Bug- und
Hecklüsen
bow- and
stern hawses
Für das Zerstörer-Modell
sind nun die je eine Bug- und Heckklüse anzufertigen. Beide Klüsenöffnungen
sind, wie oft bei derartigen Leinendurchführungen, oval geformt und innen
gerundet, damit die Festmacherleinen nicht schamfielen.
 (Foto anklicken) Im Bild sehen wir die Heckklüse des
Museums-Zerstörers USS KIDD. Selbstverständlich war zu Dienstzeiten der
Zerstörers (ebenfalls ein Boot der FLETCHER-Klasse) das Relingnetz nicht vor der
Öffnung der Klüse gespannt. Am Flaggstock darüber sieht man die nach hinten
strahlende Hecklaterne mit ihren beiden Öffnungsblechen, welche den
Bestrahlungsbereich der Laterne begrenzen.
(Foto anklicken) Im Bild sehen wir die Heckklüse des
Museums-Zerstörers USS KIDD. Selbstverständlich war zu Dienstzeiten der
Zerstörers (ebenfalls ein Boot der FLETCHER-Klasse) das Relingnetz nicht vor der
Öffnung der Klüse gespannt. Am Flaggstock darüber sieht man die nach hinten
strahlende Hecklaterne mit ihren beiden Öffnungsblechen, welche den
Bestrahlungsbereich der Laterne begrenzen.
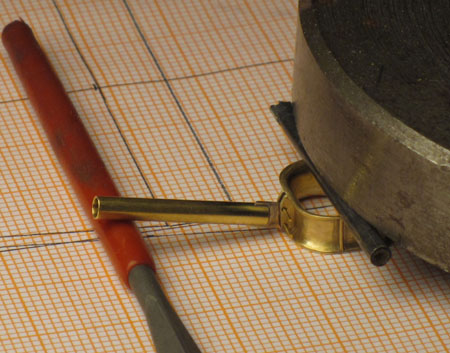
 (Foto anklicken) Hier sehen wir einen kleinen Teil der
ähnlichen Seitenklüsen, die ich schon vor längerer Zeit gefertigt und schwarz
gespritzt habe. Einige davon haben oben einen angeschweißten Drahtbügel. An
diesen wird das Relingnetz angebändselt. Das Relingnetz ist so engmaschig, daß
die auf das Deck geschleuderten, leergeschossenen Patronenhülsen der
127-mm-Kanonen beim Kampfeinsatz nicht über Bord gehen. Vorn im Bild liegt der
Zweischneider-Radius-Fingerfräser, den ich aus Silberstahl zur Herstellung der
Klüsen angefertigt hatte. Der Radius ist 1,25 mm (mit einem 2,5-mm-Fingerfräser
gemacht!), ich nutze ihn heute noch als Abrund-Fingerfräser.
(Foto anklicken) Hier sehen wir einen kleinen Teil der
ähnlichen Seitenklüsen, die ich schon vor längerer Zeit gefertigt und schwarz
gespritzt habe. Einige davon haben oben einen angeschweißten Drahtbügel. An
diesen wird das Relingnetz angebändselt. Das Relingnetz ist so engmaschig, daß
die auf das Deck geschleuderten, leergeschossenen Patronenhülsen der
127-mm-Kanonen beim Kampfeinsatz nicht über Bord gehen. Vorn im Bild liegt der
Zweischneider-Radius-Fingerfräser, den ich aus Silberstahl zur Herstellung der
Klüsen angefertigt hatte. Der Radius ist 1,25 mm (mit einem 2,5-mm-Fingerfräser
gemacht!), ich nutze ihn heute noch als Abrund-Fingerfräser.
 Einen solchen Fräser machte ich auch für
die Bug- und Heckklüsen. Beide Öffnungen haben die gleiche lichte Höhe (6 mm),
die lichten Breiten sind nur verschieden. Ein 10-mm-Silberstahl-Stück wird im
gut rundlaufenden Backenfutter (noch besser in der Spannzange) gespannt und der
Zapfendurchmesser der lichten Höhe angedreht.
Einen solchen Fräser machte ich auch für
die Bug- und Heckklüsen. Beide Öffnungen haben die gleiche lichte Höhe (6 mm),
die lichten Breiten sind nur verschieden. Ein 10-mm-Silberstahl-Stück wird im
gut rundlaufenden Backenfutter (noch besser in der Spannzange) gespannt und der
Zapfendurchmesser der lichten Höhe angedreht.
