Drei Treppen
three stairs
An Bord des Zerstörers USS
CASSIN YOUNG gab
es neben zahlreichen Leitern auch drei Treppen: zwei kürzere vom Hauptdeck zum
1. Aufbaudeck und eine etwas längere von da hoch zum Signaldeck.
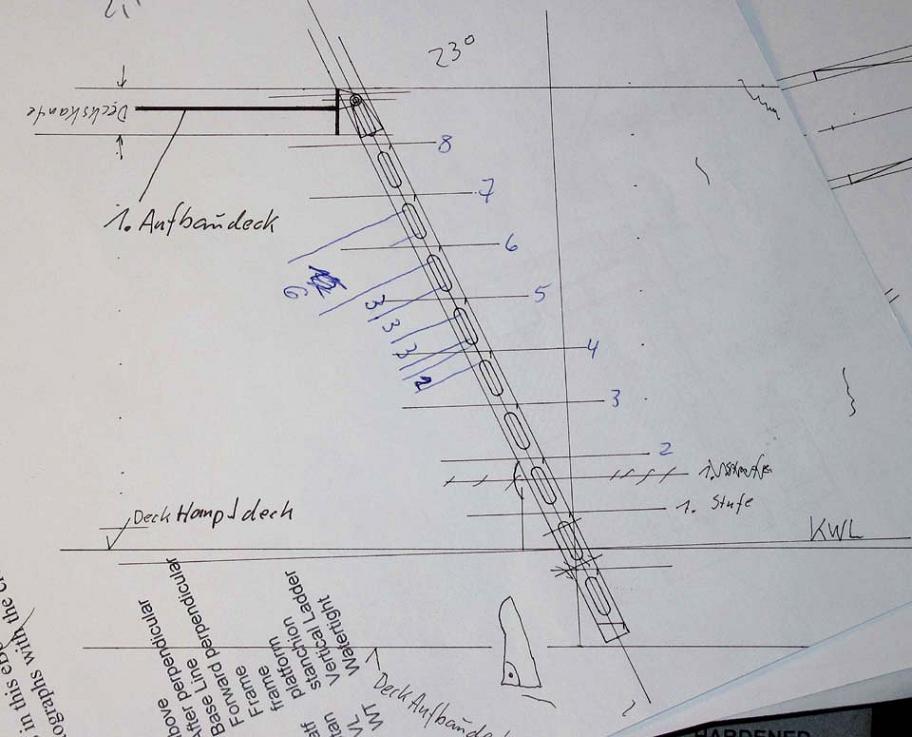
 (Foto anklicken) Ich beginne mit der Herstellung der
Seitenwangen. Das sind U-Profile mit Langloch-Durchbrüchen. Direkt "von Bord"
habe ich die Maßverhältnisse und die Schräglagen der Decks abgenommen. Danach
habe ich eine Queransicht in doppelter Größe angefertigt (Foto).
(Foto anklicken) Ich beginne mit der Herstellung der
Seitenwangen. Das sind U-Profile mit Langloch-Durchbrüchen. Direkt "von Bord"
habe ich die Maßverhältnisse und die Schräglagen der Decks abgenommen. Danach
habe ich eine Queransicht in doppelter Größe angefertigt (Foto).
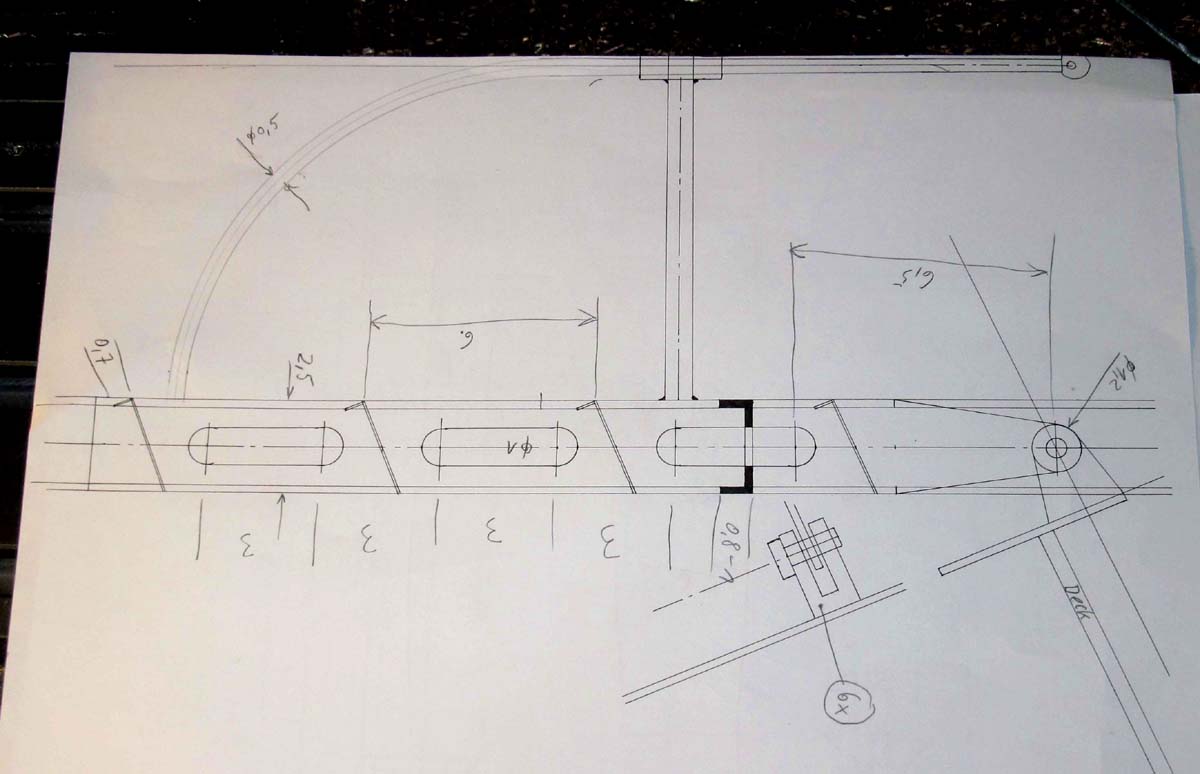
 (Foto anklicken) Um die ganz genauen Verhältnisse zu
haben, habe ich noch eine 10:1-Zeichnung vom U-Profil und vom oberen Ende der
Seitenwangen gezeichnet. Ohne eine solche Zeichnung kann man nicht sehr exakt
arbeiten.
