"Schottensockel"
substructure for bulkhead
Am vorderen Deckshaus sind die seitlichen
Deckshaus-Wände gerundet. Und an diesen runden Flächen sitzen Schott-Türen,
welche an der Rückseite vollkommen eben sind. Wenn man diese ebenen Schotten an
die runden Flächen anbauen würde, würden sich seitliche Spalten ergeben. Deshalb
wird der Zwischenraum beim Schiffbau in der Regel mit einem angepaßten "Sockel"
"ausgefüttert". Diese Bauweise findet man oft, weswegen ich meine genaue Lösung
ausführlich darstellen will.
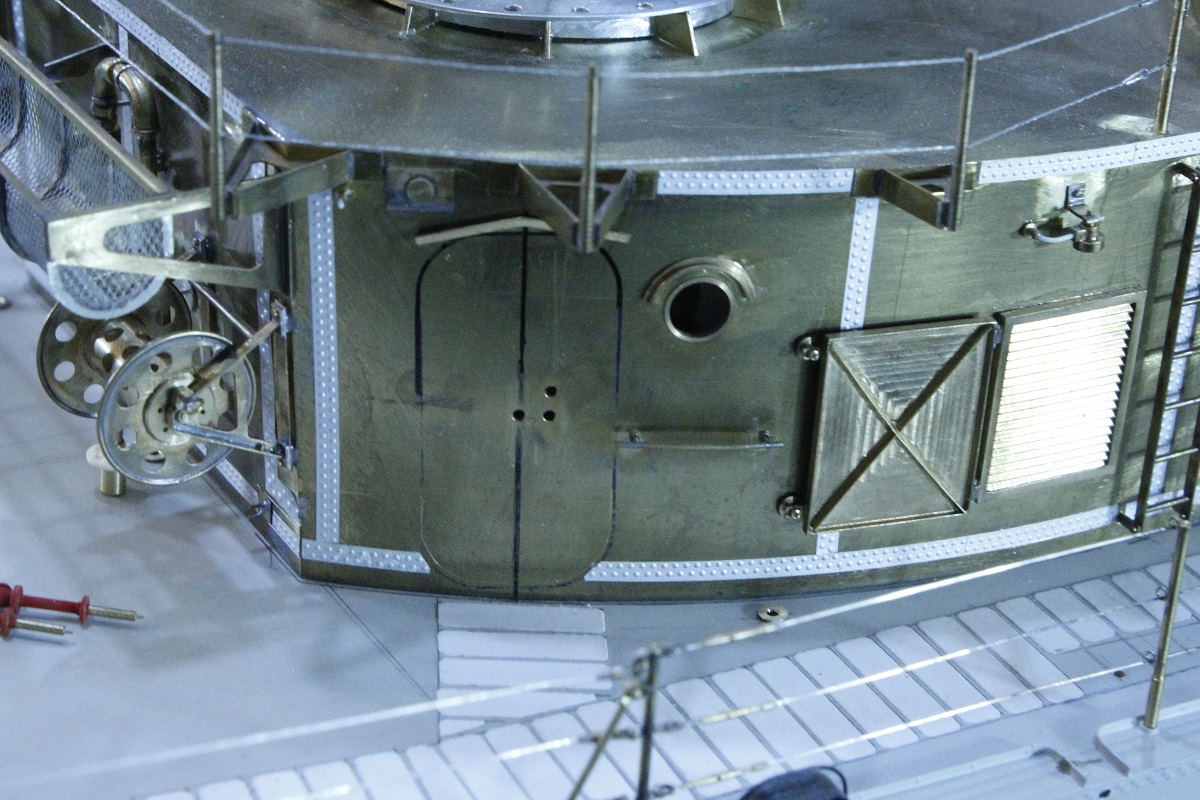
 (kleine Bilder anklicken) Hier ist die Backbord-Seite der
gerundeten Deckshaus-Wand zu sehen. Der Umriß des Schotts ist mit Faserstift
angezeichnet. Genau in der Mitte findet sich die Bohrung für den
"Zentrierstift", damit das Schott später beim Ankleben nicht verrutschen kann.
