 Gefräste Prismen...
Gefräste Prismen...Vier Diesel-Einfülltrichter
four diesel hopper
Für die In-See-Versorgung (Replenishment at sea / RAS) der weltweit operierenden Zerstörer der FLETCHER-Klasse hatten diese an jeder Bordsseite zwei Diesel-Übergabe-Stationen. An den recht hoch liegenden Wänden der Deckshäuser gab es Zurr-Ösen, an denen die Hochleinen zu den querab fahrenden Versorgern (sog. Querab-Versorgung) angeschlagen wurden und unmittelbar darunter etwa 80 cm hohe Einfülltrichter, durch welche das Dieselöl zu den Tanks tief im Rumpf eingefüllt wurde.
Gefräste Prismen...
 ...davon die nötigen Teile abgesägt.
...davon die nötigen Teile abgesägt.
 Mit einem 1-mm-Kupferdraht als
"Zentrierung"...
Mit einem 1-mm-Kupferdraht als
"Zentrierung"...
 ...zusammengelötet, hier bereits verputzt.
...zusammengelötet, hier bereits verputzt.
 Je zwei solche Stücke zu einem Oval-Prisma
zusammengelötet.
Je zwei solche Stücke zu einem Oval-Prisma
zusammengelötet.
 Die oberste Fläche noch einmal sehr
sparsam plangedreht.
Die oberste Fläche noch einmal sehr
sparsam plangedreht.
 Alles verputzt.
Alles verputzt.
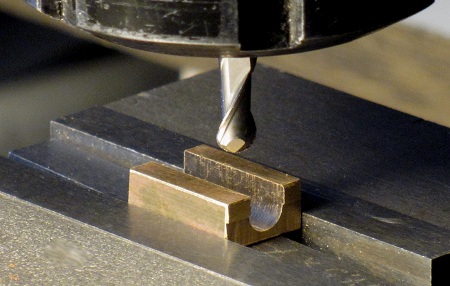
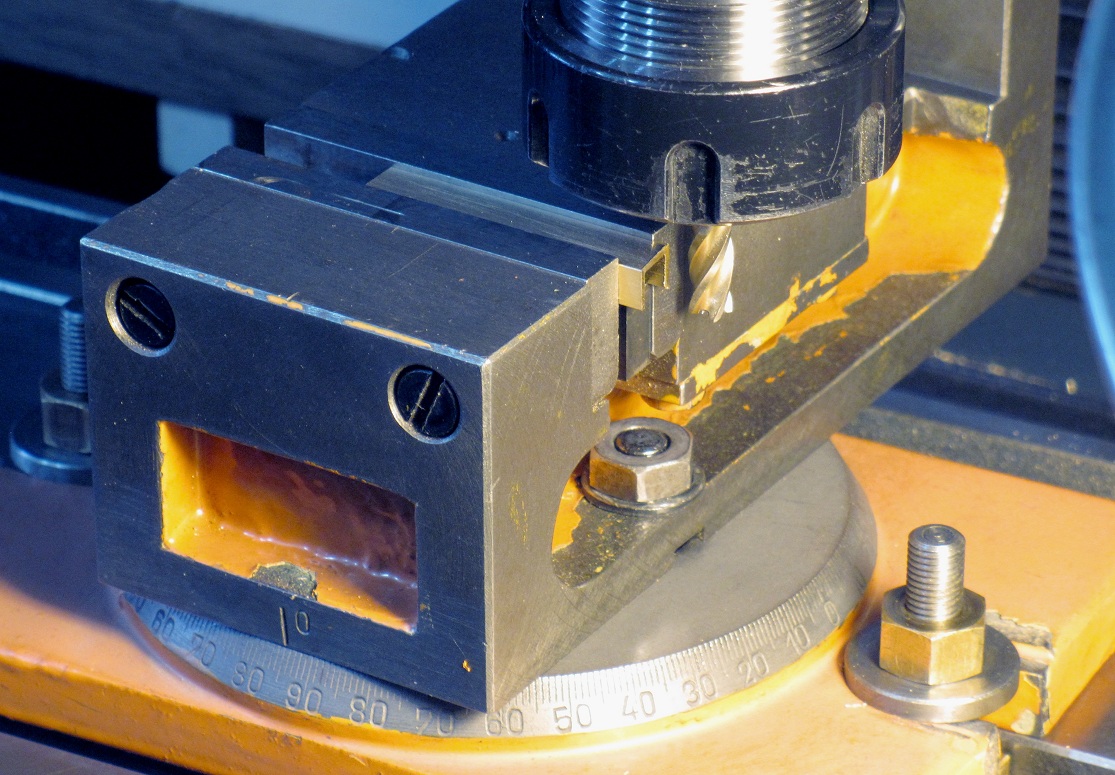
 Im 2-Achs-Schraubstock die Bodenflächen
12° schräg gefräst...
Im 2-Achs-Schraubstock die Bodenflächen
12° schräg gefräst...
 ...weil die Trichter schräg auf dem Deck
stehen.
...weil die Trichter schräg auf dem Deck
stehen.
 Wieder im 2-Achs-Schraubstock 1,2 mm
gebohrt...
Wieder im 2-Achs-Schraubstock 1,2 mm
gebohrt...