(Foto anklicken) Um die ganz genauen Verhältnisse zu
haben, habe ich noch eine 10:1-Zeichnung vom U-Profil und vom oberen Ende der
Seitenwangen gezeichnet. Ohne eine solche Zeichnung kann man nicht sehr exakt
arbeiten.
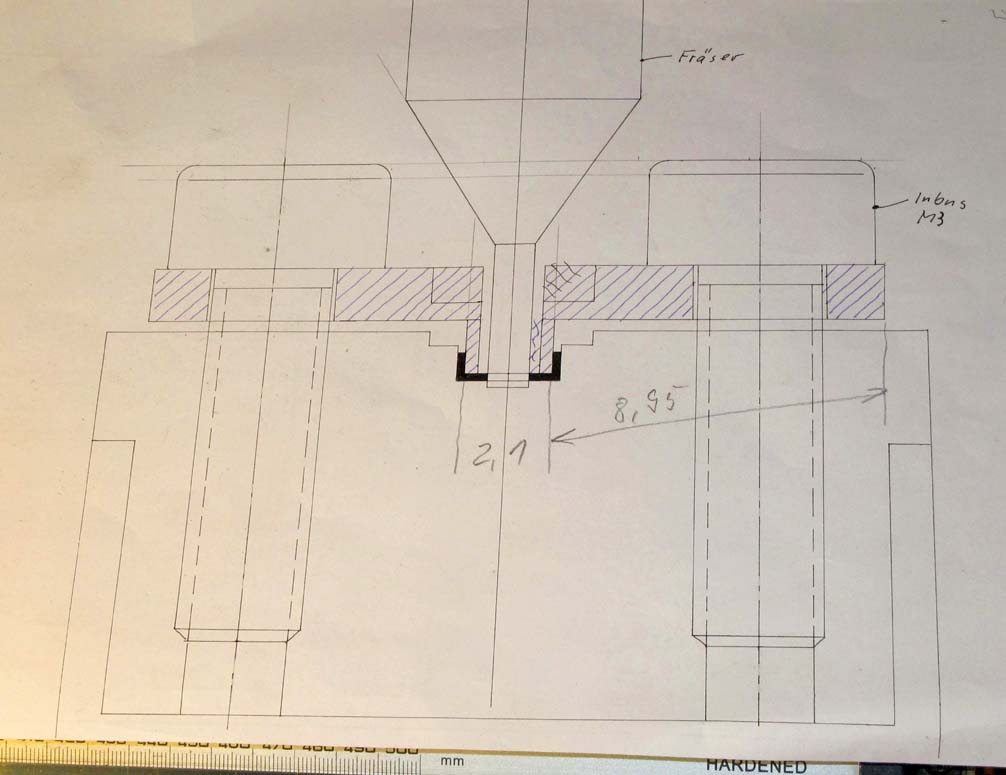
 (Foto anklicken) Und das ist schließlich die
Querschnittszeichnung vom kombinierten Präge- und Fräswerkzeug, das ich mir für
die Herstellung der U-Wangen ausgedacht habe. Ich beginne mit der in dieser
Zeichnung schraffierten Klemmplatte. Sie muß zuerst angefertigt werden.
(Foto anklicken) Und das ist schließlich die
Querschnittszeichnung vom kombinierten Präge- und Fräswerkzeug, das ich mir für
die Herstellung der U-Wangen ausgedacht habe. Ich beginne mit der in dieser
Zeichnung schraffierten Klemmplatte. Sie muß zuerst angefertigt werden.
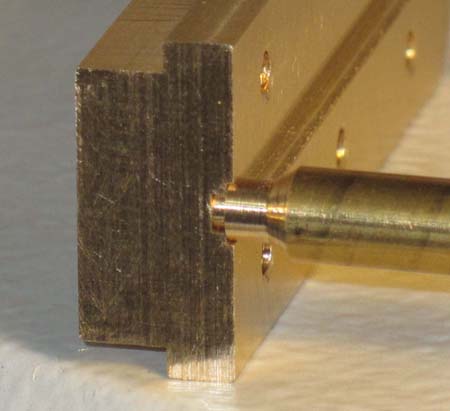
 So sieht sie aus. Der "Stab" oben hat eine
exakte Breite von 2,1 mm, das ist die innere Weite des U-Profils!
So sieht sie aus. Der "Stab" oben hat eine
exakte Breite von 2,1 mm, das ist die innere Weite des U-Profils!
 Das Unterteil erhält zuerst zwei
Spannstufen.
Das Unterteil erhält zuerst zwei
Spannstufen.
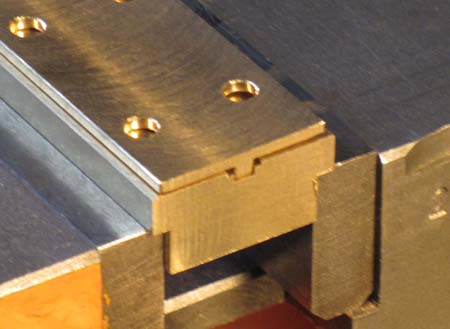
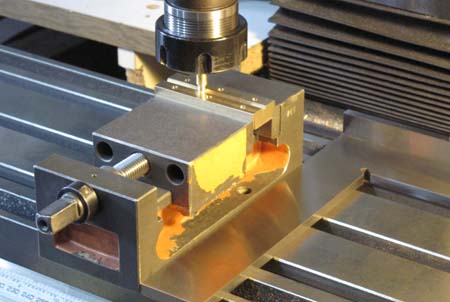
 Umgekehrt werden oben in der Mitte die zwei
Nuten eingefräst. Zuerst wird mit einen 2,5-mm-Fingerfräser 1,4 mm tief gefräst
und dann mit einem 4-mm-Fräser noch 0,4 mm tief. Der Y-Support bleibt dabei fest
geklemmt. Nur max. 0,2 mm Spantiefe je Spandurchgang! Die Kanten werden leicht
gebrochen.
Umgekehrt werden oben in der Mitte die zwei
Nuten eingefräst. Zuerst wird mit einen 2,5-mm-Fingerfräser 1,4 mm tief gefräst
und dann mit einem 4-mm-Fräser noch 0,4 mm tief. Der Y-Support bleibt dabei fest
geklemmt. Nur max. 0,2 mm Spantiefe je Spandurchgang! Die Kanten werden leicht
gebrochen.
