Luftschacht
air duct
Für die Hütte auf dem
achteren Deckshaus sind zwei rechteckige Montageöffnungen zu bauen. Jene an der
achteren Querwand hat eine Öffnung für einen Luftschacht. Die beiden Bleche
mache ich zuerst.
 Eine Pertinax-Unterlage und ein
Reststück 0,4-mm-Ms-Blech werden mit den geraden Seiten gegen Nutensteine
geschoben und so von Spanneisen gehalten. Das im Bild linke Spanneisen hält nur
die Pertinax-Unterlage und bleibt festgespannt bis beide Bleche gebohrt sind.
Das rechteckige Bohrbild für die Halteschrauben wird mit einem
0,44-mm-Wendelbohrer (die Schraubenkopf-Imitate haben 0,38-mm-Zapfen) in
1,5-mm-Abständen gebohrt, dabei gering tief auch in die Pertinax-Unterlage.
Eine Pertinax-Unterlage und ein
Reststück 0,4-mm-Ms-Blech werden mit den geraden Seiten gegen Nutensteine
geschoben und so von Spanneisen gehalten. Das im Bild linke Spanneisen hält nur
die Pertinax-Unterlage und bleibt festgespannt bis beide Bleche gebohrt sind.
Das rechteckige Bohrbild für die Halteschrauben wird mit einem
0,44-mm-Wendelbohrer (die Schraubenkopf-Imitate haben 0,38-mm-Zapfen) in
1,5-mm-Abständen gebohrt, dabei gering tief auch in die Pertinax-Unterlage.
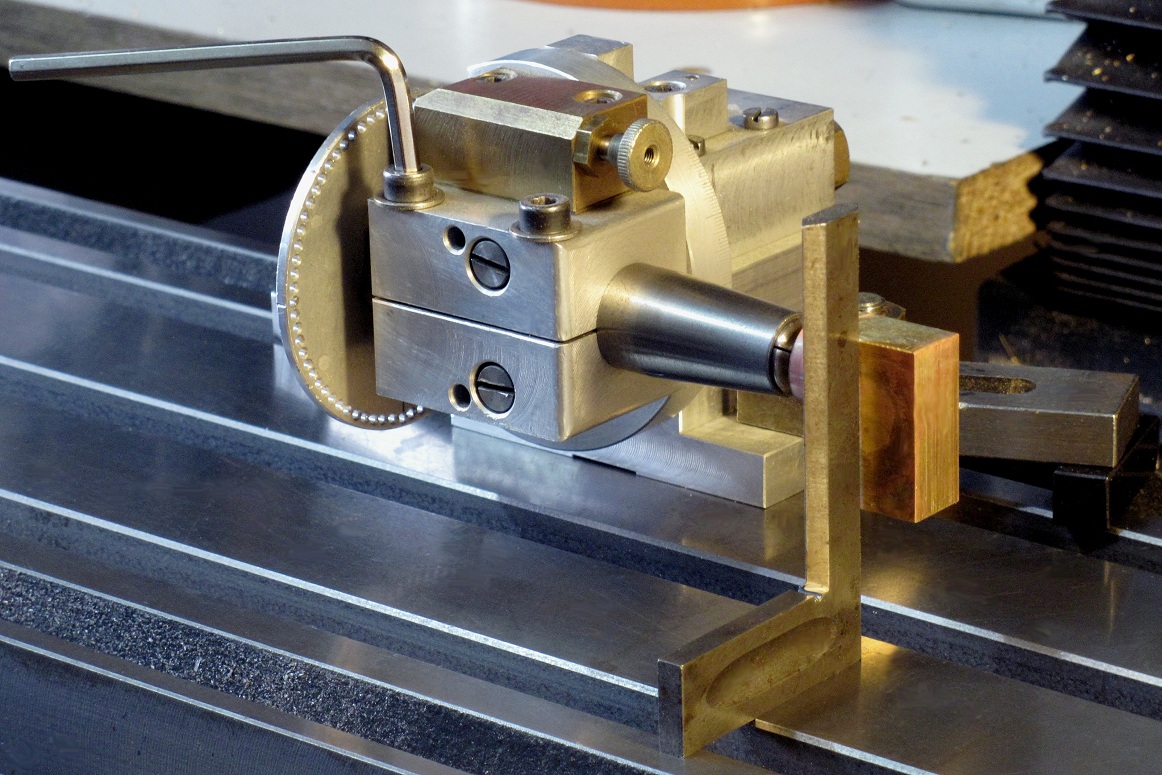
(Bei dieser
Bohrarbeit habe ich erstmals meine "Neuanschaffung" zum Einsatz gebracht. Im
Foto sieht man im Zangenfutter eine Feinbohrhilfe und daran ein
Präzisions-Bohrfutter, welches den Namen verdient. Beide Teile kann man bei
PFEIFFER-Werkzeuge bestellen, entweder in Mannheim Tel.-Nr. 0621-720060 oder in
Karlsruhe Tel.-Nr. 0721-62630. Das Bohrfutter mit der Best.-Nr. 341180.0100 hat
einen Spannbereich von 0,05 bis 1,5 mm und dabei einen
hochgenauen Rundlauf.
