Vier
Bootsdavits (Teil 1)
for boat´s
davits (part 1)
Zur Bedienung der beiden
26-Fuß-Motorbeiboote sind auf
jeder Bordseite zwei schwere Bootsdavits aufgestellt. Das ist eine weitere
interessante Arbeit, die ich hier ausführlich darstellen will.
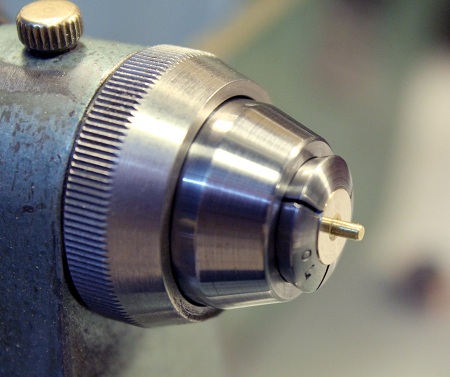
 (alle kleinen Fotos zum Vergrößern anklicken!) Die konischen Davitsockel
der beiden hinteren Davits (die beiden vorderen sehen etwas anders aus) stelle
ich zweigeteilt her. Ein flaches unteres Teil, welches eine waagerechte
Plattform liefert, auf welche das längere obere Teil aufgebaut wird. Die
Zweiteilung ist auch für die Farbgebung günstig. Das untere Teil wird in der
dunkelgrauen Decksfarbe gespritzt und der Rest des Davits hellgrau. Runde
Platten sind am Deck angeschraubt. Diese Platten mache ich zuerst (Durchmesser
15 mm). Sie erhalten einen 3-mm-Zapfen mit einer 2-mm-Zentrierbohrung (Foto).
(alle kleinen Fotos zum Vergrößern anklicken!) Die konischen Davitsockel
der beiden hinteren Davits (die beiden vorderen sehen etwas anders aus) stelle
ich zweigeteilt her. Ein flaches unteres Teil, welches eine waagerechte
Plattform liefert, auf welche das längere obere Teil aufgebaut wird. Die
Zweiteilung ist auch für die Farbgebung günstig. Das untere Teil wird in der
dunkelgrauen Decksfarbe gespritzt und der Rest des Davits hellgrau. Runde
Platten sind am Deck angeschraubt. Diese Platten mache ich zuerst (Durchmesser
15 mm). Sie erhalten einen 3-mm-Zapfen mit einer 2-mm-Zentrierbohrung (Foto).
 Auf dem 3-mm-Zapfen gespannt, wird die
Dicke 0,5 mm plangedreht.
Auf dem 3-mm-Zapfen gespannt, wird die
Dicke 0,5 mm plangedreht.
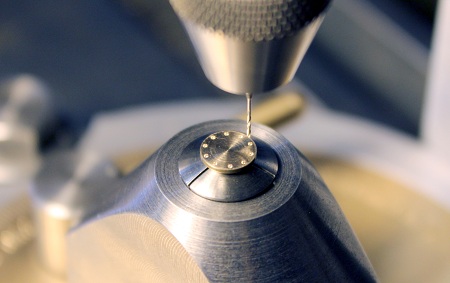
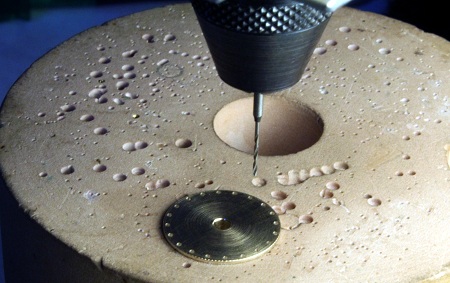
 Im Teilgerät werden auf einem 13,5-mm-Teilkreis zwanzig 0,55-Bohrungen
angebohrt. Ich bohre nicht durch, weil die Gefahr besteht, daß ich in die
gehärtete Spannzange bohre, bzw. der Zange macht das nichts aus, aber dem
Bohrer...
Im Teilgerät werden auf einem 13,5-mm-Teilkreis zwanzig 0,55-Bohrungen
angebohrt. Ich bohre nicht durch, weil die Gefahr besteht, daß ich in die
gehärtete Spannzange bohre, bzw. der Zange macht das nichts aus, aber dem
Bohrer...
 Bei der Gelegenheit mache ich noch weitere
Teile, bei denen Teilarbeiten vorkommen.
Bei der Gelegenheit mache ich noch weitere
Teile, bei denen Teilarbeiten vorkommen.
 10er-Teilung an einer 7-mm-Platte
(1,5-mm-Spannzapfen).
10er-Teilung an einer 7-mm-Platte
(1,5-mm-Spannzapfen).
 Auf einer MDF-Platte werden die
0,55-mm-Bohrungen ganz durchgebohrt. Übrigens eignet sich MDF nicht für
Modellteile. Die Oberflächen werden nicht so glatt, daß es nach dem
Farbe-Spritzen gut aussieht. MDF für alles - nur nicht für Modellteile, dann
schon eher Plexiglas, das bekommt man mit scharfen Werkzeugen gut
oberflächenglatt...!