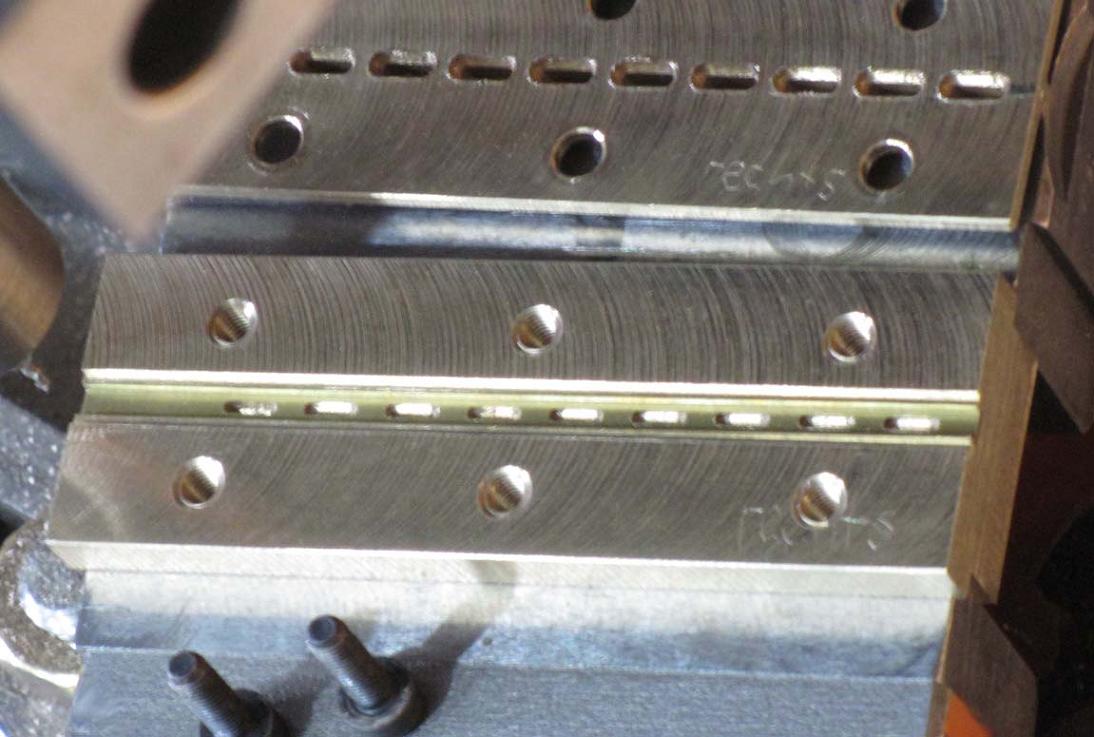
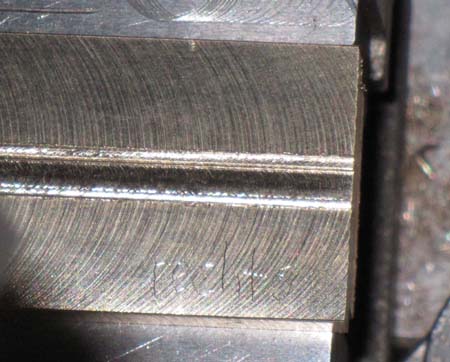 Das Stück muß später immer wieder gleich in
den Schraubstock gespannt werden, deswegen die Markierung "rechts".
Das Stück muß später immer wieder gleich in
den Schraubstock gespannt werden, deswegen die Markierung "rechts".
 Zwei kurze Blechstücke 3,9 mm breit werden
in die 4-mm-Nut gelegt, die...
Zwei kurze Blechstücke 3,9 mm breit werden
in die 4-mm-Nut gelegt, die...
 Klemmplatte eingedrückt und längs
ausgerichtet.
Klemmplatte eingedrückt und längs
ausgerichtet.
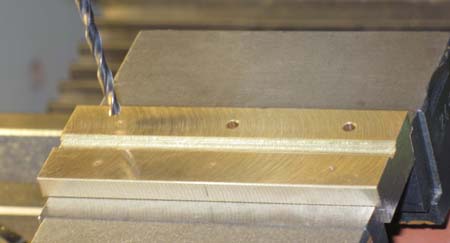
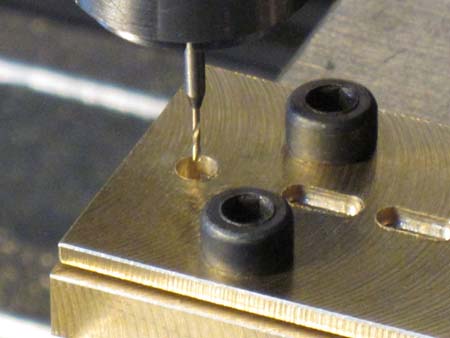
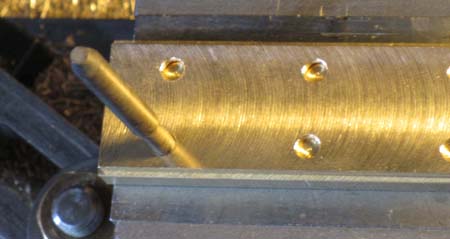 So kann ich die 3,4-mm-Bohrungen mit einem
3,4-mm-Zentrierkörner auf das Unterteil übertragen.
So kann ich die 3,4-mm-Bohrungen mit einem
3,4-mm-Zentrierkörner auf das Unterteil übertragen.
 Nach Wegnahme der Klemmplatte wird 2,4 mm
gebohrt (1 mm vorgebohrt, Koordinatenbohren wie schon bei der Klemmplatte,
gleiche Anfahrwerte!)
Nach Wegnahme der Klemmplatte wird 2,4 mm
gebohrt (1 mm vorgebohrt, Koordinatenbohren wie schon bei der Klemmplatte,
gleiche Anfahrwerte!)
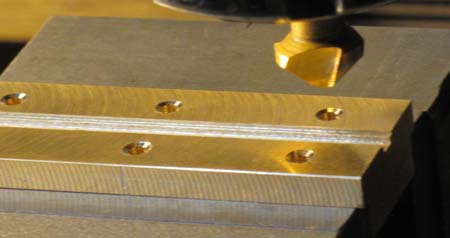 Und die Gewindebohrungen werden senkgebohrt
und die M3-Gewinde geschnitten.
Und die Gewindebohrungen werden senkgebohrt
und die M3-Gewinde geschnitten.