Mit der Best.-Nr. 341180.0200 gibt es ein ähnliches Bohrfutter mit einem
Spannbereich von 1,5 bis 3 mm. Die Feinbohrhilfe mit dem Anschlußkonus B6
(passend zu den genannten Bohrfuttern) hat die Best.-Nr. 341200.0100. Es hat
einen 66 mm langen 13-mm-Zylinderschaft für das Spannen in einer
13-mm-Spannzange. Eine ähnliche Feinbohrhilfe (Best.-Nr. 341200.0200) hat einen
MK1-Schaft. Mit der Feinbohrhilfe, die man tatsächlich nur für dünnste Bohrer
benutzt, hat man die Möglichkeit, diese sehr oft mit nur zwei Fingern aus der
Bohrung zu ziehen und damit die Späne zu entfernen - kaum noch Bohrerbruch.
Übrigens: In meinem Buch "Fräsen
für Modellbauer" Band 1 habe ich auf den Seiten 56 bis 61 den
Selbstbau von zwei verschiedenen Feinbohrhilfen für eine Fräsmaschine angeregt.
Und unter Best.-Nr. mz008
kann man bei mir Bauanleitungen für zwei Formen von Feinbohrhilfen für eine
Drehmaschine bestellen.)
 Anschließendes Aufbohren der Löcher in
der Platte auf 0,7 mm und entgraten.
Anschließendes Aufbohren der Löcher in
der Platte auf 0,7 mm und entgraten.
 An Unter- und Oberseite wird der
leichte Grat weggeschliffen.
An Unter- und Oberseite wird der
leichte Grat weggeschliffen.
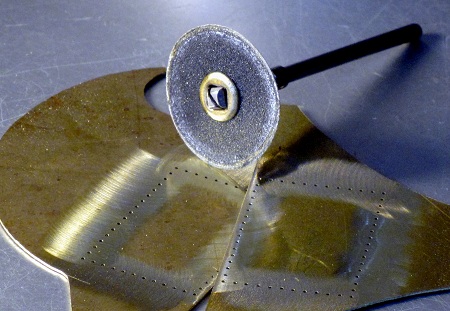
 Die Außenkonturen werden angerissen...
Die Außenkonturen werden angerissen...
 ...mit der Laubsäge ausgesägt,
verfeilt und verputzt.
...mit der Laubsäge ausgesägt,
verfeilt und verputzt.
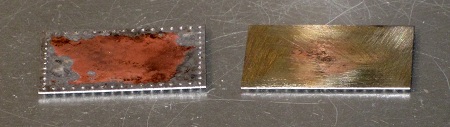
 Kleine Punkte von Lötzinn werden auf
die Bleche gesetzt (rechts) und mit einem lötwassergetränkten Pinsel wird das
Zinn verstrichen.
Kleine Punkte von Lötzinn werden auf
die Bleche gesetzt (rechts) und mit einem lötwassergetränkten Pinsel wird das
Zinn verstrichen.
 Dabei schließen sich die meisten
Bohrungen.
Dabei schließen sich die meisten
Bohrungen.