Auf einer MDF-Platte werden die
0,55-mm-Bohrungen ganz durchgebohrt. Übrigens eignet sich MDF nicht für
Modellteile. Die Oberflächen werden nicht so glatt, daß es nach dem
Farbe-Spritzen gut aussieht. MDF für alles - nur nicht für Modellteile, dann
schon eher Plexiglas, das bekommt man mit scharfen Werkzeugen gut
oberflächenglatt...!
 Beide Seiten der Bohrungen müssen leicht
entgratet werden.
Beide Seiten der Bohrungen müssen leicht
entgratet werden.
 Danach die oberen Seiten verzinnen.
Danach die oberen Seiten verzinnen.
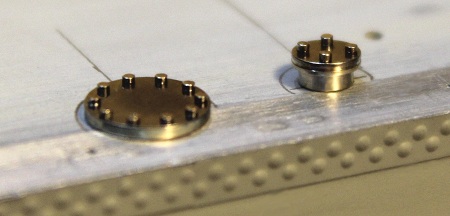
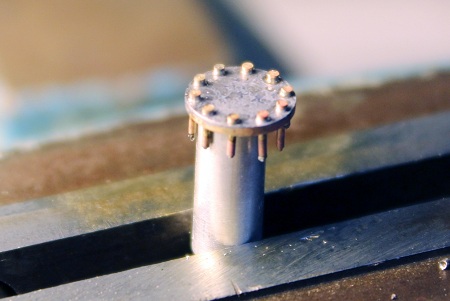 Die Teile müssen so gelagert werden, daß
die Schraubenkopf-Imitate (Zapfen-Durchmesser 0,5 mm, Kopf-Durchmesser 0,7 mm)
frei durchhängen können. Die kleine 7-mm-Platte steckt hier z.B. mit dem
Spannzapfen auf einem Alu-Rohrstück. Lötsäure, Propangasbrenner, das Spiel
kennen wir ja schon zur Genüge...
Die Teile müssen so gelagert werden, daß
die Schraubenkopf-Imitate (Zapfen-Durchmesser 0,5 mm, Kopf-Durchmesser 0,7 mm)
frei durchhängen können. Die kleine 7-mm-Platte steckt hier z.B. mit dem
Spannzapfen auf einem Alu-Rohrstück. Lötsäure, Propangasbrenner, das Spiel
kennen wir ja schon zur Genüge...
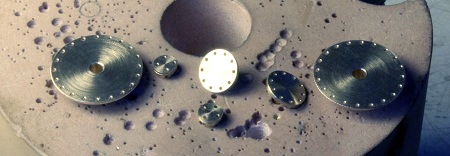
 Nach dem Abkneifen der durchsteckenden
Enden und nach dem Bürsten.
Nach dem Abkneifen der durchsteckenden
Enden und nach dem Bürsten.
 Die 15-mm-Platten werden an der Unterseite
von den Resten der Schrauben-Imitate befreit (leicht schräggestellter
Stechstahl).
Die 15-mm-Platten werden an der Unterseite
von den Resten der Schrauben-Imitate befreit (leicht schräggestellter
Stechstahl).
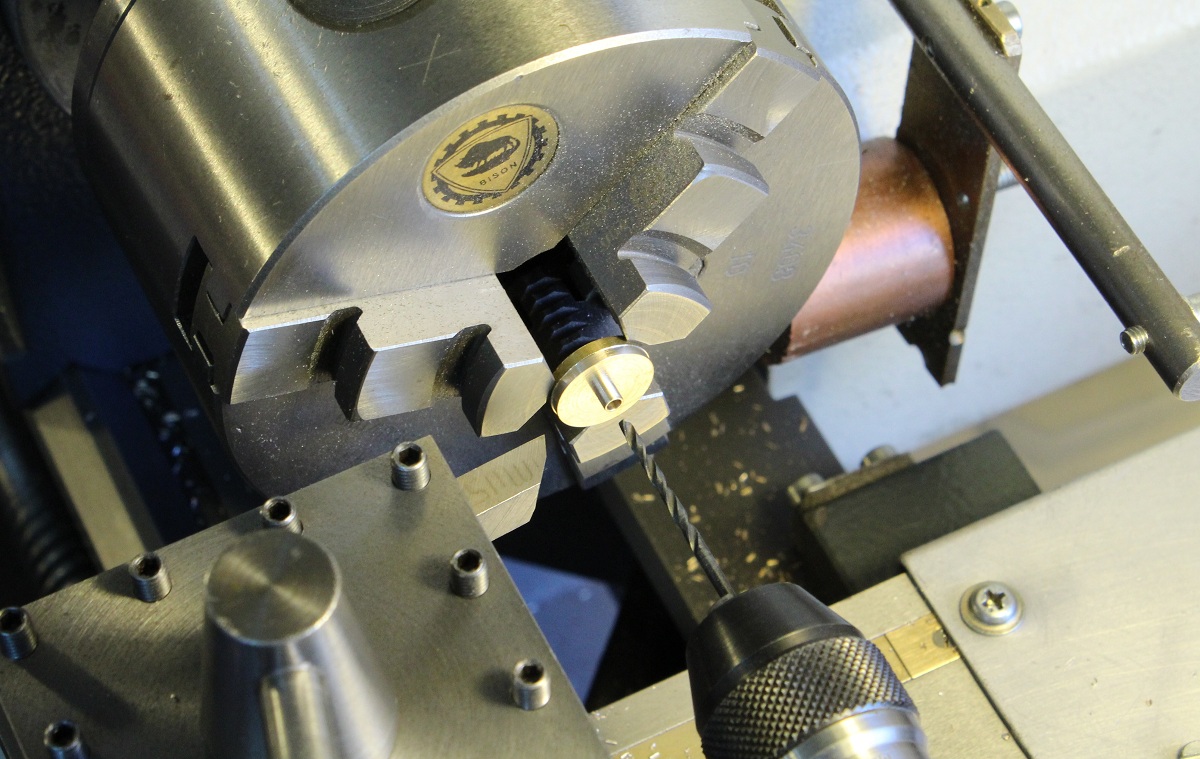
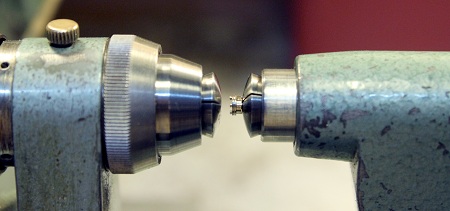 Das rundlaufende Spannen der kleinen Teile
