Hinterer-Torpedo-Ladekran (Teil 2)
rearmost
torpedo crane (part 2)
Hier nun der Teil 2 dieses
Bildberichts (Teil 1):
 An den Laufschienen bewegen sich Laufkatzen
(Krankatzen), mit dessen Kettenzügen die Torpedos angehoben werden. Eine nur 1,4
mm dicke Grundplatte muß für die Räder in die Seitenkanten exakt mittige
0,8-mm-Bohrungen erhalten. Dazu fräse/bohre ich mir zuerst eine Bohrvorrichtung,
Messing genügt für den Zweck. Weil ich den Y-Support nach dem Fräsen der
1,4-mm-Nut mit einem 1,4-mm-Fingerfräser (Fa. Pfeiffer) für das Bohren der
0,8-mm-Bohrungen seitlich nicht bewege, sind diese Löcher zwangsläufig genau in
der Mitte der Nut.
An den Laufschienen bewegen sich Laufkatzen
(Krankatzen), mit dessen Kettenzügen die Torpedos angehoben werden. Eine nur 1,4
mm dicke Grundplatte muß für die Räder in die Seitenkanten exakt mittige
0,8-mm-Bohrungen erhalten. Dazu fräse/bohre ich mir zuerst eine Bohrvorrichtung,
Messing genügt für den Zweck. Weil ich den Y-Support nach dem Fräsen der
1,4-mm-Nut mit einem 1,4-mm-Fingerfräser (Fa. Pfeiffer) für das Bohren der
0,8-mm-Bohrungen seitlich nicht bewege, sind diese Löcher zwangsläufig genau in
der Mitte der Nut.
 (zum Vergrößern Foto anklicken) Links sieht man diese
einfache Bohrvorrichtung, darunter liegen zwei Platten, schon gebohrt. Sie sind
so dick abgesägt, daß sie recht stramm in die Nut der Vorrichtung passen. In der
Mitte sieht man noch drei überzählige Platten, abgesägt vom Profilstück darüber
und rechts die Teile für die Radaufhängung (sie werden im Lötprisma zu ovalen
Teilen zusammengelötet) und rechts-oben die Räder selbst. Für jede Laufkatze
werden vier Stück benötigt.
(zum Vergrößern Foto anklicken) Links sieht man diese
einfache Bohrvorrichtung, darunter liegen zwei Platten, schon gebohrt. Sie sind
so dick abgesägt, daß sie recht stramm in die Nut der Vorrichtung passen. In der
Mitte sieht man noch drei überzählige Platten, abgesägt vom Profilstück darüber
und rechts die Teile für die Radaufhängung (sie werden im Lötprisma zu ovalen
Teilen zusammengelötet) und rechts-oben die Räder selbst. Für jede Laufkatze
werden vier Stück benötigt.
 Hier
sind links die Tragarme für die Räder bereits zusammengelötet und die Räder mit
ihren kurzen Achsstummeln mit Sekundenkleber angeklebt (ich habe zwei mehr als
nötig angefertigt). Sie drehen sich am Modell selbstverständlich nicht, es soll
nur so aussehen. In der Mitte liegen die kleinen Bolzen (Durchmesser 0,75 mm,
Kopfdurchmesser 0,9 mm, Kopfhöhe 0,3 mm), mit denen die Tragarme nun an die
Platten geklebt werden (rechts). Es entstehen kleine Wagen.
Hier
sind links die Tragarme für die Räder bereits zusammengelötet und die Räder mit
ihren kurzen Achsstummeln mit Sekundenkleber angeklebt (ich habe zwei mehr als
nötig angefertigt). Sie drehen sich am Modell selbstverständlich nicht, es soll
nur so aussehen. In der Mitte liegen die kleinen Bolzen (Durchmesser 0,75 mm,
Kopfdurchmesser 0,9 mm, Kopfhöhe 0,3 mm), mit denen die Tragarme nun an die
Platten geklebt werden (rechts). Es entstehen kleine Wagen.
 Alle Maße wurden auf 0,1 mm genau
eingehalten, so passen die kleinen Wagen genau auf die T-Schiene.
Alle Maße wurden auf 0,1 mm genau
eingehalten, so passen die kleinen Wagen genau auf die T-Schiene.
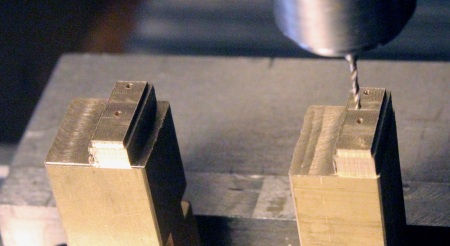
 Zwei weitere Platten mit umlaufenden Rand
werden gefräst. Beide Rohmaterialstücke sind aus 12-mm-Vierkant-Messing. Deshalb
kann ich sie mit genügend Abstand senkrecht im Schraubstock spannen, beide sind
gleich fest gespannt. Die umlaufenden Absätze, auch deren Höhen (beides 0,4 mm),
werden per Koordinaten-Fräsen angefräst - ganz ohne Messen.
