Schnellwechsel-Stahlhalter für WABECO D4000
quick-change
toolholder for WABECO D4000 lathe
Neulich hatte ich für meine
"große" Drehmaschine WABECO D4000 einen handelsüblichen
Schnellwechsel-Stahlhalter
 (alle kleinen Fotos durch Anklicken vergrößern) der Größe
aa angeschafft. Die Benutzung dieses Stahlhalters ist leider nicht praktisch.
Ständig fallen Späne dahin, wo man sie nicht brauchen kann, der Halter neigt zum
Kippen. Wenn man den Klemmhebel so kräftig anzieht, wie es sein soll, kann es
passieren, daß der gesamte Grundkörper auf dem Support-Schlitten verdreht wird
und das Wechseln der Einsätze ist eine echte Fummelei - alles nicht das, was ich
mit versprochen hatte... Ich würde ihn nicht wieder kaufen. Mit dem
Schnellwechsel-Stahlhalter eigener Konstruktion nach dem
Schwalbenschwanz-Prinzip, den ich für meine
Uhrmacherdrehmaschine gebaut habe, bin ich voll zufrieden. Daher habe ich
beschlossen, diesen auch für meine WABECO D4000 zu bauen. Bei WILMS-Metallmarkt
( www.wilmsmetall.de
) habe ich die Abschnitte aus Automatenstahl 30 x 30 mm (10 Stück 62 mm lang für
die Einsätze) und 60 x 60 mm (ein Stück 33 mm lang für den Grundkörper)
bestellt.
(alle kleinen Fotos durch Anklicken vergrößern) der Größe
aa angeschafft. Die Benutzung dieses Stahlhalters ist leider nicht praktisch.
Ständig fallen Späne dahin, wo man sie nicht brauchen kann, der Halter neigt zum
Kippen. Wenn man den Klemmhebel so kräftig anzieht, wie es sein soll, kann es
passieren, daß der gesamte Grundkörper auf dem Support-Schlitten verdreht wird
und das Wechseln der Einsätze ist eine echte Fummelei - alles nicht das, was ich
mit versprochen hatte... Ich würde ihn nicht wieder kaufen. Mit dem
Schnellwechsel-Stahlhalter eigener Konstruktion nach dem
Schwalbenschwanz-Prinzip, den ich für meine
Uhrmacherdrehmaschine gebaut habe, bin ich voll zufrieden. Daher habe ich
beschlossen, diesen auch für meine WABECO D4000 zu bauen. Bei WILMS-Metallmarkt
( www.wilmsmetall.de
) habe ich die Abschnitte aus Automatenstahl 30 x 30 mm (10 Stück 62 mm lang für
die Einsätze) und 60 x 60 mm (ein Stück 33 mm lang für den Grundkörper)
bestellt.
 Im Vierbackenfutter habe ich den
Grundkörper auf 32 mm Höhe (rechts) und alle Einsätze auf 60 mm Länge
plangedreht. Eigentlich ist dieses 60er-Maß ein unwesentliches Freimaß. Weil ich
aber beim folgenden Fräsen der Schwalbenschwanz-Konturen "auf Umschlag" und mit
Schraubstock-Anschlag arbeiten wollte, damit alle Schwalbenschwänze möglichst
auf 1/100 mm genau die gleiche Breite haben, habe ich alle 60er-Maße an den 10
Teilen sehr genau plangedreht! An der Unterseite erhielt der Grundkörper im
Zentrum eine etwa 0,2 mm tiefe Freidrehung (Freistich). Das hat den Sinn, daß
dieses Teil sicher, satt und "unverkippelt" auf der geschliffenen Fläche vom
Obersupport aufliegt.
Im Vierbackenfutter habe ich den
Grundkörper auf 32 mm Höhe (rechts) und alle Einsätze auf 60 mm Länge
plangedreht. Eigentlich ist dieses 60er-Maß ein unwesentliches Freimaß. Weil ich
aber beim folgenden Fräsen der Schwalbenschwanz-Konturen "auf Umschlag" und mit
Schraubstock-Anschlag arbeiten wollte, damit alle Schwalbenschwänze möglichst
auf 1/100 mm genau die gleiche Breite haben, habe ich alle 60er-Maße an den 10
Teilen sehr genau plangedreht! An der Unterseite erhielt der Grundkörper im
Zentrum eine etwa 0,2 mm tiefe Freidrehung (Freistich). Das hat den Sinn, daß
dieses Teil sicher, satt und "unverkippelt" auf der geschliffenen Fläche vom
Obersupport aufliegt.