 Mit dem gleichen 0,44-mm-Bohrer werden
die Löcher von Hand aufgebohrt. Sinnvoller wäre es sicher, wenn man das Ms-Blech
vor dem Koordinaten-Bohren verzinnt!!! Beim nächsten mal!
Mit dem gleichen 0,44-mm-Bohrer werden
die Löcher von Hand aufgebohrt. Sinnvoller wäre es sicher, wenn man das Ms-Blech
vor dem Koordinaten-Bohren verzinnt!!! Beim nächsten mal!
 An zwei Tagen hatte ich neulich
Hunderte Schraubenkopf-Imitate verschiedener Größen gedreht. Mit einem
Spitzdrehstahl (etwa 20° spitz) wird zuerst der "Kopf" plangedreht. Dann wird
der justierte Quersupport auf den Kopfdurchmesser (hier 0,6 mm) eingestellt und
in einem Span (!) die Kopfhöhe abgekurbelt (hier etwa 0,4 mm lang). Dann
verstellt man den Quersupport auf den Durchmesser des langen Zapfens (hier 0,38
mm) und kurbelt die Zapfenlänge an (die Zapfen im Bild sind schon zu lang, halb so lang
würde für die meisten Fälle genügen).
An zwei Tagen hatte ich neulich
Hunderte Schraubenkopf-Imitate verschiedener Größen gedreht. Mit einem
Spitzdrehstahl (etwa 20° spitz) wird zuerst der "Kopf" plangedreht. Dann wird
der justierte Quersupport auf den Kopfdurchmesser (hier 0,6 mm) eingestellt und
in einem Span (!) die Kopfhöhe abgekurbelt (hier etwa 0,4 mm lang). Dann
verstellt man den Quersupport auf den Durchmesser des langen Zapfens (hier 0,38
mm) und kurbelt die Zapfenlänge an (die Zapfen im Bild sind schon zu lang, halb so lang
würde für die meisten Fälle genügen).
 Die Kopf-Imitate werden in das Blech
gesteckt, es liegt dabei auf der mitgebohrten Pertinax-Unterlage.
Die Kopf-Imitate werden in das Blech
gesteckt, es liegt dabei auf der mitgebohrten Pertinax-Unterlage.
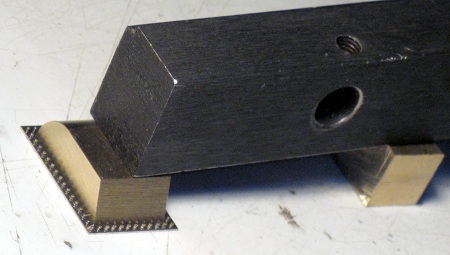
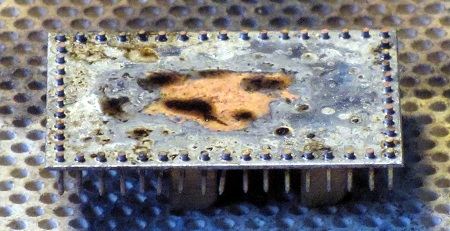 Das Blech liegt hier auf zwei
Messing-"Steinen", sodaß die Imitate frei nach unten hängen können. Und das tun
sie auch, denn sie sind gering dünner als die Bohrungen. Die Fläche wird erneut
mit Lötwasser befeuchtet und auf Flußtemperatur erhitzt (Propangas-Brenner oder
100-Watt-Lötkolben). Die Köpfe löten so sicher und 100%ig an.
Das Blech liegt hier auf zwei
Messing-"Steinen", sodaß die Imitate frei nach unten hängen können. Und das tun
sie auch, denn sie sind gering dünner als die Bohrungen. Die Fläche wird erneut
mit Lötwasser befeuchtet und auf Flußtemperatur erhitzt (Propangas-Brenner oder
100-Watt-Lötkolben). Die Köpfe löten so sicher und 100%ig an.