Zwei weitere Platten mit umlaufenden Rand
werden gefräst. Beide Rohmaterialstücke sind aus 12-mm-Vierkant-Messing. Deshalb
kann ich sie mit genügend Abstand senkrecht im Schraubstock spannen, beide sind
gleich fest gespannt. Die umlaufenden Absätze, auch deren Höhen (beides 0,4 mm),
werden per Koordinaten-Fräsen angefräst - ganz ohne Messen.
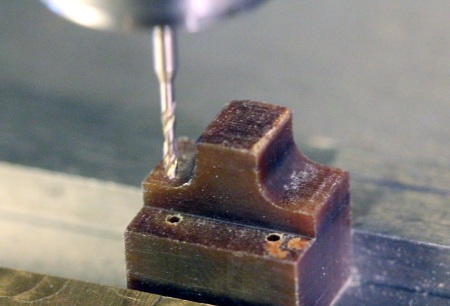
 Die vier nötigen 0,8-mm-Bohrungen werden
unter Einrechnung vom Durchmesser (besser gesagt dessen Radius!) des
Fingerfräsers per Koordinaten-Bohren gebohrt, also ebenfalls ganz ohne Messen
und Körnen. Anschließend werden die Platten auf Dicke abgesägt und mit...
Die vier nötigen 0,8-mm-Bohrungen werden
unter Einrechnung vom Durchmesser (besser gesagt dessen Radius!) des
Fingerfräsers per Koordinaten-Bohren gebohrt, also ebenfalls ganz ohne Messen
und Körnen. Anschließend werden die Platten auf Dicke abgesägt und mit...
 ... dem schon gefrästen Absatz auf möglichst großen Abstand in einem
Niederzug-Schraubstock gespannt. So wird der Rand an der anderen Seite angefräst
(auch 0,4 x 0,4 mm). Die mittigen Löcher (a) wurde anschließend auf 2 mm
Durchmesser aufgebohrt, denn hier ...
... dem schon gefrästen Absatz auf möglichst großen Abstand in einem
Niederzug-Schraubstock gespannt. So wird der Rand an der anderen Seite angefräst
(auch 0,4 x 0,4 mm). Die mittigen Löcher (a) wurde anschließend auf 2 mm
Durchmesser aufgebohrt, denn hier ...
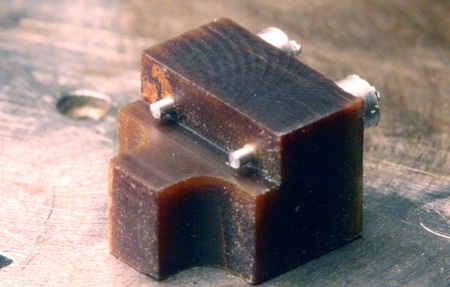
 ... werden "Steine" (1) mit 2-mm-Zapfen und zwei kurze Bolzen eingelötet. All
das etwa so, wie ich es aus den Fotos "herauslesen" kann. An die Fläche (2) und
an die Absätze der Bolzen (3) wird 2-K-Kleber gegeben und diese Platten an die
Wagen geklebt (links).
... werden "Steine" (1) mit 2-mm-Zapfen und zwei kurze Bolzen eingelötet. All
das etwa so, wie ich es aus den Fotos "herauslesen" kann. An die Fläche (2) und
an die Absätze der Bolzen (3) wird 2-K-Kleber gegeben und diese Platten an die
Wagen geklebt (links).
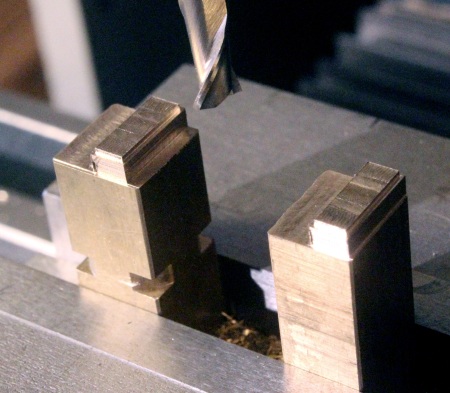
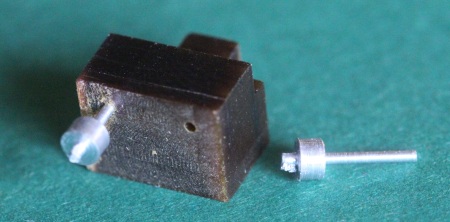
 Jetzt
müssen zwei flache, im Grundriß eiförmige Getriebegehäuse angefertigt werden.
