
Drehstuhl von Limbach-Oberfrohna
watchmakers lathe (DDR-production)
In Limbach-Oberfrohna wurden für den DDR-Bedarf sehr gute Uhrmacherdrehstühle mit allem Zubehör gebaut. Heute bin ich glücklicher Besitzer auch einer solchen Maschine:
Englischer Text
Ein junger Mensch muß auch mal Glück haben. Da baue ich in einer Rekordzeit von nur drei Monaten einen kompletten Uhrmacherdrehstuhl mit allen drum und dran (Foto 1), schreibe darüber ein vielbeachtetes Büchlein, damit es möglichst viele Hobbyisten wissen („Kleindrehmaschine im Eigenbau“, VTH-Bestell-Nr.: 3102152 oder ISBN 3-88180-752-7) und dann rede ich nach Jahrzehnten mit einer ehemaligen, guten Arbeitskollegin am Telefon. Fast nebenher sagt sie mir dabei, daß sie zuhause im Keller (!) einen Uhrmacherdrehstuhl aus unserem ehemaligen Betrieb in der DDR zu stehen hat – sogar mit allem Zubehör, keiner wollte ihn bei der Auflösung des DDR-Betriebes haben. Mit einer Maschine muß man ja arbeiten und wer macht das schon freiwillig, außer uns Heimwerkern und Modellbauern? Da hat sie ihn halt an sich genommen. „Willst du den haben? Ich brauche ihn nicht wirklich.“ „Wenn du ihn wegwirfst, sage mir rechtzeitig, wohin!“
 Foto 1
Foto 1
14 Tage später hatte ich ihn und damit ein Problem: ich hatte nun den Boley-Drehstuhl, meine Eigenbau-Maschine und den geschenkten Drehstuhl von Limbach-Oberfrohna (Foto 2 / Fa. Andrä und Zwingenberger), also mindestens einer zuviel. Die beiden anderen nutze ich nun fast täglich im Wechsel, je nach dem, was gerade „anliegt“ und welcher mir geeigneter erscheint, denn beide tun ihr Werk sehr gut.
 Foto 2
Foto 2
Wer mich kennt (das werden täglich mehr!), wird wissen, daß ich diese Maschine nicht einfach so übernommen habe. Was mich während meiner 14-jährigen Berufstätigkeit als Feinmechaniker stets an dieser Maschine „genervt“ hat, habe ich als erstes abgestellt: Ich habe den Kreuzsupport völlig umgebaut und verbessert. Beide Supportspindeln wurden von der unsinnigen 0,4-mm-Steigung in Spindeln mit 0,5-mm-Steigung geändert. Dazu mußten bei den Support-Grundkörpern nur die alten Innengewinde ausgebohrt, Messingbuchsen eingesetzt und diese mit den neuen Gewinden versehen werden. Bei dieser Gelegenheit habe ich auch gleichzeitig den Obersupport vom Handhebel-Kreuzsupport (ich sagte, die Maschine hat alles Zubehör!) auf den normalen Kurbel-Kreuzsupport aufgebaut. Der ursprüngliche Obersupport vom Kurbel-Kreuzsupport ist verkehrt herum konzipiert (Foto 3), sodaß die Schwalbenschwanz-Führungen schutzlos frei liegen. Für mein Verständnis nicht nur ungünstig, sondern eine glatte Fehlkonstruktion, wenn man an feinste Stahlspäne denkt. Die Spindel liegt bei dieser Variante neben dem Schwalbenschwanzprisma nach vorn versetzt, damit die kleine Kurbel im Fall des Falles mehr „Freiheit“ zum Reitstock hat. Wer nicht, wie ich, den Obersupport eines Handhebel-Kreuzsupports für den Umbau verwenden kann, kürzt den Schwalbenschwanz-Grundkörper entsprechend, fertigt dazu einen langen Schlitten mit Schiebeplatte, Stahlhalterklaue und Einstell-Leiste und legt die Spindel, wie allgemein üblich, genau in die Mitte des Schwalbenschwanz-Prismas. Die Kurbel rückt damit etwas näher an den Reitstock heran. Doch dieser ist ohnehin immer von der Maschine abgenommen, wenn gedreht wird!
