Vier
Bootsdavits (Teil 4)
for boat´s
davits (part 4)
Mit der Herstellung von
vier zweischeibigen Blöcken (die unteren) für die Bootstaljen befassen wir uns
im vierten Teil dieser Fotoserie:
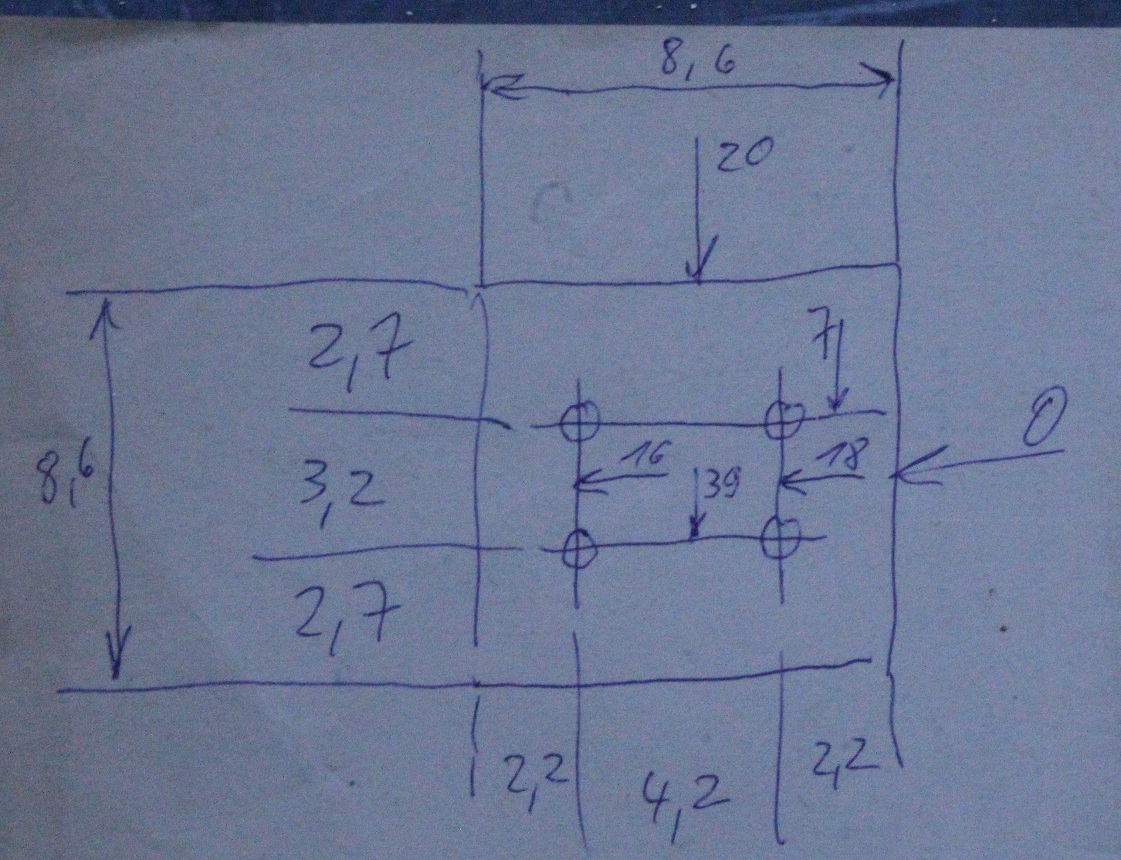
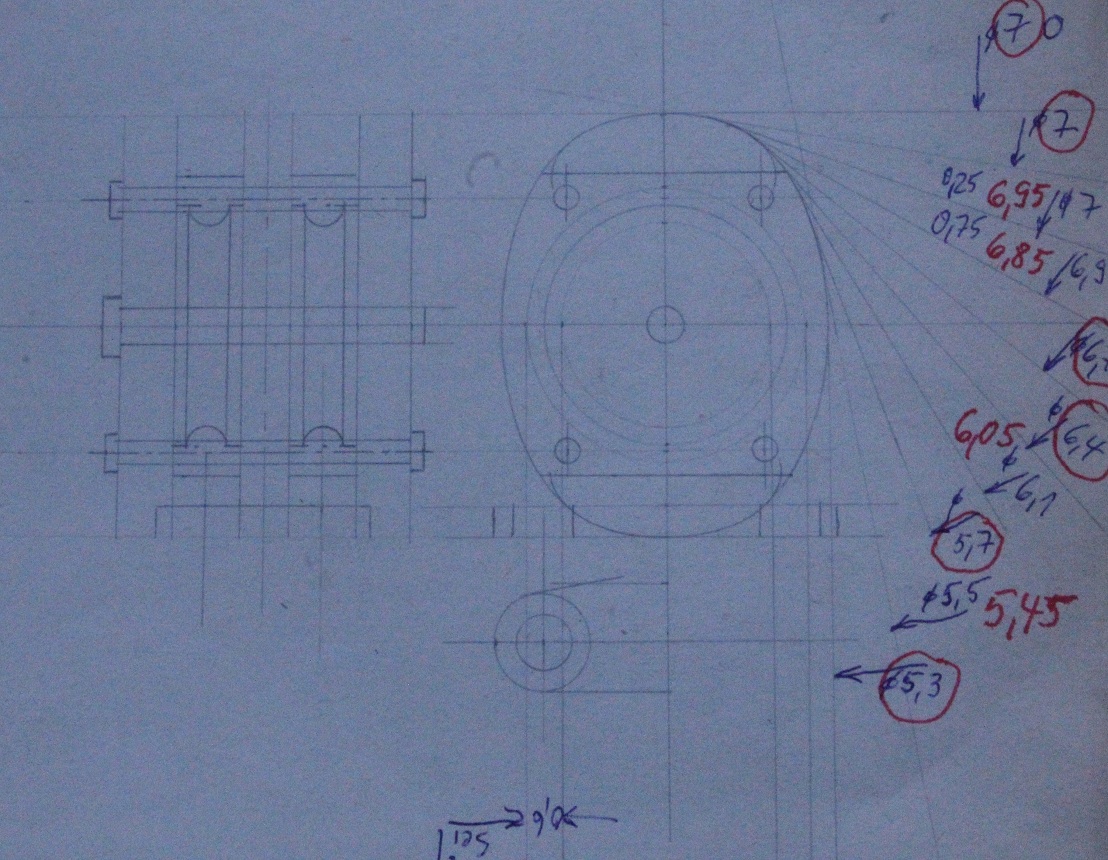
 (alle kleinen Fotos anklicken) Für diese Blöcke habe ich
meine Fotos gründlich ausgewertet (Detailvergrößerungen an den Fotos) und
vermessen. Hier sieht man meine 10:1-Zeichnung. Am rechten Rand sind die
Anfahrwerte für das Fräsen der Tangenten (7 - 7- 6,95 - 6,85 - 6,7 - 6,4 - 6,05
- 5,7 - 5,45 und 5,3), welche je 10° gefräst werden (4 x am gesamten Umfang),
damit das charakteristische Oval entsteht. Der Block hat also die Maße 7 x 5,3
mm. Links habe ich den Querschnitt stilisiert dargestellt. Am unteren Bildrand
ist mit 0,6 der Durchmesser des Seils angegeben. Vier Querbolzen halten, wie
beim Original die Teile des Blocks zusammen.
(alle kleinen Fotos anklicken) Für diese Blöcke habe ich
meine Fotos gründlich ausgewertet (Detailvergrößerungen an den Fotos) und
vermessen. Hier sieht man meine 10:1-Zeichnung. Am rechten Rand sind die
Anfahrwerte für das Fräsen der Tangenten (7 - 7- 6,95 - 6,85 - 6,7 - 6,4 - 6,05
- 5,7 - 5,45 und 5,3), welche je 10° gefräst werden (4 x am gesamten Umfang),
damit das charakteristische Oval entsteht. Der Block hat also die Maße 7 x 5,3
mm. Links habe ich den Querschnitt stilisiert dargestellt. Am unteren Bildrand