Zuerst werden zwei Grundkörper aus 6-mm-Rundmessing
gefräst (rechts). Ihr "Durchmesser" beträgt 3,3
mm. Die 6-mm-Spannzapfen stoßen in der 6-mm-Spannzange innen an, sodaß ich beide
Teile "nach justierten Skalen" herstellen kann, also vollkommen gleich. Links
liegt ein 2,5-mm-Materialstück. An beiden Enden werden bei diesem 1,8-mm-Zapfen
angedreht und danach wird das Material bis auf eine Dicke der "Mondsichel" von
0,55 mm weggefräst.
Jetzt
müssen zwei flache, im Grundriß eiförmige Getriebegehäuse angefertigt werden.
Zuerst werden zwei Grundkörper aus 6-mm-Rundmessing
gefräst (rechts). Ihr "Durchmesser" beträgt 3,3
mm. Die 6-mm-Spannzapfen stoßen in der 6-mm-Spannzange innen an, sodaß ich beide
Teile "nach justierten Skalen" herstellen kann, also vollkommen gleich. Links
liegt ein 2,5-mm-Materialstück. An beiden Enden werden bei diesem 1,8-mm-Zapfen
angedreht und danach wird das Material bis auf eine Dicke der "Mondsichel" von
0,55 mm weggefräst.
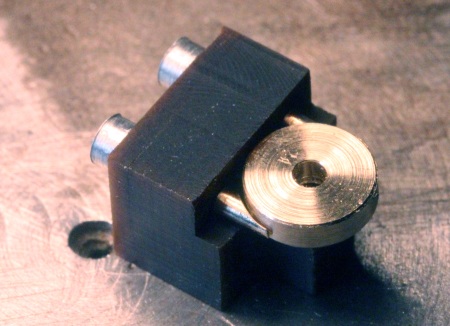
 Dieses
kurze Sichelprofil wird an die Fläche der Grundkörper gelötet. Damit das Teil
nach dem Ausrichten bei der Berührung mit der Lötkolbenspitze nicht verrutschen
kann, drücke ich es bei (a) genau in der Mitte mit der Kante des
Dreikantschabers fest.
Dieses
kurze Sichelprofil wird an die Fläche der Grundkörper gelötet. Damit das Teil
nach dem Ausrichten bei der Berührung mit der Lötkolbenspitze nicht verrutschen
kann, drücke ich es bei (a) genau in der Mitte mit der Kante des
Dreikantschabers fest.
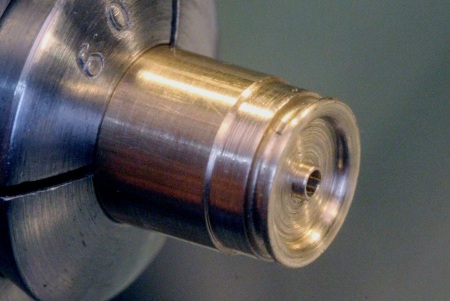
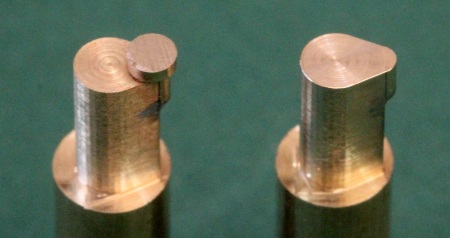 Danach wird das runde Stück grob abgesägt
(links) und danach die Stirn plangedreht. So erscheint der Profilquerschnitt,
den ich eigentlich haben will (rechts).
Danach wird das runde Stück grob abgesägt
(links) und danach die Stirn plangedreht. So erscheint der Profilquerschnitt,
den ich eigentlich haben will (rechts).
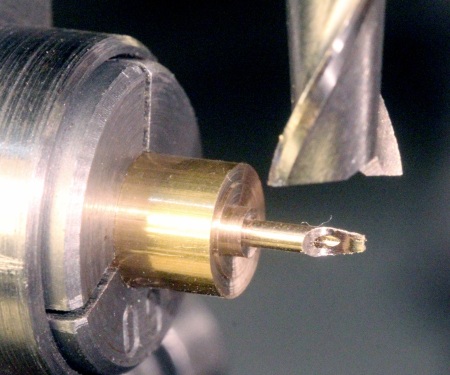
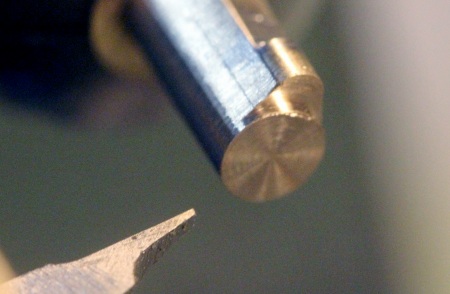 Ein kurzer Zapfen von 0,4 mm Länge wird
angedreht...
Ein kurzer Zapfen von 0,4 mm Länge wird
angedreht...
 ...und danach mit der Nebenschneide eines
Eckbohrstahls ein flacher Kegel angedreht.
...und danach mit der Nebenschneide eines
Eckbohrstahls ein flacher Kegel angedreht.