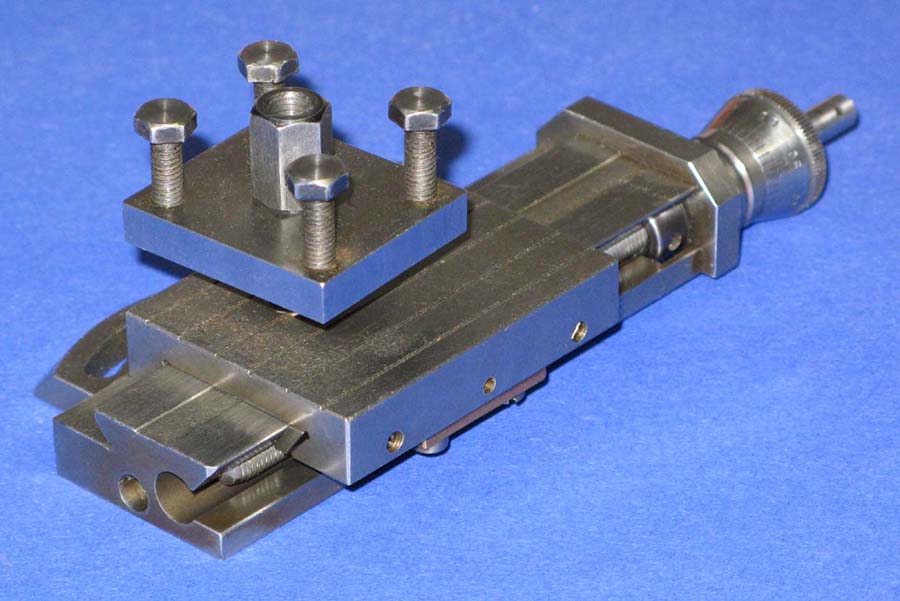 Foto 3
Foto 3
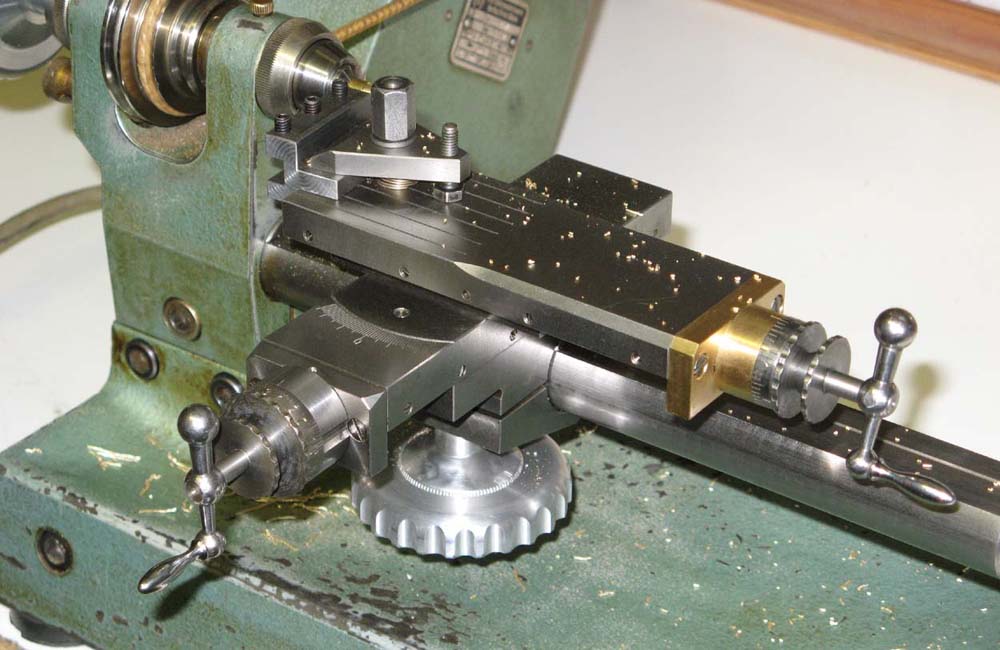 Foto 4
Foto 4
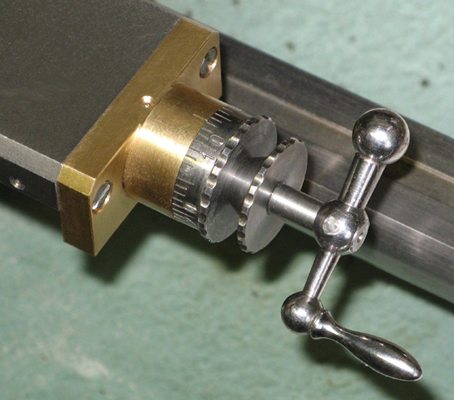 Foto 8
Foto 8
Wie der neue Kurbel-Kreuzsupport nach dem Umbau aussieht, zeigt das Foto 4. Die Schiebeplatte muß keinesfalls aus Stahl sein. Ich habe sie aus „gemeinem“ Automatenmessing gemacht. Der Grundkörper ist ein Drehteil, das anschließend entsprechend vierkantig zurechtgefräst wird. Foto 8 zeigt das umgebaute Kurbelende vom Obersupport. Die flache Senkung oben in der Mitte ist die Einfüllöffnung für das Öl. Die ursprünglichen Kurbeln habe ich natürlich wieder verwendet. Die kleinere Scheibe mit den angefrästen Rändeln ist die Kontermutter für das Klemmen des Skalenrings. Auch beide Skalenringe habe ich bei dieser Gelegenheit deutlich vergrößert: den vom Obersupport auf 20 mm Durchmesser und den vom Quersupport auf 24 mm Durchmesser (ursprünglich beide nur Ø 14 / vgl. Foto 3). Das gibt eine bessere Zustellgenauigkeit. Beim Obersupport beträgt der Wert von Strich zu Strich, gut ablesbar, 1/100 mm (50er-Teilung). Und auch mit der Skala vom Quersupport kann ich nun in 1/100-mm-Schritten deutliche Durchmessermaße einstellen (Teilung 100)! Die Alu-Handräder der Anzugsrohre und