Vier
Bootsdavits (Teil 2)
for boat´s
davits (part 2)
Hier nun die Fortsetzung
vom Teil 1 der Fotoserie
Bootsdavits:
 (kleine
Fotos anklicken) Die
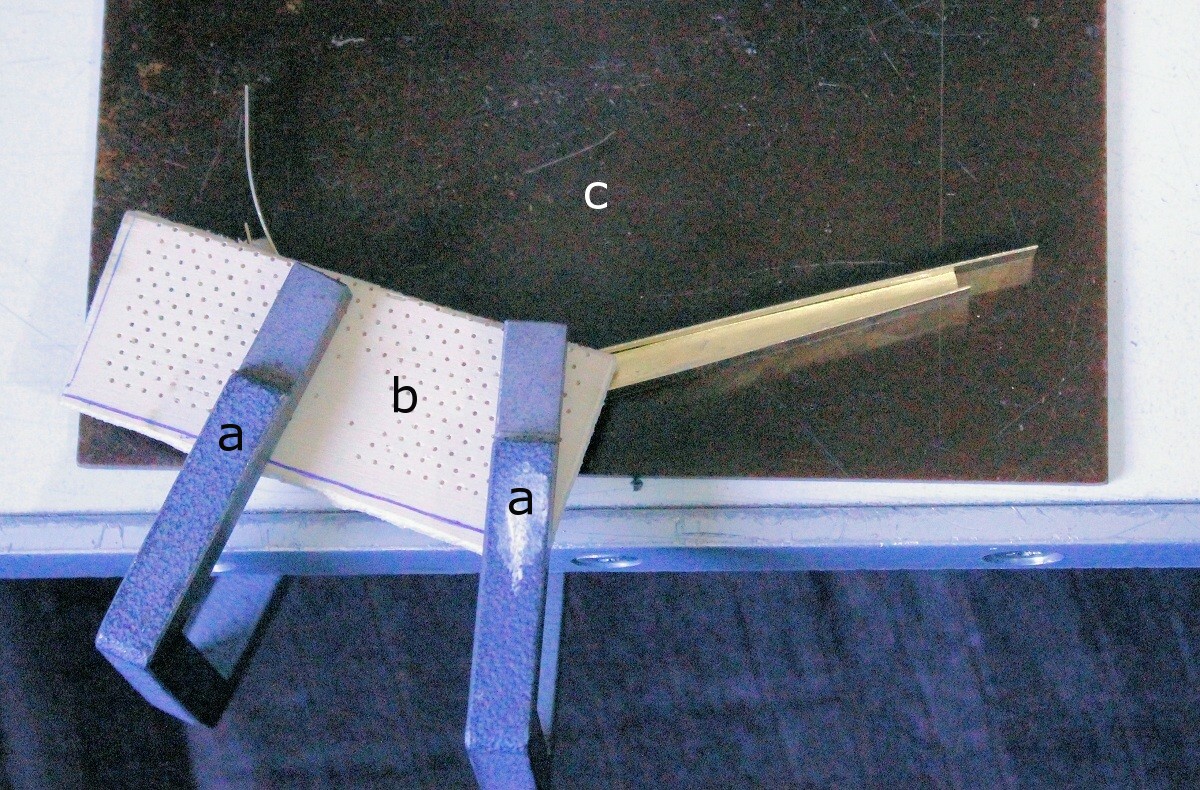
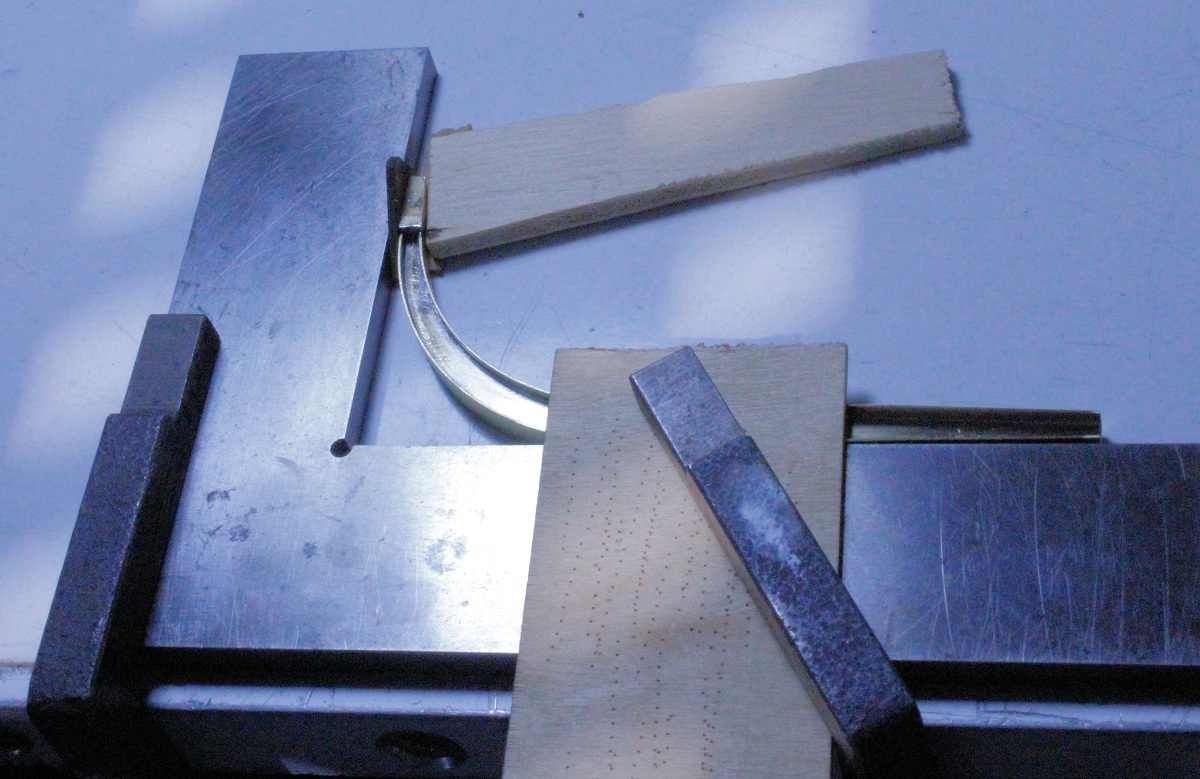
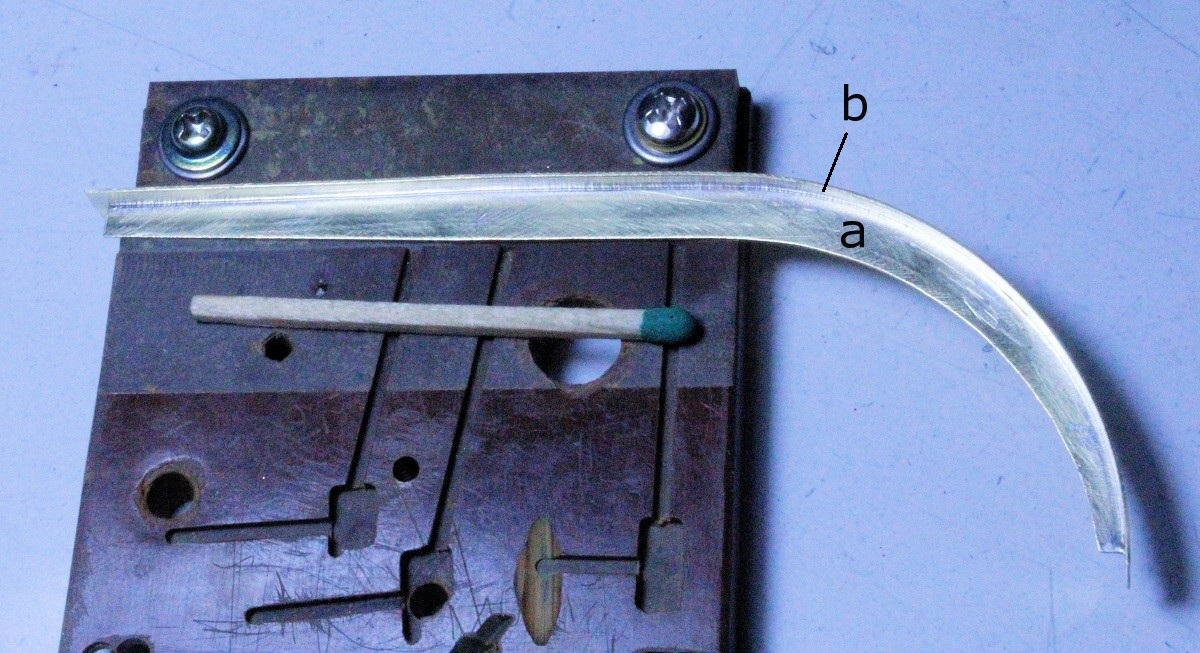
galgenartigen Davitarme sind zusammengeschweißte H-Profile. Die Mittelstücke (a)
habe ich aus 0,4-mm-Ms-Blech ausgesägt, der mittlere Teil ist jeweils exakt 5,2
mm breit (gefeilt). Nach den Enden verjüngen sie sich konisch. Die anzulötenden
0,4-mm-Ms-Blechstreifen habe ich 6 mm breit auf der Fräsmaschine gesägt (mein
Buch "Fräsen für Modellbauer"
Band 2, Seite 70 bis 73). In einer Pertinax-Lötvorrichtung wird der vorgeformte
"Außenbogen" exakt rechtwinklig an das (a) gelötet.