Die beiden Bohrungen daneben sind Irrungen. Die weißen Flächen im Vordergrund,
siehe hier.
(kleine Bilder anklicken) Hier ist die Backbord-Seite der
gerundeten Deckshaus-Wand zu sehen. Der Umriß des Schotts ist mit Faserstift
angezeichnet. Genau in der Mitte findet sich die Bohrung für den
"Zentrierstift", damit das Schott später beim Ankleben nicht verrutschen kann.
Die beiden Bohrungen daneben sind Irrungen. Die weißen Flächen im Vordergrund,
siehe hier.
 Ausreichend dicke
Platten erhalten die Breiten der Schotten-Rahmen (17,9 mm) und schon oben die
Rundungen mit 6-mm-Radius, sie sind noch überhoch".
Ausreichend dicke
Platten erhalten die Breiten der Schotten-Rahmen (17,9 mm) und schon oben die
Rundungen mit 6-mm-Radius, sie sind noch überhoch".
 Gemacht!
Gemacht!
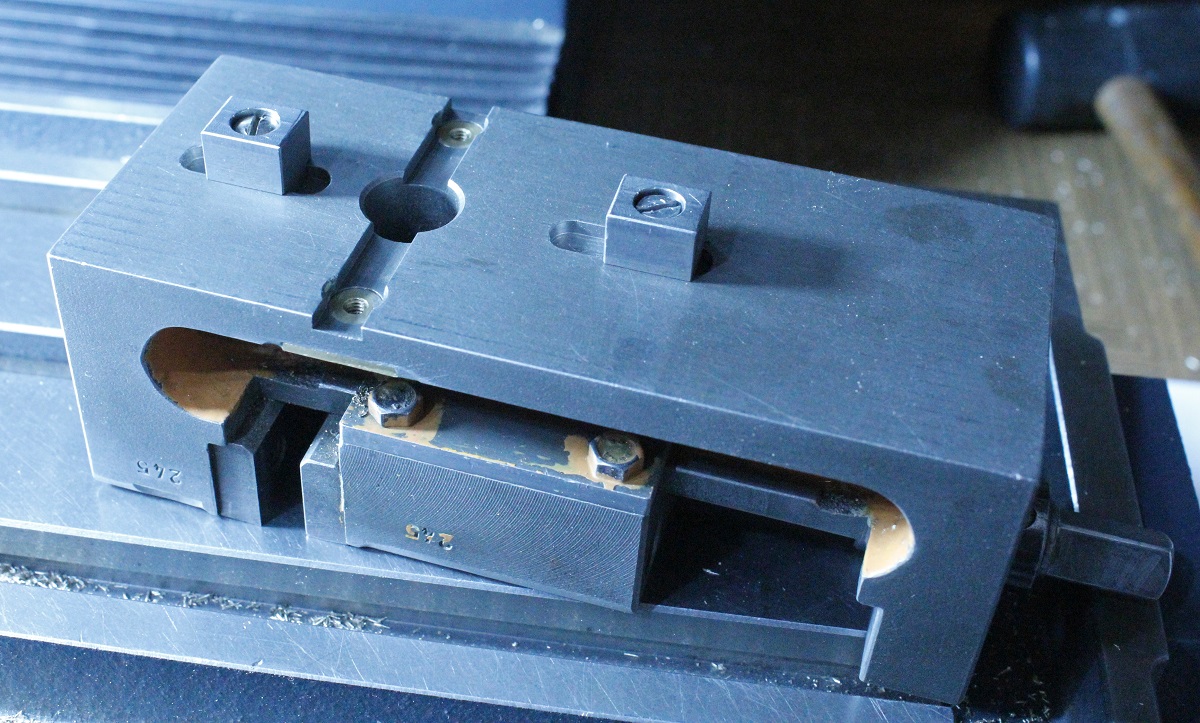
 Für den nächsten Arbeitsgang, das Anschlagen der Rundung mit einem 150 mm
Radius, sollten die Schraubstockbacken quer zur Zugrichtung vom X-Support
stehen. Die Nutensteine am Schraubstockboden müssen gewechselt werden. Wie man
die Nuten für die Steine in den Boden richtig einfräst, wie man das alles
richtig macht, mein Buch,
Seite 129/130.