 ...für 1,2-mm-Befestigungsstifte, sie sind
eingeklebt, vorher die Bohrung kräftig 90° gesenkt (damit kein Kleber "über der
Fläche" steht).
...für 1,2-mm-Befestigungsstifte, sie sind
eingeklebt, vorher die Bohrung kräftig 90° gesenkt (damit kein Kleber "über der
Fläche" steht).
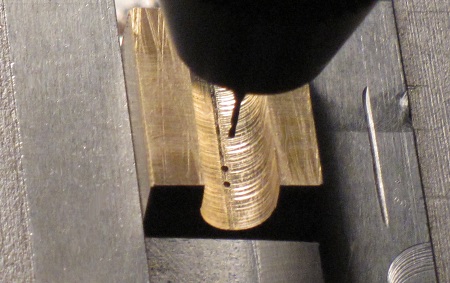
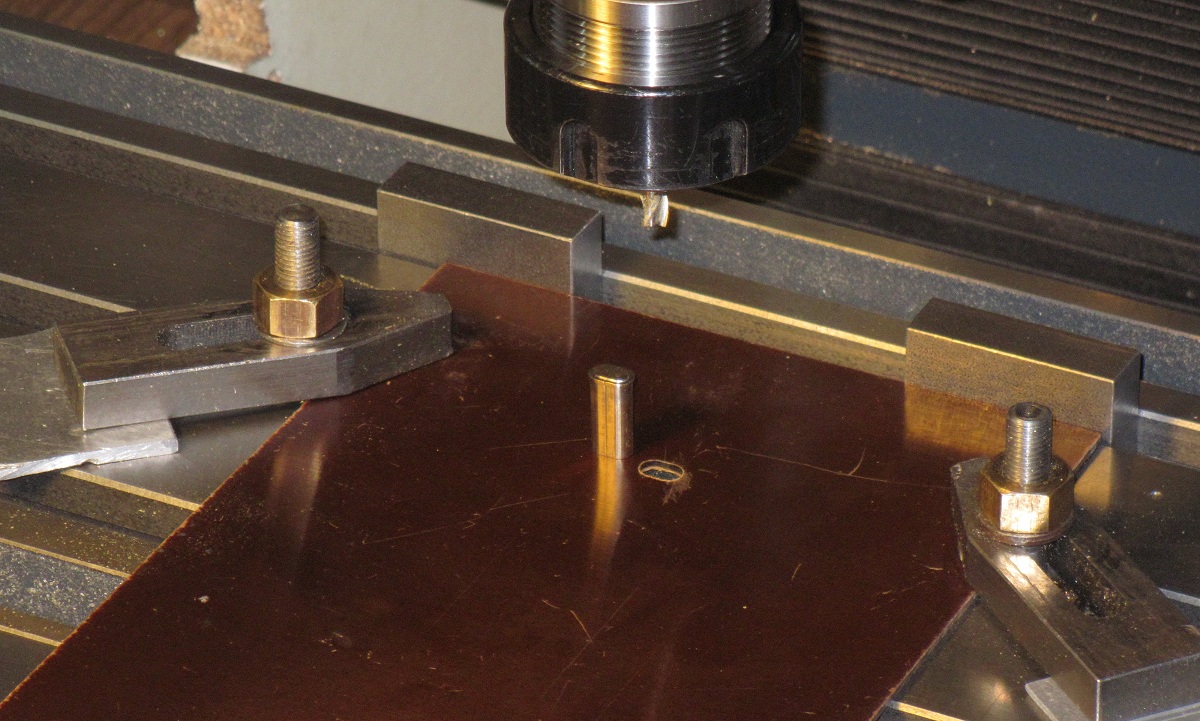 (Foto anklicken) Eine 1,5-mm-Pertinax-Platte erhält mit
einem 5-mm-Tauch-Fingerfräser einen Durchbruch, in dem exakt die Trichter
gesteckt werden können.
(Foto anklicken) Eine 1,5-mm-Pertinax-Platte erhält mit
einem 5-mm-Tauch-Fingerfräser einen Durchbruch, in dem exakt die Trichter
gesteckt werden können.
 Eine Nahaufnahme davon.
Eine Nahaufnahme davon.