ist mit 0,6 der Durchmesser des Seils angegeben. Vier Querbolzen halten, wie
beim Original die Teile des Blocks zusammen.
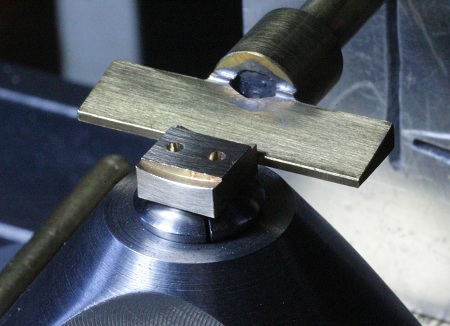
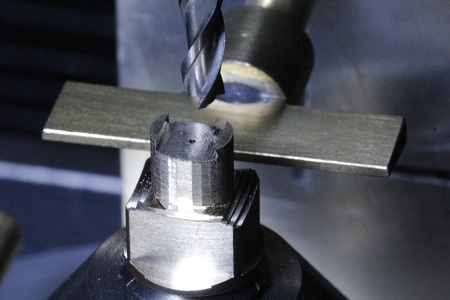 Nach den Anfahrwerten werden Profile mit (strenggenommen)
dem Querschnitt eines Vielecks
gefräst. In Längsrichtung des Ovals habe ich weiter unten ein
Rechteck mit angefräst. Eine dieser Längsseiten habe ich benutzt, um das Oval im
Senkrecht-Teilgerät mit einem Anschlag (im Hintergrund zu sehen) in X-Richtung
auszurichten. So konnte ich eine Quer-Nut (5 mm breit und 1,1 mm tief) bei allen
acht Teilen einfräsen.
Nach den Anfahrwerten werden Profile mit (strenggenommen)
dem Querschnitt eines Vielecks
gefräst. In Längsrichtung des Ovals habe ich weiter unten ein
Rechteck mit angefräst. Eine dieser Längsseiten habe ich benutzt, um das Oval im
Senkrecht-Teilgerät mit einem Anschlag (im Hintergrund zu sehen) in X-Richtung
auszurichten. So konnte ich eine Quer-Nut (5 mm breit und 1,1 mm tief) bei allen
acht Teilen einfräsen.
 Die Skizze für die Querbolzen ist hier zu sehen. An einem Reststück habe ich ein
exaktes Vierkant 8,6 x 8,6 mm
gefräst.
Die Skizze für die Querbolzen ist hier zu sehen. An einem Reststück habe ich ein
exaktes Vierkant 8,6 x 8,6 mm
gefräst.
 Hier wird dieses Vierkant wieder mit dem
Anschlag in der Zangenspannung ausgerichtet.
Hier wird dieses Vierkant wieder mit dem
Anschlag in der Zangenspannung ausgerichtet.
