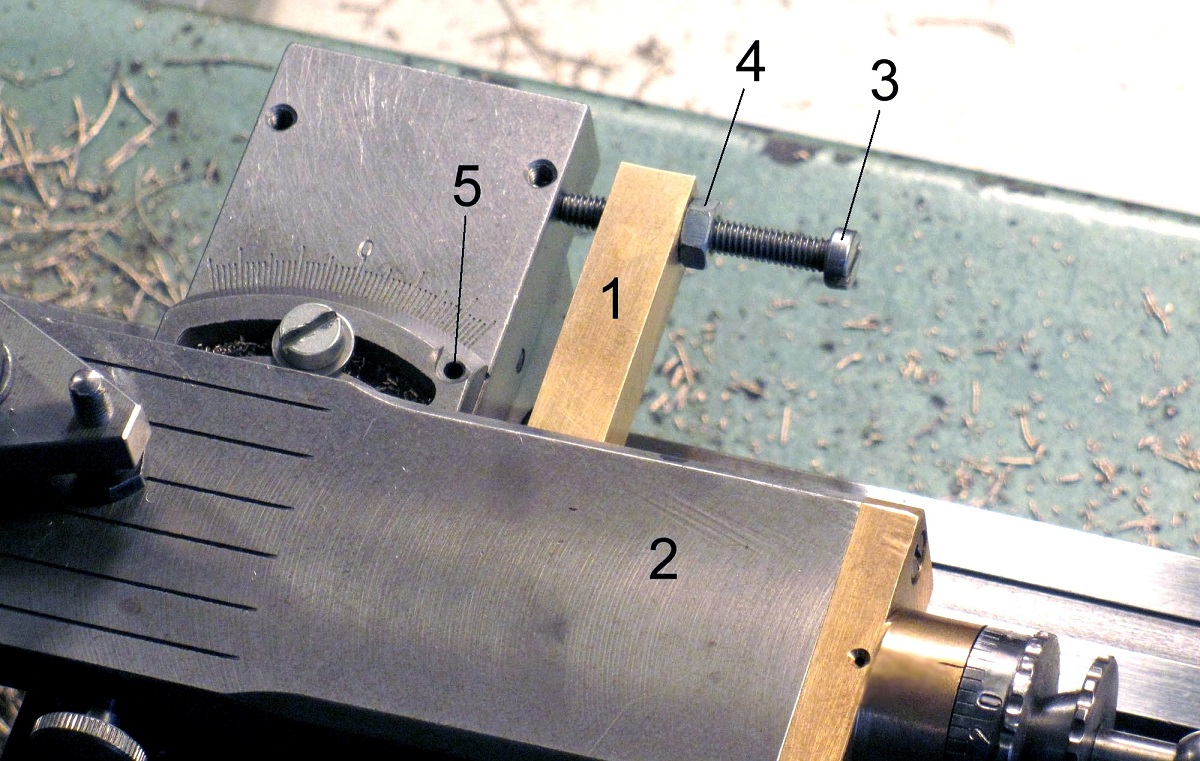
Die Patronenhülsen sind immer sehr
langgestreckte Kegel. Um diese streßfrei und ohne viele Drehversuche mit dem
Obersupport einzurichten, hat auch meine Uhrmacher-Drehmaschine einen Justierarm
(1 in Foto 10)
 (kleine Fotos durch anklicken vergrößern) mit
Justierschraube (3) und Kontermutter (4) am Grundkörper vom Obersupport (2)
erhalten. Mit dieser Justiermöglichkeit, kann ich langgestreckte Kegel (z.B.
auch für das Drehen von konischen Kanonenrohren oder auch Morsekegel an einer
größeren Drehmaschine) sehr genau und kontrolliert einrichten. Bei (5) im Foto
10 ist eine gerieben 2-mm-Bohrung zu sehen. In diese stecke ich einen
2-mm-Zylinderstift, um nach einer Winkelverstellung des Obersupports ohne lange
Versuche die Einstellung für das Zylindrisch-Drehen (die exakte
Null-Grad-Stellung) zu erhalten. Das ist bei einer Uhrmacher-Drehmaschine
besonders wichtig, weil es hier für das sog. Langdrehen ja nur die Möglichkeit
mit dem Obersupport gibt.