weitere, oft benutzte Handschrauben habe ich mit aufgeklebten (2-K-Kleber), größeren Alu-Rädern griffgünstiger gemacht. Beim Foto 2 sind noch die kleinen Handräder zu sehen. Wie die Maschine mit den größeren Handrädern heute aussieht, zeigt das Foto 7. Dabei ist auf richtig guten Rundlauf eigentlich nur beim Handrad vom Anzugsrohr der Arbeitsspindel zu achten. Den großen Ring vom Handrad der Reitstock-Klemmung habe ich nachträglich zur Hälfte wieder weggefräst, weil dieses Handrad vorzeitig am Handrad der Support-Klemmung anstieß. Letzteres hat unten eine flache Planfläche. Damit steht der Kreuzsupport schön auf der Werkbank, wenn man ihn von der Maschine nimmt. Wie man all diese Arbeiten richtig ausführt, damit man am Ende auch Freude mit der Maschine hat, habe ich in meinen vier Bänden „Drehen für Modellbauer“ und „Fräsen für Modellbauer“ ausführlich beschrieben. Ich möchte es hier nicht wiederholen.
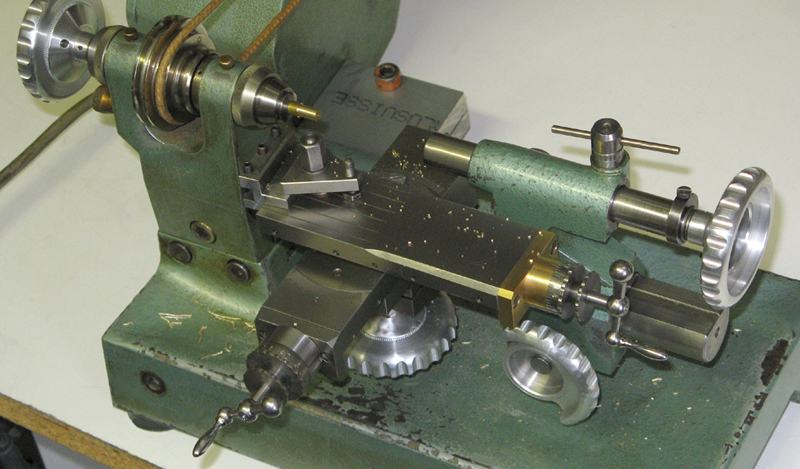 Foto 7
Foto 7
Damit auch der Skalenring für den Quersupport vergrößert werden konnte, habe ich der Schiebeplatte hier einen aufgeklebten Ring als sog. Nullpunktträger verpaßt. Und damit man dennoch an die beiden Schrauben gut herankommt, erhielt dieser Ring gerundete Ausfräsungen am Rand (Foto 5).