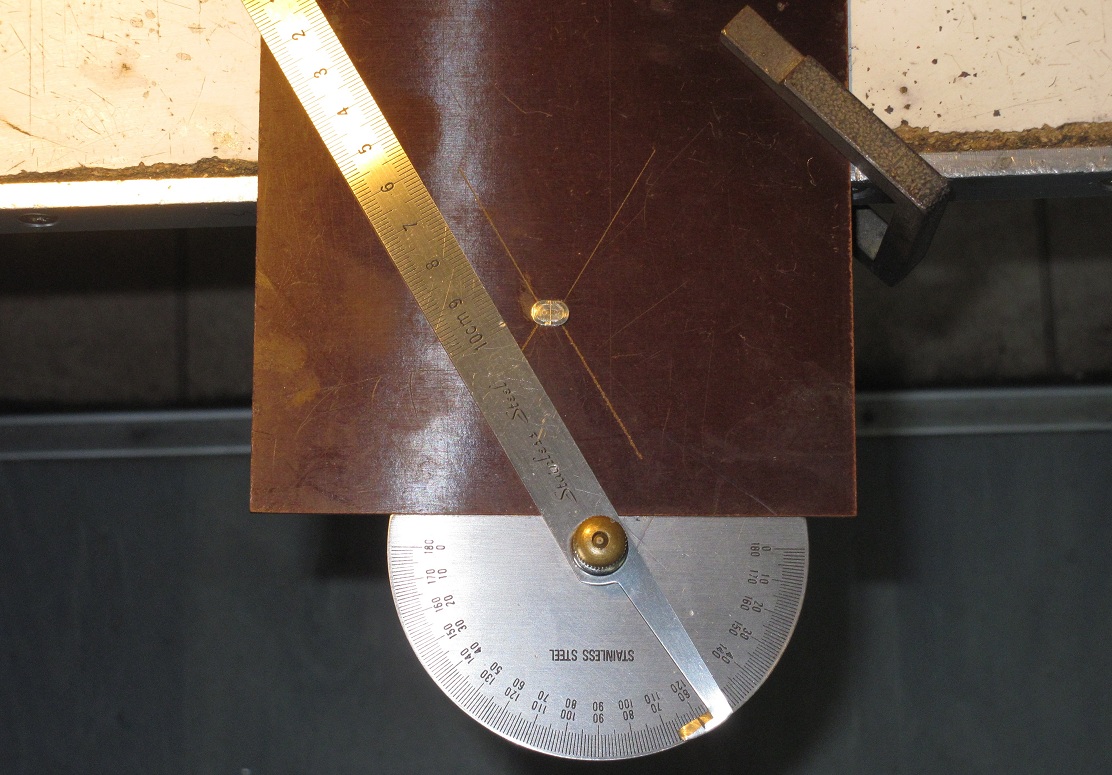 (Foto anklicken) So können 60°-Anrisse...
(Foto anklicken) So können 60°-Anrisse...
 ...durch die Mitten der Zentrierstifte auf
die Platte gezeichnet werden.
...durch die Mitten der Zentrierstifte auf
die Platte gezeichnet werden.
 So können nun die kleinen
Schließbleche besser "gerichtet" aufgeklebt werden (UHU sofortfest).
So können nun die kleinen
Schließbleche besser "gerichtet" aufgeklebt werden (UHU sofortfest).
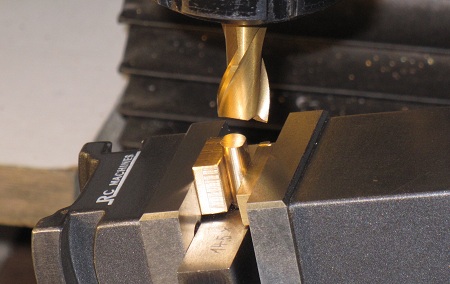
 An den Seiten der Trichter müssen
Belegklampen angebracht werden. Dazu mache ich eine kleine Bohrlehre. In ein
Ms-Stück wird mit einem 2,5-mm-Radius-Fräser eine Nut gefräst (die Trichter sind
5 mm dick!).
An den Seiten der Trichter müssen
Belegklampen angebracht werden. Dazu mache ich eine kleine Bohrlehre. In ein
Ms-Stück wird mit einem 2,5-mm-Radius-Fräser eine Nut gefräst (die Trichter sind
5 mm dick!).
 Ohne den Y-Support zu verstellen, werden
zwei 0,5-mm-Löcher gebohrt; das erste 4 mm vom vorderen Ende entfernt, das
nächste 1,4 mm weiter.
Ohne den Y-Support zu verstellen, werden
zwei 0,5-mm-Löcher gebohrt; das erste 4 mm vom vorderen Ende entfernt, das
nächste 1,4 mm weiter.
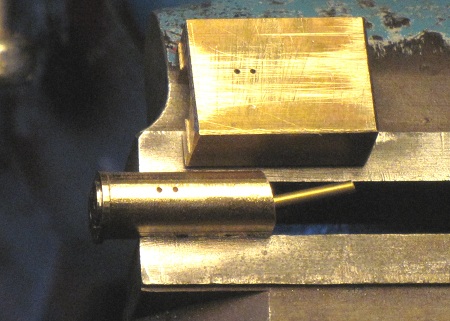 Diese Bohrlehre stecke ich auf die
Trichterseiten, schiebe sie bis ganz nach links an den Deckelrand und bohre die
Löcher ab. So kommen alle Löcher auf gleiche "Höhe".
Diese Bohrlehre stecke ich auf die
Trichterseiten, schiebe sie bis ganz nach links an den Deckelrand und bohre die
Löcher ab. So kommen alle Löcher auf gleiche "Höhe".
 Hier sind alle Löcher gebohrt und alle
Schließbleche aufgeklebt.
Hier sind alle Löcher gebohrt und alle
Schließbleche aufgeklebt.