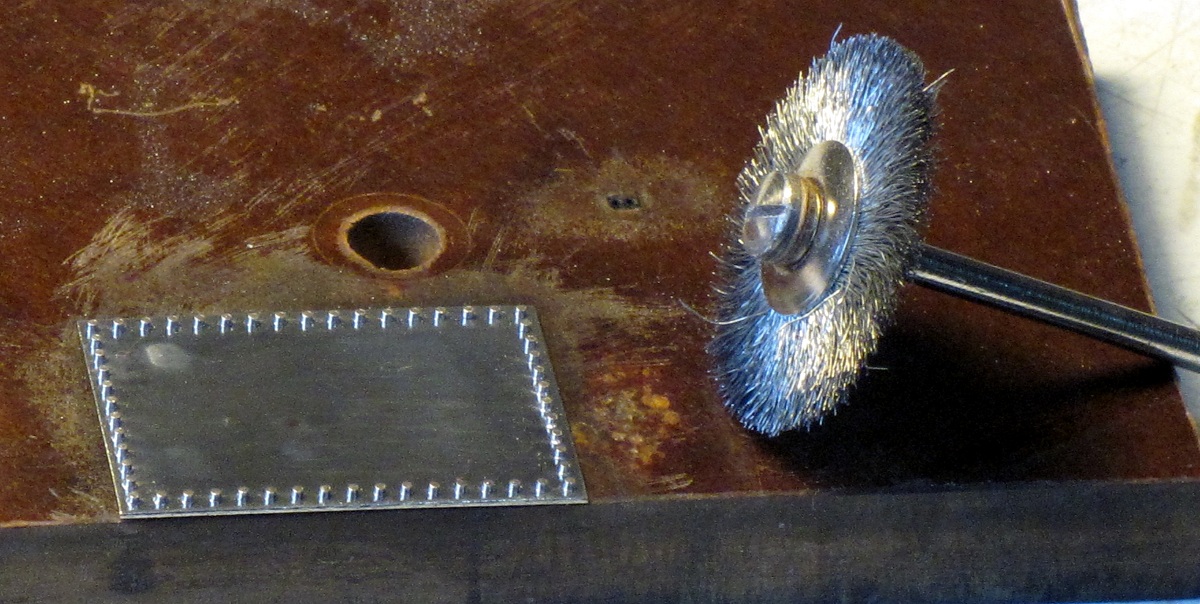
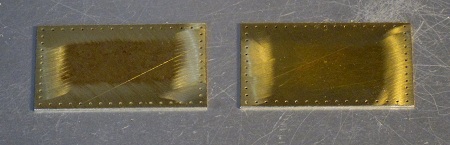
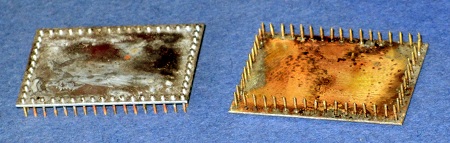 Ansichten von oben und unten (rechts).
Ansichten von oben und unten (rechts).
 (Foto
anklicken) Das Blech wird mit den Stiften wieder in die Pertinax-Platte
gesteckt und so mit der Drahtbürste gesäubert.
(Foto
anklicken) Das Blech wird mit den Stiften wieder in die Pertinax-Platte
gesteckt und so mit der Drahtbürste gesäubert.
 Danach werden die unten überstehenden
Stifte mit dem Seitenschneider abgekniffen (links) und mit einer Schlichtfeile
überschlichtet (rechts).
Danach werden die unten überstehenden
Stifte mit dem Seitenschneider abgekniffen (links) und mit einer Schlichtfeile
überschlichtet (rechts).
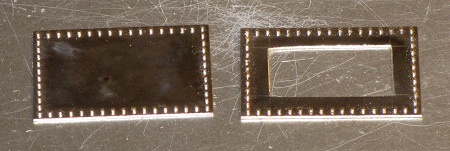 Eine der Platten erhält einen mittigen
Ausschnitt.
Eine der Platten erhält einen mittigen
Ausschnitt.
 Ein Messing-Klotz mit einer
1-mm-Bohrung (etwa 2 mm tief) und ein Spannzapfen mit einem 1 mm langen
1-mm-Zapfen...
Ein Messing-Klotz mit einer
1-mm-Bohrung (etwa 2 mm tief) und ein Spannzapfen mit einem 1 mm langen
1-mm-Zapfen...