(kleine
Fotos anklicken) Die
galgenartigen Davitarme sind zusammengeschweißte H-Profile. Die Mittelstücke (a)
habe ich aus 0,4-mm-Ms-Blech ausgesägt, der mittlere Teil ist jeweils exakt 5,2
mm breit (gefeilt). Nach den Enden verjüngen sie sich konisch. Die anzulötenden
0,4-mm-Ms-Blechstreifen habe ich 6 mm breit auf der Fräsmaschine gesägt (mein
Buch "Fräsen für Modellbauer"
Band 2, Seite 70 bis 73). In einer Pertinax-Lötvorrichtung wird der vorgeformte
"Außenbogen" exakt rechtwinklig an das (a) gelötet.
 Auch der "Innenbogen" hat vor dem
Anlöten noch Überlänge.
Auch der "Innenbogen" hat vor dem
Anlöten noch Überlänge.
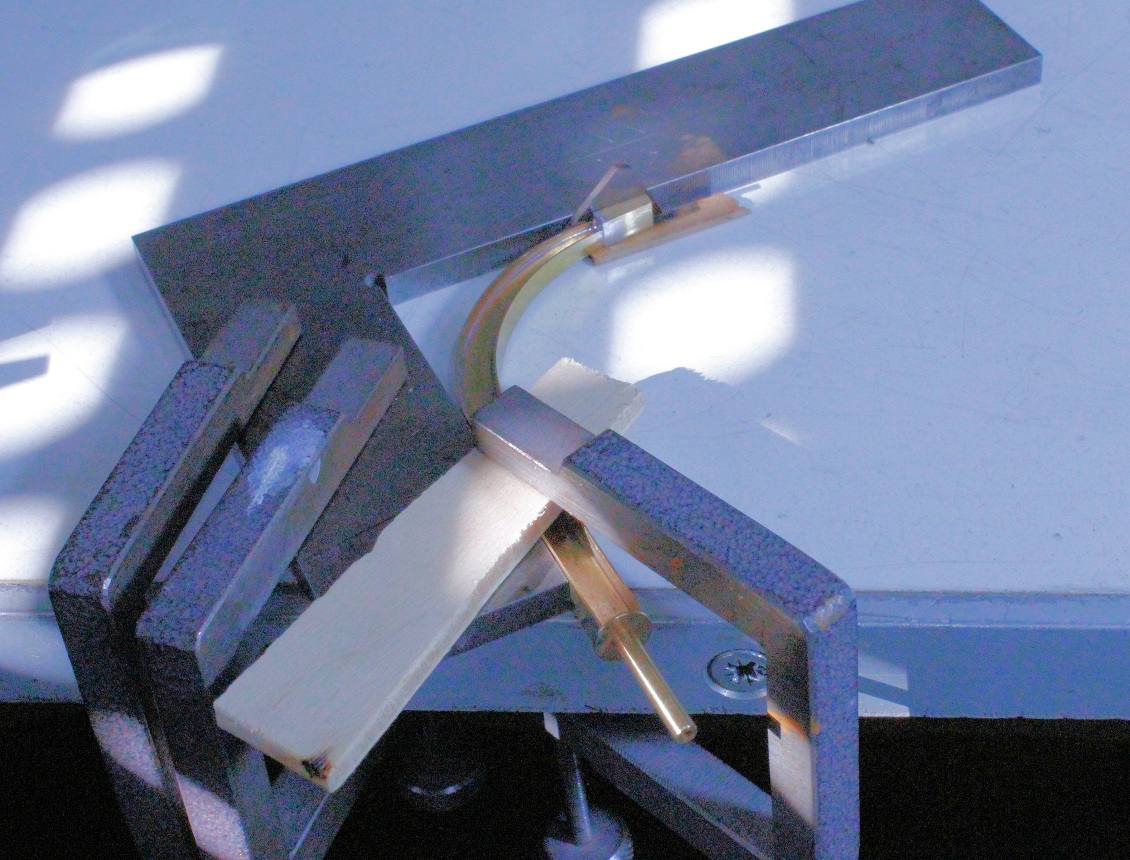
 Die
beiden zusammengelöteten Teile werden auf einer ebenen Pertinax-Unterlage (c)
von zwei C-Klemmen (a) gehalten. Ein Sperrholzstück (b) dient dabei als
Hitzesperre.
Die
beiden zusammengelöteten Teile werden auf einer ebenen Pertinax-Unterlage (c)
von zwei C-Klemmen (a) gehalten. Ein Sperrholzstück (b) dient dabei als
Hitzesperre.