 Foto 5
Foto 5
Hochwertiger Modellbau, wie ich und viele meiner „Leidensgenossen“ ihn betreiben, kann manchmal eine schwierige Angelegenheit sein. Dafür braucht man keinen ständigen Ärger, weil irgend etwas an einer Maschine nicht optimal ist. Der Kopf muß für die wirklich wichtigen Sachen frei sein. So hätte ich auch gern die ungünstige Klaue, die für die Drehstahl-Klemmung benutzt wird, gegen einen Vierstahlhalter geändert, wie ich das bei anderen (größeren) Maschinen schon oft praktiziert habe. Bei diesem Limbach-Drehstuhl war aber nicht genügend „Höhe“ vorhanden. Die Supports und Schlitten flacher zu arbeiten, um Platz für die Stahlauflage (wenigstens 4 mm) eines solchen Vierstahlhalter zu schaffen, schied aus, sie waren schon beinahe zu flach. Ich habe mir daher eine ganze Serie von 10 Stück Wechsel-Stahlhaltern aus Automatenstahl gefräst (Foto 6), in denen die am häufigsten benötigten Drehstähle mit dünnsten Blech- und Folienstreifen, auf „Höhe eingestellt“, stets griffbereit liegen. Der Stahlwechsel gestaltet sich so unstressig und die Blechstreifen können nicht durcheinander kommen. Was ich mir hier für den kleinen Uhrmacherdrehstuhl ausgedacht habe, läßt sich natürlich etwas größer auch für andere Drehmaschinen mit Spannklaue ausführen.
![]() Foto 6
Foto 6
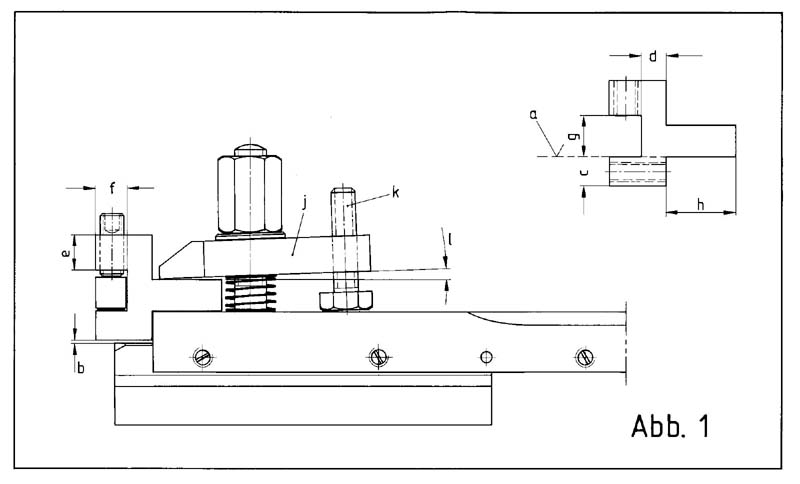 Abb. 1
Abb. 1
Zuerst habe ich die Querschnittsmaße für die prismatischen Stahlhalter-Körper festgelegt. Dabei gehe ich von den Gegebenheiten der Maschine aus. Abb. 1 zeigt die Verhältnisse auf dem Obersupport. Die waagerechten Auflageflächen für die Drehstähle an den Wechselhaltern sind als Verlängerung der Auflagefläche vom Obersupport zu betrachten (a). Dementsprechend habe ich die Höhenmaße möglichst auf 1/100-mm eingehalten. Wenn der Obersupport einmal weit zurückgezogen wird, sollte zwischen der Stahlhalter-Unterkante und der Grundkörper-Oberkante noch ein Spalt von etwa 0,2 mm vorhanden sein. Mehr aber nicht, denn die Höhe (c) würde unnötig reduziert. Auch die Breite (d) sollte der Höhe (c) entsprechen. Die Höhe (e) sollte so hoch sein, daß sie mindestens einer überhohen Mutter für das Gewinde (hier M4) entspricht. Das Maß (f) macht man nur so groß, daß es der Breite der hauptsächlich verwendeten HSS-Drehlinge entspricht, also ebenfalls nicht mehr. Ich verwende Drehlinge mit einem Querschnitt von 5 x 5 mm. Also habe ich das Maß (f) 5 mm tief eingefräst. Die Höhe (g) ist bei meinen Wechselhaltern übrigens 6,5 mm, sodaß ich die Nut mit einem 5-mm-Fingerfräser vor- und durch seitliches Versetzen fertigfräsen konnte. Die sog. Einspannfahne macht man auch nicht zu kurz (Maß h).
