 Aus 9-mm-Drehmessing (Ms58) werden drei
Rohlinge mit Spannzapfen Durchmesser 5 x 10 vorbereitet und abgestochen.
Aus 9-mm-Drehmessing (Ms58) werden drei
Rohlinge mit Spannzapfen Durchmesser 5 x 10 vorbereitet und abgestochen.Drei Glocken
three ship´s bells
An Bord der USS CASSIN YOUNG finden wir insgesamt drei Schiffsglocken aus (hochglanzpoliertem) Messing. Sie haben einen unteren Durchmesser von 440 mm, das sind im M 1:50 genau 8,8 mm.
Die Fertigungsreihenfolge für diese Formdrehteile:
Aus 9-mm-Drehmessing (Ms58) werden drei
Rohlinge mit Spannzapfen Durchmesser 5 x 10 vorbereitet und abgestochen.
 Auf dem Zapfen gespannt wird sauber
plangedreht und der Durchmesser auf 8,8 mm überdreht, dabei werden beide
Skalenringe für das nun folgende "gestufte Formdrehen" "genullt".
Auf dem Zapfen gespannt wird sauber
plangedreht und der Durchmesser auf 8,8 mm überdreht, dabei werden beide
Skalenringe für das nun folgende "gestufte Formdrehen" "genullt".
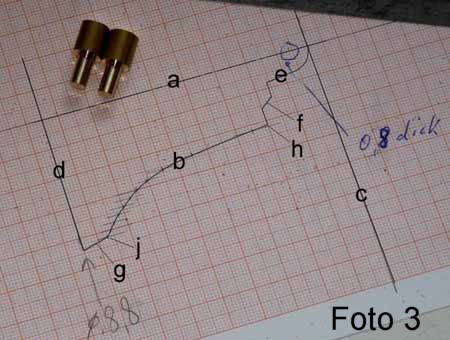 Die Kontur der Glocke (Kurve g, b und e)
wird 10-fach größer auf Millimeterpapier gezeichnet (nur eine Hälfte!), a ist
dabei die Mittellinie. Die Kurve b habe ich einer guten Schiffsdetail-Zeichnung
von Herbert Thiel
entnommen.
Die Kontur der Glocke (Kurve g, b und e)
wird 10-fach größer auf Millimeterpapier gezeichnet (nur eine Hälfte!), a ist
dabei die Mittellinie. Die Kurve b habe ich einer guten Schiffsdetail-Zeichnung
von Herbert Thiel
entnommen.
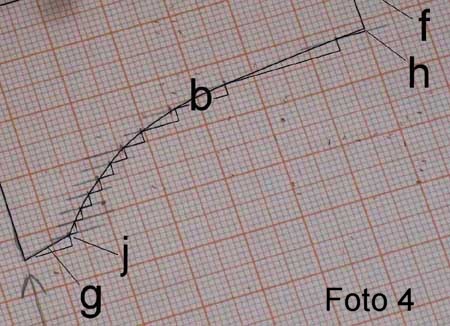 Von der Null-Startlinie (c in Foto 3) werden
nun, beim Durchmesser 8,8 beginnend, aus der Zeichnung herausgemessene
Stufenlängen in 0,2-mm-Höhenschritten (0,4-mm-Durchmesserreduzierungen von
Absatz zu Absatz!) angedreht. Zum Punkt h hin werden die Stufen dabei immer
länger.
Von der Null-Startlinie (c in Foto 3) werden
nun, beim Durchmesser 8,8 beginnend, aus der Zeichnung herausgemessene
Stufenlängen in 0,2-mm-Höhenschritten (0,4-mm-Durchmesserreduzierungen von
Absatz zu Absatz!) angedreht. Zum Punkt h hin werden die Stufen dabei immer
länger.
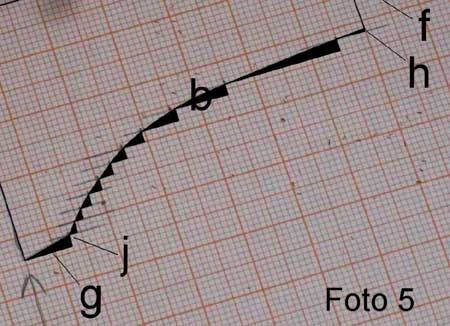 Das anschließend wegzudrechselnde Material
habe ich in diesem Bild geschwärzt.