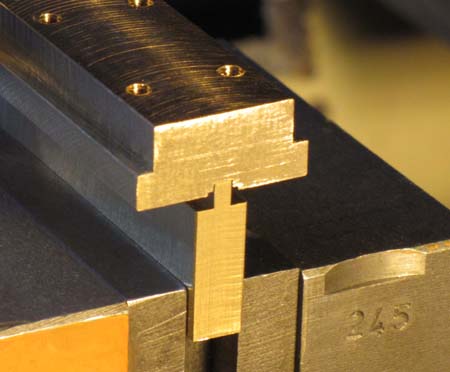 Die Prägeschiene ist ebenfalls 2,1 mm breit
x 3 mm hoch.
Die Prägeschiene ist ebenfalls 2,1 mm breit
x 3 mm hoch.
 An der oberen Kante wird eine Spannfahne
für einen Spannzapfen angefräst.
An der oberen Kante wird eine Spannfahne
für einen Spannzapfen angefräst.
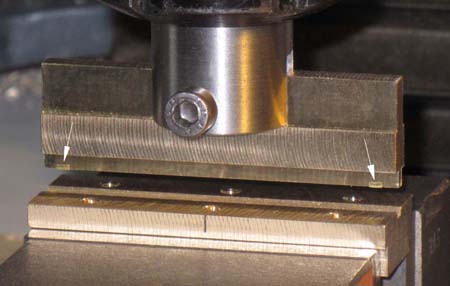 Für das Ausrichten des Unterteils (im
Maschinenschraubstock gespannt) werden wieder zwei kurze Blechstücke eingelegt
und bei geklemmter Pinole die Spanneisen angezogen, das hatten wir schon.
Für das Ausrichten des Unterteils (im
Maschinenschraubstock gespannt) werden wieder zwei kurze Blechstücke eingelegt
und bei geklemmter Pinole die Spanneisen angezogen, das hatten wir schon.
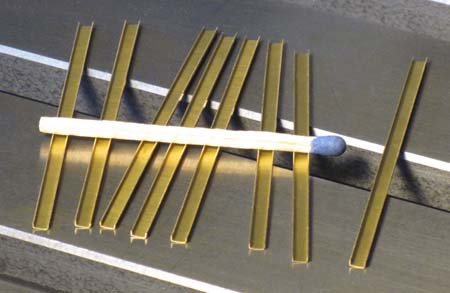 Acht geprägte U-Profile, sechs brauche ich
nur.
Acht geprägte U-Profile, sechs brauche ich
nur.
 Ein Zentrierdorn wird bei
Spannzangenspannung gedreht mit den Durchmessern der Nutbreiten.
Ein Zentrierdorn wird bei
Spannzangenspannung gedreht mit den Durchmessern der Nutbreiten.
 Der Zentrierdorn kommt in das Zangenfutter.
Er sticht leicht in die Prägenut. Der Schraubstock wird mit einem großen
Anschlagwinkel ausgerichtet und so geklemmt. Das klappt nur, wenn man sicher
ist, daß die Schraubstockseite exakt im Winkel zur festen Schraubstockbacke
liegt (bei allen Niederzugschraubstöcken sollte das so sein).
Der Zentrierdorn kommt in das Zangenfutter.
Er sticht leicht in die Prägenut. Der Schraubstock wird mit einem großen
Anschlagwinkel ausgerichtet und so geklemmt. Das klappt nur, wenn man sicher
ist, daß die Schraubstockseite exakt im Winkel zur festen Schraubstockbacke
liegt (bei allen Niederzugschraubstöcken sollte das so sein).
 Ein U-Profil wird eingelegt, längs
ausgerichtet und mit der Klemmplatte festgehalten. Mit einem 2-mm-Fingerfräser
werden die Langloch-Durchbrüche in der Klemmplatte 1 mm tief vorgefräst. Damit
hat der 1-mm-Fräser dann nicht zu viel "zu tun". Danach werden die 1-mm-Nuten
bis unten etwa 0,2 mm tief in das Unterteil nach gleichen Anfahrwerten gefräst,
Tiefe dabei je Spandurchgang nur 0,2 mm!
Ein U-Profil wird eingelegt, längs
ausgerichtet und mit der Klemmplatte festgehalten. Mit einem 2-mm-Fingerfräser
werden die Langloch-Durchbrüche in der Klemmplatte 1 mm tief vorgefräst. Damit
hat der 1-mm-Fräser dann nicht zu viel "zu tun". Danach werden die 1-mm-Nuten
bis unten etwa 0,2 mm tief in das Unterteil nach gleichen Anfahrwerten gefräst,
Tiefe dabei je Spandurchgang nur 0,2 mm!
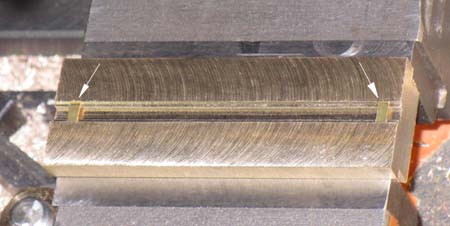
 (Foto anklicken) Wenn man alles richtig gemacht hat, sind
die 1-mm-Langlöcher exakt in der Mitte vom U-Profil.
(Foto anklicken) Wenn man alles richtig gemacht hat, sind
die 1-mm-Langlöcher exakt in der Mitte vom U-Profil.
 Dann noch 0,5-mm-Bohrungen für die oberen
"Aufhängungen" der Treppen.
Dann noch 0,5-mm-Bohrungen für die oberen
"Aufhängungen" der Treppen.