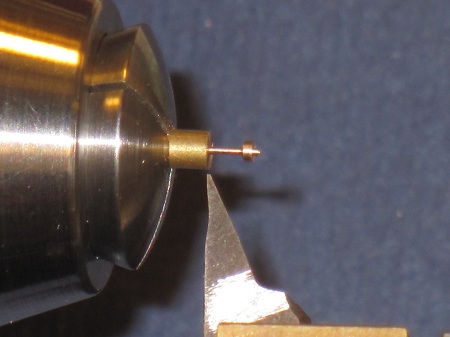
![]() (Foto anklicken) Das werden die Klampen. Die vorderen 2 mm
sind konisch angedreht, 2,9° Obersupport-Verstellung, das macht man zuerst. Die Spitze ist 0,3 mm im
Durchmesser, das zylindrische Stück 0,5 mm (zweiter Arbeitsgang). Rechts sind die Klampen gebogen.
Dazu stecke ich sie in eine 1,5 mm tiefe 0,5-mm-Bohrung in einer Pertinax-Platte
und biege sie von Hand, mit einem Schraubenzieher drücke ich sehr nahe an der
Rundung!
(Foto anklicken) Das werden die Klampen. Die vorderen 2 mm
sind konisch angedreht, 2,9° Obersupport-Verstellung, das macht man zuerst. Die Spitze ist 0,3 mm im
Durchmesser, das zylindrische Stück 0,5 mm (zweiter Arbeitsgang). Rechts sind die Klampen gebogen.
Dazu stecke ich sie in eine 1,5 mm tiefe 0,5-mm-Bohrung in einer Pertinax-Platte
und biege sie von Hand, mit einem Schraubenzieher drücke ich sehr nahe an der
Rundung!
 Das werden die je vier Verschraubungen an
den Trichterdeckeln. Jeder Durchmesser wird mit einem Spitzdrehstahl nach
"justierter Skala" in einem Span (!) angedreht. Der mittlere Bolzendurchmesser
ist 0,4 mm. "Justierte Skala" bedeutet: ich weiß, welcher Skalenwert welchem
Durchmesser entspricht. Nur beim "Einrichten" des Skalenrings vom Quersuppoprt
wird einmal gemessen, dann nie mehr!
Das werden die je vier Verschraubungen an
den Trichterdeckeln. Jeder Durchmesser wird mit einem Spitzdrehstahl nach
"justierter Skala" in einem Span (!) angedreht. Der mittlere Bolzendurchmesser
ist 0,4 mm. "Justierte Skala" bedeutet: ich weiß, welcher Skalenwert welchem
Durchmesser entspricht. Nur beim "Einrichten" des Skalenrings vom Quersuppoprt
wird einmal gemessen, dann nie mehr!
 18 Teile (16 werden nur benötigt) sind so
vorgedreht.
18 Teile (16 werden nur benötigt) sind so
vorgedreht.
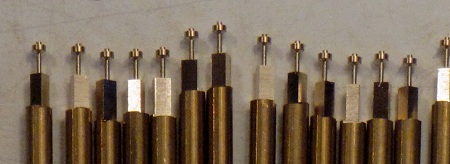 2 mm lange Vierkante 1 x 1,2 mm werden
angefräst...(Das
Fräsen läßt sich auch mit einem Waagerecht-Teilkopf auf jeder Fräsmaschine
machen)
2 mm lange Vierkante 1 x 1,2 mm werden
angefräst...(Das
Fräsen läßt sich auch mit einem Waagerecht-Teilkopf auf jeder Fräsmaschine
machen)
 (Foto anklicken) ...und danach die Vierkantstücke 1,5 mm
lang abgestochen (0,5 mm breiter Mini-Stechstahl).
(Foto anklicken) ...und danach die Vierkantstücke 1,5 mm
lang abgestochen (0,5 mm breiter Mini-Stechstahl).
 Hier sind diese Stücke an den
Trichter geklebt.
Hier sind diese Stücke an den
Trichter geklebt.
 Die Trichter stehen mit Grundplatten auf
dem Deck. Drehteile mit 2-mm-Zapfen und 1,2-mm-Durchgangs-Bohrungen erhalten
Rechteck-Flächen (8,9 x 6,2 mm)
angefräst.
Die Trichter stehen mit Grundplatten auf
dem Deck. Drehteile mit 2-mm-Zapfen und 1,2-mm-Durchgangs-Bohrungen erhalten
Rechteck-Flächen (8,9 x 6,2 mm)
angefräst.
 Danach werden die Platten auf 0,5 mm Dicke
plangedreht. Die Bohrungskante wird kräftig gesenkt, damit eventuell
ausgetretener Kleber am Trichterstift Platz hat.
Danach werden die Platten auf 0,5 mm Dicke
plangedreht. Die Bohrungskante wird kräftig gesenkt, damit eventuell
ausgetretener Kleber am Trichterstift Platz hat.
 Die Befestigungsstifte passen genau in die
mittigen 1,2-mm-Bohrungen.
Die Befestigungsstifte passen genau in die
mittigen 1,2-mm-Bohrungen.
 Die Platten sind in 2-mm-Bohrungen der
Decks geklebt. Sie werden dann in der Decksfarbe (dunkelgrau = ozeangrau)
gemeinsam mit dem Deck gespritzt; die Trichter selbst hellgrau und danach werden
sie eingesteckt.