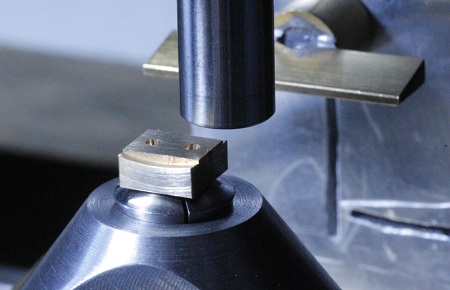 Danach können die (sauber entgrateten)
Kanten mit einem Kanten-Taster angefahren und die Kanten "genullt" werden. Das
sind die Zahlen "0" und "20" in der Skizze oben. Die Maße 3,2 und 4,2 müssen
genau mittig eingehalten werden. So ergeben sich an meiner Fräsmaschine mit den
Tischspindel-Steigungen von 4 mm (bei einer Kurbel-Umdrehung) die
Anfahr-Skalenring-Werte von "18" und "16" in der X-Richtung und "7" und "39" in
Y-Richtung. Das Ganze nennt man Koordinaten-Bohren (auch Fräsen nach
Koordinaten!) und muß man als Fräsmaschinen-Benutzer aus dem FF beherrschen!
Wer das nicht kann, kann die wunderbaren Möglichkeiten einer Fräsmaschine NIE
ausschöpfen.
Danach können die (sauber entgrateten)
Kanten mit einem Kanten-Taster angefahren und die Kanten "genullt" werden. Das
sind die Zahlen "0" und "20" in der Skizze oben. Die Maße 3,2 und 4,2 müssen
genau mittig eingehalten werden. So ergeben sich an meiner Fräsmaschine mit den
Tischspindel-Steigungen von 4 mm (bei einer Kurbel-Umdrehung) die
Anfahr-Skalenring-Werte von "18" und "16" in der X-Richtung und "7" und "39" in
Y-Richtung. Das Ganze nennt man Koordinaten-Bohren (auch Fräsen nach
Koordinaten!) und muß man als Fräsmaschinen-Benutzer aus dem FF beherrschen!
Wer das nicht kann, kann die wunderbaren Möglichkeiten einer Fräsmaschine NIE
ausschöpfen.
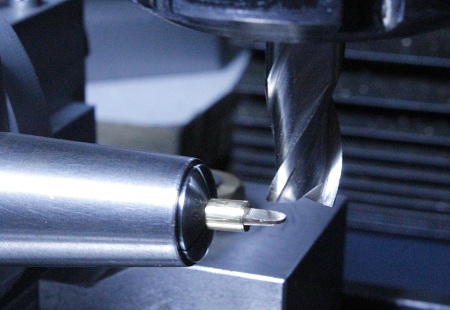
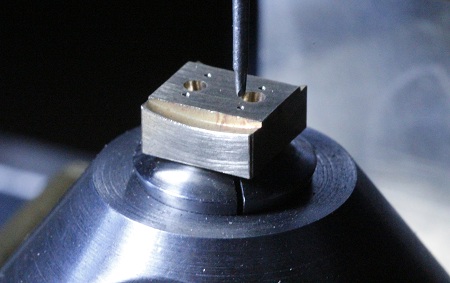 An dem Vierkant 8,6 x 8,6 mm habe ich mit
meinem Eigenbau-Mini-Zentrierbohrer diese vier Bohrungen sogleich zur Probe
anzentriert, 4,2 mm in Längs- und 3,2 mm in Querrichtung und haargenau dort, wo
sie hingehören.
An dem Vierkant 8,6 x 8,6 mm habe ich mit
meinem Eigenbau-Mini-Zentrierbohrer diese vier Bohrungen sogleich zur Probe
anzentriert, 4,2 mm in Längs- und 3,2 mm in Querrichtung und haargenau dort, wo
sie hingehören.
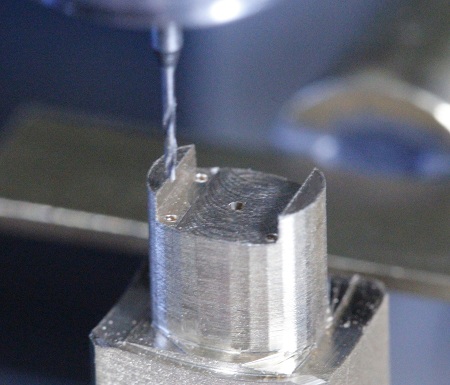 Später dann bei allen Teilen mit einem
0,45-mm-Wendelbohrer (mit 1,2-mm-Schaft!) in die Nut hinein.
Später dann bei allen Teilen mit einem
0,45-mm-Wendelbohrer (mit 1,2-mm-Schaft!) in die Nut hinein.
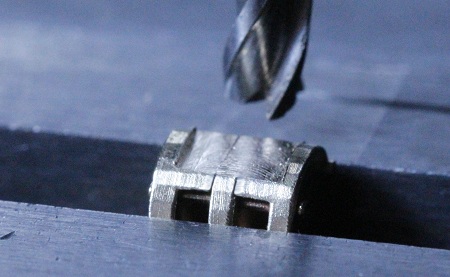
 Vier dieser Teile in einer Nahaufnahme nach dem Entfernen (bürsten) des
Fräsgrates. Hier sieht man sehr gut, daß es (noch) Vielecke sind.
Vier dieser Teile in einer Nahaufnahme nach dem Entfernen (bürsten) des
Fräsgrates. Hier sieht man sehr gut, daß es (noch) Vielecke sind.