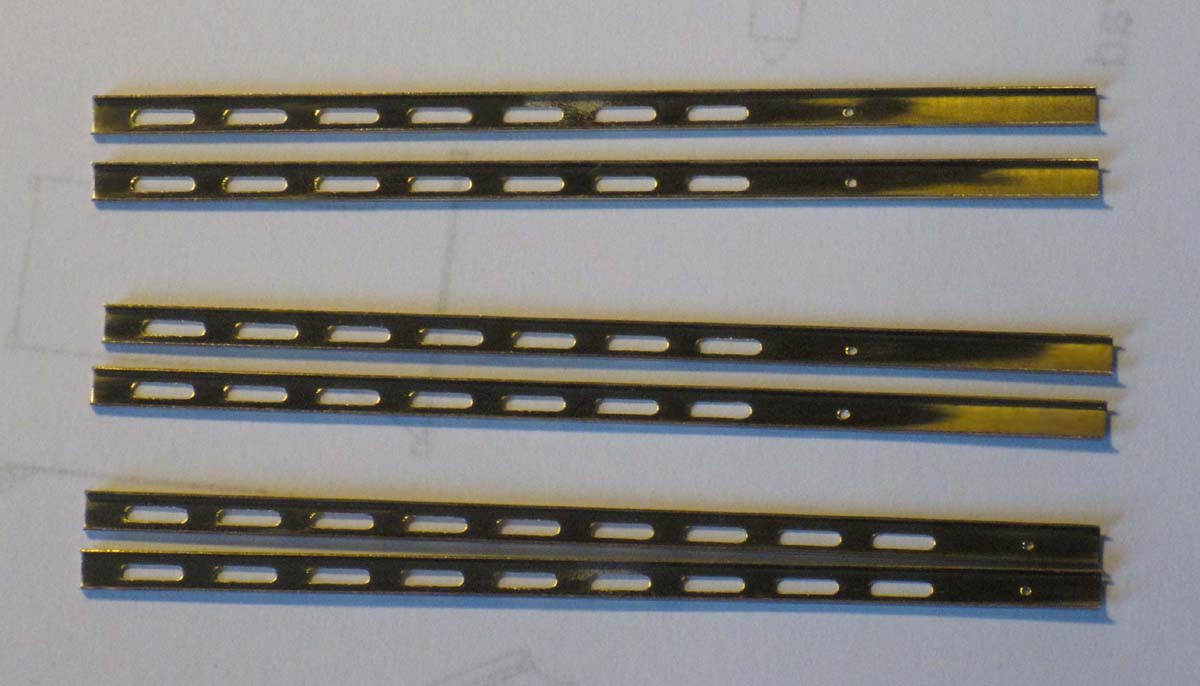
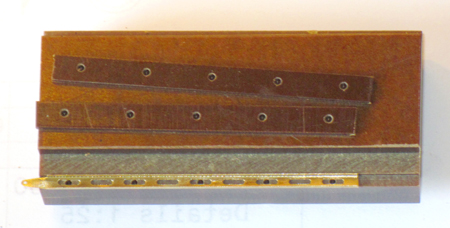
 (Foto anklicken) Das sind die fast fertigen Seitenwangen
für drei Treppen. Es hat heute wieder alles so geklappt, wie ich mir das
vorgestellt hatte.
(Foto anklicken) Das sind die fast fertigen Seitenwangen
für drei Treppen. Es hat heute wieder alles so geklappt, wie ich mir das
vorgestellt hatte.
 Mit einem 0,5-mm-Drahtstück wird ein
Frästeil für das...
Mit einem 0,5-mm-Drahtstück wird ein
Frästeil für das...
 ...Anreißen der oberen Konturen
aufgesteckt.
...Anreißen der oberen Konturen
aufgesteckt.
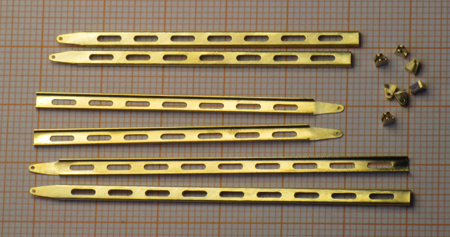 Die leicht konische Kontur habe ich mit
einer Trennscheibe unter Kopflupe angeschliffen. Rechts liegen die
schlagzahngefrästen "Scharnierteile" zur Befestigung der Treppen an den
Deckskanten.
Die leicht konische Kontur habe ich mit
einer Trennscheibe unter Kopflupe angeschliffen. Rechts liegen die
schlagzahngefrästen "Scharnierteile" zur Befestigung der Treppen an den
Deckskanten.
 Sie erhalten untergelötete Platten.
Sie erhalten untergelötete Platten.
 Das werden die Treppenstufen...
Das werden die Treppenstufen...
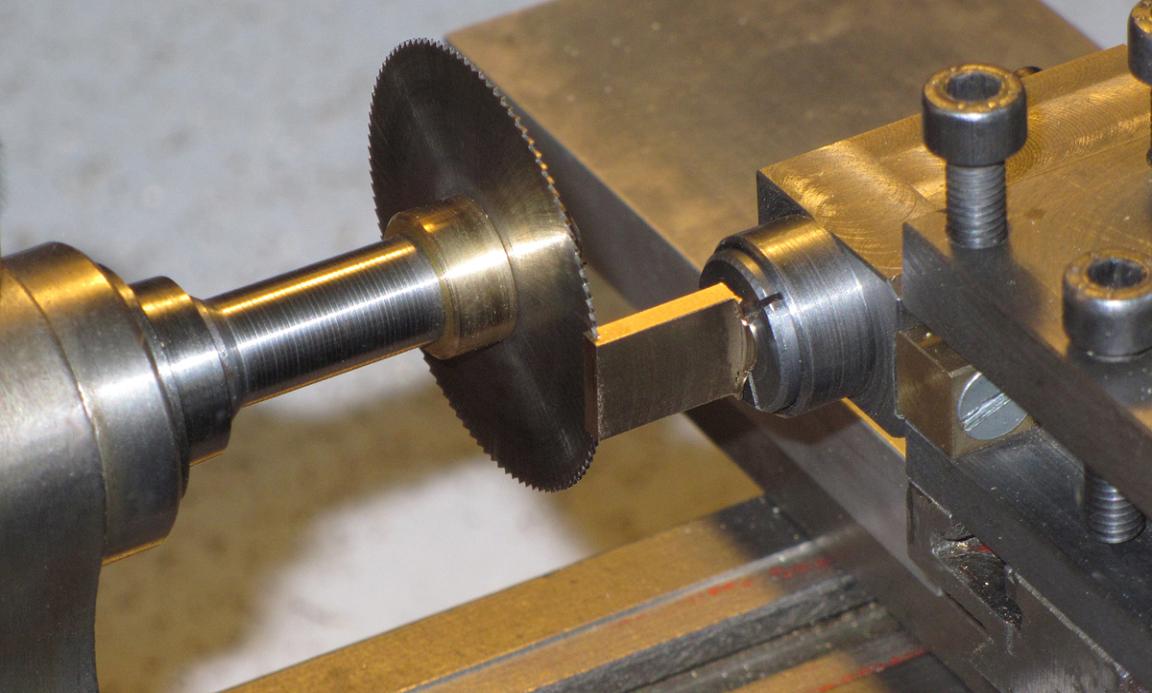
 (Foto anklicken) ...0,45 mm dick abgesägt. (Für das Sägen
der späteren Lötvorrichtung steht mir eine 0,5 mm dicke Metallkreissäge zur
Verfügung!)
(Foto anklicken) ...0,45 mm dick abgesägt. (Für das Sägen
der späteren Lötvorrichtung steht mir eine 0,5 mm dicke Metallkreissäge zur
Verfügung!)