Die Platten sind in 2-mm-Bohrungen der
Decks geklebt. Sie werden dann in der Decksfarbe (dunkelgrau = ozeangrau)
gemeinsam mit dem Deck gespritzt; die Trichter selbst hellgrau und danach werden
sie eingesteckt.
 (Foto anklicken) An der Deckshauswand über dem Handlauf
werden als Nächstes jeweils mehrere Teile für das Anschlagen der Hochleine und
des zugehörigen "laufenden Guts"
befestigt.
(Foto anklicken) An der Deckshauswand über dem Handlauf
werden als Nächstes jeweils mehrere Teile für das Anschlagen der Hochleine und
des zugehörigen "laufenden Guts"
befestigt.
 Der Trichter steht nach außenbords
geneigt.
Der Trichter steht nach außenbords
geneigt.
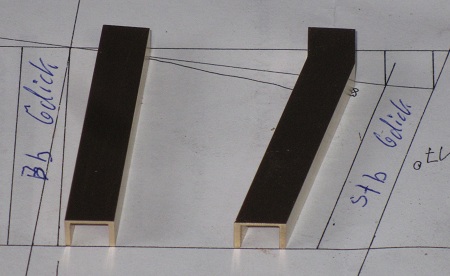
![]() (Foto
anklicken) Ein Deck tiefer sind die außerhalb der Deckshauswände
liegenden Fallrohre mit Blechkanälen abgedeckt. Ich habe U-förmige Profile (6 x
8,5 mm) gefräst (Gewicht!). An Backbord steht der Kanal 5° und an Steuerbord 17°
schräg.
(Foto
anklicken) Ein Deck tiefer sind die außerhalb der Deckshauswände
liegenden Fallrohre mit Blechkanälen abgedeckt. Ich habe U-förmige Profile (6 x
8,5 mm) gefräst (Gewicht!). An Backbord steht der Kanal 5° und an Steuerbord 17°
schräg.
 (Foto anklicken) An den Bodenflächen müssen diese Schrägen
angefräst werden, Schwenkschraubstock 5° verstellt...
(Foto anklicken) An den Bodenflächen müssen diese Schrägen
angefräst werden, Schwenkschraubstock 5° verstellt...
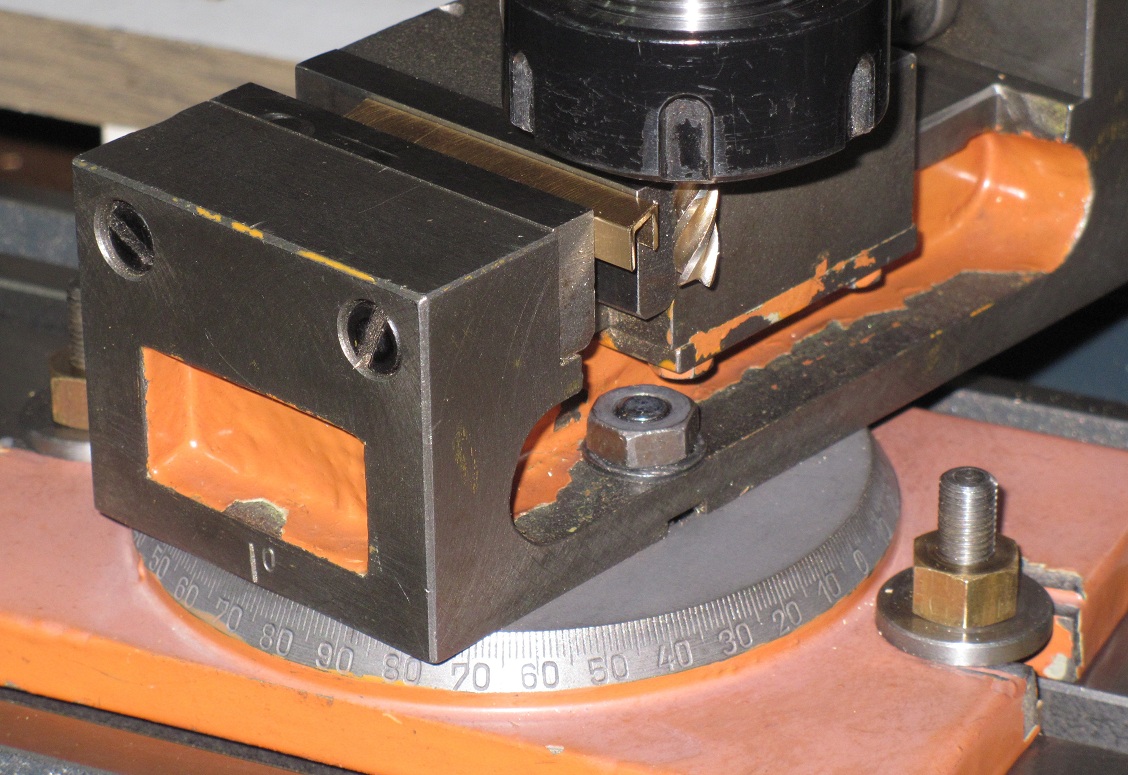 (Foto anklicken) ...17° verstellt.
(Foto anklicken) ...17° verstellt.
 An der Steuerbordseite gibt es oben ein
kurzes Stück, das senkrecht steht. Beide Teile, auch das kurze Stück, müssen
dazu 8,5° angefräst werden (Winkelhalbierende!).