 Links im Bild sieht man den
Finger-Schraubstock-Anschlag, gegen den alle Werkstücke bei den folgenden
Arbeitsgängen gestützt werden. Es sind schon die Stufen für die
Schwalbenschwanz-Kontur vorgefräst (Schruppfräser). Die Übergänge zu den
Schwalbenschwanz-Schrägen wollte ich gerundet haben (höhere Starrheit!), deshalb
wurde schon zentriergebohrt und eben wird 4,7 mm gebohrt, immer "auf Umschlag".
Die Teile sind also vollkommen symmetrisch.
Links im Bild sieht man den
Finger-Schraubstock-Anschlag, gegen den alle Werkstücke bei den folgenden
Arbeitsgängen gestützt werden. Es sind schon die Stufen für die
Schwalbenschwanz-Kontur vorgefräst (Schruppfräser). Die Übergänge zu den
Schwalbenschwanz-Schrägen wollte ich gerundet haben (höhere Starrheit!), deshalb
wurde schon zentriergebohrt und eben wird 4,7 mm gebohrt, immer "auf Umschlag".
Die Teile sind also vollkommen symmetrisch.
 Diese Bohrungen werden 5H7 aufgerieben
(bessere Flächen als nur gebohrt).
Diese Bohrungen werden 5H7 aufgerieben
(bessere Flächen als nur gebohrt).
 Fasen der oberen Kanten etwa 1,5 mm breit
mit einem 90°-Senker.
Fasen der oberen Kanten etwa 1,5 mm breit
mit einem 90°-Senker.
 Vorfräsen der Schwalbenschwanz-Schrägen,
etwa 0,1 bis 0,2 mm Aufmaß belassen.
Vorfräsen der Schwalbenschwanz-Schrägen,
etwa 0,1 bis 0,2 mm Aufmaß belassen.
 Fräsen vom Rest bis runter zum Grund.
Fräsen vom Rest bis runter zum Grund.
 Fräsen der Freinut für den Finger der
Höhen-Stellschraube.
Fräsen der Freinut für den Finger der
Höhen-Stellschraube.
 Zentrierbohren/Bohren für das Kernloch
für das Feingewinde M6x0,5 (Normalgewinde M6 geht auch). Ich habe das
Feingewinde gewählt, weil man damit die Höheneinstellung feinfühliger vornehmen
kann.
Zentrierbohren/Bohren für das Kernloch
für das Feingewinde M6x0,5 (Normalgewinde M6 geht auch). Ich habe das
Feingewinde gewählt, weil man damit die Höheneinstellung feinfühliger vornehmen
kann.
 Anschneiden der ersten Gänge mit dem
Vorschneider M6x0,5 auf der Maschine. Der Fertigschneider kann anschließend "von
Hand" eingedreht werden. Öl nicht vergessen, auch bei Automatenstahl.
Anschneiden der ersten Gänge mit dem
Vorschneider M6x0,5 auf der Maschine. Der Fertigschneider kann anschließend "von
Hand" eingedreht werden. Öl nicht vergessen, auch bei Automatenstahl.
 Fräsen der Nut für die Drehstahlaufnahme.
Fräsen der Nut für die Drehstahlaufnahme.
 Überschlichten der gesamten oberen Fläche
mit dem Schwalbenschwanzfräser nur etwa 0,1 mm dick als "Startfläche" (Nullung
vom Höhensupport/Digital-Meßleiste). Sehr langsamer Vorschub für eine gute
Fläche.
Überschlichten der gesamten oberen Fläche
mit dem Schwalbenschwanzfräser nur etwa 0,1 mm dick als "Startfläche" (Nullung
vom Höhensupport/Digital-Meßleiste). Sehr langsamer Vorschub für eine gute
Fläche.