(Durchmesser 4 mm) ist nicht so einfach, weil die Scheiben auch sehr schmal
sind. Mit der 1,5-mm-Zange im Reitstock wird das Teil mit seinem Spannzapfen gut
zentriert gehalten und so...
Das rundlaufende Spannen der kleinen Teile
(Durchmesser 4 mm) ist nicht so einfach, weil die Scheiben auch sehr schmal
sind. Mit der 1,5-mm-Zange im Reitstock wird das Teil mit seinem Spannzapfen gut
zentriert gehalten und so...
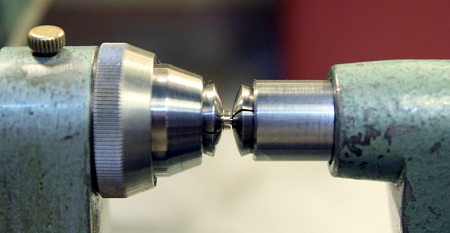 ...in die 4-mm-Zange in der Arbeitsspindel
geschoben. Diese "übernimmt" und..
...in die 4-mm-Zange in der Arbeitsspindel
geschoben. Diese "übernimmt" und..
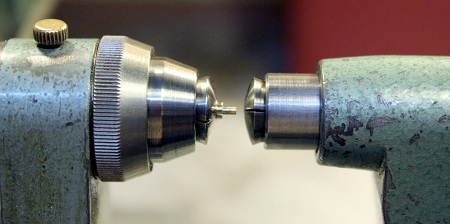 ...die Reitstock-Zange kann gelöst werden.
So kann nun das Teil an der Unterseite überdreht werden.
...die Reitstock-Zange kann gelöst werden.
So kann nun das Teil an der Unterseite überdreht werden.
 Ähnlich bei den 7-mm-Platten...
Ähnlich bei den 7-mm-Platten...
 ...einschieben, übernehmen...
...einschieben, übernehmen...
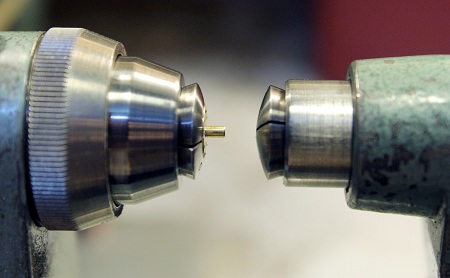 ...Reitstock lösen...
...Reitstock lösen...
 ...Teil überdrehen.
...Teil überdrehen.
 So sehen die Teile (noch ungespritzt) an
der Deckskante aus.
So sehen die Teile (noch ungespritzt) an
der Deckskante aus.
 Die 15-mm-Platten für die Davit-Sockel
reichen bis nahe an die Kante.
Die 15-mm-Platten für die Davit-Sockel
reichen bis nahe an die Kante.
 Mit Sekundenkleber habe ich 0,8-mm-Stifte
(mit 1-mm-Kopf!) als Verdrehungsschütze eingebohrt und eingeklebt.
Mit Sekundenkleber habe ich 0,8-mm-Stifte
(mit 1-mm-Kopf!) als Verdrehungsschütze eingebohrt und eingeklebt.
 Darauf kommen "Becher", Durchmesser 12 mm
mit 1,6 mm tiefen Ausdrehungen auf Durchmesser 11, Zentrierbohrungen 2 mm.