 Der "Kegel" des Profilstücks beträgt genau 50°. Das Direkt-Teilgerät mit
senkrechter Achse wird daher 25° neben die 0°-Stellung verdreht. Das Werkstück
wird gegen einen Anschlag ausgerichtet, dessen Kante bei meinem
Eigenbau-Teilgerät genau mit der Zugrichtung vom X-Support übereinstimmt.
Der "Kegel" des Profilstücks beträgt genau 50°. Das Direkt-Teilgerät mit
senkrechter Achse wird daher 25° neben die 0°-Stellung verdreht. Das Werkstück
wird gegen einen Anschlag ausgerichtet, dessen Kante bei meinem
Eigenbau-Teilgerät genau mit der Zugrichtung vom X-Support übereinstimmt.
 Nach Wegnahme des Anschlags drehe ich die Spannvorrichtung auf 0° zurück. Somit
steht die lange Achse unseres "Eis" in dieser Zugrichtung.
Nach Wegnahme des Anschlags drehe ich die Spannvorrichtung auf 0° zurück. Somit
steht die lange Achse unseres "Eis" in dieser Zugrichtung.
 Nun konnte ich mit einem 0,6-mm-Fingerfräser je 90° vier Versteifungsrippen
anfräsen...
Nun konnte ich mit einem 0,6-mm-Fingerfräser je 90° vier Versteifungsrippen
anfräsen...
 Nach dem Verputzen wurden diese
"Getriebe" an die Seite der Wagen geklebt. In dem Getriebe steckt der Antrieb
für eines der Räder...
Nach dem Verputzen wurden diese
"Getriebe" an die Seite der Wagen geklebt. In dem Getriebe steckt der Antrieb
für eines der Räder...
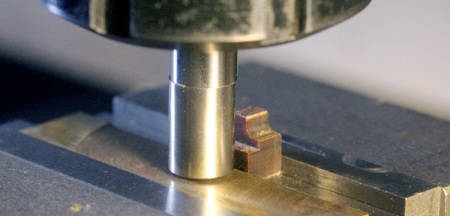
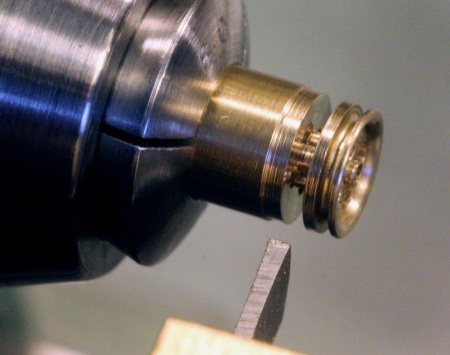
 Ein
interessante Spannmöglichkeit, um ein kleines Teil mit Spannzapfen auf der
Fräsmaschine zu spannen: Im Schraubstock eine flache Beilage, daran der
Vierstahlhalter einer meiner Drehmaschinen, oben in diesem die
Spannzangen-Klemmvorrichtung, die ich sonst für das Absägen von Profilen nutze
und in der 6-mm-Zange dann das Teil.
Ein
interessante Spannmöglichkeit, um ein kleines Teil mit Spannzapfen auf der
Fräsmaschine zu spannen: Im Schraubstock eine flache Beilage, daran der
Vierstahlhalter einer meiner Drehmaschinen, oben in diesem die
Spannzangen-Klemmvorrichtung, die ich sonst für das Absägen von Profilen nutze
und in der 6-mm-Zange dann das Teil.
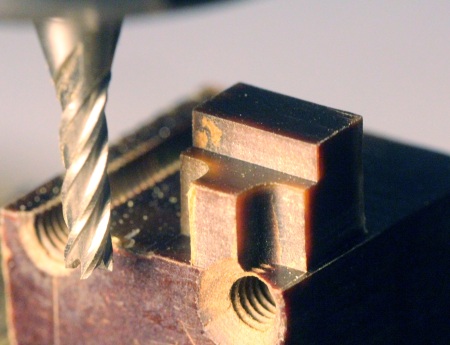
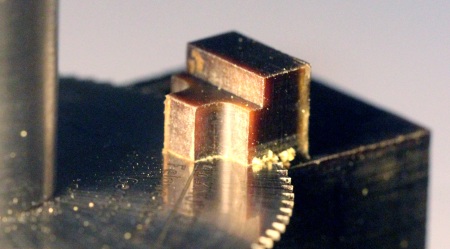
 Die obere Fläche des Profils wurde
waagerecht ausgerichtet und dann mit einem Radius-Fräser (Durchmesser 4 mm) 2,2
mm tief längs mittig eine Nut ein gefräst. In der Mitte eine zentrische
1,2-mm-Bohrung, Breite des Profils 5,8 mm.
Die obere Fläche des Profils wurde
waagerecht ausgerichtet und dann mit einem Radius-Fräser (Durchmesser 4 mm) 2,2
mm tief längs mittig eine Nut ein gefräst. In der Mitte eine zentrische
1,2-mm-Bohrung, Breite des Profils 5,8 mm.