(kleine Fotos durch anklicken vergrößern) mit
Justierschraube (3) und Kontermutter (4) am Grundkörper vom Obersupport (2)
erhalten. Mit dieser Justiermöglichkeit, kann ich langgestreckte Kegel (z.B.
auch für das Drehen von konischen Kanonenrohren oder auch Morsekegel an einer
größeren Drehmaschine) sehr genau und kontrolliert einrichten. Bei (5) im Foto
10 ist eine gerieben 2-mm-Bohrung zu sehen. In diese stecke ich einen
2-mm-Zylinderstift, um nach einer Winkelverstellung des Obersupports ohne lange
Versuche die Einstellung für das Zylindrisch-Drehen (die exakte
Null-Grad-Stellung) zu erhalten. Das ist bei einer Uhrmacher-Drehmaschine
besonders wichtig, weil es hier für das sog. Langdrehen ja nur die Möglichkeit
mit dem Obersupport gibt.
So konnte ich alle Hülsenkegel
vollkommen gleich andrehen (Foto 11) 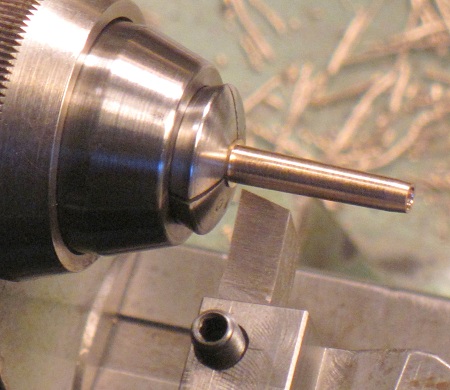 .
Bei der „Rückfahrt“ des Drehstahls wurde an der nächsten Hülse schon ein
Großteil des Materials mit dessen Nebenschneide weggenommen (Foto 12)
.
Bei der „Rückfahrt“ des Drehstahls wurde an der nächsten Hülse schon ein
Großteil des Materials mit dessen Nebenschneide weggenommen (Foto 12)
 . Für diese Arbeitsweise ist es günstig,
wenn der Freiwinkel der Nebenschneide nicht zu gering ausfällt. Beim Foto 12
schätze ich diesen auf etwa 20°. Im Foto 13
. Für diese Arbeitsweise ist es günstig,
wenn der Freiwinkel der Nebenschneide nicht zu gering ausfällt. Beim Foto 12
schätze ich diesen auf etwa 20°. Im Foto 13
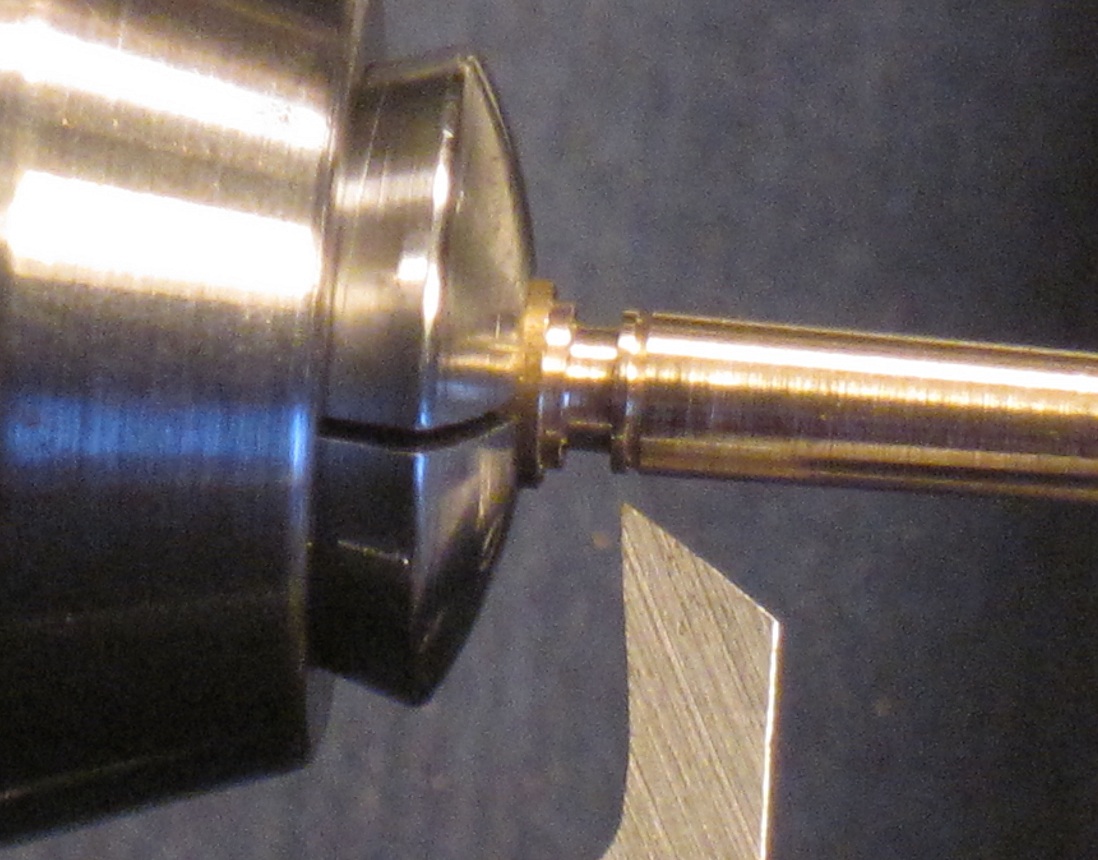
 ist eine Granate nur zur Probe in die Hülse gesteckt. Auch bei diesem Foto
erscheint die Hülse wegen dem Kunstlicht zu rötlich, es ist aber "gelbes"
Messing. Am hinteren Ende wurde nun die Gesamtlänge bei einer (!) Hülse erst nur
vorgestochen (Foto 14)