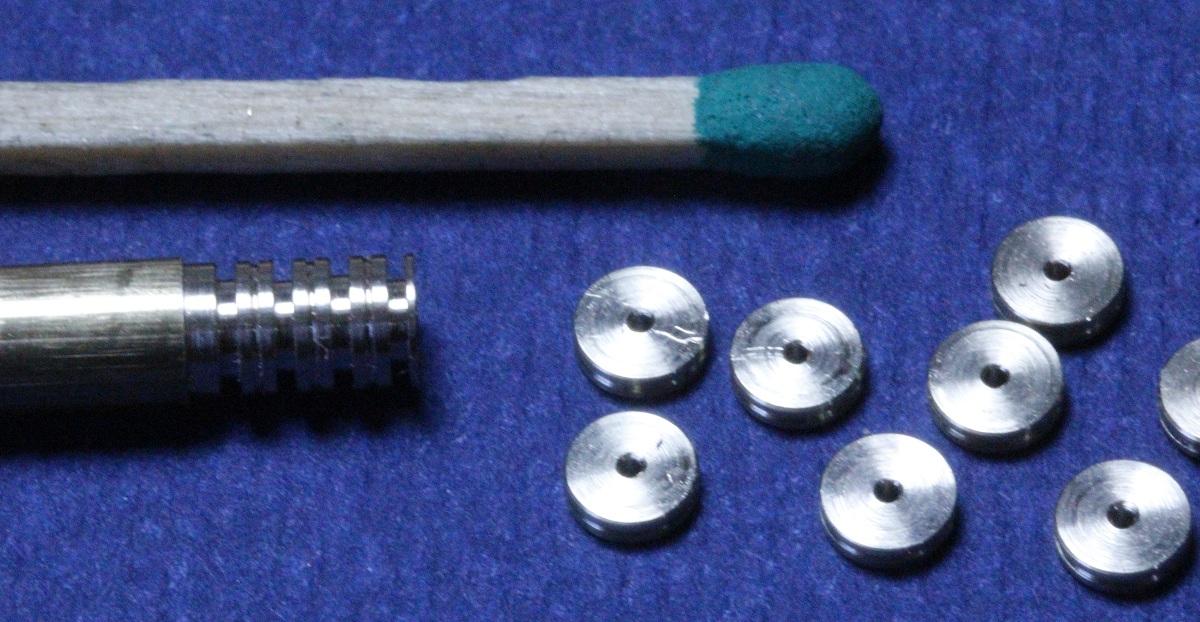
 Oben die auf insgesamt 2 mm Dicke abgesägten Seitenteile, in der Mitte die vier
0,8 mm dicken Mittelstücke, unten links die Rollen-Achsen (d = 0,5 mm), unten
rechts die je Block vier Verbindungsbolzen (d = 0,4 mm). Wie man so kleine Teile
vollkommen ohne Probleme drehen kann: mein
Buch, Seite 91 bis 96.
Oben die auf insgesamt 2 mm Dicke abgesägten Seitenteile, in der Mitte die vier
0,8 mm dicken Mittelstücke, unten links die Rollen-Achsen (d = 0,5 mm), unten
rechts die je Block vier Verbindungsbolzen (d = 0,4 mm). Wie man so kleine Teile
vollkommen ohne Probleme drehen kann: mein
Buch, Seite 91 bis 96.
 Einer der Blöcke ist nur "rohbaumäßig"
zusammengesteckt.
Einer der Blöcke ist nur "rohbaumäßig"
zusammengesteckt.
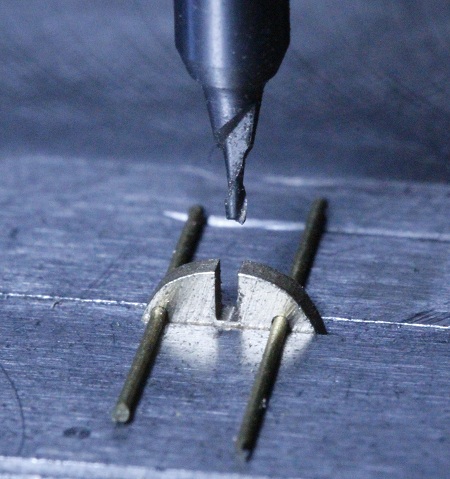 In die mittleren Scheiben fräse ich
mit einem 0,6-mm-Fingerfräser eine 1,4 mm tiefe Nut. Damit die Teile im
Schraubstock einigermaßen gerade sitzen, hängen sie in zwei "Stäben" von 0,4 mm
Durchmesser. Dieser Mini-Fräser "verträgt" nur 0,1-mm-Späne!
In die mittleren Scheiben fräse ich
mit einem 0,6-mm-Fingerfräser eine 1,4 mm tiefe Nut. Damit die Teile im
Schraubstock einigermaßen gerade sitzen, hängen sie in zwei "Stäben" von 0,4 mm
Durchmesser. Dieser Mini-Fräser "verträgt" nur 0,1-mm-Späne!
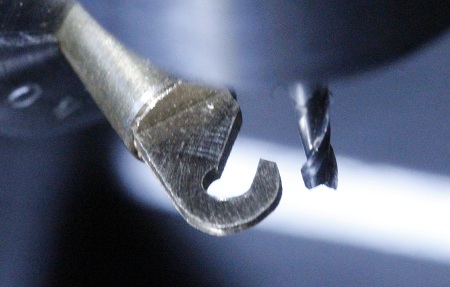
 Dazu
fräse ich Augen, diese erhalten 1,4 mm lange
Zapfen (Bohrung = 1,1 mm). So wie die Teile hier auf der Fläche liegen, kommen
sie allerdings nicht zusammen, sondern um 90° verdreht.
Dazu
fräse ich Augen, diese erhalten 1,4 mm lange
Zapfen (Bohrung = 1,1 mm). So wie die Teile hier auf der Fläche liegen, kommen
sie allerdings nicht zusammen, sondern um 90° verdreht.
 Die Seitenteile werden an den sichelförmigen Flächen nicht zu knapp verzinnt.
Die Seitenteile werden an den sichelförmigen Flächen nicht zu knapp verzinnt.