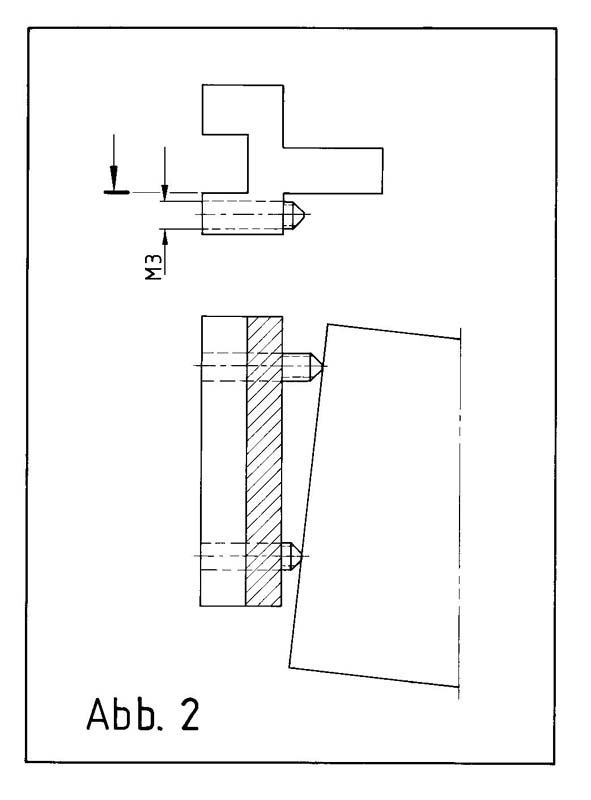 Abb. 2
Abb. 2
Bei zwei Wechselhaltern habe ich das Maß (f) 7 mm groß gemacht, damit ich auch einmal breitere Drehlinge (z.B. angeschliffene Formstechstähle) verkippsicher spannen kann. Alle 10 Wechselhalter sind 32 mm lang. Im oberen Stück wurden mittig drei Gewindebohrungen M4 für die Stahl-Klemmschrauben eingebohrt. Das sind Gewindestifte M4x10 mit flacher Stirn und Innensechskant. Alle 10 Halter haben im unteren Stück je zwei Gewindebohrungen M3. Dadurch kann man mit Gewindestiften M3x5 (mit Spitze und Innensechskant) sehr schön die Schräglage des Wechselhalters auf dem Obersupport einrichten (Abb. 2 und Foto 9, Beispiel Seitendrehstahl). Das ist besonders bei Stechdrehstählen wichtig, weil hier die Freiwinkel nach den Seiten für ein sicheres und sauberes Stechen sehr genau stimmen müssen. Doch auch für eine stets gleiche Schräglage bei Seitendrehstählen sind diese Einstellschrauben wichtig. Damit sich die M3-Gewindestifte nicht selbst verstellen können, habe ich sie in der Form „gekontert“, daß ich jeweils eine zweite in jede Bohrung hineingeschraubt habe. Die Spitzen der M3-Stiftschrauben waren mir zu spitz. Ich habe sie leicht gebrochen.