ist eine Granate nur zur Probe in die Hülse gesteckt. Auch bei diesem Foto
erscheint die Hülse wegen dem Kunstlicht zu rötlich, es ist aber "gelbes"
Messing. Am hinteren Ende wurde nun die Gesamtlänge bei einer (!) Hülse erst nur
vorgestochen (Foto 14) 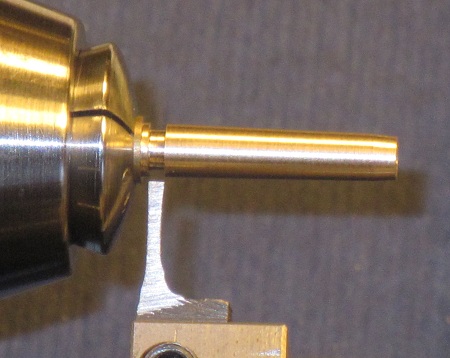 . Das war nötig,
damit ich das Einstechen der Ausziehrille nach Längenlage und Stechtiefe
einrichten konnte (Foto 15)
. Das war nötig,
damit ich das Einstechen der Ausziehrille nach Längenlage und Stechtiefe
einrichten konnte (Foto 15)
 .
Das habe ich mit einem speziell geschliffenen (etwa 45° Schräge) HSS-Drehstahl
dann bei allen gemacht (Foto 16)
.
Das habe ich mit einem speziell geschliffenen (etwa 45° Schräge) HSS-Drehstahl
dann bei allen gemacht (Foto 16)  . Danach
konnte die Hülsen auf gleiche Längen abgestochen werden (Foto 17)
. Danach
konnte die Hülsen auf gleiche Längen abgestochen werden (Foto 17)
 .
Dabei bleiben an der hinteren Stirn kleine Abstech-Reste (rechts im Foto 18)
.
Dabei bleiben an der hinteren Stirn kleine Abstech-Reste (rechts im Foto 18)
 , die einzeln noch abgedreht werden
müssen. Dazu habe ich die Hülsen auch in einer Spannzange aufgenommen, wegen dem
Kegel der Hülse eine nicht ganz korrekte Spannung, doch für dieses geringe
Plandrehen kann man das machen. Die (gehärtete) Zange nimmt keinen Schaden und
man zieht sie ohnehin nicht so fest, daß sich vielleicht Markierungen an der
Außenseite abbilden.
, die einzeln noch abgedreht werden
müssen. Dazu habe ich die Hülsen auch in einer Spannzange aufgenommen, wegen dem
Kegel der Hülse eine nicht ganz korrekte Spannung, doch für dieses geringe
Plandrehen kann man das machen. Die (gehärtete) Zange nimmt keinen Schaden und
man zieht sie ohnehin nicht so fest, daß sich vielleicht Markierungen an der
Außenseite abbilden.