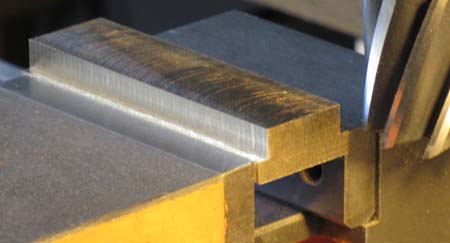
 Die abgesägten Treppenstufen. Daß sie
"massiv" sind, erkennt man später am Modell kaum, denn kaum einer schaut sich
die Stufen von unten an.
Die abgesägten Treppenstufen. Daß sie
"massiv" sind, erkennt man später am Modell kaum, denn kaum einer schaut sich
die Stufen von unten an.
 Die Stufen in der Entgratungstrommel.
Die Stufen in der Entgratungstrommel.
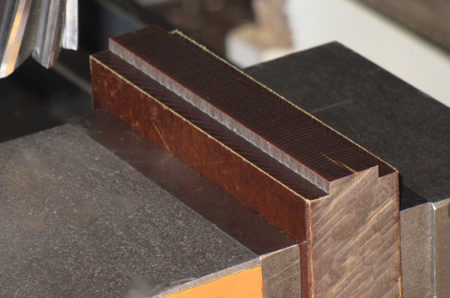
 "Absägen" auf der Fräsmaschine. Eine
Novotex-Platte wird für die Lötvorrichtung getrennt. Der 10-mm-Fingerfräser
steht in der Mitte der 12-mm-Tischnut.
"Absägen" auf der Fräsmaschine. Eine
Novotex-Platte wird für die Lötvorrichtung getrennt. Der 10-mm-Fingerfräser
steht in der Mitte der 12-mm-Tischnut.
 Zwei Stufen für die lichte Weite der
Seitenteile. Das Maß 0,1 mm weniger als die Länge der Stufen!
Zwei Stufen für die lichte Weite der
Seitenteile. Das Maß 0,1 mm weniger als die Länge der Stufen!
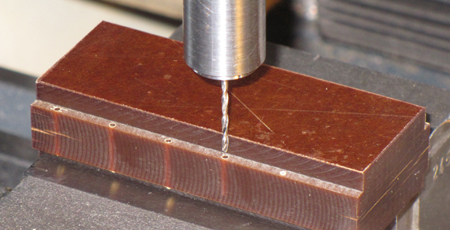 1,2-mm-Bohrungen für M1-Halteschrauben.
1,2-mm-Bohrungen für M1-Halteschrauben.
 Dazu zwei Halteleisten aus
1,5-mm-Novotex-Platten, gleiche Bohrungsabstände.
Dazu zwei Halteleisten aus
1,5-mm-Novotex-Platten, gleiche Bohrungsabstände.
 Vor dem Sägen der Schlitze zum Einstecken
der Stufen muß die Vorrichtung exakt senkrecht ausgerichtet werden.
Vor dem Sägen der Schlitze zum Einstecken
der Stufen muß die Vorrichtung exakt senkrecht ausgerichtet werden.
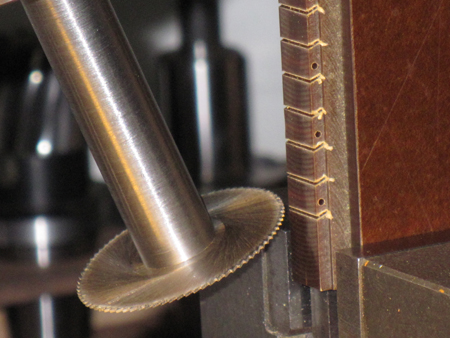 In 3-mm-Abständen werden die 0,5 mm breiten
Schlitze in einem Sägedurchgang gesägt. Die Sägetiefe muß vorher eingestellt
werden, denn man kann durch die Schräglage der Spindel nicht "nachstellen".
In 3-mm-Abständen werden die 0,5 mm breiten
Schlitze in einem Sägedurchgang gesägt. Die Sägetiefe muß vorher eingestellt
werden, denn man kann durch die Schräglage der Spindel nicht "nachstellen".
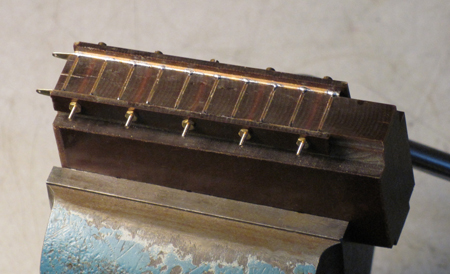
 (Foto anklicken) Nach dem Verputzen der Vorrichtung können
zwei Seitenteile angelegt und mit den Novotex-Streifen und M1-Schrauben/-Muttern
festgehalten werden. Die Stufen sind zuvor eingesteckt. Die kleine Rolle rechts
mit dem Drahtstück bestimmt die richtige Längslage der Seitenteile.
(Foto anklicken) Nach dem Verputzen der Vorrichtung können
zwei Seitenteile angelegt und mit den Novotex-Streifen und M1-Schrauben/-Muttern
festgehalten werden. Die Stufen sind zuvor eingesteckt. Die kleine Rolle rechts
mit dem Drahtstück bestimmt die richtige Längslage der Seitenteile.
 Die Stufen sind eingelötet.
Die Stufen sind eingelötet.
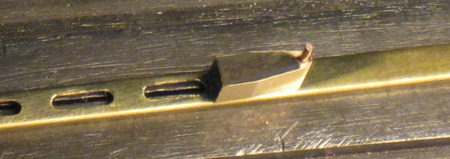
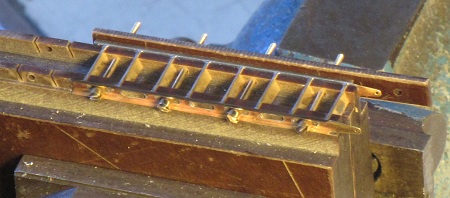
 (Foto anklicken) Hier eine Nahaufnahme davon. Noch in der Vorrichtung
wird überschüssiges Lötzinn mit einem Dreikantschaber weggeschnitzt und
-geschliffen.
(Foto anklicken) Hier eine Nahaufnahme davon. Noch in der Vorrichtung
wird überschüssiges Lötzinn mit einem Dreikantschaber weggeschnitzt und
-geschliffen.
 (Foto
anklicken) Eine fertige Treppe lehnt am Propangasbrenner.
(Foto
anklicken) Eine fertige Treppe lehnt am Propangasbrenner.
 Oben die Scharnierteile.
Oben die Scharnierteile.