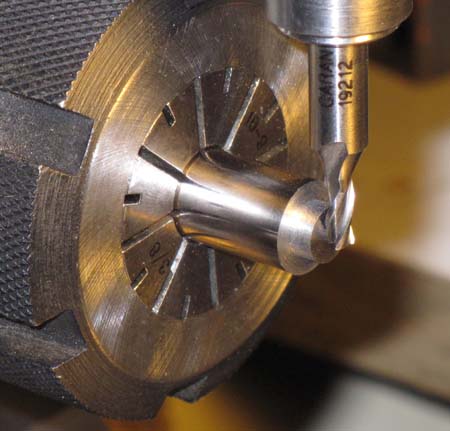 Im Zangenfutter vom stehenden Rundtisch
wird die vordere Stirn des Teils durch Drehen des Rundtischs noch einmal ganz
leicht "plangedreht". Der Fingerfräser hat einen Durchmesser von 3 mm, weil der
Radius an diesem Fräser 1,5 mm betragen soll.
Im Zangenfutter vom stehenden Rundtisch
wird die vordere Stirn des Teils durch Drehen des Rundtischs noch einmal ganz
leicht "plangedreht". Der Fingerfräser hat einen Durchmesser von 3 mm, weil der
Radius an diesem Fräser 1,5 mm betragen soll.
 Dann wird der Fräser um den Betrag der
Zapfenlänge plus Fräserradius in Richtung Zangenfutter verfahren und man kann
nun in immer geringer werdenden Schritten von außen nach innen ebenfalls durch
Drehen des Rundtischs um jeweils mehr als 360° die Radius-Kontur anfräsen. Die
Stirn des Fräsers muß dabei leicht unterhalb der Teilspindel-Achse stehen. Die
Arbeitsweise ergibt einen 100% stimmigen Radius und man erspart sich darüber
hinaus das mühselige Anschleifen eines Radius-Stechstahls.
Dann wird der Fräser um den Betrag der
Zapfenlänge plus Fräserradius in Richtung Zangenfutter verfahren und man kann
nun in immer geringer werdenden Schritten von außen nach innen ebenfalls durch
Drehen des Rundtischs um jeweils mehr als 360° die Radius-Kontur anfräsen. Die
Stirn des Fräsers muß dabei leicht unterhalb der Teilspindel-Achse stehen. Die
Arbeitsweise ergibt einen 100% stimmigen Radius und man erspart sich darüber
hinaus das mühselige Anschleifen eines Radius-Stechstahls.
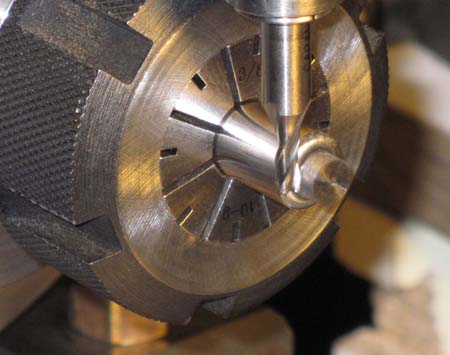
 Mit einem Schaftfräser habe ich dann die
vier Spanlücken eingefräst. Man muß das auf der richtigen Seite tun, damit man
nicht einen linksschneidenden Fräser erhält. Die Fräserstirn steht dabei exakt
in Höhe der Teilspindel-Achse. Das ergibt an den vier Schneiden einen Spanwinkel
von 0 Grad, ideal für das Fräsen von Messing. Will man die vier Schneiden mit
einem Spanwinkel ausstatten, muß man mehr oder weniger viel unter die
Teilspindel-Achse gehen. Je weiter man nach unten geht, umso größer werden die
Spanwinkel. Es muß auch nicht unbedingt ein Vierschneider sein. Ein Drei-, Zwei-
oder sogar ein Einschneider geht genauso. Bei einem Einschneider-Fräser muß man
allerdings beim nun folgenden Hinterschliff von Hand überaus vorsichtig sein.
Wird dabei die Formkontur verletzt, sind keine weiteren drei Schneiden da,
welche dies korrigieren könnten...!