 Auf einer Keramikplatte staple ich die
Teile durch Zentrierung mit den vier Querbolzen übereinander. Die mittleren
Scheiben und auch das oben aufzusteckende Seitenteil erhalten mit einem
Mini-Senkwerkzeug (aus einer Dreikant-Nadelfeile geschliffen) an den
0,45-mm-Bohrungen kleine (Such-)Senkungen, damit man die Teile übereinander
stecken kann.
Auf einer Keramikplatte staple ich die
Teile durch Zentrierung mit den vier Querbolzen übereinander. Die mittleren
Scheiben und auch das oben aufzusteckende Seitenteil erhalten mit einem
Mini-Senkwerkzeug (aus einer Dreikant-Nadelfeile geschliffen) an den
0,45-mm-Bohrungen kleine (Such-)Senkungen, damit man die Teile übereinander
stecken kann.
 Und eines der Augen wird in die Nut
gesteckt. Hier im Foto sind die Teile noch nicht verlötet. In der Mitte drücke
ich mit der Spitze einer Reißnadel kräftig auf das "Paket", alles wird noch
einmal mit Lötsäure "eingenäßt" und mit einem Propan-Brenner auf Fluß-Temperatur
gebracht.
Und eines der Augen wird in die Nut
gesteckt. Hier im Foto sind die Teile noch nicht verlötet. In der Mitte drücke
ich mit der Spitze einer Reißnadel kräftig auf das "Paket", alles wird noch
einmal mit Lötsäure "eingenäßt" und mit einem Propan-Brenner auf Fluß-Temperatur
gebracht.
 Die Blockgehäuse verlötet und gebürstet.
Links liegt ein einscheibiger Stahlblock (siehe oben) zum Größenvergleich.
Die Blockgehäuse verlötet und gebürstet.
Links liegt ein einscheibiger Stahlblock (siehe oben) zum Größenvergleich.
 Mit einem Meßschieber wird das
Blockgehäuse so erfaßt. Und so kann ich es im Schraubstock nach Augenmaß
senkrecht klemmen...
Mit einem Meßschieber wird das
Blockgehäuse so erfaßt. Und so kann ich es im Schraubstock nach Augenmaß
senkrecht klemmen...
 ...und eine Nut (0,4 mm tief und 3,5 mm
breit) fräsen, auch das nur mit feinsten (0,1 mm) Spänen.
...und eine Nut (0,4 mm tief und 3,5 mm
breit) fräsen, auch das nur mit feinsten (0,1 mm) Spänen.
 Von zwei 10 mm langen,
schlagzahngefrästen, etwas asymmetrischen Profilen (Bohrung = 0,9 mm)
konnte ich 20 Scheiben (0,4 mm dick) absägen. Je vier dieser Augen werden zu
einer Platte zusammengelötet - morgen! Der Tag hat ja nur 48 Stunden...
Von zwei 10 mm langen,
schlagzahngefrästen, etwas asymmetrischen Profilen (Bohrung = 0,9 mm)
konnte ich 20 Scheiben (0,4 mm dick) absägen. Je vier dieser Augen werden zu
einer Platte zusammengelötet - morgen! Der Tag hat ja nur 48 Stunden...
 Je
vier dieser Schlagzahn-Teile lege ich in das etwas schräggestellte Lötprisma und
löte sie zusammen. Mit der Spitze einer Reißnadel drücke ich dabei seitlich in
Diagonalrichtung auf das obere der vier Teile.
Je
vier dieser Schlagzahn-Teile lege ich in das etwas schräggestellte Lötprisma und
löte sie zusammen. Mit der Spitze einer Reißnadel drücke ich dabei seitlich in
Diagonalrichtung auf das obere der vier Teile.
 Die Bohrungen leicht gesenkt,
überschlichtet und rundum gebürstet.
Die Bohrungen leicht gesenkt,
überschlichtet und rundum gebürstet.
 Links im Bild zeige ich, wie ich die kleinen Rollen (je 1 mm breit) "von der
Stange" drehe: Vorstechen (Stechstahl 0,5 mm breit), Seilrille einstechen, ganz
abstechen. Auch diese Rollen erhalten für eine leichtere Montage an einer Seite
eine 90°-Suchsenkung.
Links im Bild zeige ich, wie ich die kleinen Rollen (je 1 mm breit) "von der
Stange" drehe: Vorstechen (Stechstahl 0,5 mm breit), Seilrille einstechen, ganz
abstechen. Auch diese Rollen erhalten für eine leichtere Montage an einer Seite
eine 90°-Suchsenkung.