 Hier
die 0,3 mm dick abgesägten Scheiben. Vier werden tatsächlich nur benötigt, es
gibt bei dem Verfahren der
Herstellung immer paar mehr als nötig.
Hier
die 0,3 mm dick abgesägten Scheiben. Vier werden tatsächlich nur benötigt, es
gibt bei dem Verfahren der
Herstellung immer paar mehr als nötig.
 Durchmesser 1,2 mm, 5 mm lang
angedrehte Zapfen mit Bohrung 0,65 mm. Mit einem 6-mm-Fingerfräser werden von
oben Rundungen angestochen. Diese Teile (acht Stück) brauche ich für insgesamt
vier Kettenräder an den Laufkatzen.
Durchmesser 1,2 mm, 5 mm lang
angedrehte Zapfen mit Bohrung 0,65 mm. Mit einem 6-mm-Fingerfräser werden von
oben Rundungen angestochen. Diese Teile (acht Stück) brauche ich für insgesamt
vier Kettenräder an den Laufkatzen.
 Auf
3 mm Länge abgesägt, gibt das diese Kettenführungs-Buchsen. Die winzigen Teile
sind hier schon mit einer Drahtbürste entgratet.
Auf
3 mm Länge abgesägt, gibt das diese Kettenführungs-Buchsen. Die winzigen Teile
sind hier schon mit einer Drahtbürste entgratet.
 Diese Buchsen müssen an die 0,3-mm-Bleche
(drei Fotos weiter oben) angelötet werden. Das geht nur maßhaltig mit einer
Lötvorrichtung, deren Grundkörper hier aus einem Klotz Novotex gefräst...
Diese Buchsen müssen an die 0,3-mm-Bleche
(drei Fotos weiter oben) angelötet werden. Das geht nur maßhaltig mit einer
Lötvorrichtung, deren Grundkörper hier aus einem Klotz Novotex gefräst...
 ...und abgesägt wird. Novotex ist ein
hitzebeständiges Material, das man im Gegensatz zu Pertinax zu glatten Flächen
und scharfen Kanten fräsen kann.
...und abgesägt wird. Novotex ist ein
hitzebeständiges Material, das man im Gegensatz zu Pertinax zu glatten Flächen
und scharfen Kanten fräsen kann.
 Nach dem sorgfältigen Entgraten. Ich kann
nicht oft genug darauf hinweisen, wie wichtig es ist, den Grat an den Kanten
aller Teile restlos zu entfernen! Besonders bei Vorrichtungen, wenn sie stimmen
und die Arbeit mit ihnen zum Erfolg führen soll.
Nach dem sorgfältigen Entgraten. Ich kann
nicht oft genug darauf hinweisen, wie wichtig es ist, den Grat an den Kanten
aller Teile restlos zu entfernen! Besonders bei Vorrichtungen, wenn sie stimmen
und die Arbeit mit ihnen zum Erfolg führen soll.
 Gestern war nicht mein Tag, ich hatte
"Null Bock" auf Modellbau. Doch heute ist nach gründlicher Überlegung wieder
alles gelungen - wie es vorgedacht war. Mit einem Kantentaster (Durchmesser 10
mm) werden in drei (!)(Anfahr-)Richtungen die Bohrungsmitten für zwei
0,65-mm-Bohrungen angefahren...
Gestern war nicht mein Tag, ich hatte
"Null Bock" auf Modellbau. Doch heute ist nach gründlicher Überlegung wieder
alles gelungen - wie es vorgedacht war. Mit einem Kantentaster (Durchmesser 10
mm) werden in drei (!)(Anfahr-)Richtungen die Bohrungsmitten für zwei
0,65-mm-Bohrungen angefahren...
 ...und gebohrt.
...und gebohrt.
 Passend dazu drehe ich zwei
0,65-mm-Alu-Stifte. Die gesamte Länge von 5,5 mm kann man nicht "am Stück"
andrehen, das vordere Ende würde sich zu stark wegbiegen. Ich drehe die Länge in
mehreren, nur 1,5 mm langen Teilstücken an. Nur so gelingt es, daß der Alustift
über die ganze Länge von 5,5 mm einen Durchmesser von exakt 0,65 mm hat.
Passend dazu drehe ich zwei
0,65-mm-Alu-Stifte. Die gesamte Länge von 5,5 mm kann man nicht "am Stück"
andrehen, das vordere Ende würde sich zu stark wegbiegen. Ich drehe die Länge in
mehreren, nur 1,5 mm langen Teilstücken an. Nur so gelingt es, daß der Alustift
über die ganze Länge von 5,5 mm einen Durchmesser von exakt 0,65 mm hat.
 An dieser Seite ragen die Alu-Stift 0,8 mm
aus. Auch dieses Maß habe ich aus der obligatorischen 10:1-Zeichnung.
An dieser Seite ragen die Alu-Stift 0,8 mm
aus. Auch dieses Maß habe ich aus der obligatorischen 10:1-Zeichnung.