Für den nächsten Arbeitsgang, das Anschlagen der Rundung mit einem 150 mm
Radius, sollten die Schraubstockbacken quer zur Zugrichtung vom X-Support
stehen. Die Nutensteine am Schraubstockboden müssen gewechselt werden. Wie man
die Nuten für die Steine in den Boden richtig einfräst, wie man das alles
richtig macht, mein Buch,
Seite 129/130.
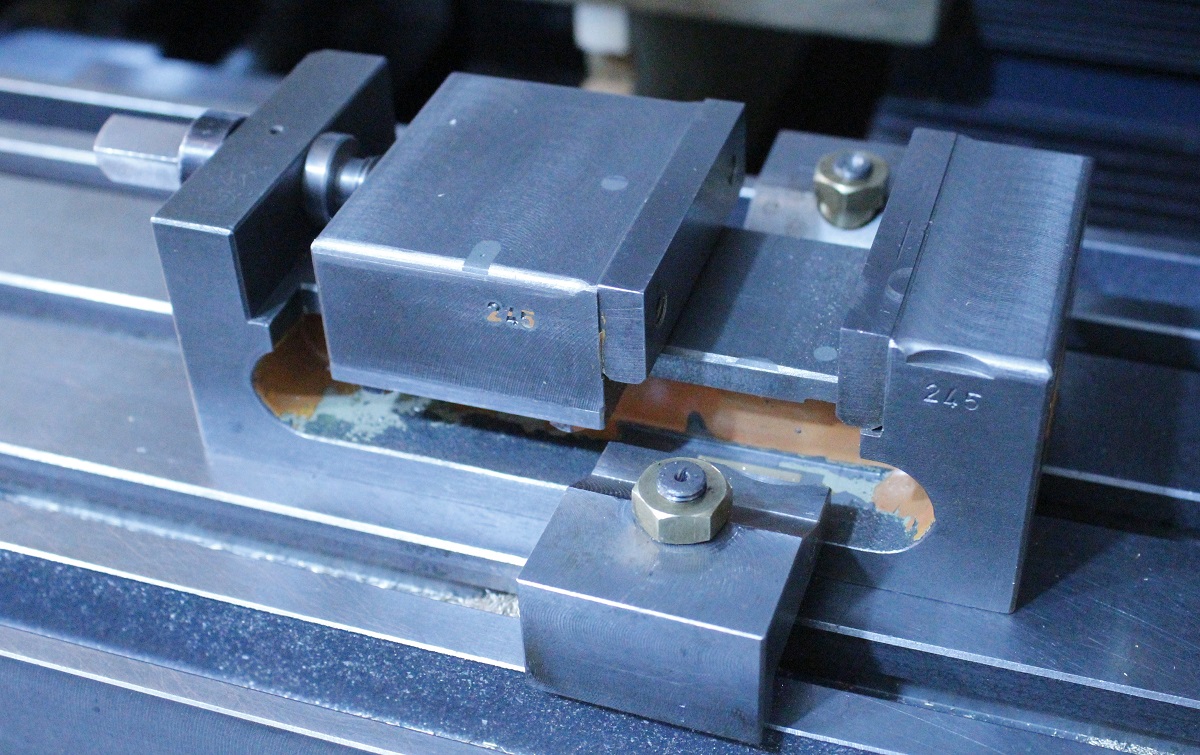
 Die feste Schraubstockbacke (auf die kommt es an!) steht in beiden
Richtungen genau in den Zugrichtungen der Supporte.