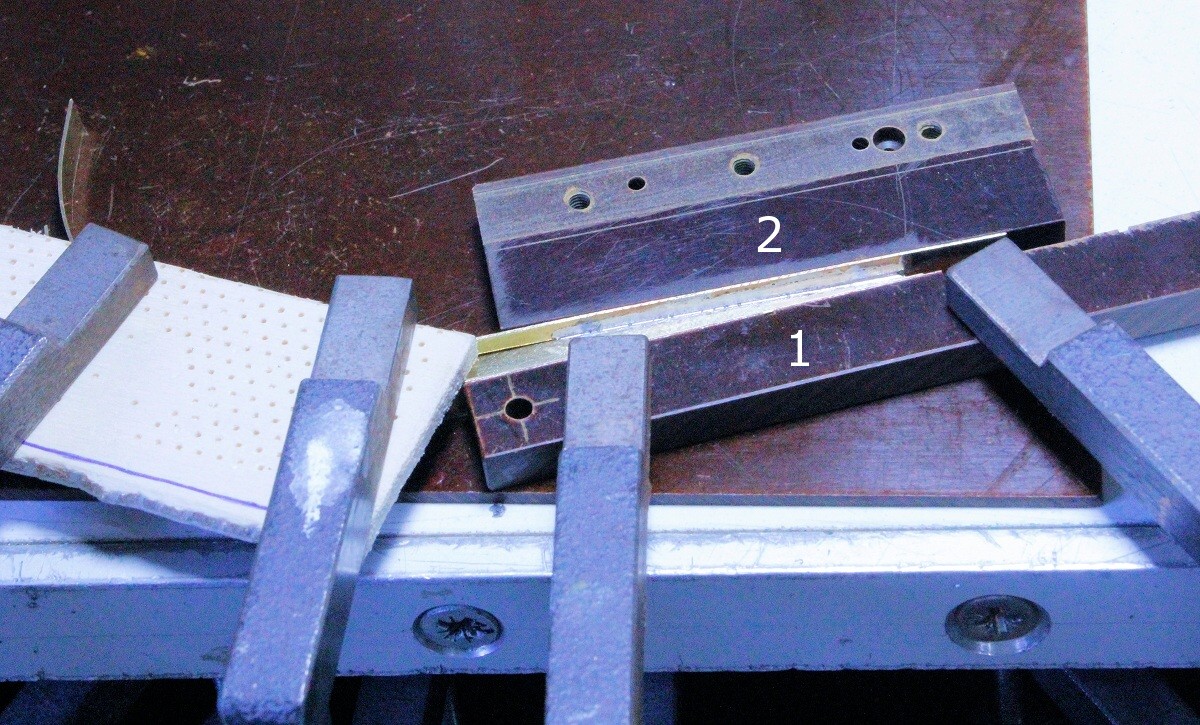
 Ein
rechtwinklig gefrästes Pertinax-Profil (1) wird als Anlage ebenfalls
aufgeklemmt. Gegen dieses kann ich beim Löten den "Innenbogen" mit einer zweiten
Pertinax-Leiste (2) kräftig andrücken.
Ein
rechtwinklig gefrästes Pertinax-Profil (1) wird als Anlage ebenfalls
aufgeklemmt. Gegen dieses kann ich beim Löten den "Innenbogen" mit einer zweiten
Pertinax-Leiste (2) kräftig andrücken.
 So
arbeite ich stückweise bis oben hin.
So
arbeite ich stückweise bis oben hin.
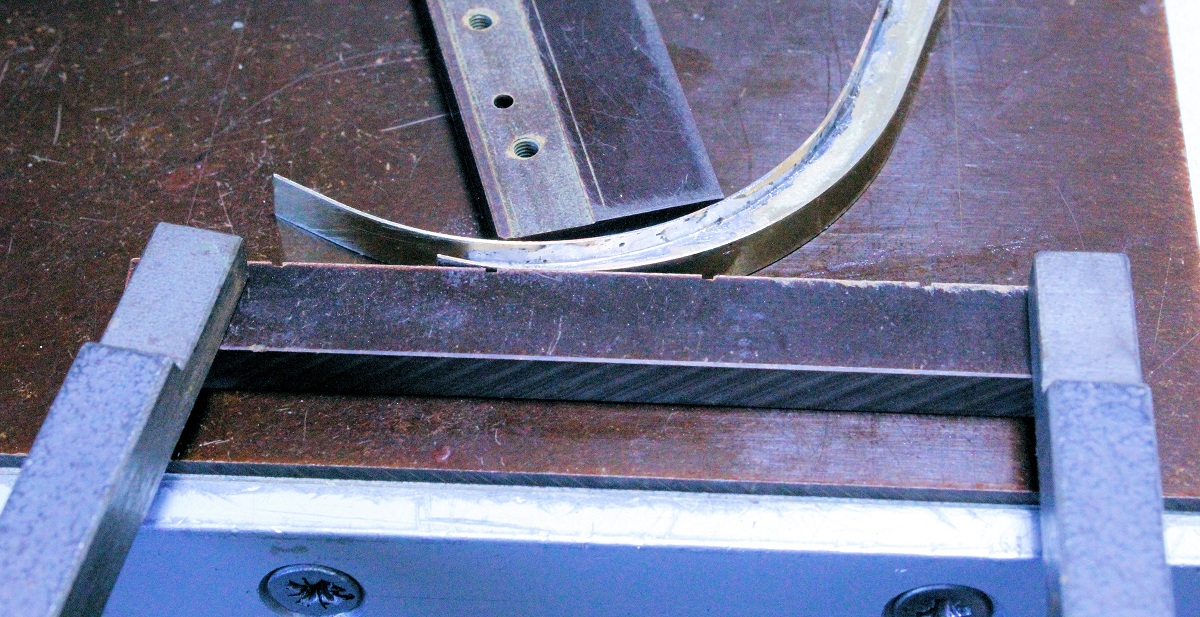
 Der
Davitarm liegt nun selbst auf der Unterlage. Damit ich mit der Lötkolbenspitze
in die U-förmigen Rinne (oben nur 2 mm breit) hineinkomme, habe ich diese dünner
als normal gefräst.
Der
Davitarm liegt nun selbst auf der Unterlage. Damit ich mit der Lötkolbenspitze
in die U-förmigen Rinne (oben nur 2 mm breit) hineinkomme, habe ich diese dünner
als normal gefräst.
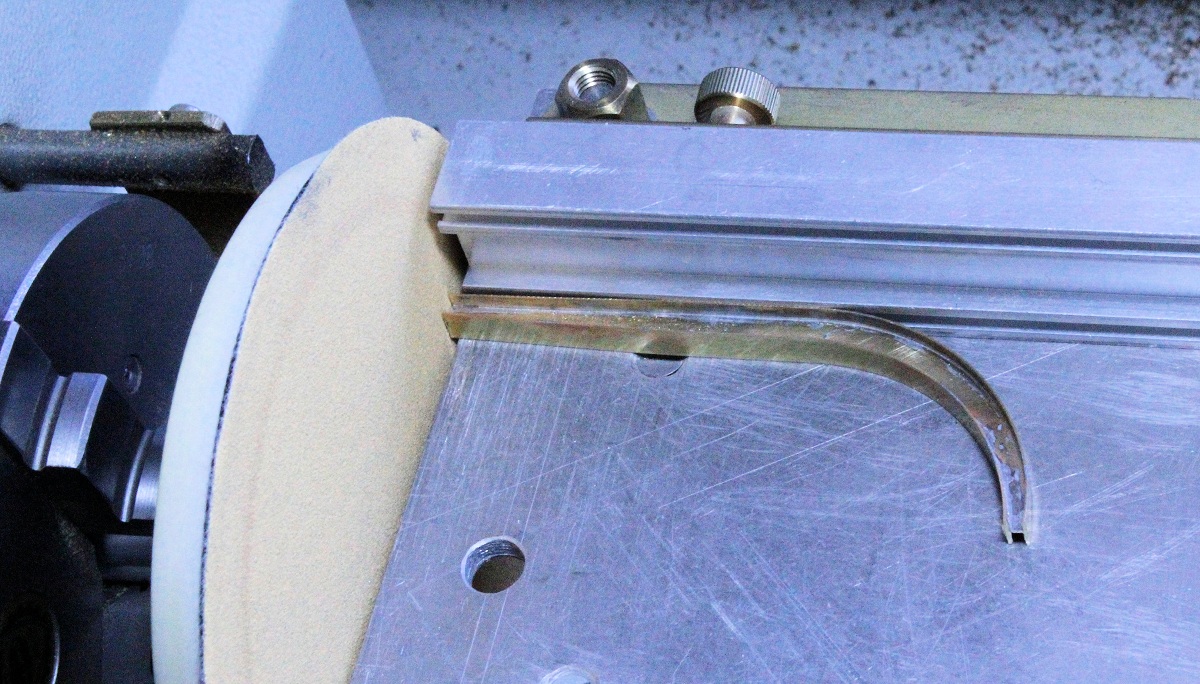
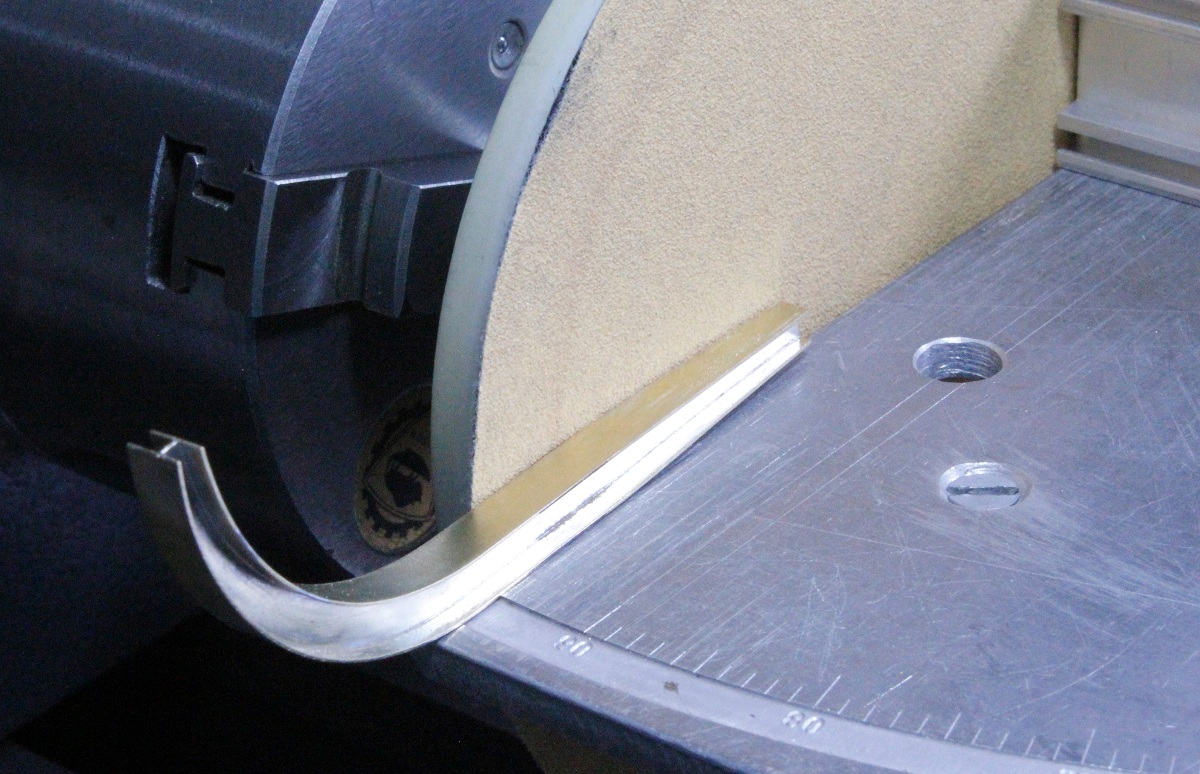
 Die
überstehenden Blechstreifen wurden mit der Metall-Laubsäge abgeschnitten und die
"Galgen" auf meiner
Tellerschleifmaschine auf Länge geschliffen. Zuerst das untere
Ende...
Die
überstehenden Blechstreifen wurden mit der Metall-Laubsäge abgeschnitten und die
"Galgen" auf meiner