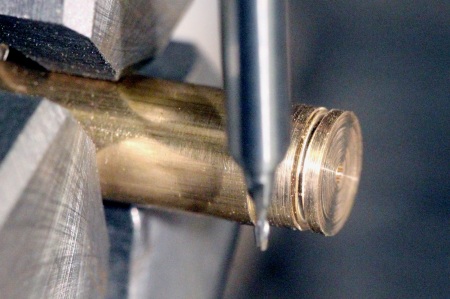
 Eine Bohrscheibe aus Messing, Durchmesser
6,1 mm mit einer 1,4-mm-Bohrung wird gedreht, zwei der Kettenführungs-Buchsen
werden auf die 0,8 mm langen Alu-Stifte gesteckt und die 1,4-mm-Bohrung in die
Novotex-Vorrichtung "abgebohrt". Beide Buchsen werden dabei fest gegen die
Bohrscheibe gedrückt, diese "zentriert" sich dabei von selbst.
Eine Bohrscheibe aus Messing, Durchmesser
6,1 mm mit einer 1,4-mm-Bohrung wird gedreht, zwei der Kettenführungs-Buchsen
werden auf die 0,8 mm langen Alu-Stifte gesteckt und die 1,4-mm-Bohrung in die
Novotex-Vorrichtung "abgebohrt". Beide Buchsen werden dabei fest gegen die
Bohrscheibe gedrückt, diese "zentriert" sich dabei von selbst.
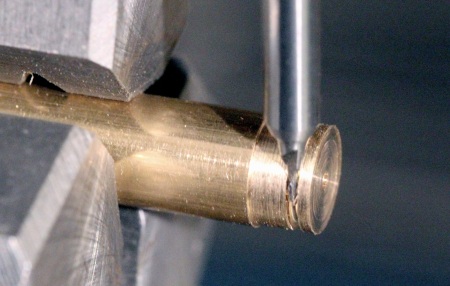
 Eine Auflage-Scheibe aus Novotex, 1,2 mm
dick, Durchmesser 6,1 mit einem 1,4-mm-Zapfen auf der einen und einem
1,2-mm-Zapfen an der anderen Seite, wird gedreht.
Eine Auflage-Scheibe aus Novotex, 1,2 mm
dick, Durchmesser 6,1 mit einem 1,4-mm-Zapfen auf der einen und einem
1,2-mm-Zapfen an der anderen Seite, wird gedreht.
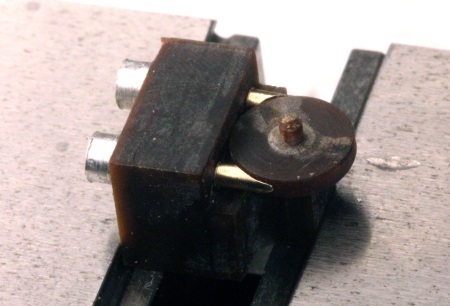 Hier ist diese Auflage-Scheibe eingesteckt,
der 1,2-mm-Zapfen ragt nach oben.
Hier ist diese Auflage-Scheibe eingesteckt,
der 1,2-mm-Zapfen ragt nach oben.
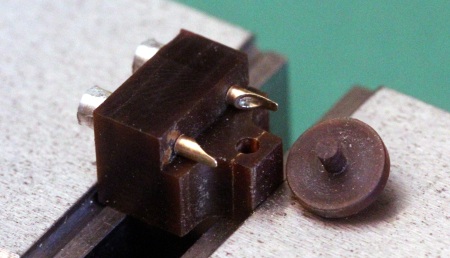 Leider ist die Lötvorrichtung in der Mitte
der 1,4-mm-Bohrung gebrochen. Deshalb mußte ich sie für die weiteren
Arbeitsgänge in einem Niederzugschraubstock gespannt halten.
Leider ist die Lötvorrichtung in der Mitte
der 1,4-mm-Bohrung gebrochen. Deshalb mußte ich sie für die weiteren
Arbeitsgänge in einem Niederzugschraubstock gespannt halten.
 Die U-förmigen Bleche wurden an den Enden nicht zu gering, doch auch nicht zu
viel verzinnt.
Die U-förmigen Bleche wurden an den Enden nicht zu gering, doch auch nicht zu
viel verzinnt.
 Zwei Kettenführungs-Buchsen werden
aufgesteckt und ein Blech wird auf den 1,2-mm-Zapfen gesteckt. Beim Anlöten
drücke ich mit einer spitzen Pinzette die beiden Buchsen gegen die
Auflage-Scheibe. Nach dem Löten mußte ich den blanken Schraubstock gründlich mit
Spiritus von der Lötsäure befreien (Rostbildung!).
Zwei Kettenführungs-Buchsen werden
aufgesteckt und ein Blech wird auf den 1,2-mm-Zapfen gesteckt. Beim Anlöten
drücke ich mit einer spitzen Pinzette die beiden Buchsen gegen die
Auflage-Scheibe. Nach dem Löten mußte ich den blanken Schraubstock gründlich mit
Spiritus von der Lötsäure befreien (Rostbildung!).