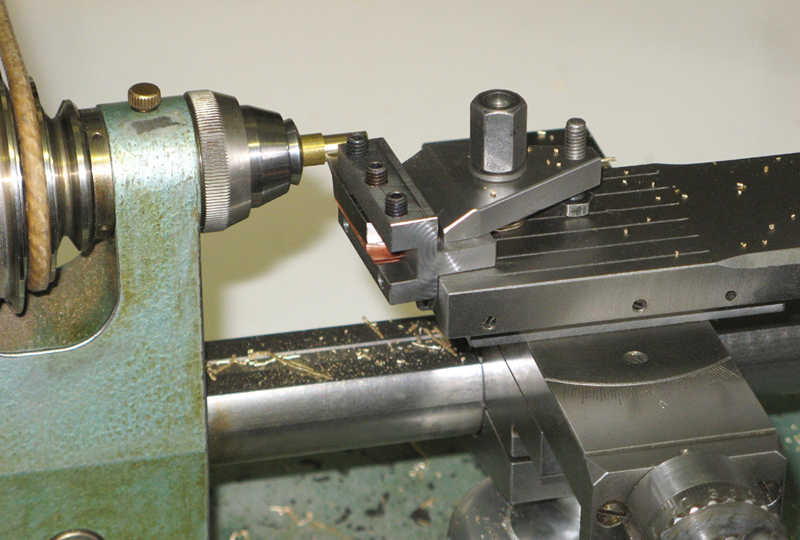 Foto 9
Foto 9
Aus Automatenstahl 22 x 22 mm habe ich im Vierbacken-Futter zuerst 10 Rohlinge 33 mm lang abgestochen. Diese wurden auf die Länge 32 mm plangedreht und danach die Prismenmaße im Taktsystem in einem kleinen, gut ausgerichteten Niederzugschraubstock gefräst. Damit man dabei die extreme Genauigkeit dieses Spannmittels nicht „verschenkt“, müssen nach jedem Fräsarbeitsgang die jeweiligen Kanten leicht gebrochen werden. Auch das Entfernen selbst feinster Frässpäne (mit Staubsauger und Pinsel!) ist unerläßlich. Daß der Fräser für die Einhaltung von Hundertstelmaßen „sauscharf“, also möglichst neu, sein sollte, muß ich nicht erwähnen. In solchen Fällen lohnt es, daß man die große Menge des Materials mit einem weniger neuen Fräser vorfräst und nur die letzten Zehntel-mm mit einem nagelneuen Fräser und „eingerichteter Maschine“ fertiggefräst (Taktsystem!).
Damit die Spannklaue (j) stets sicher mittig auf die Spannfahne des jeweiligen Halters drückt, sollte sie mit der Stützschraube (k) so eingestellt sein, daß sich eine leichte Schräglage (Winkel l in Abb. 1 etwas übertrieben dargestellt) ergibt. Für das Spannen eines Bohrdrehstahls (Foto 6, 3. von links) kann der Wechselhalter auch an der hinteren Längsseite des Obersupports angelegt werden. Für das Einrichten der Höhenlage der Drehstähle habe ich eine ganze Anzahl 0,1 mm dicke Streifen von Kupferfolie (24 x 5 mm) und sogar Streifen von Transparentpapier. Wenn die Drehstähle richtig (!) scharfgeschliffen und ganz exakt auf Höhe eingestellt sind, ist es kein Problem, selbst dünne Zapfen von z.B. 0,2 mm Durchmesser auf einem Uhrmacherdrehstuhl zu drehen (vgl. meine Bücher). Einen besonderen „Luxus“ habe ich mir noch geleistet, man gönnt sich ja sonst – alles! Ich habe das Steckbrett für alles Maschinenzubehör mit einem großen Scharnier schwenkbar am Regal befestigt (Foto 10). So kann ich das Brett herausschwenken, wenn ich z.B. die Spannzangen bequem in Reichweite haben will und wegschwenken, wenn ich „Null-Bock“ auf drehen habe.
 Foto 10
Foto 10
Das eingangs erwähnte Buch über meinen Eigenbau-Drehstuhl kann dann auch sehr nützlich werden, wenn man z.B. bei ebay einen Drehstuhl ersteigert hat, bei dem, wie so oft, der Kreuzsupport fehlt. Im Buch holen Sie sich das Wissen und damit Mut für den Selbstbau….
![]()