Tellerschleifmaschine auf Länge geschliffen. Zuerst das untere
Ende...
 ...und
dann auch oben.
...und
dann auch oben.
 Zwei
Davitarme erhalten unten einen 18 mm langen 3-mm-Zapfen. Damit er exakt in der
Richtung des H-Profils liegt, habe ich wieder einmal mein Lötprisma bemüht. Die
Pertinax-Buchse (a) hält den 3-mm-Zapfen in Richtung und die Buchse (b) mit
gleichem Außendurchmesser (!), in welche das H-Profil genau paßt, den Davitarm.
So kann ich diesen an die zuvor verzinnte Platte des Zapfens heranschieben und
anlöten. Die aufgezogenen Ms-Buchsen (c) verhindern ein Aufreißen der Buchse
(b).
Zwei
Davitarme erhalten unten einen 18 mm langen 3-mm-Zapfen. Damit er exakt in der
Richtung des H-Profils liegt, habe ich wieder einmal mein Lötprisma bemüht. Die
Pertinax-Buchse (a) hält den 3-mm-Zapfen in Richtung und die Buchse (b) mit
gleichem Außendurchmesser (!), in welche das H-Profil genau paßt, den Davitarm.
So kann ich diesen an die zuvor verzinnte Platte des Zapfens heranschieben und
anlöten. Die aufgezogenen Ms-Buchsen (c) verhindern ein Aufreißen der Buchse
(b).
 So sieht es fertig aus.
So sieht es fertig aus.
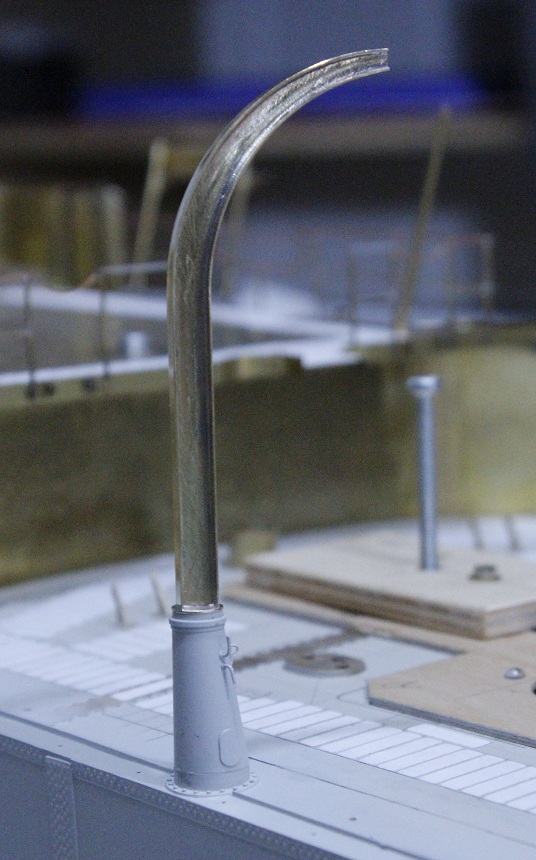
 Und eingesteckt in den schon bekannten Sockel.
Und eingesteckt in den schon bekannten Sockel.