Fertigstellung
In einem Brünierungsbad (Brünierungssäure
z.B. von Fa. Fohrmann) wurden die Cu-Granaten schwarz brüniert (links im Foto
19)  . Nach dem Trocknen wurden die
Granaten wieder in der Spannzange aufgenommen und so konnte ich die je zwei
Kupferringe noch einmal leicht überdrehen, sodaß das Kupfer als Material wieder
deutlich in Erscheinung tritt (rechts im Foto 19). Nach dem feinen Überschleifen
der Hülsen konnten die Granaten nun mit winzigen Tropfen Sekundenkleber
eingeklebt werden (Foto 20)
. Nach dem Trocknen wurden die
Granaten wieder in der Spannzange aufgenommen und so konnte ich die je zwei
Kupferringe noch einmal leicht überdrehen, sodaß das Kupfer als Material wieder
deutlich in Erscheinung tritt (rechts im Foto 19). Nach dem feinen Überschleifen
der Hülsen konnten die Granaten nun mit winzigen Tropfen Sekundenkleber
eingeklebt werden (Foto 20)
 .
.
Zum Schluß möchte ich noch kurz
darauf eingehen, wie ich über 600 Granatpatronen, ebenfalls im M 1:50, für die
fünf 40-mm-Zwillings-Waffenstände Mk1 für mein Zerstörer-Modell hergestellt
habe. Diese Patronen haben in dem Maßstab nur einen Durchmesser von 0,8 mm (die
Granaten) und sind beim Original zu noch handhabbaren Patronenbündeln von je
vier Stück zusammengeklemmt. Diese Bündel lagern in Vorratsregalen übereinander
an den Innenseiten der Waffenwannen. Beim Normalbetrieb sind diese
Patronen-racks mit Persenningen abgedeckt, damit die Patronenbündel vor
Witterung geschützt sind. Von dort werden sie beim Gefecht von zwei Ladeschützen
außerhalb des Geschützstandes (auf Deck stehemd) zu zwei weiteren Ladeschützen
auf dem Geschütz gereicht, welche diese in die Ladeeinrichtungen auf dem
Waffengehäusen stecken. Foto 21  zeigt,
wie ich die gerundeten „Regalstücke“ auf dem Rundtisch gefräst habe. Dabei
wurden die schmaleren Langlöcher mit einem 0,6-mm-Fingerfräser (Fa. Pfeiffer)
gefräst. In diesen schmalen Durchbrüchen stecken die Spitzen der vier Patronen.
Foto 22
zeigt,
wie ich die gerundeten „Regalstücke“ auf dem Rundtisch gefräst habe. Dabei
wurden die schmaleren Langlöcher mit einem 0,6-mm-Fingerfräser (Fa. Pfeiffer)
gefräst. In diesen schmalen Durchbrüchen stecken die Spitzen der vier Patronen.
Foto 22
 zeigt die gesamte Anzahl dieser Regalteile, fertig zum Einbau in alle fünf
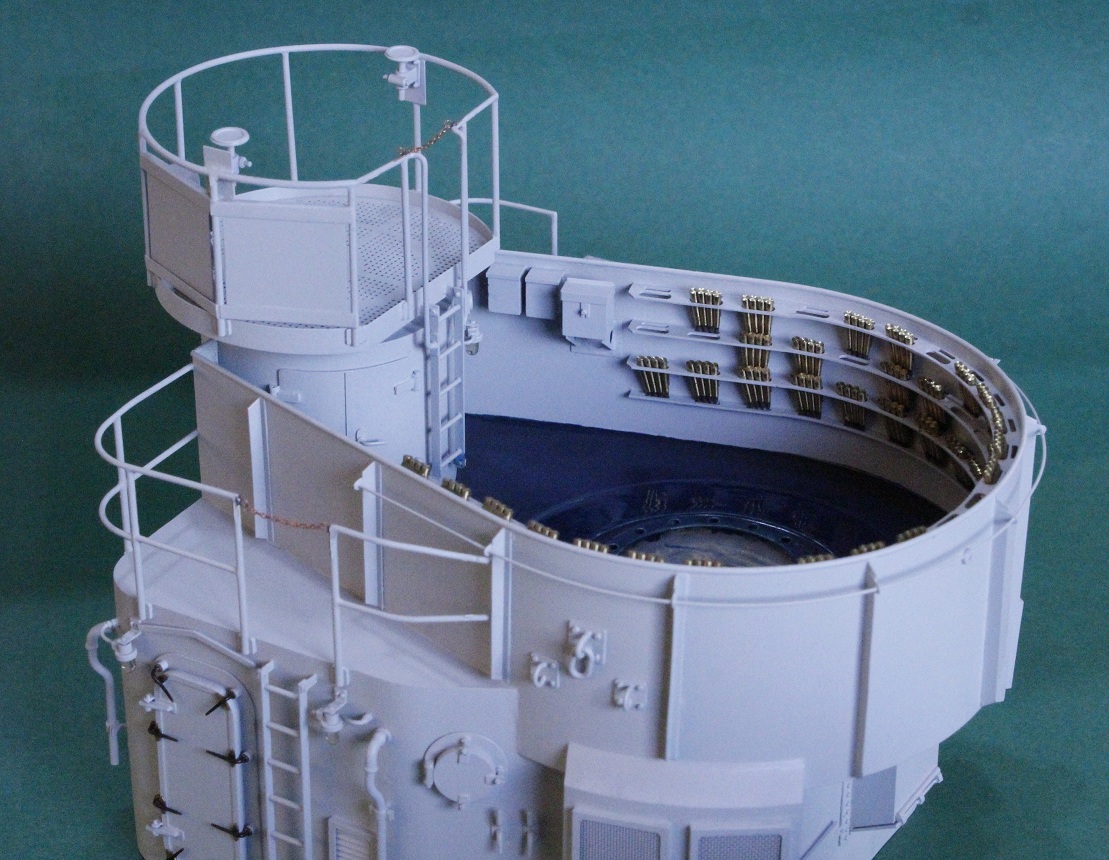
Waffenwannen. Es gibt hierbei auch gerade Stücke. Foto 23
zeigt die gesamte Anzahl dieser Regalteile, fertig zum Einbau in alle fünf