Darauf kommen "Becher", Durchmesser 12 mm
mit 1,6 mm tiefen Ausdrehungen auf Durchmesser 11, Zentrierbohrungen 2 mm.
 Die Unterseiten müssen 4,5° schräg
angefräst werden. Den Wert 4,5° habe ich aus einer 10:1-Zeichnung. Auf dem Grund
des Schraubstocks liegen hier zwei Winkel-Endmaße (4° und 0,5°)(Bezug: WABECO).
Die Arbeit mit Winkel-Endmaßen hat den Vorteil, daß man den Fräskopf nicht
verstellen muß, außerdem sind sie hochgenau!
Die Unterseiten müssen 4,5° schräg
angefräst werden. Den Wert 4,5° habe ich aus einer 10:1-Zeichnung. Auf dem Grund
des Schraubstocks liegen hier zwei Winkel-Endmaße (4° und 0,5°)(Bezug: WABECO).
Die Arbeit mit Winkel-Endmaßen hat den Vorteil, daß man den Fräskopf nicht
verstellen muß, außerdem sind sie hochgenau!
 Zwei passende "Steine" drücken - in der
Mitte der Schraubstock-Backen! Nach dem Überfräsen sehr sparsam entgraten.
Zwei passende "Steine" drücken - in der
Mitte der Schraubstock-Backen! Nach dem Überfräsen sehr sparsam entgraten.
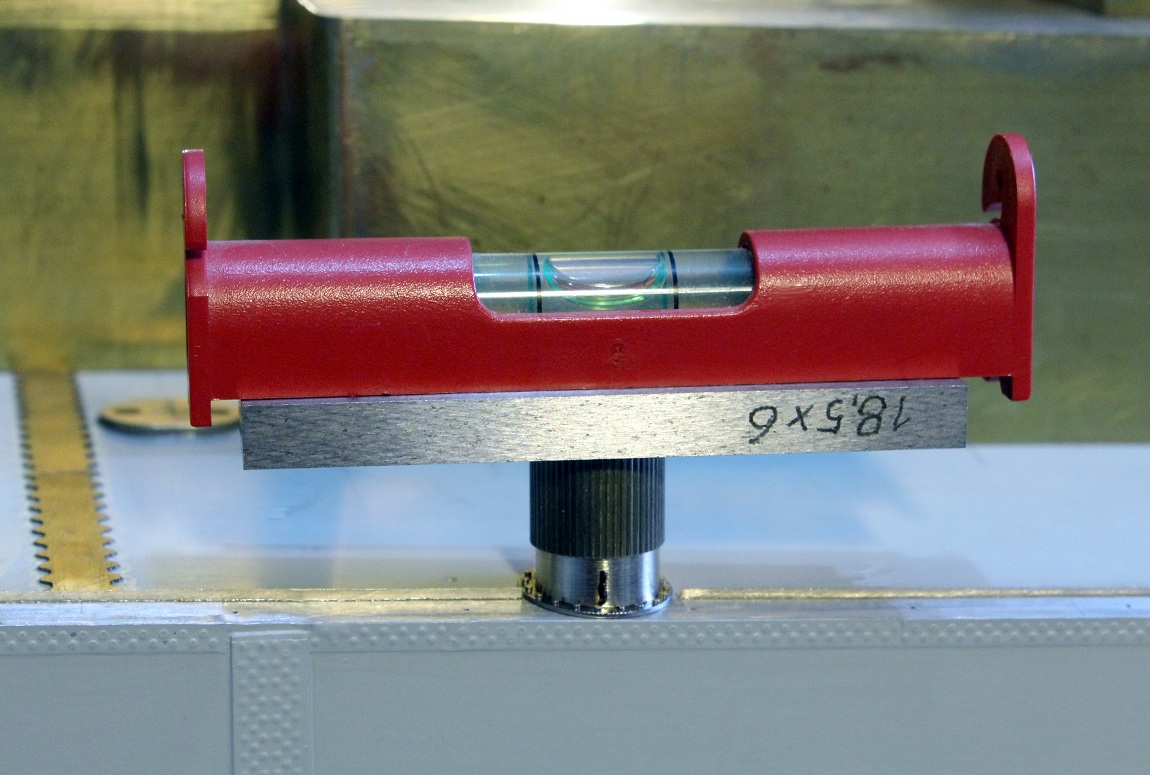
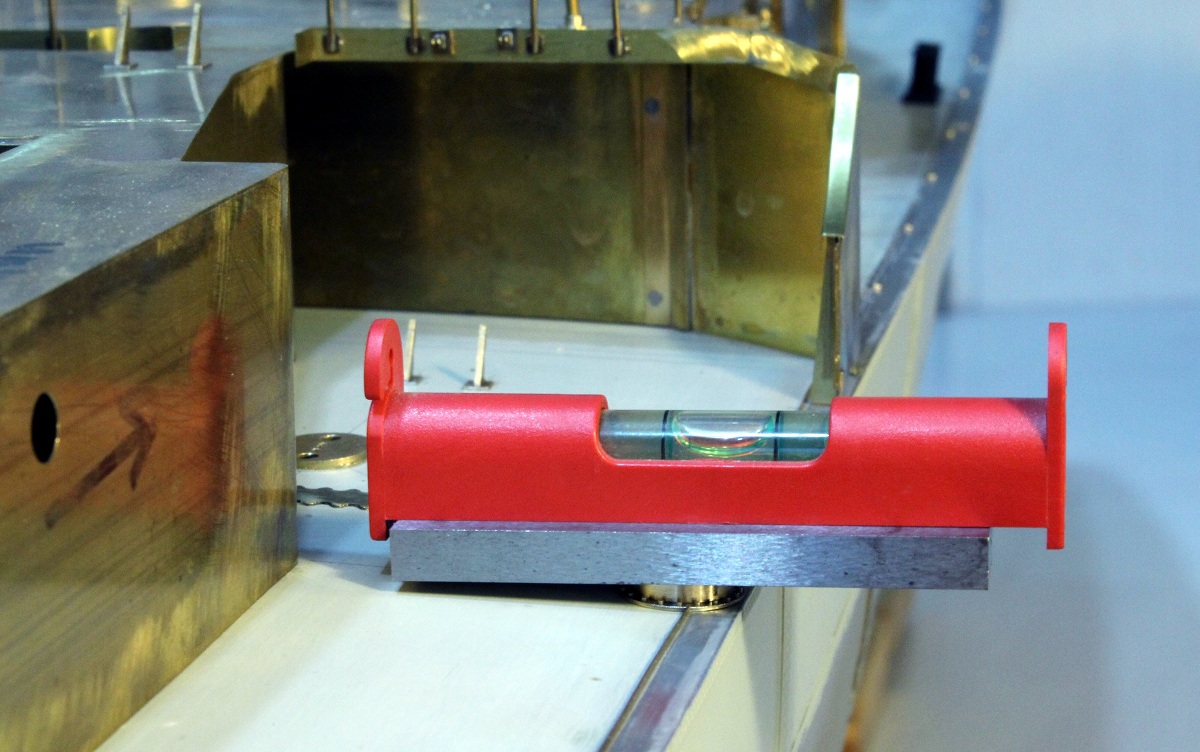
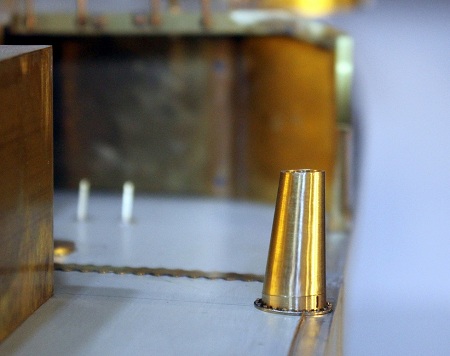
 Die Mühe hat sich gelohnt, der Sockelfuß steht exakt waagerecht auf dem schrägen
Deck (Deckssprung und Balkenbucht!) Als Verdrehungsschutz erhält der Sockel