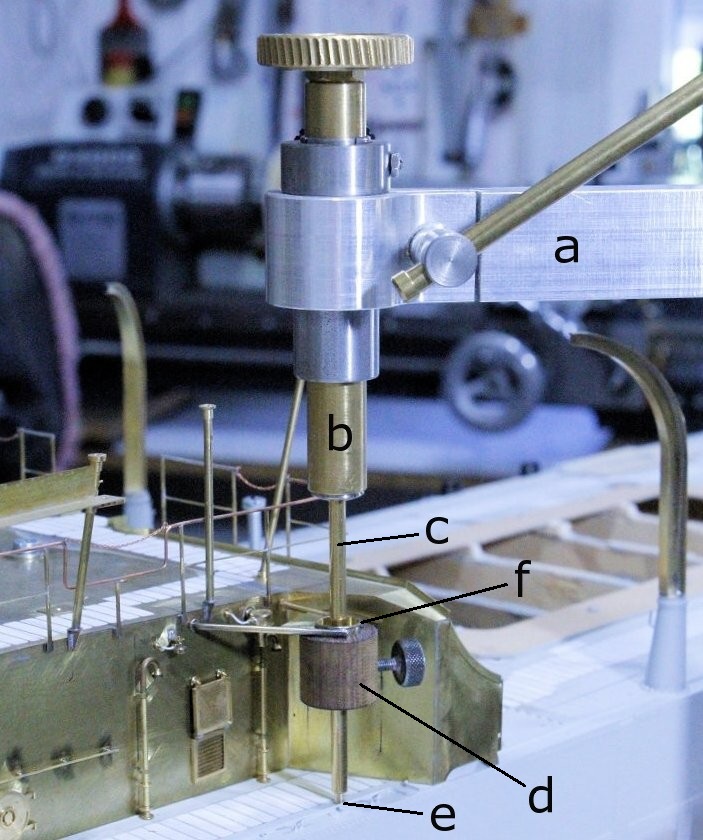
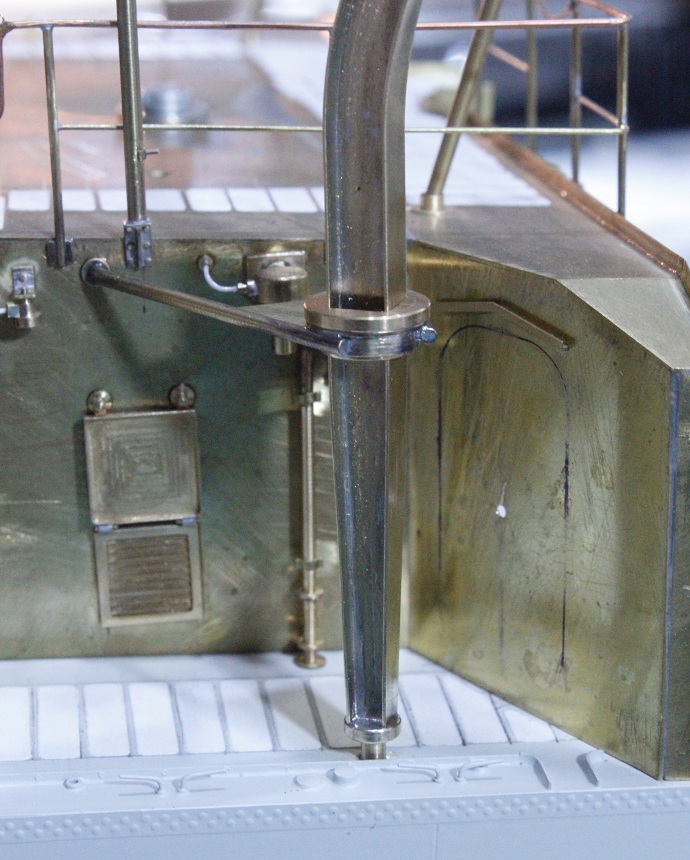
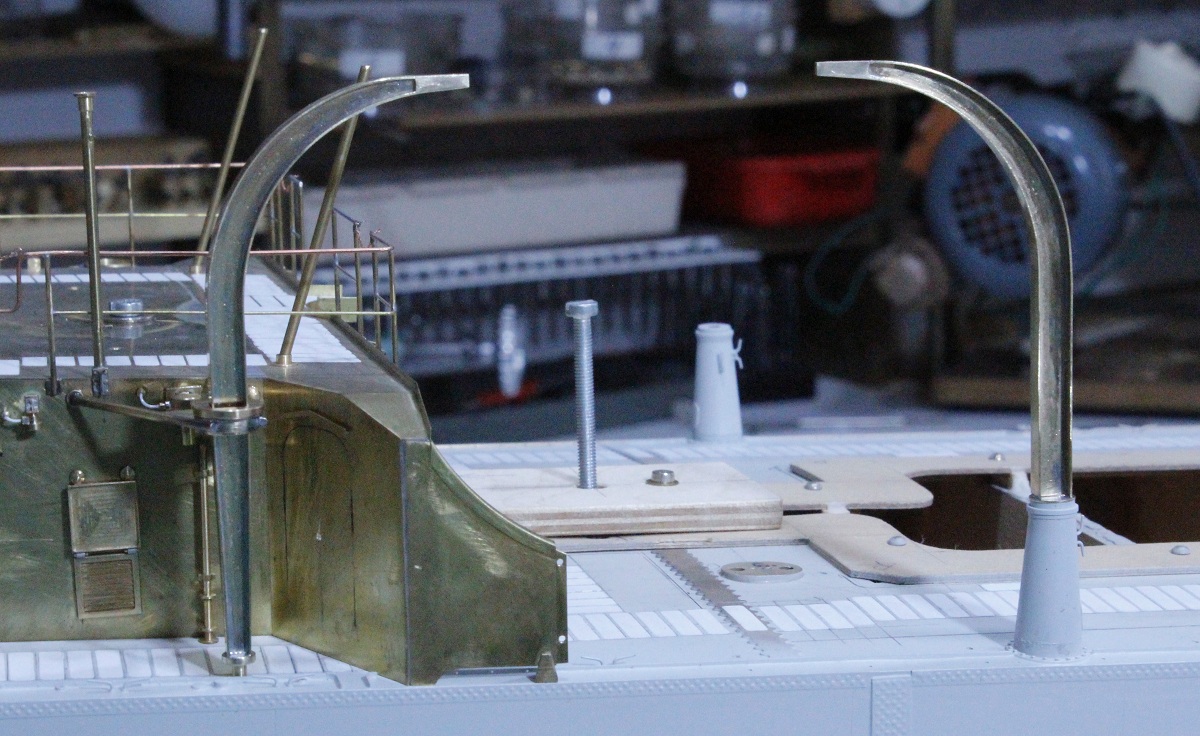
 Die beiden vorderen Davit sind anders gelagert. Ein Ring (f) hält den Arm oben
und am Deck steckt er mit einem Zapfen in einer Buchse (e). Beide Teile müssen
exakt senkrecht übereinander liegen. Die beiden Tragarme hin zum Deckshaus
konnte ich wieder nur mit meinem
Helling-Bohrständer (a) an den Ring (f) anlöten. Die Pinole (b) hält
dabei mit einer 4-mm-Spannzange (Uhrmacherdrehmaschine) einen 4-mm-Ms-Rundstab
(c). Dieser hat unten einen kurzen Zapfen, welcher in die Decksbuchse (e)
sticht. Der Ring (f) wird von einer Pertinax-Buchse (d) auf der richtigen Höhe
gehalten. Eine recht komplizierte Sache, doch der Aufwand lohnt sich. Ich
benötige kein Augenmaß für die Senkrechtstellung und der "Bohrständer" ist ja
vorhanden...
Die beiden vorderen Davit sind anders gelagert. Ein Ring (f) hält den Arm oben
und am Deck steckt er mit einem Zapfen in einer Buchse (e). Beide Teile müssen
exakt senkrecht übereinander liegen. Die beiden Tragarme hin zum Deckshaus
konnte ich wieder nur mit meinem
Helling-Bohrständer (a) an den Ring (f) anlöten. Die Pinole (b) hält
dabei mit einer 4-mm-Spannzange (Uhrmacherdrehmaschine) einen 4-mm-Ms-Rundstab
(c). Dieser hat unten einen kurzen Zapfen, welcher in die Decksbuchse (e)
sticht. Der Ring (f) wird von einer Pertinax-Buchse (d) auf der richtigen Höhe
gehalten. Eine recht komplizierte Sache, doch der Aufwand lohnt sich. Ich
benötige kein Augenmaß für die Senkrechtstellung und der "Bohrständer" ist ja
vorhanden...