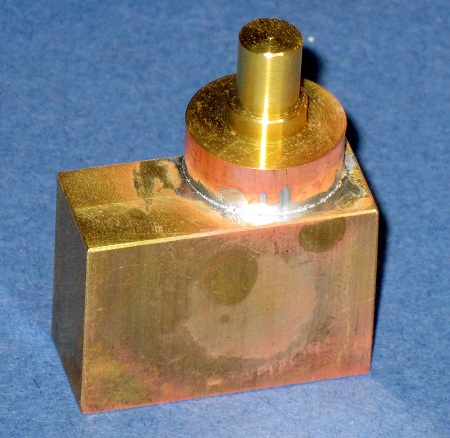 ...werden zusammengelötet.
...werden zusammengelötet.
 (Foto
anklicken) Im Waagerecht-Teilgerät ausgerichtet.
(Foto
anklicken) Im Waagerecht-Teilgerät ausgerichtet.
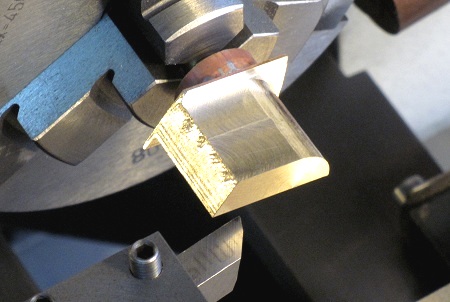
 Eine Fläche wird angefräst, nicht ganz
bis zum Spannzapfen, damit die größtmögliche Lötverbindung bestehen bleibt. Ein
Schraubbock als Unterstützung.
Eine Fläche wird angefräst, nicht ganz
bis zum Spannzapfen, damit die größtmögliche Lötverbindung bestehen bleibt. Ein
Schraubbock als Unterstützung.
 Nach einer 180°-Drehung wird die Dicke
7 mm hergestellt.
Nach einer 180°-Drehung wird die Dicke
7 mm hergestellt.
 Der Fräser bleibt auf der Höhe stehen
und in 5°-Abständen wird das Teil gedreht, sodaß die Rundung entsteht.
Der Fräser bleibt auf der Höhe stehen
und in 5°-Abständen wird das Teil gedreht, sodaß die Rundung entsteht.
 155°-Drehung, Anfräsen der Höhe.
155°-Drehung, Anfräsen der Höhe.
 Dann wird das zuvor nur gesägte Teil
plangedreht...
Dann wird das zuvor nur gesägte Teil
plangedreht...
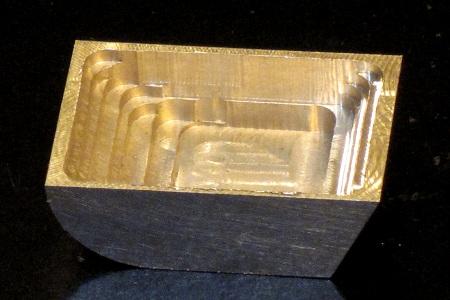 ...auf Breite gefräst und innen zur
Gewichtsersparnis weitgehend leergefräst.
...auf Breite gefräst und innen zur
Gewichtsersparnis weitgehend leergefräst.
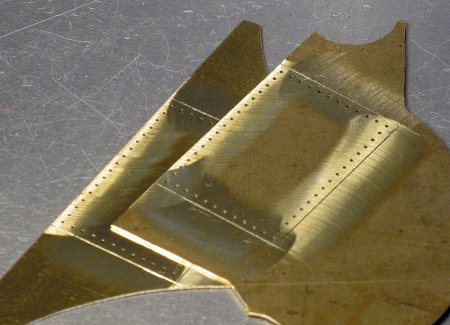
 Nach dem Brechen der Kanten wird diese
Kappe auf dem Blech mit der Mittenaussparung leicht beschwert ausgerichtet, und
von außen mit dünnflüssigem Sekundenkleber (0,3-mm-Draht) vorgeklebt und danach
von innen mit UHU-endfest 300 "endgeklebt".
Nach dem Brechen der Kanten wird diese
Kappe auf dem Blech mit der Mittenaussparung leicht beschwert ausgerichtet, und
von außen mit dünnflüssigem Sekundenkleber (0,3-mm-Draht) vorgeklebt und danach
von innen mit UHU-endfest 300 "endgeklebt".