 (Foto anklicken) Und so sieht es am Deck aus.
(Foto anklicken) Und so sieht es am Deck aus.
 Die erste Treppe habe ich aus der
Lötvorrichtung sehr schlecht herausbekommen. Deshalb habe ich noch in der Mitte
eine 6 mm breite Nut längs eingefräst. So ließen sich die fertigen Treppen mit
einer Reißnadel gut aushebeln. Hier ist eine Treppe nur mit einer Novotex-Leiste
befestigt, damit ich an der anderen Seite das Lötzinn gut entfernen kann.
Die erste Treppe habe ich aus der
Lötvorrichtung sehr schlecht herausbekommen. Deshalb habe ich noch in der Mitte
eine 6 mm breite Nut längs eingefräst. So ließen sich die fertigen Treppen mit
einer Reißnadel gut aushebeln. Hier ist eine Treppe nur mit einer Novotex-Leiste
befestigt, damit ich an der anderen Seite das Lötzinn gut entfernen kann.
 (Foto anklicken) Hier wurde eine Treppe seitlich an die
Klemmplatte (weiter oben auf der Seite) geschraubt, damit ich die Treppenlichten
(Innenseiten) von Zinn befreien kann.
(Foto anklicken) Hier wurde eine Treppe seitlich an die
Klemmplatte (weiter oben auf der Seite) geschraubt, damit ich die Treppenlichten
(Innenseiten) von Zinn befreien kann.
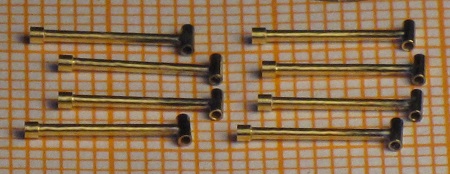 Die Treppengeländer haben an jeder Seite
eine Stütze. Aus je zwei Drehteilen werden sie (im Lötprisma) zusammengelötet.
Die Treppengeländer haben an jeder Seite
eine Stütze. Aus je zwei Drehteilen werden sie (im Lötprisma) zusammengelötet.
 Diese Stützen müssen einen bestimmten
Abstand vom unteren, gerundeten Ende des Handlaufs haben. Das exakte Einkleben
(hier Abstand 18 mm) erfolgte ausgerichtet auf einem Stück Millimeterpapier.
Diese Stützen müssen einen bestimmten
Abstand vom unteren, gerundeten Ende des Handlaufs haben. Das exakte Einkleben
(hier Abstand 18 mm) erfolgte ausgerichtet auf einem Stück Millimeterpapier.
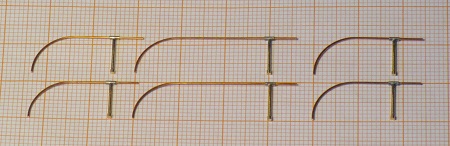 In der Mitte die Handläufe für die längere
Treppe.
In der Mitte die Handläufe für die längere
Treppe.
 Im Lötprisma werden die Geländerstücke
schön genau rechtwinklig an die Treppen-Seitenwangen gelötet. Hier kann man
sicher sein, daß nix auseinanderfällt, denn es gibt reichlich "kalte"
Lötstellen, die das Gebilde zusammenhalten (nur Lötwasserlötung!)
Im Lötprisma werden die Geländerstücke
schön genau rechtwinklig an die Treppen-Seitenwangen gelötet. Hier kann man
sicher sein, daß nix auseinanderfällt, denn es gibt reichlich "kalte"
Lötstellen, die das Gebilde zusammenhalten (nur Lötwasserlötung!)
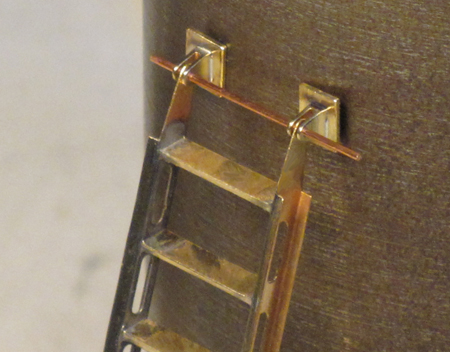
 (Foto anklicken) Die Ösen an den oberen Enden der
Handläufe wurden ebenfalls angelötet.
(Foto anklicken) Die Ösen an den oberen Enden der
Handläufe wurden ebenfalls angelötet.
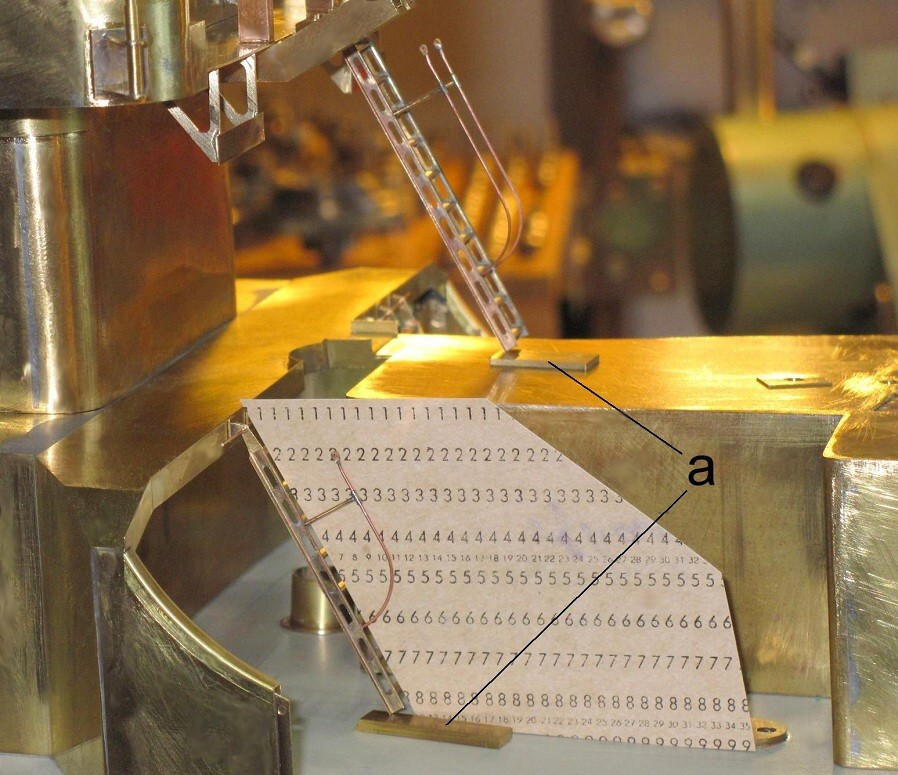
 (Foto anklicken) Die Treppen sind in das Modell
eingehängt. Eine Pappschablone stellt bei allen die richtige Schräglage her.