Das anschließend wegzudrechselnde Material
habe ich in diesem Bild geschwärzt.
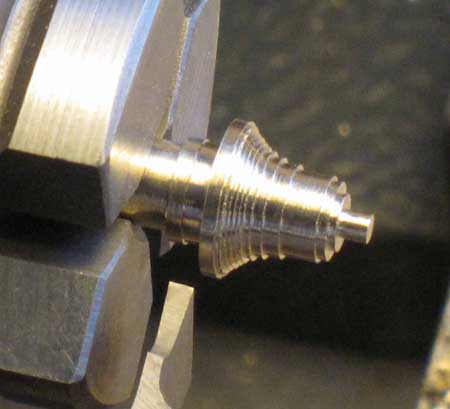
 Sind alle Stufen angedreht, dann sieht das
Teil so aus. Die Schräge f vom Foto 3 ist hier noch als zweiter zylindrischer
Absatz zu sehen. Auch der kleine Absatz für die Aufhängelasche ich noch
zylindrisch.
Sind alle Stufen angedreht, dann sieht das
Teil so aus. Die Schräge f vom Foto 3 ist hier noch als zweiter zylindrischer
Absatz zu sehen. Auch der kleine Absatz für die Aufhängelasche ich noch
zylindrisch.
 Fährt man die Stufenlängen bei voller
Konzentration gleich an, so sehen die Teile schon jetzt vollkommen gleich aus.
Fährt man die Stufenlängen bei voller
Konzentration gleich an, so sehen die Teile schon jetzt vollkommen gleich aus.
 Sie werden nacheinander wieder eingespannt
und die Gesamtlänge wird etwa zur Hälfte tief eingestochen (Linie d in Foto 3).
Sie werden nacheinander wieder eingespannt
und die Gesamtlänge wird etwa zur Hälfte tief eingestochen (Linie d in Foto 3).
 Nun wird der Stechdrehstahl schräg gestellt
und die konische Schräge (e in Foto 3) angestochen.
Nun wird der Stechdrehstahl schräg gestellt
und die konische Schräge (e in Foto 3) angestochen.
 Der Rest wird mit einem Dreikantschaber
angedrechselt (die Rundung oben an der Aufhängelasche, das geschwärzte Material
von Foto 5, die Schräge f und die geringen Rundungen bei h und j in Foto
3)(Kopflupe!).
Der Rest wird mit einem Dreikantschaber
angedrechselt (die Rundung oben an der Aufhängelasche, das geschwärzte Material
von Foto 5, die Schräge f und die geringen Rundungen bei h und j in Foto
3)(Kopflupe!).
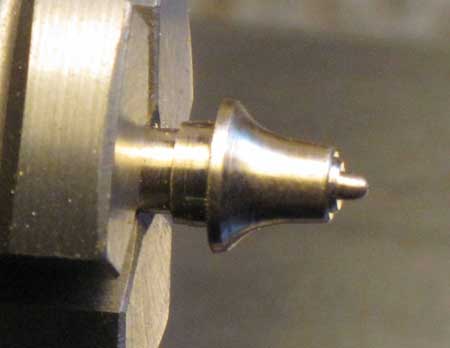 sieht danach so aus...
sieht danach so aus...
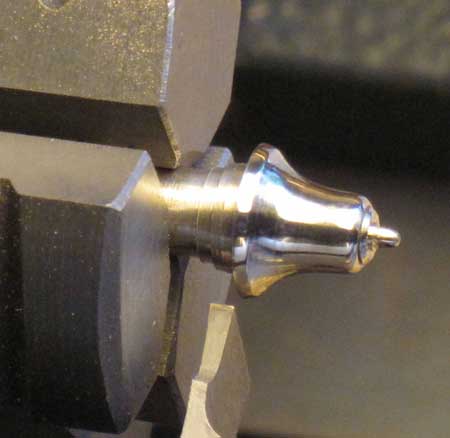
 Hier sieht eine Glocke aus, wie die andere
heißt...eine Augenweite! Auf diese Weise kann man alle Formdrehteile vollkommen
gleich herstellen - und, ganz ohne CNC!
Hier sieht eine Glocke aus, wie die andere
heißt...eine Augenweite! Auf diese Weise kann man alle Formdrehteile vollkommen
gleich herstellen - und, ganz ohne CNC!
