Vier
Diesel-Einfülltrichter
four diesel
hopper
Hier nun die Fortsetzung
vom Teil I dieser Serie.
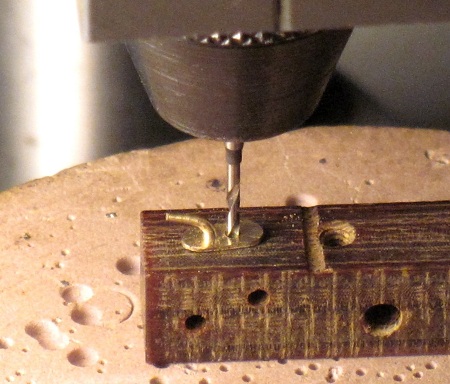
 (Foto anklicken) Ein Vierkant-Profilstück (4,2 x 4,2 mm)
mit gerundeten Ecken erhält an diesen 0,4-mm-Bohrungen. Ich bohre auf dem
Uhrmacherdrehstuhl. Die Umkehrbacken vom Backenfutter sind entfernt. So habe ich
einen soliden "Bohrtisch" für die 6-mm-Klemmhalterung.
(Foto anklicken) Ein Vierkant-Profilstück (4,2 x 4,2 mm)
mit gerundeten Ecken erhält an diesen 0,4-mm-Bohrungen. Ich bohre auf dem
Uhrmacherdrehstuhl. Die Umkehrbacken vom Backenfutter sind entfernt. So habe ich
einen soliden "Bohrtisch" für die 6-mm-Klemmhalterung.
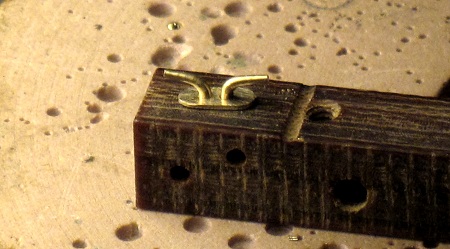
 (Foto anklicken) In gleicher Weise erhält ein Ovalprofil
in der Mitte zwei 0,8-mm-Bohrungen. Dann werden von beiden Profilen 0,4 mm dicke
Scheiben abgesägt - der Anfang für Beleg-Klampen mit ovaler Grundplatte und
Augplatten.
(Foto anklicken) In gleicher Weise erhält ein Ovalprofil
in der Mitte zwei 0,8-mm-Bohrungen. Dann werden von beiden Profilen 0,4 mm dicke
Scheiben abgesägt - der Anfang für Beleg-Klampen mit ovaler Grundplatte und
Augplatten.
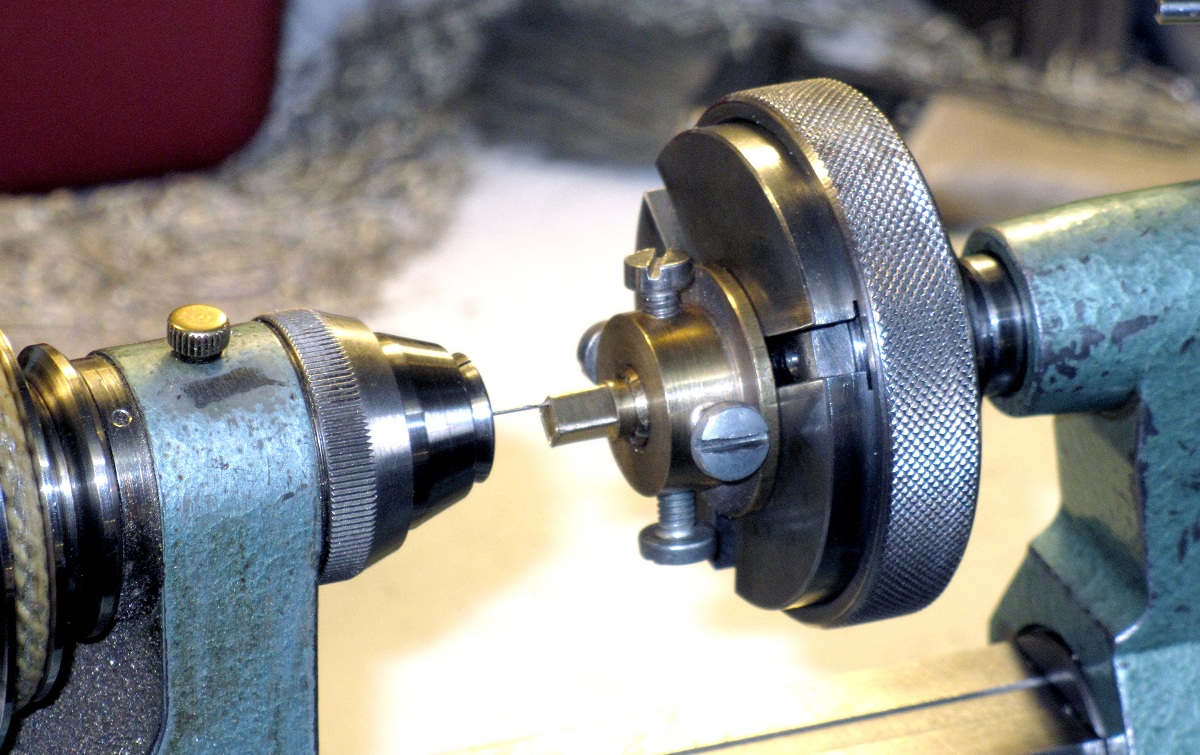
 Die gedrehten Klampenhörner (D = 0,8)
werden auf 7 mm Länge abgeschnitten. In ein Pertinax-Stück wird ein 2,4 mm
tiefes 0,8-mm-Loch gebohrt. In dieses werden die Klampenteile mit dem konischen
Ende bis zum Grund gesteckt und von Hand etwa 75° umgebogen.