einen schwarzen Strich...
Die Mühe hat sich gelohnt, der Sockelfuß steht exakt waagerecht auf dem schrägen
Deck (Deckssprung und Balkenbucht!) Als Verdrehungsschutz erhält der Sockel
einen schwarzen Strich...
 ...und an Steuerbord zwei Striche, damit ich sie nicht verwechseln kann.
...und an Steuerbord zwei Striche, damit ich sie nicht verwechseln kann.
 Wenn alles stimmt, können die Sockel auf
Höhe (max. 2,8 mm) abgestochen werden.
Wenn alles stimmt, können die Sockel auf
Höhe (max. 2,8 mm) abgestochen werden.
 In der Mitte bleiben Abstechpiepse...
In der Mitte bleiben Abstechpiepse...
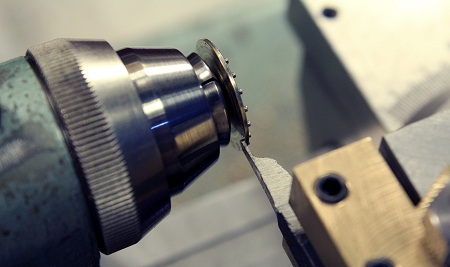
 ...die habe ich mit einer Trennscheibe
weggeschliffen.
...die habe ich mit einer Trennscheibe
weggeschliffen.
 Für das zentrische Aufkleben wurde schnell ein 2-mm-Zentrierstift gedreht. Den
2-K-Kleber habe ich an die Innenwandung des "Bechers" gegeben. Nach dem
Umstülpen läuft er nach unten und verbindet so Becher und Platte. Die Sache
sieht gerade aus...
Für das zentrische Aufkleben wurde schnell ein 2-mm-Zentrierstift gedreht. Den
2-K-Kleber habe ich an die Innenwandung des "Bechers" gegeben. Nach dem
Umstülpen läuft er nach unten und verbindet so Becher und Platte. Die Sache
sieht gerade aus...