An der Steuerbordseite gibt es oben ein
kurzes Stück, das senkrecht steht. Beide Teile, auch das kurze Stück, müssen
dazu 8,5° angefräst werden (Winkelhalbierende!).
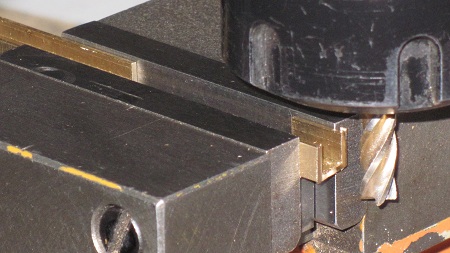 Damit die lose Schraubstockbacke nicht
verkantet - das würde zu einer sehr unsicheren Spannung führen - muß (!) an der
anderen Seite ein gleich breites Profilstück mitgespannt werden.
Damit die lose Schraubstockbacke nicht
verkantet - das würde zu einer sehr unsicheren Spannung führen - muß (!) an der
anderen Seite ein gleich breites Profilstück mitgespannt werden.
 Im Lötprisma können beide Steuerbordteile
zusammengelötet werden.
Im Lötprisma können beide Steuerbordteile
zusammengelötet werden.
 Die gefrästen Flächen werden rundum mit
einer Schlichtfeile überschlichtet.
Die gefrästen Flächen werden rundum mit
einer Schlichtfeile überschlichtet.
 Ich habe jene Feilen, die ich nur (!) für
Messing verwende, markiert. Wenn man eine neue Feile 1 x für Stahl verwendet,
ist die "Schärfe", die man für Messing benötigt, unwiederbringlich weg. Man hat
also Messing- und Stahl-Feilen (auch bei den Nadelfeilen!).
Ich habe jene Feilen, die ich nur (!) für
Messing verwende, markiert. Wenn man eine neue Feile 1 x für Stahl verwendet,
ist die "Schärfe", die man für Messing benötigt, unwiederbringlich weg. Man hat
also Messing- und Stahl-Feilen (auch bei den Nadelfeilen!).
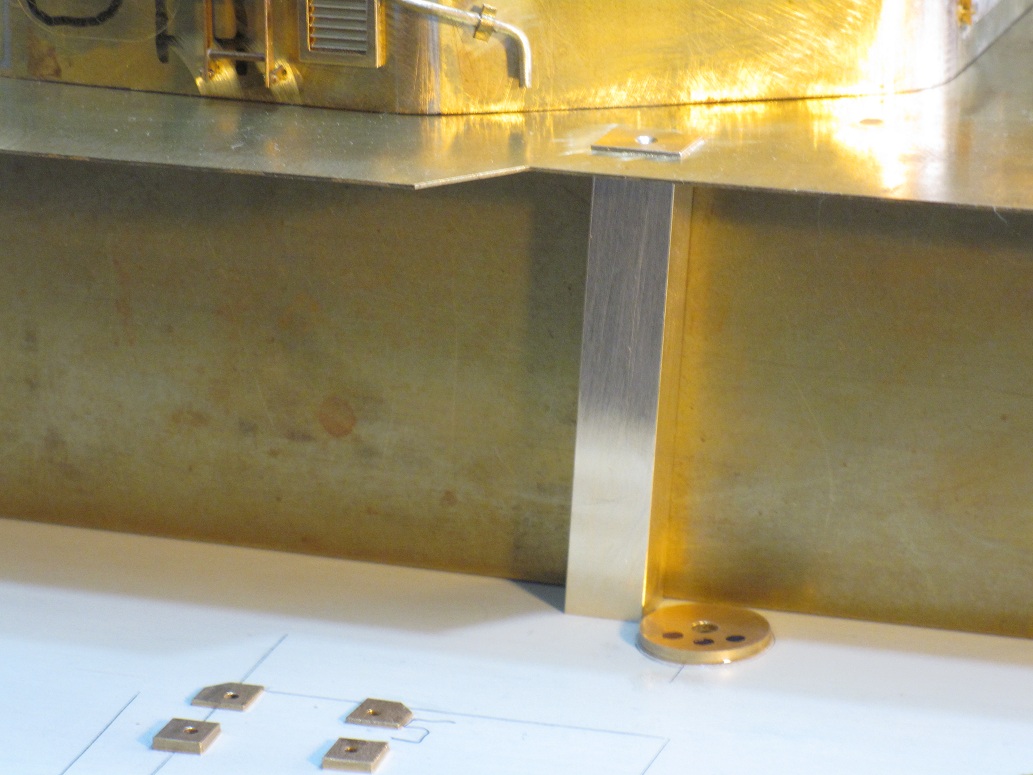 (Foto anklicken) Der Kanal an Backbordseite. Auch die
leichte Bodenschräge entsprechend der Balkenbucht wurde (von Hand) angefeilt.
(Foto anklicken) Der Kanal an Backbordseite. Auch die
leichte Bodenschräge entsprechend der Balkenbucht wurde (von Hand) angefeilt.