Die feste Schraubstockbacke (auf die kommt es an!) steht in beiden
Richtungen genau in den Zugrichtungen der Supporte.
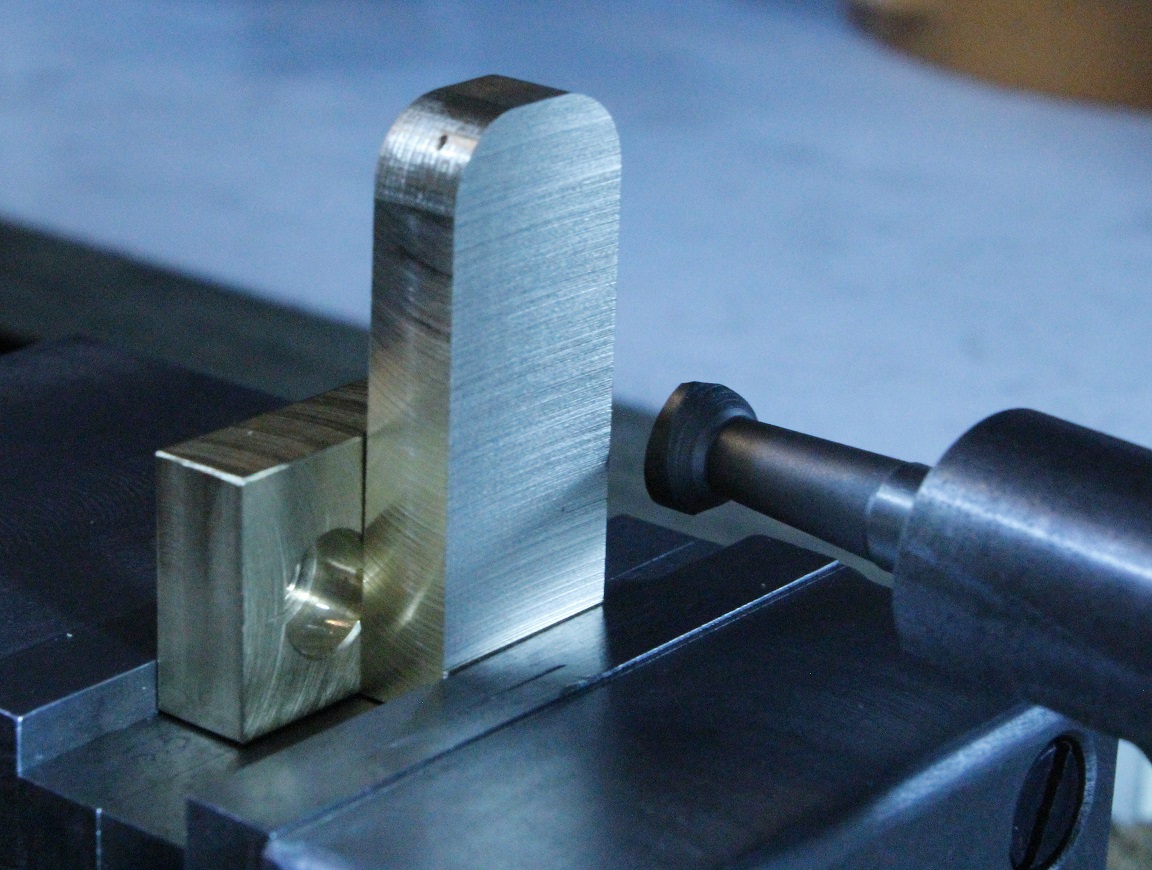
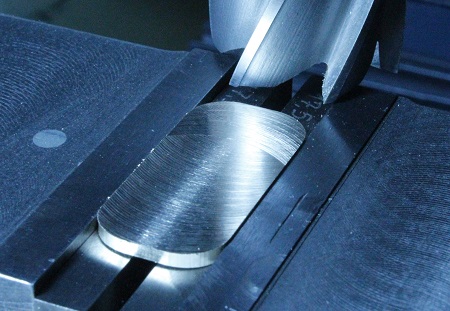
 Der 150-mm-Radius wird mit einer speziellen "Bohrstange", aufgenommen in einem
Ausdrehkopf, angeschlagen/gefräst. Der hier sichtbare Eck-Bohrstahl ist
allerdings auf "Linksdrehen" geschliffen....!