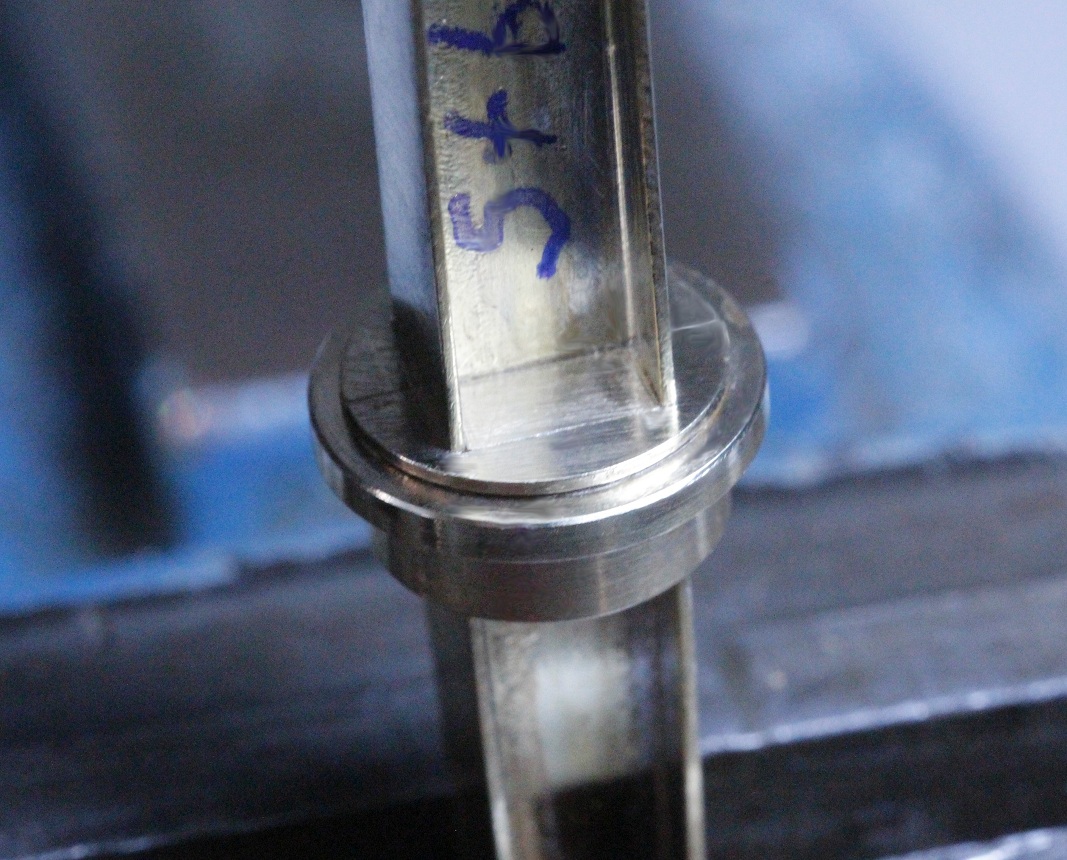
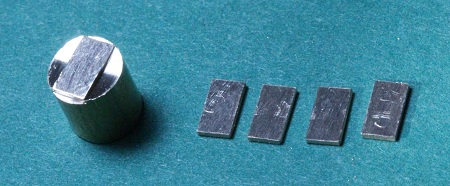
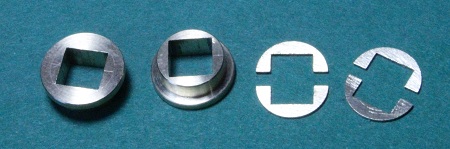 Damit das H-Profil (6 x 6 mm) im Ring (f)
mittig gehalten wird, war die Herstellung von zwei Zentrierbuchsen mit
Innen-Vierkant nötig. Die vier 0,5 mm dicken Abschnitte rechts im Bild erklären
in etwa, wie ich diese Buchsen hergestellt habe, sie werden später noch
gebraucht.
Damit das H-Profil (6 x 6 mm) im Ring (f)
mittig gehalten wird, war die Herstellung von zwei Zentrierbuchsen mit
Innen-Vierkant nötig. Die vier 0,5 mm dicken Abschnitte rechts im Bild erklären
in etwa, wie ich diese Buchsen hergestellt habe, sie werden später noch
gebraucht.
 Der Davitarm ist hier nur provisorisch eingesteckt.
Der Davitarm ist hier nur provisorisch eingesteckt.
 Die vorderen Davitarme werden auch nach unten hin konisch geschliffen.
Die vorderen Davitarme werden auch nach unten hin konisch geschliffen.
 In der Mitte 6 mm; unten (links) 4 mm breit.
In der Mitte 6 mm; unten (links) 4 mm breit.
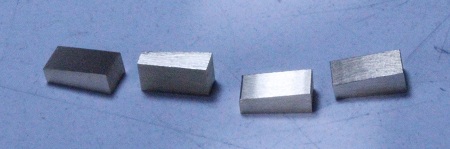 Von einem
gefrästen Profil werden die vier "Kopfsteine"
mit etwas Überbreite abgesägt...
Von einem
gefrästen Profil werden die vier "Kopfsteine"
mit etwas Überbreite abgesägt...
 ...und dann mit sinnvoller Auf- und Anlage an die Davitarme gelötet. Zwischen
dem Flachwinkel und dem Kopfstein klemmt eine dünne Pertinax-Scheibe, wieder als
Hitzesperre.
...und dann mit sinnvoller Auf- und Anlage an die Davitarme gelötet. Zwischen
dem Flachwinkel und dem Kopfstein klemmt eine dünne Pertinax-Scheibe, wieder als
Hitzesperre.
 Gleiches bei den hinteren Davitarmen.
Gleiches bei den hinteren Davitarmen.
 Sieht dann so aus.
Sieht dann so aus.
 Der untere Kopf ist bereits auf die richtige Breite gefeilt/geschliffen.
Der untere Kopf ist bereits auf die richtige Breite gefeilt/geschliffen.
 Der
Ms-Zapfen (b)(d = 1,5; D = 5,6 mm) soll exakt zentrisch und gerade stehend an
das untere Ende vom Davit angelötet werden. Die Planfläche von (b) wird
reichlich verzinnt und in die Pertinax-Buchse (a) gesteckt. Auf das konische
Ende vom Davit wird die ausgedrehte Buchse (c) gesteckt; weiter oben die schon
bekannte Buchse (d). Alle diese Buchsen haben den gleichen Durchmesser von 12
mm. Das Löten mache ich wieder im Lötprisma (14 Fotos weiter oben).
Der
Ms-Zapfen (b)(d = 1,5; D = 5,6 mm) soll exakt zentrisch und gerade stehend an
das untere Ende vom Davit angelötet werden. Die Planfläche von (b) wird
reichlich verzinnt und in die Pertinax-Buchse (a) gesteckt. Auf das konische
Ende vom Davit wird die ausgedrehte Buchse (c) gesteckt; weiter oben die schon
bekannte Buchse (d). Alle diese Buchsen haben den gleichen Durchmesser von 12
mm. Das Löten mache ich wieder im Lötprisma (14 Fotos weiter oben).
 Der Zapfen ist angelötet.
Der Zapfen ist angelötet.
 Sie werden bis auf etwa 4 mm Länge
gekürzt.
Sie werden bis auf etwa 4 mm Länge
gekürzt.
 Die Zentrierbuchse mit dem Vierkant-Durchbruch kann nun schon in der richtigen
Höhe mit winzigen Tropfen Sekundenkleber am Davit-H-Profil befestigt werden.
Die Zentrierbuchse mit dem Vierkant-Durchbruch kann nun schon in der richtigen
Höhe mit winzigen Tropfen Sekundenkleber am Davit-H-Profil befestigt werden.
 Im Bild die rohbaufertigen Davits der Backbord-Seite. Man erkennt nun die
verschiedenen Konstruktionen. Die oberen Enden ragen gleich hoch (von der KWL).
Beide sind noch drehbar.
Im Bild die rohbaufertigen Davits der Backbord-Seite. Man erkennt nun die
verschiedenen Konstruktionen. Die oberen Enden ragen gleich hoch (von der KWL).
Beide sind noch drehbar.