 Als Nächstes habe ich die Aufhängelasche zu
einer Schlüsselweite von 0,8 mm im Teilkopf angefräst. Unten liegt bei diesem
Bild eine Aufhängevorrichtung.
Als Nächstes habe ich die Aufhängelasche zu
einer Schlüsselweite von 0,8 mm im Teilkopf angefräst. Unten liegt bei diesem
Bild eine Aufhängevorrichtung.
 Mit einer (Stoff-)Schwabbelscheibe und
zugehöriger Polierpaste werden die drei Glocken auf Hochglanz geschwabbelt und
abgestochen...in die Aufhängelasche mittig ein 0,4-mm-Loch gebohrt.
Mit einer (Stoff-)Schwabbelscheibe und
zugehöriger Polierpaste werden die drei Glocken auf Hochglanz geschwabbelt und
abgestochen...in die Aufhängelasche mittig ein 0,4-mm-Loch gebohrt.
 Damit man die Glocken für das innere
Ausdrehen überhaupt spannen kann, wird in ein rohrartiges Messingstück ein Konus
so eingedrechselt (Dreikantschaber), daß die Glocke gut paßt und nicht verkippen
kann.
Damit man die Glocken für das innere
Ausdrehen überhaupt spannen kann, wird in ein rohrartiges Messingstück ein Konus
so eingedrechselt (Dreikantschaber), daß die Glocke gut paßt und nicht verkippen
kann.
 Mit sehr wenig Lötzinn wird nacheinander
jede Glocke in dieses Rohrstück gelötet. Es steht dabei senkrecht
(Propangas-Lötbrenner). Die gelbe Farbe kommt hier nicht von der Glut des Teils,
sondern vom Fotografieren bei Kunstlicht.
Mit sehr wenig Lötzinn wird nacheinander
jede Glocke in dieses Rohrstück gelötet. Es steht dabei senkrecht
(Propangas-Lötbrenner). Die gelbe Farbe kommt hier nicht von der Glut des Teils,
sondern vom Fotografieren bei Kunstlicht.
 Das Rohrstück kann nun im Backenfutter
gespannt, plangedreht und der Innenraum zuerst ausgebohrt werden. Der
Glockenkörper ohne Aufhängelasche ist etwa 7 mm lang. Mit einem
1,4-mm-Wendelbohrer wird 6 mm tief gebohrt (k im nächsten Bild) und mit einem
4-mm-Bohrer nur 4 mm tief (l im Bild).
Das Rohrstück kann nun im Backenfutter
gespannt, plangedreht und der Innenraum zuerst ausgebohrt werden. Der
Glockenkörper ohne Aufhängelasche ist etwa 7 mm lang. Mit einem
1,4-mm-Wendelbohrer wird 6 mm tief gebohrt (k im nächsten Bild) und mit einem
4-mm-Bohrer nur 4 mm tief (l im Bild).
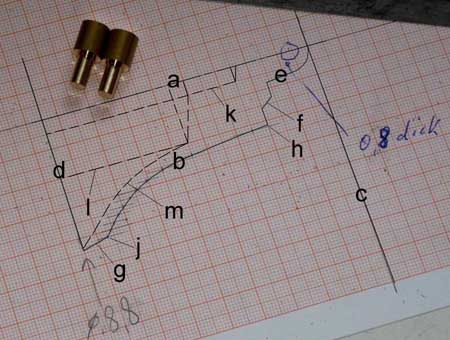 Danach wird die gekurvte Innenkontur (m)
ebenfalls mit einem Dreikantschaber ausgedrechselt.
Danach wird die gekurvte Innenkontur (m)
ebenfalls mit einem Dreikantschaber ausgedrechselt.
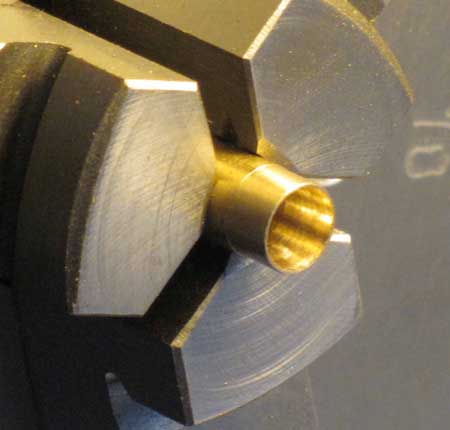
 Das sieht dann so aus.