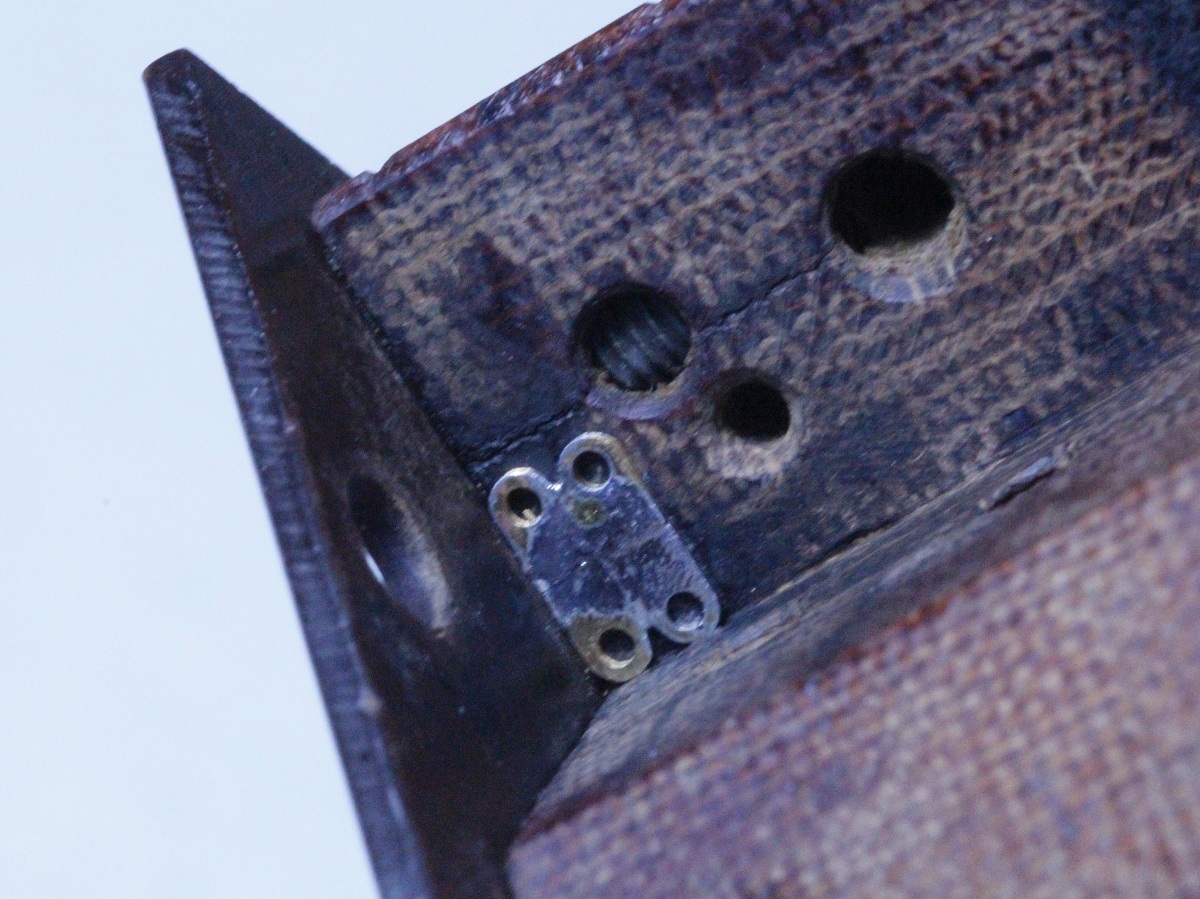
 Hier sind die Vierloch-Platten mit winzigen Tropfen 2K-Kleber in die Nut (5
Fotos weiter oben) an der Oberseite der Blöcke geklebt und die je zwei Rollen
mit den Achsen eingebaut (Fummelarbeit!). Die vier Seil-Führungslöcher sieht man
selten bei Taljen-Blöcken. Bei diesen Bootstaljen (die Original-Blöcke sind
schließlich 35 cm lang) wollte man wahrscheinlich ganz sicher sein, daß sich die
Bootsläufer nie verhaken oder verklemmen...?
Hier sind die Vierloch-Platten mit winzigen Tropfen 2K-Kleber in die Nut (5
Fotos weiter oben) an der Oberseite der Blöcke geklebt und die je zwei Rollen
mit den Achsen eingebaut (Fummelarbeit!). Die vier Seil-Führungslöcher sieht man
selten bei Taljen-Blöcken. Bei diesen Bootstaljen (die Original-Blöcke sind
schließlich 35 cm lang) wollte man wahrscheinlich ganz sicher sein, daß sich die
Bootsläufer nie verhaken oder verklemmen...?
 Drehteile mit drei 0,65-mm-Längsbohrungen, U-Drahtstücke aus 0,6-mm-Ms-Draht,
eingeklebt mit Sekundenkleber in die Drehteile - der Anfang für die Kranhaken an
diesen unteren Blöcken. Die Haken mache ich morgen, im Kopf sind sie schon
fertig, ich muß sie nur noch machen...
Drehteile mit drei 0,65-mm-Längsbohrungen, U-Drahtstücke aus 0,6-mm-Ms-Draht,
eingeklebt mit Sekundenkleber in die Drehteile - der Anfang für die Kranhaken an
diesen unteren Blöcken. Die Haken mache ich morgen, im Kopf sind sie schon
fertig, ich muß sie nur noch machen...
 Heute ist morgen und die Haken sind
fertig. An 4-mm-Rund-Messing drehe ich dazu 5 mm lange 3,4-mm-Zapfen an und
runde die Enden mit dem Dreikantschaber. Im leicht nach oben (3,5°) geschwenkten
Teilgerät fräse ich zwei gegenüberliegende , ebenfalls 5 mm lange Flächen an.
Das Ergebnis ist eine konische "Fahne" mit 1 mm (und außen an der Rundung 0,5)
mm Dicke.
Heute ist morgen und die Haken sind
fertig. An 4-mm-Rund-Messing drehe ich dazu 5 mm lange 3,4-mm-Zapfen an und
runde die Enden mit dem Dreikantschaber. Im leicht nach oben (3,5°) geschwenkten
Teilgerät fräse ich zwei gegenüberliegende , ebenfalls 5 mm lange Flächen an.
Das Ergebnis ist eine konische "Fahne" mit 1 mm (und außen an der Rundung 0,5)
mm Dicke.
 Sieht so aus.
Sieht so aus.
 Nach erneutem Einspannen wird exakt in der
Mitte der Rundung ein 1,3-mm-Loch gebohrt. Die Teilspindel hatte ich die 3,5°
weiterhin schräg stehen lassen, damit der dünne Bohrer beim Anbohren auf der
schrägen Fläche nicht "abrutscht".
Nach erneutem Einspannen wird exakt in der
Mitte der Rundung ein 1,3-mm-Loch gebohrt. Die Teilspindel hatte ich die 3,5°
weiterhin schräg stehen lassen, damit der dünne Bohrer beim Anbohren auf der
schrägen Fläche nicht "abrutscht".