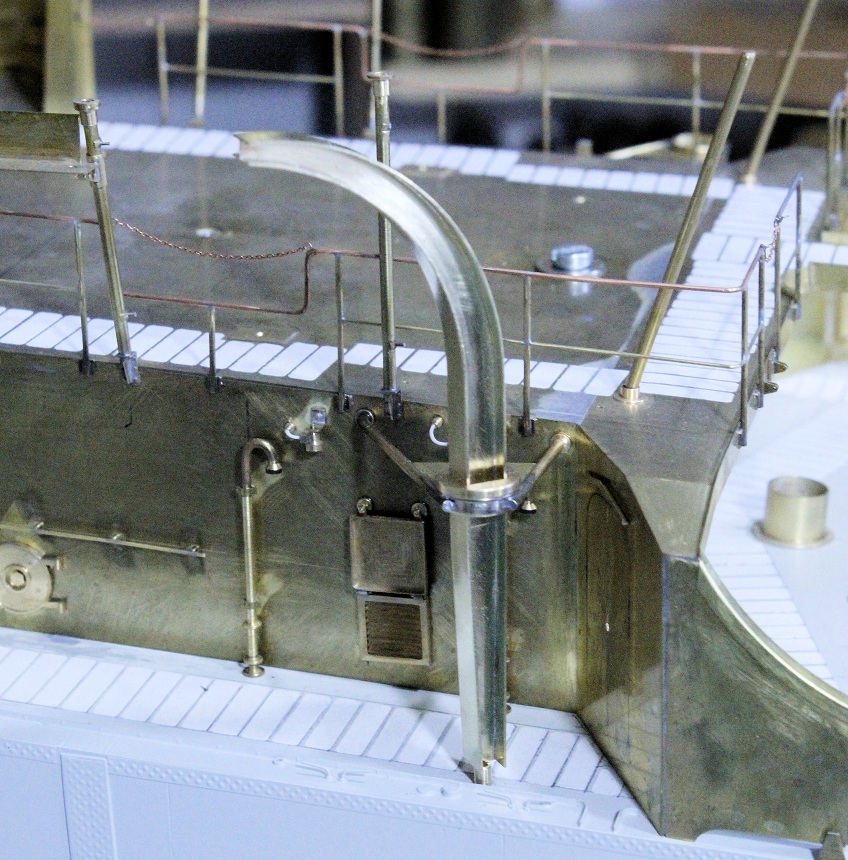
 In der Ansicht von Backbord-hinten sieht man, wie schön gerade alle vier stehen.
Die schon grau gespritzten Sockel stehen leicht nach außen "schräg" (Sockel am
rechten Bildrand). Das muß so sein.
In der Ansicht von Backbord-hinten sieht man, wie schön gerade alle vier stehen.
Die schon grau gespritzten Sockel stehen leicht nach außen "schräg" (Sockel am
rechten Bildrand). Das muß so sein.
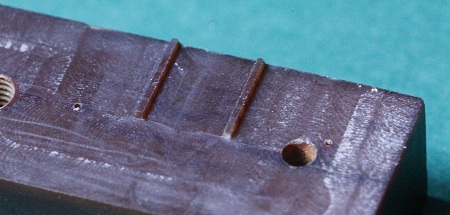 Der Vierkant-Durchbruch muß von oben
mit einer Platte verschlossen sein. Dafür verwende ich die vier U-förmigen
Platten, die wir 15 Fotos weiter oben schon gesehen haben. Wieder fräse ich eine
Lötvorrichtung aus Novotex (Novotex - Hartpapier - läßt sich zu besseren
Oberflächen bearbeiten als Pertinax). Zwei Stege, 0,45 mm breit und 0,5 mm hoch
bleiben stehen. Das Außenmaß ist 6 mm. Die Maße fräse ich möglichst auf
1/100stel-mm genau.
Der Vierkant-Durchbruch muß von oben
mit einer Platte verschlossen sein. Dafür verwende ich die vier U-förmigen
Platten, die wir 15 Fotos weiter oben schon gesehen haben. Wieder fräse ich eine
Lötvorrichtung aus Novotex (Novotex - Hartpapier - läßt sich zu besseren
Oberflächen bearbeiten als Pertinax). Zwei Stege, 0,45 mm breit und 0,5 mm hoch
bleiben stehen. Das Außenmaß ist 6 mm. Die Maße fräse ich möglichst auf
1/100stel-mm genau.
 Auf die Stege kann ich eine Platte
stecken. Das lichte Maß zwischen den Stegen ist 5,1 mm.
Auf die Stege kann ich eine Platte
stecken. Das lichte Maß zwischen den Stegen ist 5,1 mm.
 Ein kurzes Profil wird
gefräst (5,1 x 2,8
mm) und davon vier Platten 0,5 mm dick abgesägt, sauber aber nur leicht
entgratet.
Ein kurzes Profil wird
gefräst (5,1 x 2,8
mm) und davon vier Platten 0,5 mm dick abgesägt, sauber aber nur leicht
entgratet.
 Diese Platten kann ich in der Mitte
einstecken...
Diese Platten kann ich in der Mitte
einstecken...
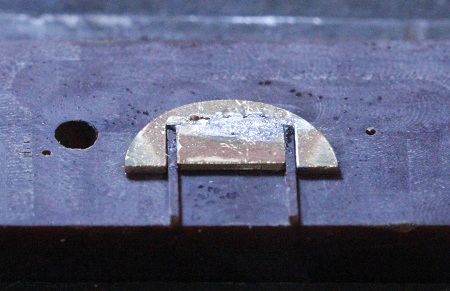 ...und anlöten. Beide Flächen werden
anschließend überschlichtet...
...und anlöten. Beide Flächen werden
anschließend überschlichtet...
 ...und so kann ich mit je zwei dieser hochgenauen Teile den Vierkant-Durchbruch
abdecken.
...und so kann ich mit je zwei dieser hochgenauen Teile den Vierkant-Durchbruch
abdecken.
 Durch das Einschweißen von
Rechteck-Platten in die H-Profile werden die Davitarme verwindungssteifer. Ein
Anzahl Ms-Platten 5,2 x 2,7 x 0,4 mm (rechts im Bild) habe ich
gefräst und abgesägt.
Durch das Einschweißen von
Rechteck-Platten in die H-Profile werden die Davitarme verwindungssteifer. Ein
Anzahl Ms-Platten 5,2 x 2,7 x 0,4 mm (rechts im Bild) habe ich
gefräst und abgesägt.
 Für stets gleiche Abstände habe ich aus Ms einen exakt rechtwinkligen
Abstandklotz (7 mm lang, er paßt genau in de H-Profil) gefräst. Die Kanten sind
recht stark gebrochen, damit der Sekundenkleber (0,3-mm-Draht) nicht zum Klotz
gelangt. Den 1-mm-Draht habe ich eingelötet, damit ich den Klotz wieder
herausziehen kann.
Für stets gleiche Abstände habe ich aus Ms einen exakt rechtwinkligen
Abstandklotz (7 mm lang, er paßt genau in de H-Profil) gefräst. Die Kanten sind
recht stark gebrochen, damit der Sekundenkleber (0,3-mm-Draht) nicht zum Klotz
gelangt. Den 1-mm-Draht habe ich eingelötet, damit ich den Klotz wieder
herausziehen kann.
 So entstehen sehr gleiche Abstände zwischen den Platten und diese stehen zudem
genau rechtwinklig im Profil.
So entstehen sehr gleiche Abstände zwischen den Platten und diese stehen zudem
genau rechtwinklig im Profil.
 Bei den beiden hinteren Davits sind die Abstände etwas anders, deshalb habe ich
aus 4-mm-Rund-Ms noch Zwischenstücke gedreht.
Bei den beiden hinteren Davits sind die Abstände etwas anders, deshalb habe ich
aus 4-mm-Rund-Ms noch Zwischenstücke gedreht.