Das sieht dann so aus.
 Nach dem Entlöten wird das Lötzinn mit einer
rotierenden Drahtbürste weggebürstet (Lötzinn ist sehr weich und läßt sich so
gut entfernen). Die drei fertig gedrehten Glocken sehen wir links. Die beiden kleineren
Glocken rechts wurden nach dem gleichen Verfahren hergestellt.
Nach dem Entlöten wird das Lötzinn mit einer
rotierenden Drahtbürste weggebürstet (Lötzinn ist sehr weich und läßt sich so
gut entfernen). Die drei fertig gedrehten Glocken sehen wir links. Die beiden kleineren
Glocken rechts wurden nach dem gleichen Verfahren hergestellt.
 Fehlen noch die Glocken-Klöppel im Inneren.
Diese drehe ich aus einem Stück 2,5-mm-Rundmessing. Die Kugel hat einen
Durchmesser von 1,6 mm, das dünne Stück in der Mitte ist 0,6 und vorn wird eine
0,4-mm-Bohrung etwa zur halben Länge eingebohrt. Das hintere Stück ist 1,35
stark. Die Kugelform wurde hier mit dem Spitzstechstahl vorgedreht und mit dem
Dreikantschaber fertig "gedrechselt".
Fehlen noch die Glocken-Klöppel im Inneren.
Diese drehe ich aus einem Stück 2,5-mm-Rundmessing. Die Kugel hat einen
Durchmesser von 1,6 mm, das dünne Stück in der Mitte ist 0,6 und vorn wird eine
0,4-mm-Bohrung etwa zur halben Länge eingebohrt. Das hintere Stück ist 1,35
stark. Die Kugelform wurde hier mit dem Spitzstechstahl vorgedreht und mit dem
Dreikantschaber fertig "gedrechselt".
 Aus 0,35-mm-Kupferdraht werden Ösen gebogen
und diese in die Klöppel eingeklebt....
Aus 0,35-mm-Kupferdraht werden Ösen gebogen
und diese in die Klöppel eingeklebt....
 ...danach der Klöppel in die
1,4-mm-Innenbohrung der Glocke. Nach dem Anbinden einer geflochtenen Schnur (die
typische Vierkantplatting) sind die Glocken nun fertig zur Montage am Modell.
Außen habe ich die Glocken mit einer Stoff-Schwabbelscheibe und mit Polierpaste
auf Hochglanz geschwabbelt.
...danach der Klöppel in die
1,4-mm-Innenbohrung der Glocke. Nach dem Anbinden einer geflochtenen Schnur (die
typische Vierkantplatting) sind die Glocken nun fertig zur Montage am Modell.
Außen habe ich die Glocken mit einer Stoff-Schwabbelscheibe und mit Polierpaste
auf Hochglanz geschwabbelt.
 (Foto anklicken) Vierkantplatting als "Griff" an einer
Schiffsglocke (Foto: US-Navy).
(Foto anklicken) Vierkantplatting als "Griff" an einer
Schiffsglocke (Foto: US-Navy).
 Die Glocke am Mastträger ist moniert. Damit
der Glanz bleibt, wurde die Glocke farblos lackiert und der Klöppel schwarz
gestrichen. Den "Griff" habe ich gedreht und mit hellgelber Farbe gestrichen. Im
Hintergrund erkennt man an einer kleinen Nagelbank vier Belegnägel (für
Flaggleinen). Diese sind, wie beim Original auch, aus Edelstahl gedreht. Auch
der (Plexi-)Glaskörper der Deckslampe an der Ecke ist farblos lackiert.
Die Glocke am Mastträger ist moniert. Damit
der Glanz bleibt, wurde die Glocke farblos lackiert und der Klöppel schwarz
gestrichen. Den "Griff" habe ich gedreht und mit hellgelber Farbe gestrichen. Im
Hintergrund erkennt man an einer kleinen Nagelbank vier Belegnägel (für
Flaggleinen). Diese sind, wie beim Original auch, aus Edelstahl gedreht. Auch
der (Plexi-)Glaskörper der Deckslampe an der Ecke ist farblos lackiert.
![]()