 Danach habe ich den gesamten Teilkopf auf
dem Fräsmaschinen-Tisch 45° schrägstehend aufgespannt und mit einem
1,2-mm-Fingerfräser die innere Schräge der Hakenspitze gefräst (0,1-mm-Späne!).
Gleichzeitig habe ich in dieser Spannung auch die Hakenspitze mit dem gleichen
Fräser gekürzt.
Danach habe ich den gesamten Teilkopf auf
dem Fräsmaschinen-Tisch 45° schrägstehend aufgespannt und mit einem
1,2-mm-Fingerfräser die innere Schräge der Hakenspitze gefräst (0,1-mm-Späne!).
Gleichzeitig habe ich in dieser Spannung auch die Hakenspitze mit dem gleichen
Fräser gekürzt.
 Beim nächsten Arbeitsgang habe ich den "Hals" des Hakens auf einer Seite
schmaler gefräst (Pfeil).
Beim nächsten Arbeitsgang habe ich den "Hals" des Hakens auf einer Seite
schmaler gefräst (Pfeil).
 Dann wurde schon diese innere Rundung mit einer feinen Nadelfeile gerundet.
Dann wurde schon diese innere Rundung mit einer feinen Nadelfeile gerundet.
 Nun wieder in der Drehmaschine. Mit einem
sehr schmal geschliffenen Seitendrehstahl habe ich die andere Seite vom "Hals"
vorgestochen, alle selbstverständlich auf das gleiche Maß!
Nun wieder in der Drehmaschine. Mit einem
sehr schmal geschliffenen Seitendrehstahl habe ich die andere Seite vom "Hals"
vorgestochen, alle selbstverständlich auf das gleiche Maß!
 Das sieht so aus.
Das sieht so aus.
 So entsprechend vorgedreht konnte ich nun,
ebenfalls mit Nadelfeilen, die äußere Kontur des Hakens feilen.
So entsprechend vorgedreht konnte ich nun,
ebenfalls mit Nadelfeilen, die äußere Kontur des Hakens feilen.
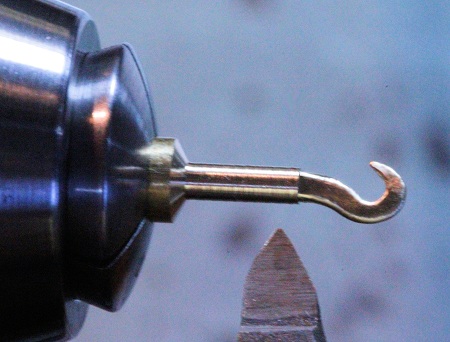
 Danach habe ich die Hakenspitzen an beiden
Seiten noch dünner gefeilt und mit einem Dreikantschaber alle Kanten des Hakens
gerundet und danach gebürstet - Messing läßt sich mit einem scharfen Werkzeug
gut "schnitzen"/schaben.
Danach habe ich die Hakenspitzen an beiden
Seiten noch dünner gefeilt und mit einem Dreikantschaber alle Kanten des Hakens
gerundet und danach gebürstet - Messing läßt sich mit einem scharfen Werkzeug
gut "schnitzen"/schaben.
 Der Schaft wird mit einem gröberen
Spitzstahl bis auf 1,7 mm vorgedreht...
Der Schaft wird mit einem gröberen
Spitzstahl bis auf 1,7 mm vorgedreht...
 ...danach mit einem schlankeren Spitzstahl
der Durchmesser 0,6 mm angedreht. An einem 2-mm-Probestück habe ich den
Skalenwert vom Quersupport ausgetestet, welcher dem Drehdurchmesser von 0,6 mm
entspricht.
...danach mit einem schlankeren Spitzstahl
der Durchmesser 0,6 mm angedreht. An einem 2-mm-Probestück habe ich den
Skalenwert vom Quersupport ausgetestet, welcher dem Drehdurchmesser von 0,6 mm
entspricht.
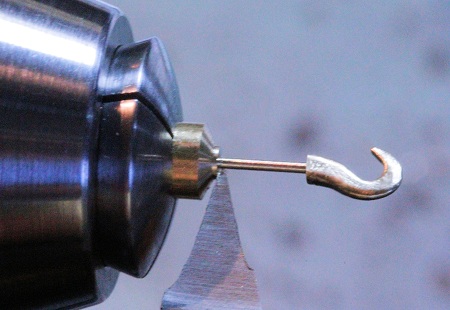
 Vier Haken abgestochen. Die Herstellung
dieser Haken ist ein schönes Beispiel, wie man auch relativ komplizierte Teile
"von der Stange" herstellen kann.
Vier Haken abgestochen. Die Herstellung
dieser Haken ist ein schönes Beispiel, wie man auch relativ komplizierte Teile
"von der Stange" herstellen kann.
 Die Schäfte wurden noch gekürzt (Seitenschneider) und dann in die Rundkörper mit
Sekundenkleber eingeklebt. Die unteren Blöcke der Taljen sind spritzfertig.
Morgen geht es an den Bau der völlig anders aussehenden oberen Böcke...
Die Schäfte wurden noch gekürzt (Seitenschneider) und dann in die Rundkörper mit
Sekundenkleber eingeklebt. Die unteren Blöcke der Taljen sind spritzfertig.
Morgen geht es an den Bau der völlig anders aussehenden oberen Böcke...
 Für die oberen Davitblöcke muß ich
zuerst die je zwei Scharnieraugen anbringen. Das sind
schlagzahn-gefräste Teile.
Für die oberen Davitblöcke muß ich
zuerst die je zwei Scharnieraugen anbringen. Das sind
schlagzahn-gefräste Teile.