 ...und ist es auch - auch in der Querrichtung.
...und ist es auch - auch in der Querrichtung.
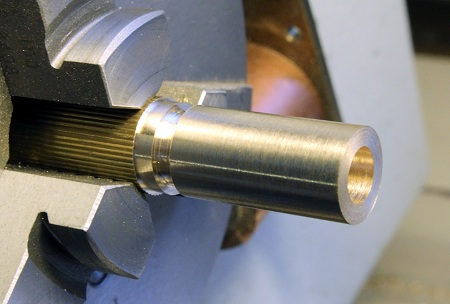 Die konischen Oberteile vom Sockel
werden nun hergestellt. Plandrehen, 2-mm-Durchgangsbohrung, 7 mm aufbohren,
Außendurchmesser 12,00 überdrehen, Länge einstechen.
Die konischen Oberteile vom Sockel
werden nun hergestellt. Plandrehen, 2-mm-Durchgangsbohrung, 7 mm aufbohren,
Außendurchmesser 12,00 überdrehen, Länge einstechen.
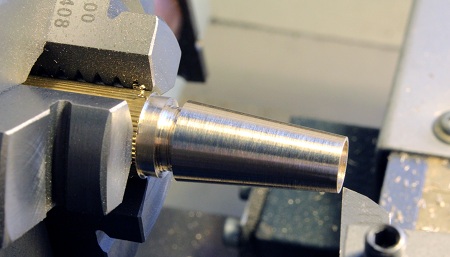 Kegel einrichten (mit dem
Einstellarm), D = 12 mm, d = 8,4 mm, Kegel
andrehen.
Kegel einrichten (mit dem
Einstellarm), D = 12 mm, d = 8,4 mm, Kegel
andrehen.
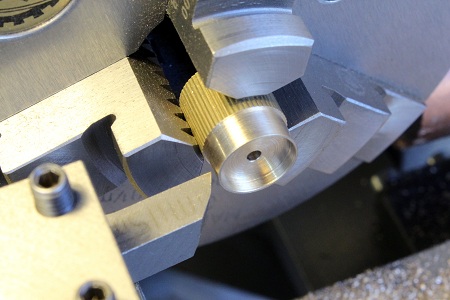
 Waagerecht-Teilgerät als Spannmittel,
7-mm-Fräserschaft steckt in der Bohrung, Mitte anfahren mit Hilfe einer
0,1-mm-Fühllehre.
Waagerecht-Teilgerät als Spannmittel,
7-mm-Fräserschaft steckt in der Bohrung, Mitte anfahren mit Hilfe einer
0,1-mm-Fühllehre.
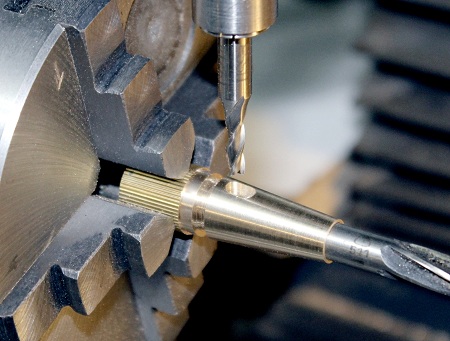 5,6 mm lange Langnut, 1,5 mm tief
einfräsen.
5,6 mm lange Langnut, 1,5 mm tief
einfräsen.
 Fertig sieht es so aus.
Fertig sieht es so aus.
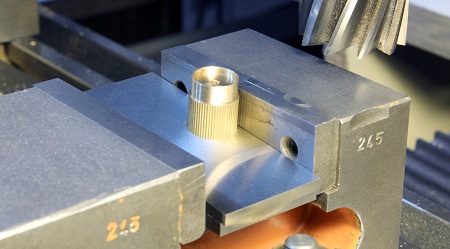
 Ein Profilstück wird 13 mm lang
gefräst.
Ein Profilstück wird 13 mm lang
gefräst.
 Davon werden vier Teile 2,5 mm lang
abgesägt und entgratet.
Davon werden vier Teile 2,5 mm lang
abgesägt und entgratet.
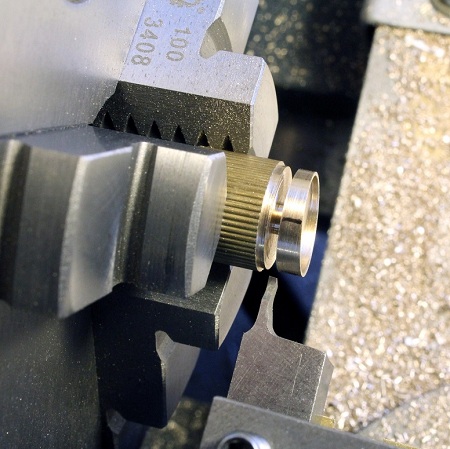
 Sie passen exakt in die Langnut und werden
so eingelötet und danach das überschüssige Lötzinn weggebürstet. Damit ich dabei
nicht zu viel Masse zu erwärmen hatte, habe ich den gerieften Spannzapfen
(Durchmesser 13) fast ganz auf 10 mm ausgebohrt.