 Dann wird der Fräser exakt 8,5 mm
herabgesenkt (Digital-Meßleiste) und die Schrägen werden per Gleichlauffräsen
(beste Flächen) fertiggefräst, beide Seiten stets auf 1/100 genau auf die
gleichen (notierten!) X-Support-Skalenwerte. Nur so erreicht man, daß alle 10
Schwalbenschwänze die gleichen Breiten haben.
Dann wird der Fräser exakt 8,5 mm
herabgesenkt (Digital-Meßleiste) und die Schrägen werden per Gleichlauffräsen
(beste Flächen) fertiggefräst, beide Seiten stets auf 1/100 genau auf die
gleichen (notierten!) X-Support-Skalenwerte. Nur so erreicht man, daß alle 10
Schwalbenschwänze die gleichen Breiten haben.
 Wenn man unsicher ist, kann man die
"Breite" eines Schwalbenschwanzes auf diese Art mit zwei 10-mm-Zylinderstiften
messen. Ich habe es nicht getan, weil ich mir vollkommen sicher war, die
richtigen Werte "anzufahren". Der Wert der Breiten ist unwichtig, wichtig ist,
daß alle gleich breit sind.
Wenn man unsicher ist, kann man die
"Breite" eines Schwalbenschwanzes auf diese Art mit zwei 10-mm-Zylinderstiften
messen. Ich habe es nicht getan, weil ich mir vollkommen sicher war, die
richtigen Werte "anzufahren". Der Wert der Breiten ist unwichtig, wichtig ist,
daß alle gleich breit sind.
 So sauber dürfen die Schrägen sein. Die
Exaktheit und Maßhaltigkeit dieser Flächen sind entscheidend für die
Wiederholgenauigkeit beim Stahlwechsel! Übrigens bleiben alle bedeutungslosen
Außenflächen des Vierkantmaterials unbearbeitet. Bei dem stranggezogenen
Automatenstahl sind die Außenflächen ja ohnehin relativ glatt. Er wäre
verschenkte Zeit und Energie, hier noch zu "bearbeiten".
So sauber dürfen die Schrägen sein. Die
Exaktheit und Maßhaltigkeit dieser Flächen sind entscheidend für die
Wiederholgenauigkeit beim Stahlwechsel! Übrigens bleiben alle bedeutungslosen
Außenflächen des Vierkantmaterials unbearbeitet. Bei dem stranggezogenen
Automatenstahl sind die Außenflächen ja ohnehin relativ glatt. Er wäre
verschenkte Zeit und Energie, hier noch zu "bearbeiten".
 Per Koordinaten-Bohren werden die
Kernlöcher für die M5-Klemmschrauben gebohrt. Im Bild Zentrierbohren.
Per Koordinaten-Bohren werden die
Kernlöcher für die M5-Klemmschrauben gebohrt. Im Bild Zentrierbohren.
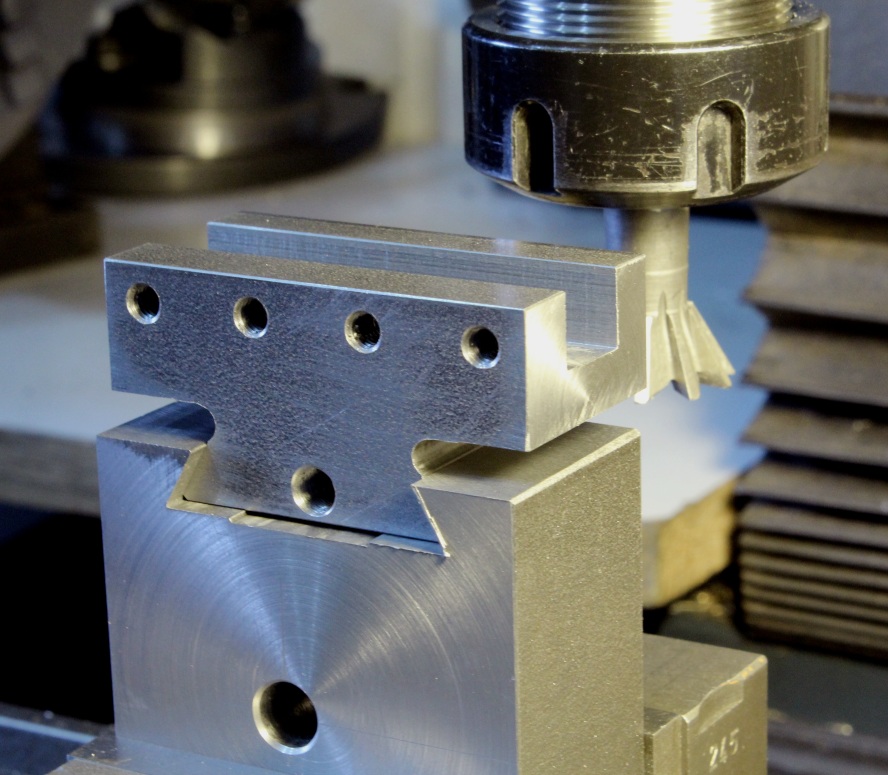
 Die Schwalbenschwanz-Kontur im
Grundkörper wird vorgefräst (Schruppfräser). Die etwas außer Mitte sitzende
Mittenbohrung 8H7 ist schon da.