Der 150-mm-Radius wird mit einer speziellen "Bohrstange", aufgenommen in einem
Ausdrehkopf, angeschlagen/gefräst. Der hier sichtbare Eck-Bohrstahl ist
allerdings auf "Linksdrehen" geschliffen....!
 Von der Spindelmitte bis zur Schneidecke des Bohrstahls = 150 mm. Am oberen
Bildrand sieht man übrigens meine wirksame Verbesserung an der WABECO zur
Arretierung der Frässpindel beim Werkzeugwechsel. Die Luschen von WABECO
schaffen es bis heute nicht, diese und andere gute Ideen von mir an ihren
Maschinen umzusetzen.
Von der Spindelmitte bis zur Schneidecke des Bohrstahls = 150 mm. Am oberen
Bildrand sieht man übrigens meine wirksame Verbesserung an der WABECO zur
Arretierung der Frässpindel beim Werkzeugwechsel. Die Luschen von WABECO
schaffen es bis heute nicht, diese und andere gute Ideen von mir an ihren
Maschinen umzusetzen.
 Wegen der Unwucht darf man nur extrem geringe Drehzahlen fahren. Wenn
Ihnen die Maschine von der Werkbank hüpft, war die Drehzahl, okay Drehfrequenz!,
zu hoch.
Wegen der Unwucht darf man nur extrem geringe Drehzahlen fahren. Wenn
Ihnen die Maschine von der Werkbank hüpft, war die Drehzahl, okay Drehfrequenz!,
zu hoch.
 Zuerst wird bei geringer Spantiefe nur die Mittigkeit in der Y-Richtung
eingerichtet. Übrigens: während ich das hier in die Maschine tippe, höre ich
nebenher Musik, doch nicht irgendwas, geben Sie bei Jutube einfach Amira
Willighagen als Suche ein, Sie werden mit dem Mädel nicht fertig...