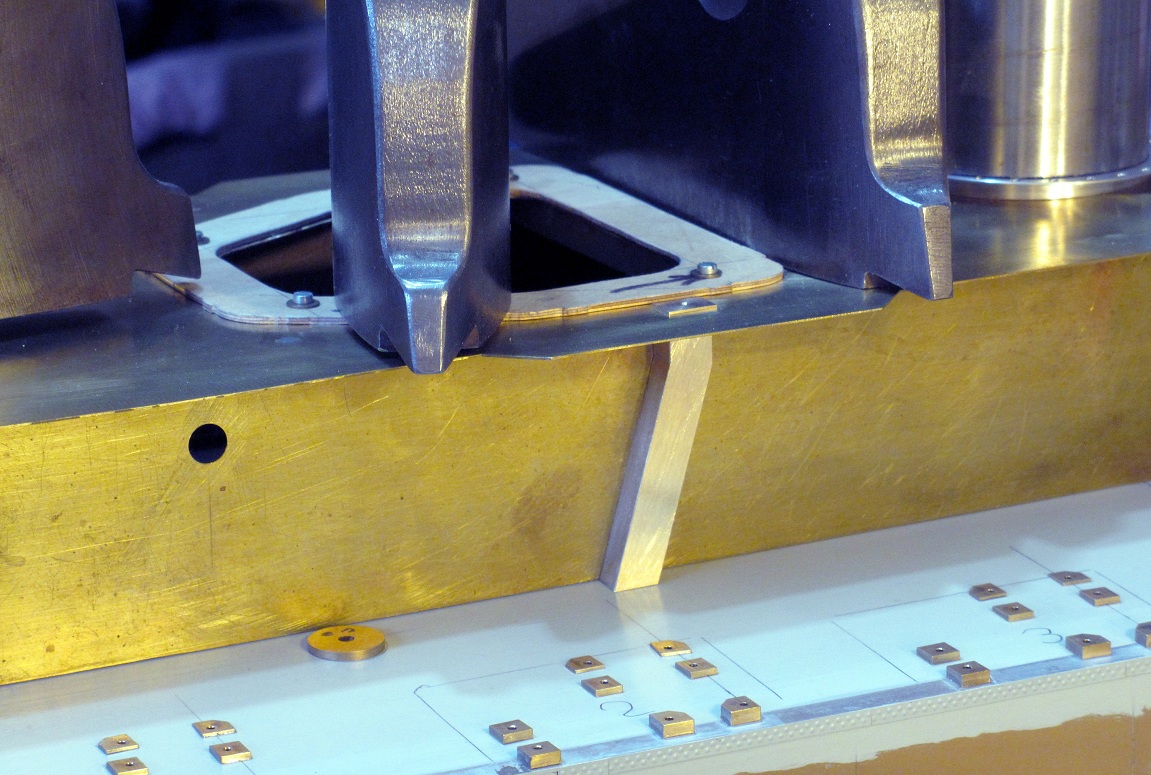 (Foto anklicken) Der 17° schrägstehende Kanal an
Steuerbord. Beim Ankleben des Kanals mit vier Tropfen Sekundenkleber
(Vorklebung) an die Deckshauswand ist das gesamte Deckshaus mit Gewichten stark
belastet, damit die Seitenwände richtig auf dem Hauptdeck aufstehen. Für die "Fest"-Klebung
werden in die Innenecken von unten her L-Winkel eingeklebt.
(Foto anklicken) Der 17° schrägstehende Kanal an
Steuerbord. Beim Ankleben des Kanals mit vier Tropfen Sekundenkleber
(Vorklebung) an die Deckshauswand ist das gesamte Deckshaus mit Gewichten stark
belastet, damit die Seitenwände richtig auf dem Hauptdeck aufstehen. Für die "Fest"-Klebung
werden in die Innenecken von unten her L-Winkel eingeklebt.
 Als Nächstes werden vier
Anschlagaugen hergestellt. An diesen wird das diesseitige Ende des Hochseils
angeschäkelt. Die vier Messingplatten sind 5 x 5 mm groß und die U-förmig
gebogenen Augen sind aus 0,8-mm-Cu-Draht um einen 1,8-mm-Bohrerschft gebogen,
dazu je Platte vier gedrehte Schraubenkopf-Imitate (D = 0,6, d = 0,4).
Als Nächstes werden vier
Anschlagaugen hergestellt. An diesen wird das diesseitige Ende des Hochseils
angeschäkelt. Die vier Messingplatten sind 5 x 5 mm groß und die U-förmig
gebogenen Augen sind aus 0,8-mm-Cu-Draht um einen 1,8-mm-Bohrerschft gebogen,
dazu je Platte vier gedrehte Schraubenkopf-Imitate (D = 0,6, d = 0,4).
 Die 0,45-mm-Bohrungen einer Platte
werden in eine Pertinax-Platte abgebohrt.
Die 0,45-mm-Bohrungen einer Platte
werden in eine Pertinax-Platte abgebohrt.
 Danach werden diese Bohrungen auf 0,7 mm
aufgebohrt (Durchgangsbohrungen!). Das hat den Sinn, daß die
Schraubenkopf-Imitate beim Festlöten in die an der Oberseite verzinnte Platte
frei durchhängen können.