 Danach ziehe ich die beiden Alu-Stifte heraus und kann dann die Auflage-Scheibe
mit den zusammengelöteten Teilen nach oben herausziehen.
Danach ziehe ich die beiden Alu-Stifte heraus und kann dann die Auflage-Scheibe
mit den zusammengelöteten Teilen nach oben herausziehen.
 Sorgfältig verputzt sehen die Teile so aus. Gern fotografiere ich ein
Streichholz mit. Das ist keine Angabe von mir, ich will tatsächlich nur zeigen,
wie groß (klein) die Teile sind. Selbstverständlich ist mir bewußt, daß nicht
jeder Modellbauer dies sofort alles 1:1 nachvollziehen kann, auch ich komme
teils mächtig ins "Schleudern", weil die Teile so sehr klein sind. Meine
Bildberichte sollen Anregung geben, wie man bestimmte Dinge herstellen kann -
für den Anfang darf es da etwas größer sein... Mein dringender Tip: bauen Sie
nicht 1:50, das ist oft schon zu klein, bauen Sie 1:25 oder, noch besser, im
Maßstab 1:20!
Sorgfältig verputzt sehen die Teile so aus. Gern fotografiere ich ein
Streichholz mit. Das ist keine Angabe von mir, ich will tatsächlich nur zeigen,
wie groß (klein) die Teile sind. Selbstverständlich ist mir bewußt, daß nicht
jeder Modellbauer dies sofort alles 1:1 nachvollziehen kann, auch ich komme
teils mächtig ins "Schleudern", weil die Teile so sehr klein sind. Meine
Bildberichte sollen Anregung geben, wie man bestimmte Dinge herstellen kann -
für den Anfang darf es da etwas größer sein... Mein dringender Tip: bauen Sie
nicht 1:50, das ist oft schon zu klein, bauen Sie 1:25 oder, noch besser, im
Maßstab 1:20!
 Hier der Beginn vom Bau der Kettenräder.
6-mm-Materialstück, Durchmesser 5,7 ist angedreht, 0,8-mm-Bohrung. Die Nut für
die Kette, ihr Grund ist gerundet, fräse ich mit einem 0,6-mm-Fingerfräser (Fa.
Pfeiffer) im stehenden Rundtisch ein, pro 360°-Drehung jeweils nur 0,2 mm
tiefer, mehr hält so ein Fräser nicht aus. Er ist ja mit 36,- oder gar über 40,-
€ (?) auch nicht billig, den will man nicht abbrechen.
Hier der Beginn vom Bau der Kettenräder.
6-mm-Materialstück, Durchmesser 5,7 ist angedreht, 0,8-mm-Bohrung. Die Nut für
die Kette, ihr Grund ist gerundet, fräse ich mit einem 0,6-mm-Fingerfräser (Fa.
Pfeiffer) im stehenden Rundtisch ein, pro 360°-Drehung jeweils nur 0,2 mm
tiefer, mehr hält so ein Fräser nicht aus. Er ist ja mit 36,- oder gar über 40,-
€ (?) auch nicht billig, den will man nicht abbrechen.
 Hier ist der Fräser von der fertigen, 0,6 mm
tiefen Nut ein Stück weggefahren.
Hier ist der Fräser von der fertigen, 0,6 mm
tiefen Nut ein Stück weggefahren.
 Mit einem sehr "schmächtigen" Eckbohrstahl
wird an der ersten Seite 0,45 mm tief eine Plannut eingedreht. Mit dem gleichen
Drehstahl wird auch der Durchmesser der "Nabe" gedreht - bei Linkslauf der
Maschine. Grundvoraussetzung auch hier: selbst geschliffener HSS-Drehstahl (!)
mit nicht zu knappen Freiwinkeln und die Schneide steht haargenau auf Drehmitte.
Mit einem sehr "schmächtigen" Eckbohrstahl
wird an der ersten Seite 0,45 mm tief eine Plannut eingedreht. Mit dem gleichen
Drehstahl wird auch der Durchmesser der "Nabe" gedreht - bei Linkslauf der
Maschine. Grundvoraussetzung auch hier: selbst geschliffener HSS-Drehstahl (!)
mit nicht zu knappen Freiwinkeln und die Schneide steht haargenau auf Drehmitte.
 Mit einem Dreikantschaber wird die innere
Rundung "angedrechselt".
Mit einem Dreikantschaber wird die innere
Rundung "angedrechselt".
 Nun können im Senkrecht-Teilgerät die vier
Erleichterungs-Bohrungen (Durchmesser 1,4 mm) gebohrt werden.
Nun können im Senkrecht-Teilgerät die vier
Erleichterungs-Bohrungen (Durchmesser 1,4 mm) gebohrt werden.
 Danach werden die Kettenräder mit etwa 0,2
mm Überlänge abgestochen.