 Und noch einmal ein anderes Maß zwischen den Platten.
Und noch einmal ein anderes Maß zwischen den Platten.
 Die 20 vollkommen gleichen Platten sind eingebaut.
Die 20 vollkommen gleichen Platten sind eingebaut.
 Die
Platten, welche in den oberen, gerundeten Teil des H-Profils eingeklebt werden,
haben wegen der beidseitigen Verjüngung unterschiedliche Maße, was die Breite
und auch was die Längen angeht. Für die vier verschiedenen "Höhen-Lagen" habe
ich als erstes auf der Fräsmaschine mit einem 3,8-mm-Fingerfräser (jede andere
Fräserstärke geht auch) vier 0,4 mm dicke Blechstreifen gefräst (2,55 - 2,33 -
1,98 und 1,84 mm breit). Dabei wird bei der Zustellung von einer Frässpur zur
nächsten mit dem Y-Support der Fräserdurchmesser mit eingerechnet. Die Fahrt in
X-Richtung dabei sehr langsam!
Die
Platten, welche in den oberen, gerundeten Teil des H-Profils eingeklebt werden,
haben wegen der beidseitigen Verjüngung unterschiedliche Maße, was die Breite
und auch was die Längen angeht. Für die vier verschiedenen "Höhen-Lagen" habe
ich als erstes auf der Fräsmaschine mit einem 3,8-mm-Fingerfräser (jede andere
Fräserstärke geht auch) vier 0,4 mm dicke Blechstreifen gefräst (2,55 - 2,33 -
1,98 und 1,84 mm breit). Dabei wird bei der Zustellung von einer Frässpur zur
nächsten mit dem Y-Support der Fräserdurchmesser mit eingerechnet. Die Fahrt in
X-Richtung dabei sehr langsam!
 Die Blechstreifen herausgetrennt und sorgsam entgratet.
Die Blechstreifen herausgetrennt und sorgsam entgratet.
 Auch in diesem Bogenbereich benutzte ich Abstandsklötze, in dem Fall
Ringabschnitte (Innendurchmesser 70, Außendurchmesser 78 mm). Zuerst, wie hier
im Bild, einen Klotz mit 14° "Länge". Auch hier dient eine M2-Schraube dazu, daß
ich den Klotz wieder problemlos herausnehmen kann. Und eine Schraube deshalb,
weil ich sie für die Verwendung an der anderen Seite des Davits auf die andere
Seite schrauben will. Hier sind schon drei Felder mit je 14° abgeteilt.
Auch in diesem Bogenbereich benutzte ich Abstandsklötze, in dem Fall
Ringabschnitte (Innendurchmesser 70, Außendurchmesser 78 mm). Zuerst, wie hier
im Bild, einen Klotz mit 14° "Länge". Auch hier dient eine M2-Schraube dazu, daß
ich den Klotz wieder problemlos herausnehmen kann. Und eine Schraube deshalb,
weil ich sie für die Verwendung an der anderen Seite des Davits auf die andere
Seite schrauben will. Hier sind schon drei Felder mit je 14° abgeteilt.
 Mit einer Reißnadel drücke ich die jeweils oberste Platte gegen den Klotz und
setze so die winzigen Tropfen Sekundenkleber. Die Platten stehen so auch genau
strahlenförmig in Richtung zum Radius-Mittelpunkt.
Mit einer Reißnadel drücke ich die jeweils oberste Platte gegen den Klotz und
setze so die winzigen Tropfen Sekundenkleber. Die Platten stehen so auch genau
strahlenförmig in Richtung zum Radius-Mittelpunkt.
 Das oberste Feld ist jeweils nur 10° "lang".
Das oberste Feld ist jeweils nur 10° "lang".
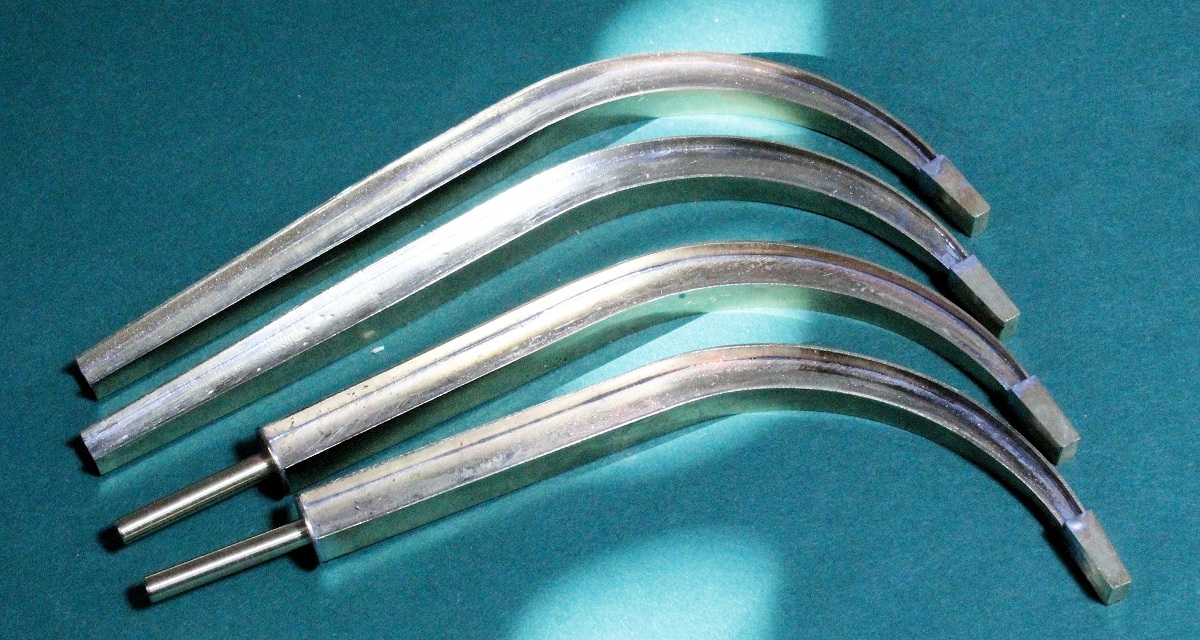
 Oben ein vorderer; unten ein hinterer Davitarm.
Oben ein vorderer; unten ein hinterer Davitarm.
Weiter geht es im
Teil 3 der Fotoserie...

zurück/back |
home
 (kleine
Fotos anklicken) Die
galgenartigen Davitarme sind zusammengeschweißte H-Profile. Die Mittelstücke (a)
habe ich aus 0,4-mm-Ms-Blech ausgesägt, der mittlere Teil ist jeweils exakt 5,2
mm breit (gefeilt). Nach den Enden verjüngen sie sich konisch. Die anzulötenden
0,4-mm-Ms-Blechstreifen habe ich 6 mm breit auf der Fräsmaschine gesägt (mein
Buch "Fräsen für Modellbauer"
Band 2, Seite 70 bis 73). In einer Pertinax-Lötvorrichtung wird der vorgeformte
"Außenbogen" exakt rechtwinklig an das (a) gelötet.
(kleine
Fotos anklicken) Die
galgenartigen Davitarme sind zusammengeschweißte H-Profile. Die Mittelstücke (a)
habe ich aus 0,4-mm-Ms-Blech ausgesägt, der mittlere Teil ist jeweils exakt 5,2
mm breit (gefeilt). Nach den Enden verjüngen sie sich konisch. Die anzulötenden
0,4-mm-Ms-Blechstreifen habe ich 6 mm breit auf der Fräsmaschine gesägt (mein
Buch "Fräsen für Modellbauer"
Band 2, Seite 70 bis 73). In einer Pertinax-Lötvorrichtung wird der vorgeformte
"Außenbogen" exakt rechtwinklig an das (a) gelötet.