 Die längeren Teile wurden an die äußeren Enden angeklebt. Ich wollte sie
ursprünglich kanten und als Winkel ankleben, doch weil sie aus Drehmessing
gefertigt sind, sind sie beim scharfen Kanten abgebrochen, 0,2-mm-Ms-Blech wäre
besser gewesen, das macht einen scharfkantigen Knick mit. Die Teile mit den
vierkantigen Zapfen (0,4 x 0,4 mm) wurden weiter "unten" in 0,6-mm-Bohrungen
geklebt.
Die längeren Teile wurden an die äußeren Enden angeklebt. Ich wollte sie
ursprünglich kanten und als Winkel ankleben, doch weil sie aus Drehmessing
gefertigt sind, sind sie beim scharfen Kanten abgebrochen, 0,2-mm-Ms-Blech wäre
besser gewesen, das macht einen scharfkantigen Knick mit. Die Teile mit den
vierkantigen Zapfen (0,4 x 0,4 mm) wurden weiter "unten" in 0,6-mm-Bohrungen
geklebt.
 Die aus Stahlblech zusammengeschweißten oberen Blöcke ähneln Glocken. Rechts
liegen drei der gefrästen Seitenteile mit 2-mm-Bohrungen (0,4 mm dick abgesägt).
Eine M2-Alu-Schraube und ein 3,2 mm langes Abstandsstück (1) dienen beim
Zusammenlöten der "Glocken" als nicht-lötbare Lötvorrichtung.
Die aus Stahlblech zusammengeschweißten oberen Blöcke ähneln Glocken. Rechts
liegen drei der gefrästen Seitenteile mit 2-mm-Bohrungen (0,4 mm dick abgesägt).
Eine M2-Alu-Schraube und ein 3,2 mm langes Abstandsstück (1) dienen beim
Zusammenlöten der "Glocken" als nicht-lötbare Lötvorrichtung.
 Je zwei Ms-Seitenteile werden so auf
exakten Abstand gebracht, die langen unteren Seitenkanten dabei in gleiche
Richtung.
Je zwei Ms-Seitenteile werden so auf
exakten Abstand gebracht, die langen unteren Seitenkanten dabei in gleiche
Richtung.
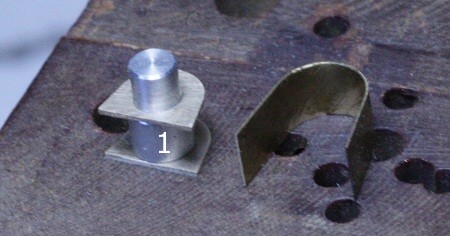 In der Praxis habe ich sie dann doch mit
der Alu-Schraube und dem (1) auf eine Pertinax-Platte geschraubt. Rechts liegt
der gebogene 0,2-mm-Ms-Blechstreifen. Er wurde um einen Wendelbohrer-Schaft
(Durchmesser austesten) gebogen, damit er nach dem Auffedern den richtigen
Innendurchmesser (5,6 mm) und die 20° "Öffnung" hat.
In der Praxis habe ich sie dann doch mit
der Alu-Schraube und dem (1) auf eine Pertinax-Platte geschraubt. Rechts liegt
der gebogene 0,2-mm-Ms-Blechstreifen. Er wurde um einen Wendelbohrer-Schaft
(Durchmesser austesten) gebogen, damit er nach dem Auffedern den richtigen
Innendurchmesser (5,6 mm) und die 20° "Öffnung" hat.
 Nach dem Anlöten hat der Streifen an
beiden Seiten noch Überlänge, diese wird mit einer Papierschere erst grob
abgeschnitten...
Nach dem Anlöten hat der Streifen an
beiden Seiten noch Überlänge, diese wird mit einer Papierschere erst grob
abgeschnitten...
 ...dann alles noch leicht überschlichtet.
...dann alles noch leicht überschlichtet.
Den Bau der Blöcke können
Sie auf der nächsten Seite
weiterverfolgen...

zurück/back
|
home
 (alle kleinen Fotos anklicken) Für diese Blöcke habe ich
meine Fotos gründlich ausgewertet (Detailvergrößerungen an den Fotos) und
vermessen. Hier sieht man meine 10:1-Zeichnung. Am rechten Rand sind die
Anfahrwerte für das Fräsen der Tangenten (7 - 7- 6,95 - 6,85 - 6,7 - 6,4 - 6,05
- 5,7 - 5,45 und 5,3), welche je 10° gefräst werden (4 x am gesamten Umfang),
damit das charakteristische Oval entsteht. Der Block hat also die Maße 7 x 5,3
mm. Links habe ich den Querschnitt stilisiert dargestellt. Am unteren Bildrand
ist mit 0,6 der Durchmesser des Seils angegeben. Vier Querbolzen halten, wie
beim Original die Teile des Blocks zusammen.
(alle kleinen Fotos anklicken) Für diese Blöcke habe ich
meine Fotos gründlich ausgewertet (Detailvergrößerungen an den Fotos) und
vermessen. Hier sieht man meine 10:1-Zeichnung. Am rechten Rand sind die
Anfahrwerte für das Fräsen der Tangenten (7 - 7- 6,95 - 6,85 - 6,7 - 6,4 - 6,05
- 5,7 - 5,45 und 5,3), welche je 10° gefräst werden (4 x am gesamten Umfang),
damit das charakteristische Oval entsteht. Der Block hat also die Maße 7 x 5,3
mm. Links habe ich den Querschnitt stilisiert dargestellt. Am unteren Bildrand
ist mit 0,6 der Durchmesser des Seils angegeben. Vier Querbolzen halten, wie
beim Original die Teile des Blocks zusammen.