Zuerst wird bei geringer Spantiefe nur die Mittigkeit in der Y-Richtung
eingerichtet. Übrigens: während ich das hier in die Maschine tippe, höre ich
nebenher Musik, doch nicht irgendwas, geben Sie bei Jutube einfach Amira
Willighagen als Suche ein, Sie werden mit dem Mädel nicht fertig...
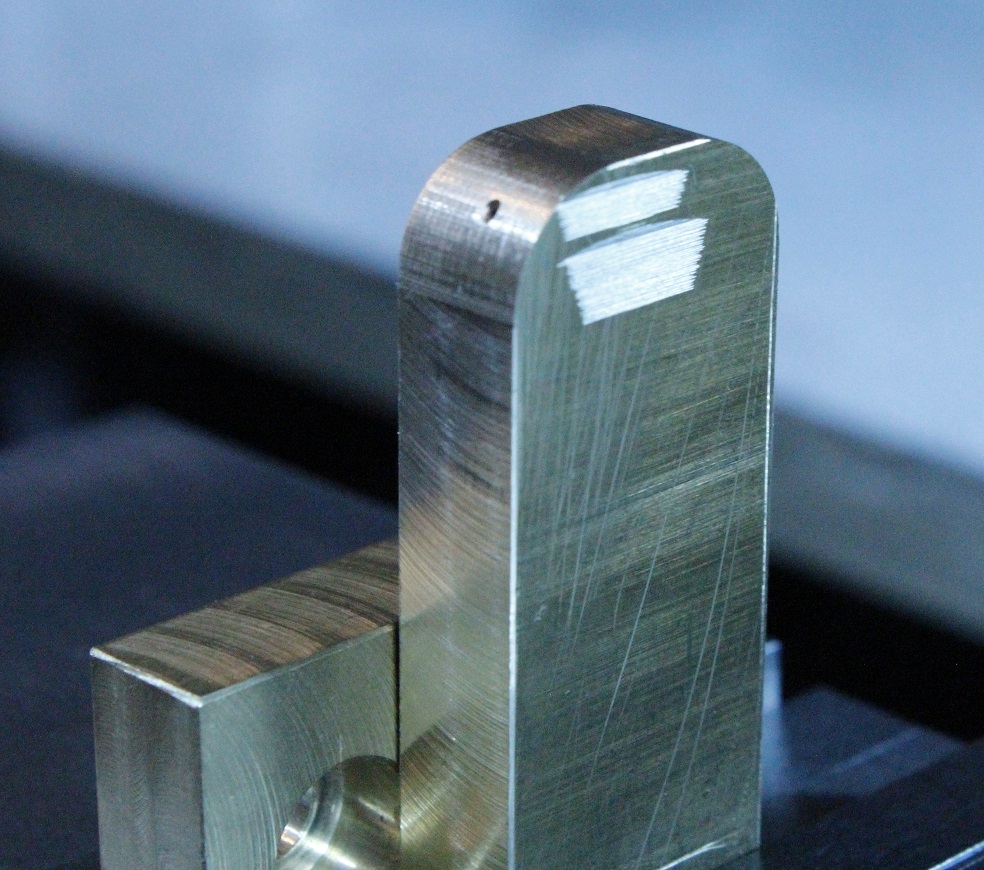
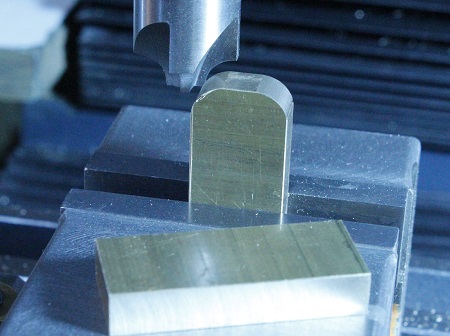
 Wenn die Querlage stimmt, kann man in X-Richtung mehr "Tiefe" geben und die kaum
sichtbare Rundung über die gesamte Breite von 18 mm anfräsen, sehr langsam
den Fräskopf nach unten schieben (er ist leicht geklemmt!), bis knapp an
die Schraubstockbacken, wir brauchen ja 37,5 mm Höhe.
Wenn die Querlage stimmt, kann man in X-Richtung mehr "Tiefe" geben und die kaum
sichtbare Rundung über die gesamte Breite von 18 mm anfräsen, sehr langsam
den Fräskopf nach unten schieben (er ist leicht geklemmt!), bis knapp an
die Schraubstockbacken, wir brauchen ja 37,5 mm Höhe.
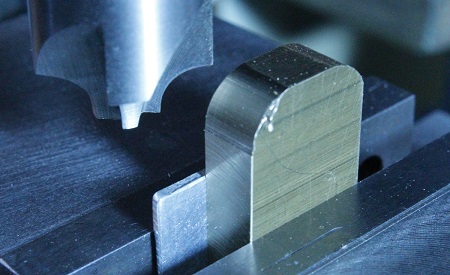 Das eben genannte
Höhenmaß und dann auch die unteren R6-Rundungen werden angefräst. Damit die
beiden Kanten an der Rundungsseite nicht völlig zerdrückt werden, ist ein
3-mm-Alu-Blech dort mit gespannt.
Das eben genannte
Höhenmaß und dann auch die unteren R6-Rundungen werden angefräst. Damit die
beiden Kanten an der Rundungsseite nicht völlig zerdrückt werden, ist ein
3-mm-Alu-Blech dort mit gespannt.
 Mit der
Rundungsseite nach unten liegend, wird die Dicke...