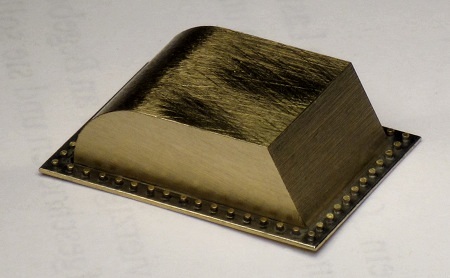 Die Kappe in einer Nahaufnahme.
Die Kappe in einer Nahaufnahme.
 (Foto
anklicken) Die andere Platte wird an der Deckshauswand unter einer Leiter
angeklebt. In der Mitte der Rechteckfläche mit UHU-endfest 300 (sehr dünn
aufgetragen), die Ränder mit Sekundenkleber.
(Foto
anklicken) Die andere Platte wird an der Deckshauswand unter einer Leiter
angeklebt. In der Mitte der Rechteckfläche mit UHU-endfest 300 (sehr dünn
aufgetragen), die Ränder mit Sekundenkleber.
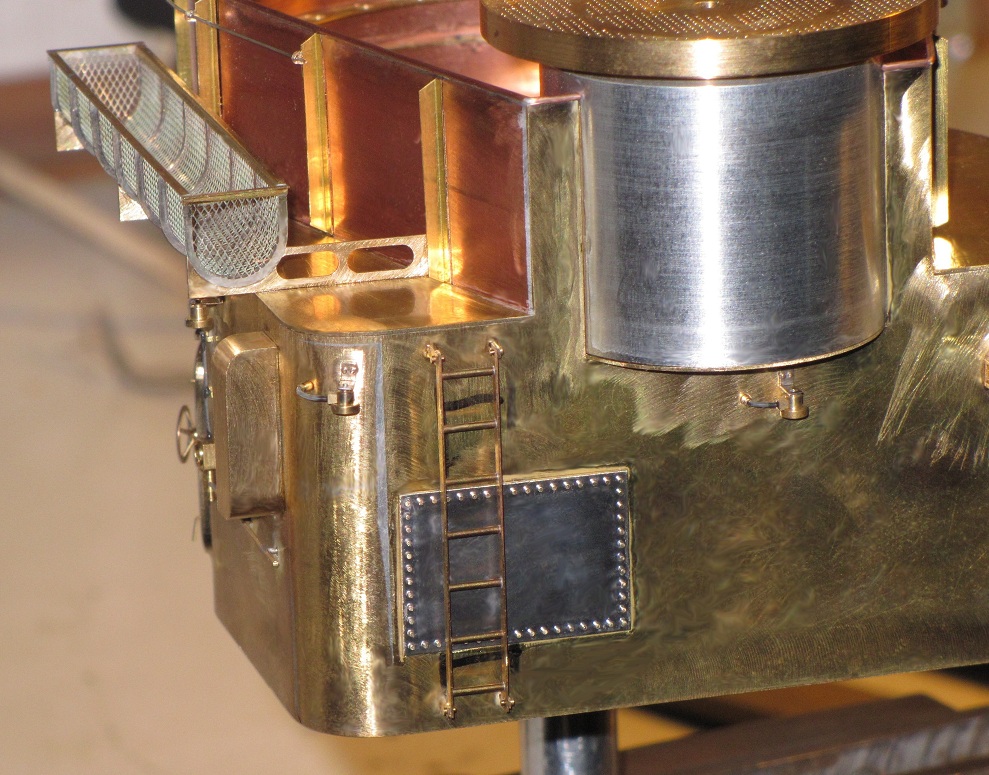
 (Foto
anklicken) Die Kappe erhielt unten noch einen Deckel und wurde so an die
achtere Hüttenwand geklebt. Hier
können Sie den Fertigbau der gesamten Hütte verfolgen.
(Foto
anklicken) Die Kappe erhielt unten noch einen Deckel und wurde so an die
achtere Hüttenwand geklebt. Hier
können Sie den Fertigbau der gesamten Hütte verfolgen.

zurück/back
|
home