Danach werden diese Bohrungen auf 0,7 mm
aufgebohrt (Durchgangsbohrungen!). Das hat den Sinn, daß die
Schraubenkopf-Imitate beim Festlöten in die an der Oberseite verzinnte Platte
frei durchhängen können.
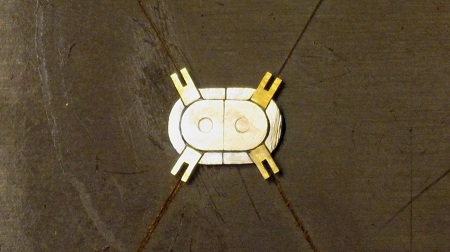
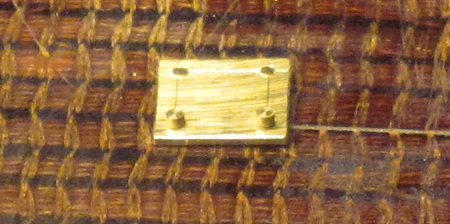
 Das Festlöten der Schraubenkopf-Imitate
und des U-Auges wird in einem Arbeitsgang gemacht. Das Auge wird mit einer
Pinzette gehalten und dabei "per Auge" ausgerichtet (Mitte, hier ist die Platte
schon verputzt). Links liegt eine Platte noch mit den Zapfen der Imitate; rechts
sind diese schon abgekniffen und mit einer Schlichtfeile ist die Unterseite
überschlichtet.
Das Festlöten der Schraubenkopf-Imitate
und des U-Auges wird in einem Arbeitsgang gemacht. Das Auge wird mit einer
Pinzette gehalten und dabei "per Auge" ausgerichtet (Mitte, hier ist die Platte
schon verputzt). Links liegt eine Platte noch mit den Zapfen der Imitate; rechts
sind diese schon abgekniffen und mit einer Schlichtfeile ist die Unterseite
überschlichtet.
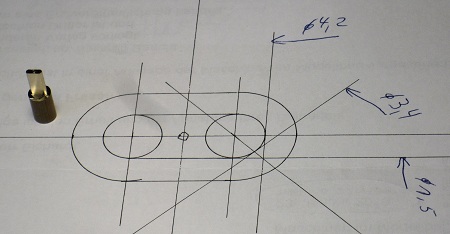 Vier große Roringe, ebenfalls aus
0,8-mm-Cu-Draht müssen angefertigt werden. Nach einer
10:1-Vergrößerungs-Zeichnung...
Vier große Roringe, ebenfalls aus
0,8-mm-Cu-Draht müssen angefertigt werden. Nach einer
10:1-Vergrößerungs-Zeichnung...
 ...wird ein kurzes Profil
gefräst...
...wird ein kurzes Profil
gefräst...
 ...und dessen Kanten mit einer Nadelfeile
verrundet.
...und dessen Kanten mit einer Nadelfeile
verrundet.
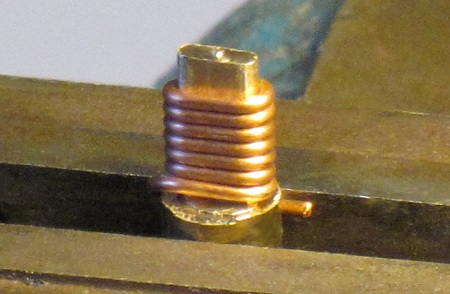 Im Schraubstock ist dieses Profil und der
Anfang des Drahtes geklemmt. Er wird dicht an dicht aufgewickelt.
Im Schraubstock ist dieses Profil und der
Anfang des Drahtes geklemmt. Er wird dicht an dicht aufgewickelt.
 Damit die Längsseiten dieses Wendels
richtig anliegen, werden sie im Schraubstock noch angepreßt.
Damit die Längsseiten dieses Wendels
richtig anliegen, werden sie im Schraubstock noch angepreßt.
 Die wenigen Windungen lassen sich gut
herunterhebeln.
Die wenigen Windungen lassen sich gut
herunterhebeln.
 Mit einem Seitenschneider werden einzelne
Stücke abgetrennt...
Mit einem Seitenschneider werden einzelne
Stücke abgetrennt...
 ...noch etwas aufgebogen und in das U-Auge
gehakt.
...noch etwas aufgebogen und in das U-Auge
gehakt.
 Jetzt kommt die wichtigste Arbeit. Mit
zwei Justierzangen braucht es schon einige Zeit, bis sich die je zwei Enden
exakt und in Flucht gegenüberstehen. Ein Spalt (den macht der Seitenschneider)
ist nicht ganz zu vermeiden, den überbrückt jedoch das Zinn gut.
Jetzt kommt die wichtigste Arbeit. Mit
zwei Justierzangen braucht es schon einige Zeit, bis sich die je zwei Enden
exakt und in Flucht gegenüberstehen. Ein Spalt (den macht der Seitenschneider)
ist nicht ganz zu vermeiden, den überbrückt jedoch das Zinn gut.
 Dann können die Enden verlötet werden.
Nach dem Spritzen erkennt man den Stoß nicht.
Dann können die Enden verlötet werden.
Nach dem Spritzen erkennt man den Stoß nicht.
Verfolgen Sie den Bau weiter im Teil II.
![]()