Mit der
Rundungsseite nach unten liegend, wird die Dicke...
 ...bis auf 2 mm
(Mitte) Stärke reduziert.
...bis auf 2 mm
(Mitte) Stärke reduziert.
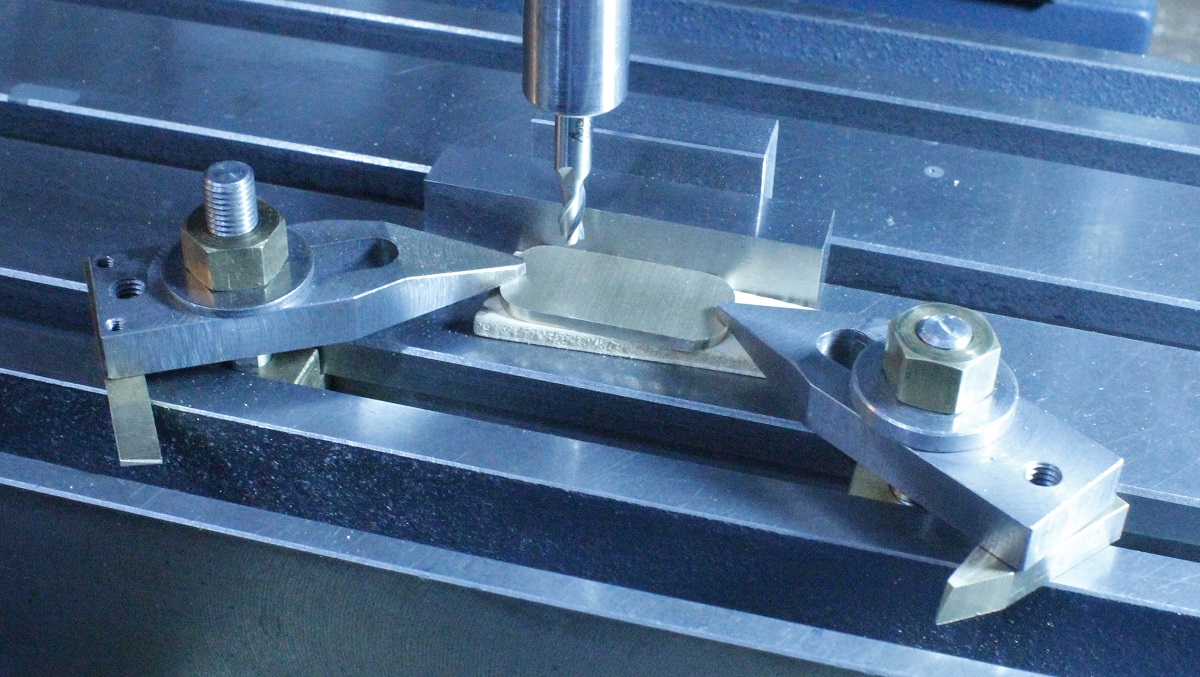
 Die Platten sind mir zu schwer (auch bei einem Vitrinenmodell achte ich etwas
auf das Gewicht). Mit der ebenen Seite nach unten werden die Platten auf ein
Sperrholz gelegt. Die spitzen Spanneisen drücken in der Rundung nur in der
Mitte.
Die Platten sind mir zu schwer (auch bei einem Vitrinenmodell achte ich etwas
auf das Gewicht). Mit der ebenen Seite nach unten werden die Platten auf ein
Sperrholz gelegt. Die spitzen Spanneisen drücken in der Rundung nur in der
Mitte.