Die gedrehten Klampenhörner (D = 0,8)
werden auf 7 mm Länge abgeschnitten. In ein Pertinax-Stück wird ein 2,4 mm
tiefes 0,8-mm-Loch gebohrt. In dieses werden die Klampenteile mit dem konischen
Ende bis zum Grund gesteckt und von Hand etwa 75° umgebogen.
 Die Grundplatten und die gebogenen Hörner.
Die Grundplatten und die gebogenen Hörner.
 Im gleichen Pertinax-Stück wird ein
zweites 0,8-mm-Loch und beide auf die gleiche Tiefe gebohrt
(Bohrtiefenanschlag!). Für den richtigen Abstand sorgt dabei eine Grundplatte
und ein eingestecktes Horn.
Im gleichen Pertinax-Stück wird ein
zweites 0,8-mm-Loch und beide auf die gleiche Tiefe gebohrt
(Bohrtiefenanschlag!). Für den richtigen Abstand sorgt dabei eine Grundplatte
und ein eingestecktes Horn.
 So können je drei Teile zusammengesteckt
und verlötet werden. Noch in der Lötvorrichtung wird die Lötsäure abgewaschen
und das überschüssige Zinn weggebürstet.
So können je drei Teile zusammengesteckt
und verlötet werden. Noch in der Lötvorrichtung wird die Lötsäure abgewaschen
und das überschüssige Zinn weggebürstet.
 (Foto anklicken) Links sieht man die Teile, wie sie aus
der Vorrichtung kommen und rechts sind die Stifte an der Unterseite schon
abgekniffen und die Bodenfläche überschlichtet.
(Foto anklicken) Links sieht man die Teile, wie sie aus
der Vorrichtung kommen und rechts sind die Stifte an der Unterseite schon
abgekniffen und die Bodenfläche überschlichtet.
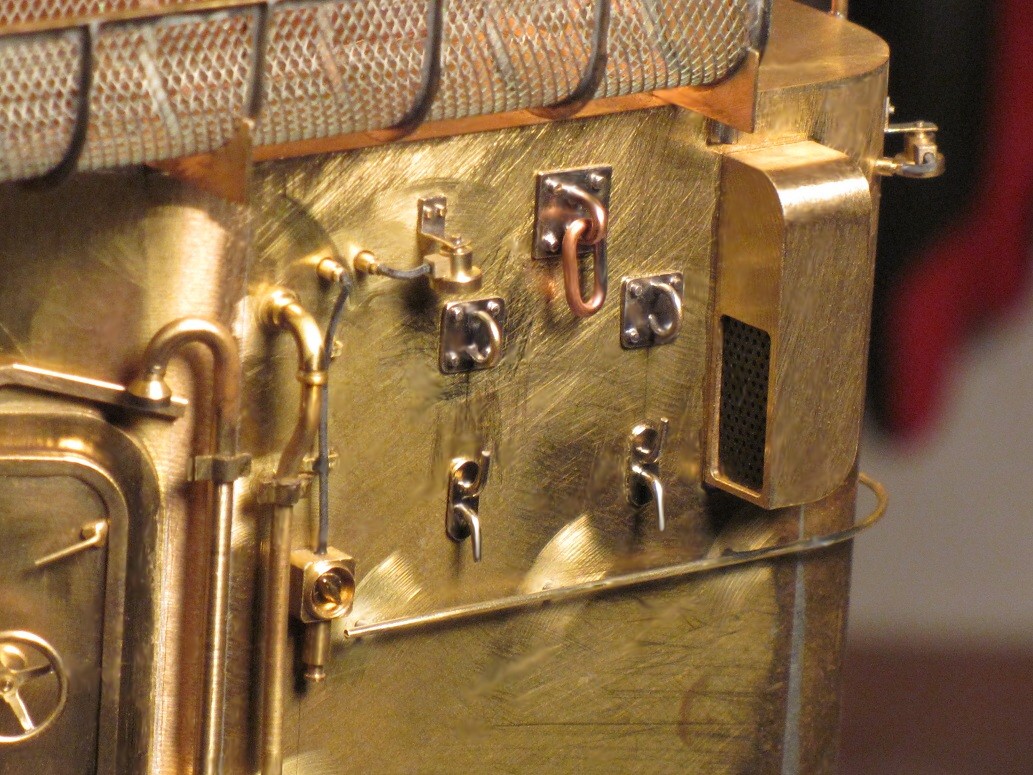
 (Foto anklicken) Und dieses Beispielfoto zeigt alle diese
Teile in einer Nahaufnahme von der Steuerbordseite der "Hütte".
(Foto anklicken) Und dieses Beispielfoto zeigt alle diese
Teile in einer Nahaufnahme von der Steuerbordseite der "Hütte".
065

zurück/back
|
home
 (Foto anklicken) Ein Vierkant-Profilstück (4,2 x 4,2 mm)
mit gerundeten Ecken erhält an diesen 0,4-mm-Bohrungen. Ich bohre auf dem
Uhrmacherdrehstuhl. Die Umkehrbacken vom Backenfutter sind entfernt. So habe ich
einen soliden "Bohrtisch" für die 6-mm-Klemmhalterung.
(Foto anklicken) Ein Vierkant-Profilstück (4,2 x 4,2 mm)
mit gerundeten Ecken erhält an diesen 0,4-mm-Bohrungen. Ich bohre auf dem
Uhrmacherdrehstuhl. Die Umkehrbacken vom Backenfutter sind entfernt. So habe ich
einen soliden "Bohrtisch" für die 6-mm-Klemmhalterung.