Untergelegte "Steine" (a) sichern diese Schrägstellungen.
(Foto anklicken) Die Treppen sind in das Modell
eingehängt. Eine Pappschablone stellt bei allen die richtige Schräglage her.
Untergelegte "Steine" (a) sichern diese Schrägstellungen.
 Jetzt müssen Anlageböcke von besonderer
Form hergestellt werden. Zwei Profilstücke werden...
Jetzt müssen Anlageböcke von besonderer
Form hergestellt werden. Zwei Profilstücke werden...
 ...bei Auflage auf einem Stück Novotex
zusammengelötet.
...bei Auflage auf einem Stück Novotex
zusammengelötet.
 Das ergibt ein Prisma mit eigenwilliger
Stirnfläche.
Das ergibt ein Prisma mit eigenwilliger
Stirnfläche.
 Davon abgesägte 0,7 mm breite Scheiben.
Davon abgesägte 0,7 mm breite Scheiben.
 An die Grundplatten mußten diese Scheiben
angeklebt werden. Löten geht hier kaum.
An die Grundplatten mußten diese Scheiben
angeklebt werden. Löten geht hier kaum.
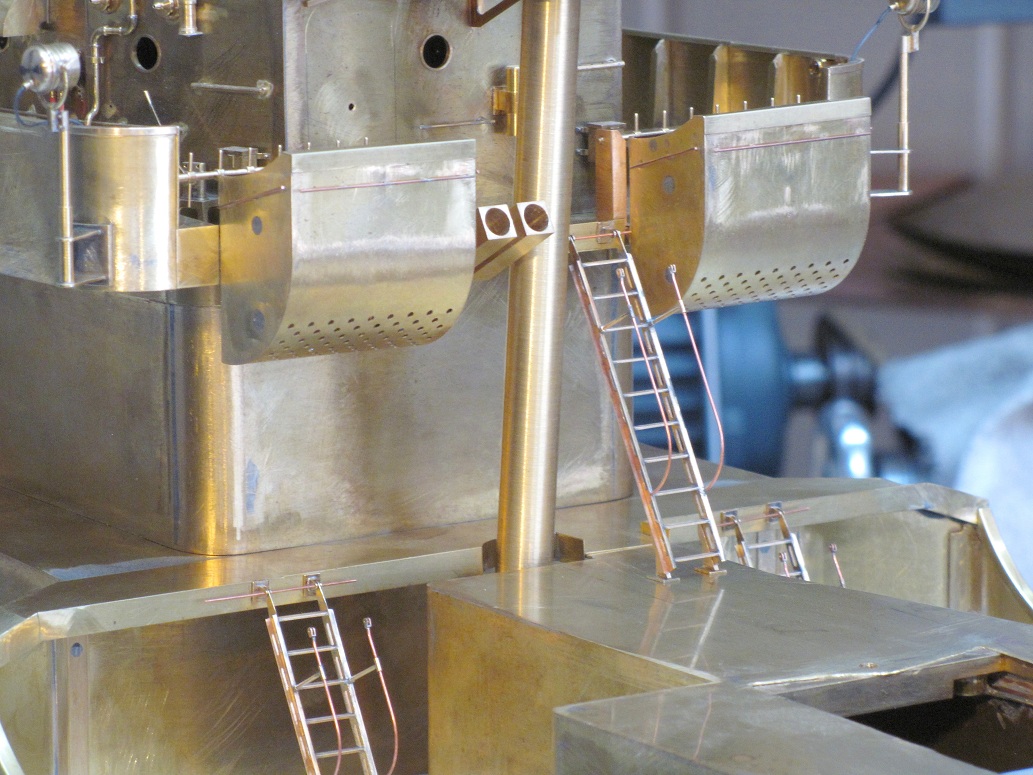
 (Foto anklicken) Erst nachdem diese Anlageböcke an die
Decks angeklebt wurden (Sekundenkleber, 0,3-mm-Drahtzugabe), konnten die
"Steine" weggenommen werden.
(Foto anklicken) Erst nachdem diese Anlageböcke an die
Decks angeklebt wurden (Sekundenkleber, 0,3-mm-Drahtzugabe), konnten die
"Steine" weggenommen werden.
 Eine der Treppen ist ein Stück angehoben.
Eine der Treppen ist ein Stück angehoben.
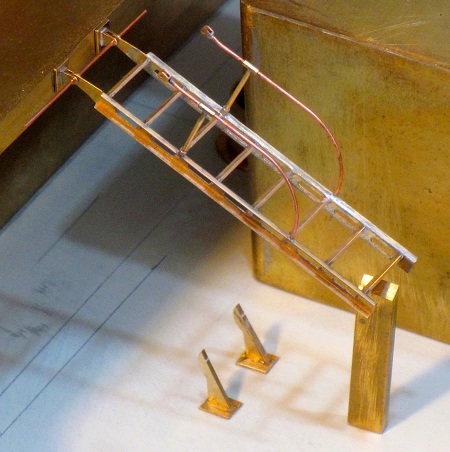
 (Foto anklicken) Die Verbindung von den Ösen an den
Handläufen bis hoch zur Reling stellen später selbstgemachte Micro-Ketten
(Gliedlänge 1 mm, Drahtstärke 0,14 mm) her. Die Ketten zu machen, wird ein
besonderes "Fest".
(Foto anklicken) Die Verbindung von den Ösen an den
Handläufen bis hoch zur Reling stellen später selbstgemachte Micro-Ketten
(Gliedlänge 1 mm, Drahtstärke 0,14 mm) her. Die Ketten zu machen, wird ein
besonderes "Fest".

zurück/back |
home
 (Foto anklicken) Ich beginne mit der Herstellung der
Seitenwangen. Das sind U-Profile mit Langloch-Durchbrüchen. Direkt "von Bord"
habe ich die Maßverhältnisse und die Schräglagen der Decks abgenommen. Danach
habe ich eine Queransicht in doppelter Größe angefertigt (Foto).
(Foto anklicken) Ich beginne mit der Herstellung der
Seitenwangen. Das sind U-Profile mit Langloch-Durchbrüchen. Direkt "von Bord"
habe ich die Maßverhältnisse und die Schräglagen der Decks abgenommen. Danach
habe ich eine Queransicht in doppelter Größe angefertigt (Foto).