Die Schwalbenschwanz-Kontur im
Grundkörper wird vorgefräst (Schruppfräser). Die etwas außer Mitte sitzende
Mittenbohrung 8H7 ist schon da.
 Auch hier werden zuerst die oberen
Flächen leicht überstirnt. Zum Fräsen der Schrägen wird der 60°-Fräser 8 mm
herabgesenkt (bei den Gegenstücken waren es 8,5 mm!) Die linke Seite wird eben
gefräst. Es muß der gleiche Schwalbenschwanz-Fräser verwendet werden.
Auch hier werden zuerst die oberen
Flächen leicht überstirnt. Zum Fräsen der Schrägen wird der 60°-Fräser 8 mm
herabgesenkt (bei den Gegenstücken waren es 8,5 mm!) Die linke Seite wird eben
gefräst. Es muß der gleiche Schwalbenschwanz-Fräser verwendet werden.
 Die andere Seite wird zum Schluß nur noch mit mehreren 0,05-mm-Zustellungen
fertiggefräst, weil einer der 10 Einsätze (alle sind gleich breit!) gerade so,
ohne zu viel "Luft", eingesteckt werden darf.
Die andere Seite wird zum Schluß nur noch mit mehreren 0,05-mm-Zustellungen
fertiggefräst, weil einer der 10 Einsätze (alle sind gleich breit!) gerade so,
ohne zu viel "Luft", eingesteckt werden darf.
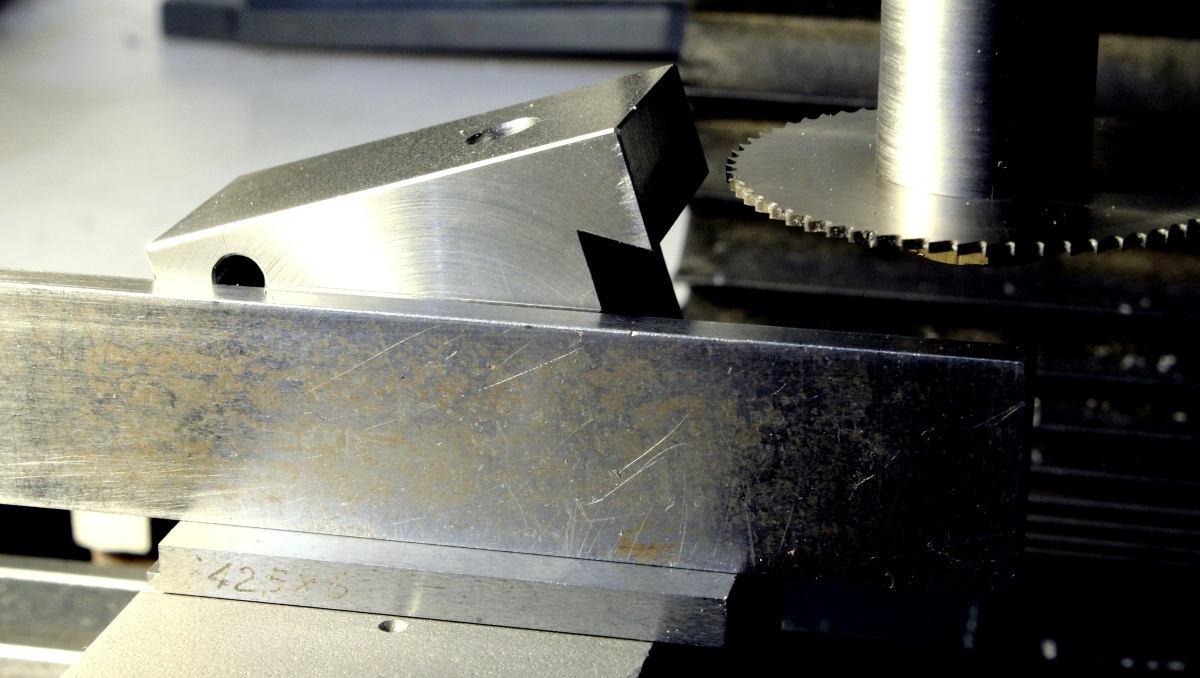
 Die 6-mm-Bohrung für den Gelenkbolzen (rechts-vorn)
ist vorhanden und die 8,5-mm-Querbohrung (in "halber Höhe") für die
Klemmschraube (M8x1-Feingewinde). Etwas schräg sieht man den Anriß für das
anschließende Sägen.
Die 6-mm-Bohrung für den Gelenkbolzen (rechts-vorn)
ist vorhanden und die 8,5-mm-Querbohrung (in "halber Höhe") für die
Klemmschraube (M8x1-Feingewinde). Etwas schräg sieht man den Anriß für das
anschließende Sägen.
 Mit zwei Parallelbeilagen habe ich diesen Riß waagerecht im Schraubstock
ausgerichtet...
Mit zwei Parallelbeilagen habe ich diesen Riß waagerecht im Schraubstock
ausgerichtet...
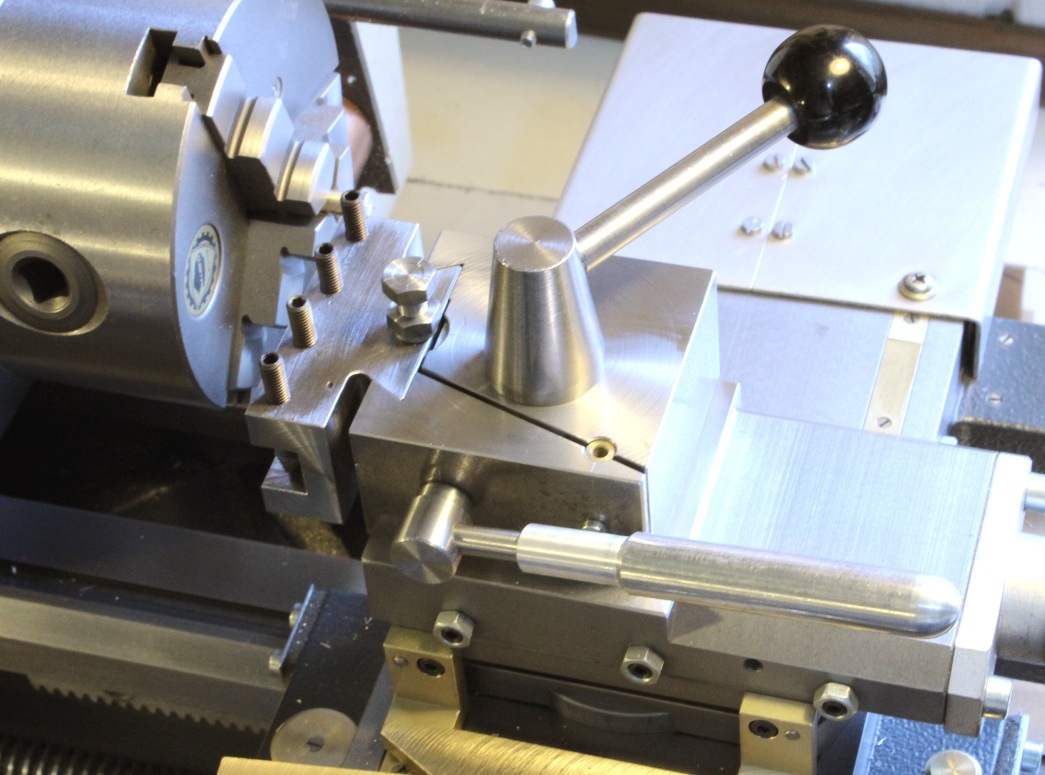
 ...und das Teil von zwei Seiten her
abgetrennt.