Danach werden die Kettenräder mit etwa 0,2
mm Überlänge abgestochen.
 Hier das vorläufige Ergebnis meiner Bemühungen...
Hier das vorläufige Ergebnis meiner Bemühungen...
 Die
andere Seite der Kettenräder muß nun noch auf Fertiglänge 1,2 mm plan- und ebenfalls noch 0,45 mm tief leergedreht
werden. Mit ausreichend gutem Planlauf kann man so kleine, flache Teile nur in
einer ausgedrehten Klemmbuchse spannen. Im Bild sieht man diese Buchse. Ihr
"langer" Außendurchmesser beträgt 6 mm (für eine 6-mm-Spannzange). Vorn hat die
Buchse außen einen schmalen (nur 0,5 mm breit) Anschlagbund und innen eine kurze
Eindrehung, in die exakt das Kettenrad paßt.
Die
andere Seite der Kettenräder muß nun noch auf Fertiglänge 1,2 mm plan- und ebenfalls noch 0,45 mm tief leergedreht
werden. Mit ausreichend gutem Planlauf kann man so kleine, flache Teile nur in
einer ausgedrehten Klemmbuchse spannen. Im Bild sieht man diese Buchse. Ihr
"langer" Außendurchmesser beträgt 6 mm (für eine 6-mm-Spannzange). Vorn hat die
Buchse außen einen schmalen (nur 0,5 mm breit) Anschlagbund und innen eine kurze
Eindrehung, in die exakt das Kettenrad paßt.
 Die Klemmbuchse wird längs geschlitzt
(Metall-Laubsäge) und sorgfältig entgratet. Das Kettenrad ragt leicht hervor. So
kann diese Seite bearbeitet werden.
Die Klemmbuchse wird längs geschlitzt
(Metall-Laubsäge) und sorgfältig entgratet. Das Kettenrad ragt leicht hervor. So
kann diese Seite bearbeitet werden.
 Vier Achsen mit Absätzen werden gedreht, die Teile angepaßt. Die Abstechreste
(ganz links und rechts) habe ich mit einer Trennscheibe weggeschliffen.
Vier Achsen mit Absätzen werden gedreht, die Teile angepaßt. Die Abstechreste
(ganz links und rechts) habe ich mit einer Trennscheibe weggeschliffen.
 Zwei weitere Getriebekästen (links) mit "Zubehör" werden gefertigt.
Zwei weitere Getriebekästen (links) mit "Zubehör" werden gefertigt.
 Alles montiert sieht dann so aus. Unter uns: es war schon knifflig! Aber mit
Ruhe, sehr gutem Licht, gut gepflegter Pinzette und mit Kopflupe war es zu
machen. Die Klebungen teils mit "UHU sofortfest" oder mit Sekundenkleber - je
nach Zweck. Die Laufkatzen sind fertig.
Alles montiert sieht dann so aus. Unter uns: es war schon knifflig! Aber mit
Ruhe, sehr gutem Licht, gut gepflegter Pinzette und mit Kopflupe war es zu
machen. Die Klebungen teils mit "UHU sofortfest" oder mit Sekundenkleber - je
nach Zweck. Die Laufkatzen sind fertig.
 Eine Laufkatze aufgeschoben auf die T-Schiene.
Eine Laufkatze aufgeschoben auf die T-Schiene.
 Und die andere Seite.
Und die andere Seite.
 Nachdem
es mir vor einiger Zeit gelungen ist, die
Miniatur-Ketten herzustellen, konnte ich nun
die Laufkatzen an den Torpedo-Ladekränen mit Ketten ausrüsten. Im Bild die
Endlos-Handketten für den Hubtrieb (vorn) und für den Fahrtrieb (hinten).
Nachdem
es mir vor einiger Zeit gelungen ist, die
Miniatur-Ketten herzustellen, konnte ich nun
die Laufkatzen an den Torpedo-Ladekränen mit Ketten ausrüsten. Im Bild die
Endlos-Handketten für den Hubtrieb (vorn) und für den Fahrtrieb (hinten).
 Hier ist in der Mitte die etwas kräftigere Lastkette zu sehen. Fehlt noch der
kleine Kranhaken unten am Schäkelende...
Hier ist in der Mitte die etwas kräftigere Lastkette zu sehen. Fehlt noch der
kleine Kranhaken unten am Schäkelende...
 Den
Kranhaken mit dem Gewicht habe ich aus Alu gedreht, weil sich der Haken bei
Messing nicht so eng biegen ließ. Damit die Ketten nicht allzu sehr auf dem Deck
aufliegen, sind sie auf Haken hochgehängt.
Den
Kranhaken mit dem Gewicht habe ich aus Alu gedreht, weil sich der Haken bei
Messing nicht so eng biegen ließ. Damit die Ketten nicht allzu sehr auf dem Deck
aufliegen, sind sie auf Haken hochgehängt.
162

zurück/back |
home