Sie passen exakt in die Langnut und werden
so eingelötet und danach das überschüssige Lötzinn weggebürstet. Damit ich dabei
nicht zu viel Masse zu erwärmen hatte, habe ich den gerieften Spannzapfen
(Durchmesser 13) fast ganz auf 10 mm ausgebohrt.
 Wieder im Drehmaschinen-Futter (die
Verstellung von Obersupport hatte ich stehen lassen). So kann ich die
übersehenden Stücke...
Wieder im Drehmaschinen-Futter (die
Verstellung von Obersupport hatte ich stehen lassen). So kann ich die
übersehenden Stücke...
 ...soweit abdrehen, damit es so aussieht,
als seien dort ovale Wartungsdeckel angeschraubt.
...soweit abdrehen, damit es so aussieht,
als seien dort ovale Wartungsdeckel angeschraubt.
 Die Besonderheit bei diesen Sockeln: Die
Kegel stehen nicht mit ihrer Achse senkrecht, sondern eine Seitenkante (die nach
Außenbord zeigende) steht senkrecht!
Die Besonderheit bei diesen Sockeln: Die
Kegel stehen nicht mit ihrer Achse senkrecht, sondern eine Seitenkante (die nach
Außenbord zeigende) steht senkrecht!
 Mit der Unterseite nach oben habe ich
diese Seitenkante im Schraubstock mit einem Alu-Stück gegen die feste Backe
gedrückt. Damit dabei auch die andere Richtung senkrecht steht, liegt die
Oberseite unten auf einem Zylinderstift auf. Mit dem 4-mm-Fingerfräser (rechts-oben)
habe ich die Unterseite über die volle Breite mit nur 0,2-mm-Spänen überfräst.
Mit der Unterseite nach oben habe ich
diese Seitenkante im Schraubstock mit einem Alu-Stück gegen die feste Backe
gedrückt. Damit dabei auch die andere Richtung senkrecht steht, liegt die
Oberseite unten auf einem Zylinderstift auf. Mit dem 4-mm-Fingerfräser (rechts-oben)
habe ich die Unterseite über die volle Breite mit nur 0,2-mm-Spänen überfräst.
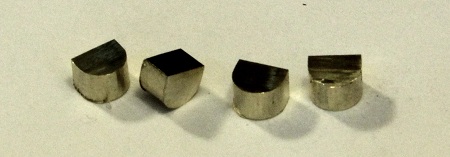
 Das Bild ist etwas unscharf, doch es
zeigt, was es zeigen soll: die beiden Außenkanten stehen sehr genau senkrecht.
Die Oberseiten sind noch schräg.
Das Bild ist etwas unscharf, doch es
zeigt, was es zeigen soll: die beiden Außenkanten stehen sehr genau senkrecht.
Die Oberseiten sind noch schräg.
 In ähnlicher Spannweise, aber ohne den
Zylinderstift, wurde nun auch noch die obere Planfläche waagerecht überfräst.
In ähnlicher Spannweise, aber ohne den
Zylinderstift, wurde nun auch noch die obere Planfläche waagerecht überfräst.
 Zwei Zentrierstifte (Mitte) wurden
gedreht. Im linken Teil sieht man den 2-mm-Zapfen 1,5 mm ausragen. Der Stift
wurde von innen her eingeklebt.
Zwei Zentrierstifte (Mitte) wurden
gedreht. Im linken Teil sieht man den 2-mm-Zapfen 1,5 mm ausragen. Der Stift
wurde von innen her eingeklebt.
 Die Situation an der Steuerbordseite. Nur
die Außenkante steht senkrecht.
Die Situation an der Steuerbordseite. Nur
die Außenkante steht senkrecht.
 Zwei gedrehte Flanschteile mit geriebenen
3H7-Durchgangs-Bohrungen. Der Zapfen reicht 6 mm in das Innere des Sockels,
damit später hier der eingesteckte Schwenkdavit eine gute (senkrechte) Führung
hat.
Zwei gedrehte Flanschteile mit geriebenen
3H7-Durchgangs-Bohrungen. Der Zapfen reicht 6 mm in das Innere des Sockels,
damit später hier der eingesteckte Schwenkdavit eine gute (senkrechte) Führung
hat.
 Die Flanschteile sind eingeklebt.
Die Flanschteile sind eingeklebt.
 Jeder Sockel erhält ein Auge und
mehrere Belegklampen.
Jeder Sockel erhält ein Auge und
mehrere Belegklampen.
 Damit der 2-K-Kleber richtig hält,
entferne ich die (aufgespritzte) Farbe, auch am Boden des konischen Sockels.
Damit der 2-K-Kleber richtig hält,
entferne ich die (aufgespritzte) Farbe, auch am Boden des konischen Sockels.