Waffenwannen. Es gibt hierbei auch gerade Stücke. Foto 23
 zeigt eine derartige 40-mm-Waffenwanne mit den innen eingeklebten „racks“. In
dem Fall sehen wir drei Lagen übereinander.
zeigt eine derartige 40-mm-Waffenwanne mit den innen eingeklebten „racks“. In
dem Fall sehen wir drei Lagen übereinander.
Die Patronen habe ich hier aus
Reststücken von 2,5-mm-Rundmessing gedreht. Zuerst wurden mit einem
Formstechstahl an alle vollkommen gleich die Spitzen der Granaten auf den
Durchmesser 0,8 mm angestochen. Diese wurden dann komplett schwarz brüniert
(sieben Stück unten im Foto 24)
 .
Auf die Darstellung der Kupferringe habe ich bei dieser kleinen Größe natürlich
verzichtet. Anschließend wurden die Hülsen auf je gleiche Längen leicht konisch
angedreht und danach abgestochen (Foto 25)
.
Auf die Darstellung der Kupferringe habe ich bei dieser kleinen Größe natürlich
verzichtet. Anschließend wurden die Hülsen auf je gleiche Längen leicht konisch
angedreht und danach abgestochen (Foto 25)
 .
Dabei habe ich peinlich genau darauf geachtet, daß ich die schwarze
Brünierungsoberfläche an den Geschoßspitzen nicht wieder wegdrehe. Auch hier
entstand ein kleiner Abstech-Rest, der gesondert abgeplant werden mußte. Je vier
Stück wurden später als „Bündel“ mit 2-K-Kleber auf ein gemeinsames Blech
geklebt (Mitte im Foto 26)
.
Dabei habe ich peinlich genau darauf geachtet, daß ich die schwarze
Brünierungsoberfläche an den Geschoßspitzen nicht wieder wegdrehe. Auch hier
entstand ein kleiner Abstech-Rest, der gesondert abgeplant werden mußte. Je vier
Stück wurden später als „Bündel“ mit 2-K-Kleber auf ein gemeinsames Blech
geklebt (Mitte im Foto 26)
 .
Diese von Profilstäben abgesägten Bleche sind leicht konisch und deren Seiten
wurden nach dem Entgraten und Ausglühen etwas nach oben geprägt (Foto 26
rechts). Die Bündel werden farblos gespritzt, damit der Messing-Glanz erhalten
bleibt.
.
Diese von Profilstäben abgesägten Bleche sind leicht konisch und deren Seiten
wurden nach dem Entgraten und Ausglühen etwas nach oben geprägt (Foto 26
rechts). Die Bündel werden farblos gespritzt, damit der Messing-Glanz erhalten
bleibt.
Jürgen Eichardt
Weiterführende
Literatur:
(1) „Drehen
für Modellbauer“ Band 1, Verlag für Technik und Handwerk Baden-Baden,
2001, ISBN 3-88180-713-6, € 19,
(2) „Drehen
für Modellbauer“ Band 2, Verlag für Technik und Handwerk Baden-Baden,
2001, ISBN 3-88180-714-4, € 17,-

zurück/back |
home