...und das Teil von zwei Seiten her
abgetrennt.
 Sieht dann so aus.
Sieht dann so aus.
 Mit einem eingesteckten Bohrerschaft 8,5
mm habe ich das Teil im Vierbackenfutter "auf Rundlauf gebracht" und auf den
Durchmesser (plus 0,3 mm) der Spreizfeder ausgedreht.
Mit einem eingesteckten Bohrerschaft 8,5
mm habe ich das Teil im Vierbackenfutter "auf Rundlauf gebracht" und auf den
Durchmesser (plus 0,3 mm) der Spreizfeder ausgedreht.
 Das Gleiche mit dem anderen Teil.
Das Gleiche mit dem anderen Teil.
 Den 6-mm-Gelenkbolzen habe ich aus einem
Stück 6-mm-Ms-Rohr hergestellt und mit einer M3-Schraube "unverlierbar" gemacht.
Auf dem Foto sieht man auch den Freistich im Zentrum des Grundkörpers gut.
Den 6-mm-Gelenkbolzen habe ich aus einem
Stück 6-mm-Ms-Rohr hergestellt und mit einer M3-Schraube "unverlierbar" gemacht.
Auf dem Foto sieht man auch den Freistich im Zentrum des Grundkörpers gut.
 Das sind die 10 Justierschrauben mit den zugehörigen Kontermuttern. Die
Schraubenköpfe haben eine aufgestoßene 5er-Teilung. Je Verstellung um einen
Strich hebt oder senkt sich der Stahlhalter bei 0,5-mm-Steigung um 0,1 mm! Die
unteren Enden der Schrauben sind leicht ballig. Tolle Sache am Nil, drei
Kapellen unter Wasser...
Das sind die 10 Justierschrauben mit den zugehörigen Kontermuttern. Die
Schraubenköpfe haben eine aufgestoßene 5er-Teilung. Je Verstellung um einen
Strich hebt oder senkt sich der Stahlhalter bei 0,5-mm-Steigung um 0,1 mm! Die
unteren Enden der Schrauben sind leicht ballig. Tolle Sache am Nil, drei
Kapellen unter Wasser...
 So sieht der fertige Wechsel-Stahlhalter aus. Selbstverständlich muß man bei
jedem Einsatz-Wechsel die Schwalbenschwanz-Flächen sehr sauber machen (Spänepinsel,
Staubsauger). Der Spalt von etwa 5 mm zwischen Wechselhalter und Grundkörper ist
dazu vorgesehen, daß man den gesamten Stahlhalter auf dem Obersupport noch einen
geringen Betrag verdrehen kann. Das ist z.B. für eine leichte Änderung des
Freiwinkels eines Seitendrehstahls zu einer Planfläche am Werkstück nötig. Auch
die Freiwinkel eines Abstechstahls kann man so noch korrigieren.
So sieht der fertige Wechsel-Stahlhalter aus. Selbstverständlich muß man bei
jedem Einsatz-Wechsel die Schwalbenschwanz-Flächen sehr sauber machen (Spänepinsel,
Staubsauger). Der Spalt von etwa 5 mm zwischen Wechselhalter und Grundkörper ist
dazu vorgesehen, daß man den gesamten Stahlhalter auf dem Obersupport noch einen
geringen Betrag verdrehen kann. Das ist z.B. für eine leichte Änderung des
Freiwinkels eines Seitendrehstahls zu einer Planfläche am Werkstück nötig. Auch
die Freiwinkel eines Abstechstahls kann man so noch korrigieren.
 Fünf der 10 Wechseleinsätze mit den vorerst gebräuchlichsten Drehstählen, von
links nach rechts: rechter Seitendrehstahl mit 0° Spanwinkel für
Messingbearbeitung, Abstechstahl, Eckbohrstahl, rechter Seitendrehstahl für
Stahlbearbeitung, 45°-Fasenstechstahl. Links ist ein Messing-Einsatz für die
Uhrmacherdrehmaschine als Größenvergleich mit fotografiert.