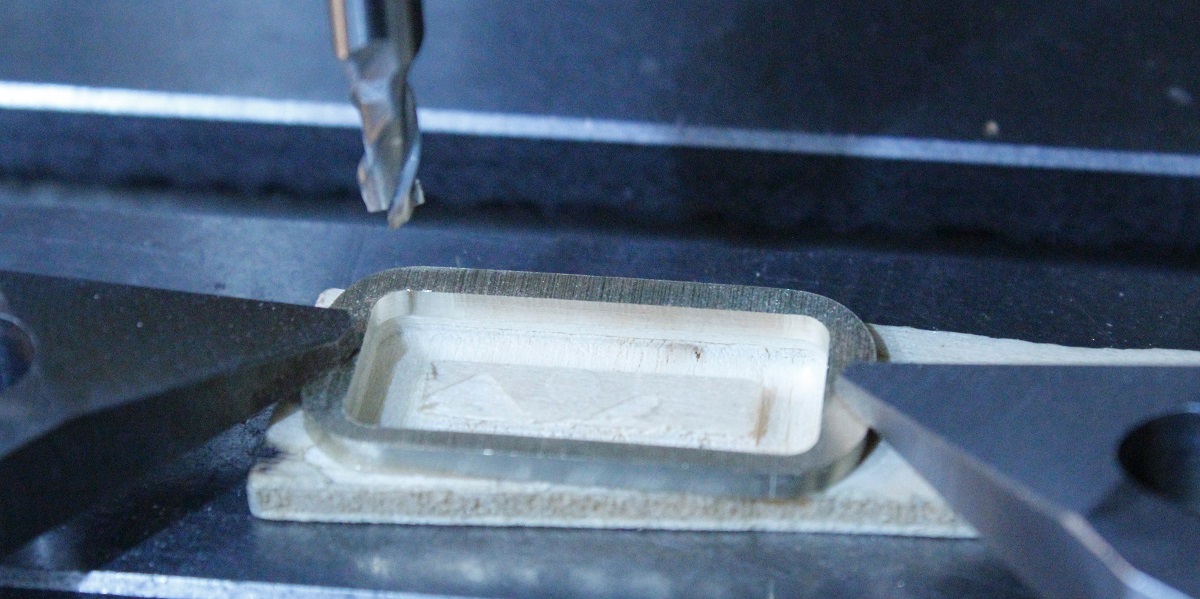
 Die Platten werden zu einem Rahmen "erleichtert", Sie wissen: Ausfräsen jedes
Durchbruchs immer im Gegen-Uhrzeiger-Sinn!
Die Platten werden zu einem Rahmen "erleichtert", Sie wissen: Ausfräsen jedes
Durchbruchs immer im Gegen-Uhrzeiger-Sinn!
 Das sind die verschiedenen "doors". Die Außenrahmen sind bei diesen Varianten
immer gleich groß.
Das sind die verschiedenen "doors". Die Außenrahmen sind bei diesen Varianten
immer gleich groß.
 An den Rückseiten
die erwähnten mittigen Zentrierstifte.
An den Rückseiten
die erwähnten mittigen Zentrierstifte.
 Rechts ist der
Sockel-Rahmen schon angeklebt (Sekundenkleber, innen eingegeben,
0,4-mm-Drahtstück).
Rechts ist der
Sockel-Rahmen schon angeklebt (Sekundenkleber, innen eingegeben,
0,4-mm-Drahtstück).
019
zurück/back |
home
 (kleine Bilder anklicken) Hier ist die Backbord-Seite der
gerundeten Deckshaus-Wand zu sehen. Der Umriß des Schotts ist mit Faserstift
angezeichnet. Genau in der Mitte findet sich die Bohrung für den
"Zentrierstift", damit das Schott später beim Ankleben nicht verrutschen kann.
Die beiden Bohrungen daneben sind Irrungen. Die weißen Flächen im Vordergrund,
siehe hier.
(kleine Bilder anklicken) Hier ist die Backbord-Seite der
gerundeten Deckshaus-Wand zu sehen. Der Umriß des Schotts ist mit Faserstift
angezeichnet. Genau in der Mitte findet sich die Bohrung für den
"Zentrierstift", damit das Schott später beim Ankleben nicht verrutschen kann.
Die beiden Bohrungen daneben sind Irrungen. Die weißen Flächen im Vordergrund,
siehe hier.