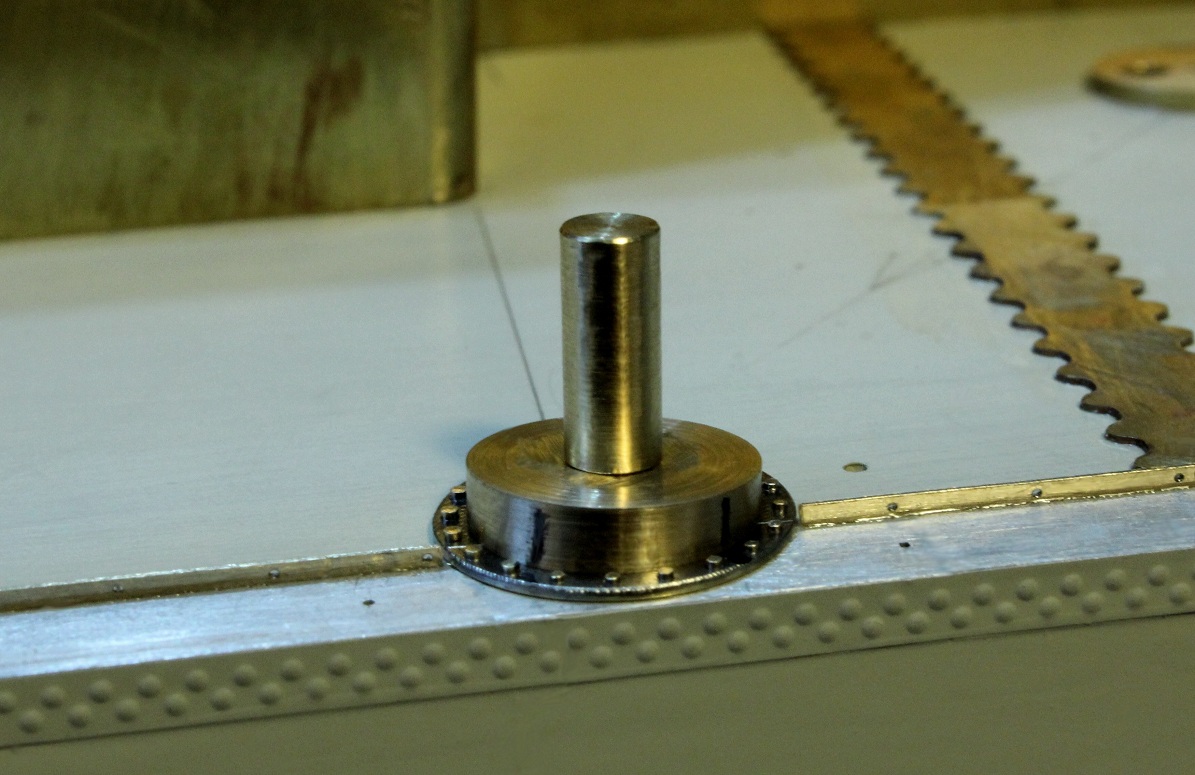
 Die Sockel sind aufgeklebt. Mit einer
3-mm-Maschinenreibahle habe ich die Farbe in der Bohrung wieder entfernt.
Die Sockel sind aufgeklebt. Mit einer
3-mm-Maschinenreibahle habe ich die Farbe in der Bohrung wieder entfernt.
Weiter geht es im
Teil 2 dieser Serie...

zurück/back |
home
 (alle kleinen Fotos zum Vergrößern anklicken!) Die konischen Davitsockel
der beiden hinteren Davits (die beiden vorderen sehen etwas anders aus) stelle
ich zweigeteilt her. Ein flaches unteres Teil, welches eine waagerechte
Plattform liefert, auf welche das längere obere Teil aufgebaut wird. Die
Zweiteilung ist auch für die Farbgebung günstig. Das untere Teil wird in der
dunkelgrauen Decksfarbe gespritzt und der Rest des Davits hellgrau. Runde
Platten sind am Deck angeschraubt. Diese Platten mache ich zuerst (Durchmesser
15 mm). Sie erhalten einen 3-mm-Zapfen mit einer 2-mm-Zentrierbohrung (Foto).
(alle kleinen Fotos zum Vergrößern anklicken!) Die konischen Davitsockel
der beiden hinteren Davits (die beiden vorderen sehen etwas anders aus) stelle
ich zweigeteilt her. Ein flaches unteres Teil, welches eine waagerechte
Plattform liefert, auf welche das längere obere Teil aufgebaut wird. Die
Zweiteilung ist auch für die Farbgebung günstig. Das untere Teil wird in der
dunkelgrauen Decksfarbe gespritzt und der Rest des Davits hellgrau. Runde
Platten sind am Deck angeschraubt. Diese Platten mache ich zuerst (Durchmesser
15 mm). Sie erhalten einen 3-mm-Zapfen mit einer 2-mm-Zentrierbohrung (Foto).