Fünf der 10 Wechseleinsätze mit den vorerst gebräuchlichsten Drehstählen, von
links nach rechts: rechter Seitendrehstahl mit 0° Spanwinkel für
Messingbearbeitung, Abstechstahl, Eckbohrstahl, rechter Seitendrehstahl für
Stahlbearbeitung, 45°-Fasenstechstahl. Links ist ein Messing-Einsatz für die
Uhrmacherdrehmaschine als Größenvergleich mit fotografiert.
 Die Schneidenhöhe läßt sich nun so exakt
einrichten, daß es kein Problem ist, einen 0,2-mm-Zapfen zu drehen - auf der
WABECO!
Die Schneidenhöhe läßt sich nun so exakt
einrichten, daß es kein Problem ist, einen 0,2-mm-Zapfen zu drehen - auf der
WABECO!
 Ein Plandrehversuch an einem Stück Alu.
Ein Plandrehversuch an einem Stück Alu.
Falls ich demnächst einmal
die Zeit finde, werde ich anständige Zeichnungen anfertigen, damit ich eine
Bauanleitung in der von anderem Zubehör
gewohnten Form "auf den Markt" bringen kann. Findige Hobbyisten werden das
"Ding" jedoch schon ohne Zeichnungen, nur nach den hier vorgestellten Fotos,
bauen können. So "kriminell" ist die Konstruktion ja nicht und worauf es
besonders ankommt, habe ich ja deutlich gesagt...

zurück/back
|
home
 (alle kleinen Fotos durch Anklicken vergrößern) der Größe
aa angeschafft. Die Benutzung dieses Stahlhalters ist leider nicht praktisch.
Ständig fallen Späne dahin, wo man sie nicht brauchen kann, der Halter neigt zum
Kippen. Wenn man den Klemmhebel so kräftig anzieht, wie es sein soll, kann es
passieren, daß der gesamte Grundkörper auf dem Support-Schlitten verdreht wird
und das Wechseln der Einsätze ist eine echte Fummelei - alles nicht das, was ich
mit versprochen hatte... Ich würde ihn nicht wieder kaufen. Mit dem
Schnellwechsel-Stahlhalter eigener Konstruktion nach dem
Schwalbenschwanz-Prinzip, den ich für meine
Uhrmacherdrehmaschine gebaut habe, bin ich voll zufrieden. Daher habe ich
beschlossen, diesen auch für meine WABECO D4000 zu bauen. Bei WILMS-Metallmarkt
( www.wilmsmetall.de
) habe ich die Abschnitte aus Automatenstahl 30 x 30 mm (10 Stück 62 mm lang für
die Einsätze) und 60 x 60 mm (ein Stück 33 mm lang für den Grundkörper)
bestellt.
(alle kleinen Fotos durch Anklicken vergrößern) der Größe
aa angeschafft. Die Benutzung dieses Stahlhalters ist leider nicht praktisch.
Ständig fallen Späne dahin, wo man sie nicht brauchen kann, der Halter neigt zum
Kippen. Wenn man den Klemmhebel so kräftig anzieht, wie es sein soll, kann es
passieren, daß der gesamte Grundkörper auf dem Support-Schlitten verdreht wird
und das Wechseln der Einsätze ist eine echte Fummelei - alles nicht das, was ich
mit versprochen hatte... Ich würde ihn nicht wieder kaufen. Mit dem
Schnellwechsel-Stahlhalter eigener Konstruktion nach dem
Schwalbenschwanz-Prinzip, den ich für meine
Uhrmacherdrehmaschine gebaut habe, bin ich voll zufrieden. Daher habe ich
beschlossen, diesen auch für meine WABECO D4000 zu bauen. Bei WILMS-Metallmarkt
( www.wilmsmetall.de
) habe ich die Abschnitte aus Automatenstahl 30 x 30 mm (10 Stück 62 mm lang für
die Einsätze) und 60 x 60 mm (ein Stück 33 mm lang für den Grundkörper)
bestellt.