Mit einem Schaftfräser habe ich dann die
vier Spanlücken eingefräst. Man muß das auf der richtigen Seite tun, damit man
nicht einen linksschneidenden Fräser erhält. Die Fräserstirn steht dabei exakt
in Höhe der Teilspindel-Achse. Das ergibt an den vier Schneiden einen Spanwinkel
von 0 Grad, ideal für das Fräsen von Messing. Will man die vier Schneiden mit
einem Spanwinkel ausstatten, muß man mehr oder weniger viel unter die
Teilspindel-Achse gehen. Je weiter man nach unten geht, umso größer werden die
Spanwinkel. Es muß auch nicht unbedingt ein Vierschneider sein. Ein Drei-, Zwei-
oder sogar ein Einschneider geht genauso. Bei einem Einschneider-Fräser muß man
allerdings beim nun folgenden Hinterschliff von Hand überaus vorsichtig sein.
Wird dabei die Formkontur verletzt, sind keine weiteren drei Schneiden da,
welche dies korrigieren könnten...!
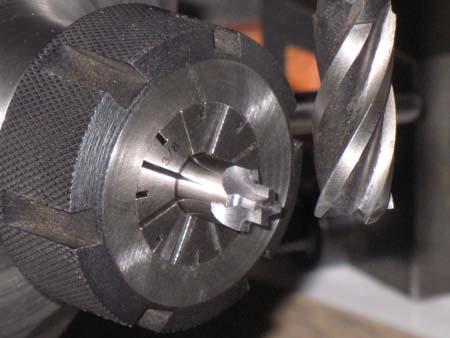
 Der Formfräser aus anderer Sicht. Nichts
entgraten!
Der Formfräser aus anderer Sicht. Nichts
entgraten!
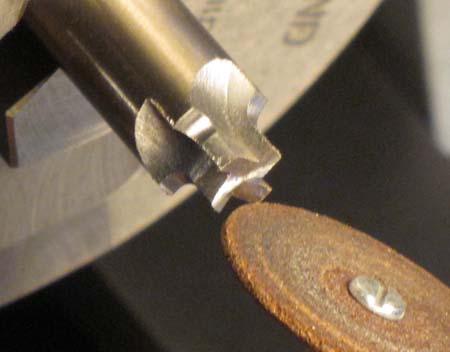 Mit einer kleinen Trennscheibe kann man die
Stirn hohl schleifen, das Drehmaschinen-Backenfutter dreht sich natürlich.
Mit einer kleinen Trennscheibe kann man die
Stirn hohl schleifen, das Drehmaschinen-Backenfutter dreht sich natürlich.
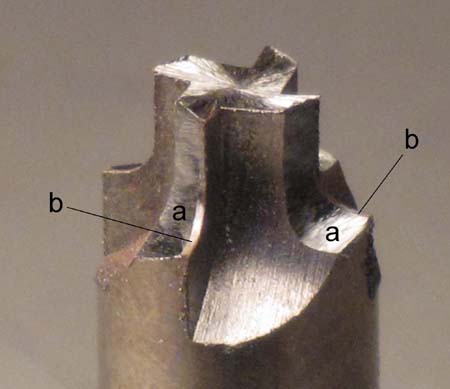 Danach wird die Formkontur mit der
Trennscheibe kräftig hinterschliffen (Kopflupe!). Dabei entstehen die vier
Freiflächen (a). Von der gedrehten Form bleiben nur 0,1 bis max. 0,3 mm breite
Streifen (b) übrig. Nichts entgraten!
Danach wird die Formkontur mit der
Trennscheibe kräftig hinterschliffen (Kopflupe!). Dabei entstehen die vier
Freiflächen (a). Von der gedrehten Form bleiben nur 0,1 bis max. 0,3 mm breite
Streifen (b) übrig. Nichts entgraten!
 Auf Rotglut bringen und im Wasserbad
abschrecken. Danach sieht der Fräser stark verzundert aus.
Auf Rotglut bringen und im Wasserbad
abschrecken. Danach sieht der Fräser stark verzundert aus.
 Der Schaft wird metallblank geschmirgelt.
Nur der!
Der Schaft wird metallblank geschmirgelt.
Nur der!
 Mit dem Propan-Brenner (oder auf der
Herdplatte) wird der Fräser auf hellgelbe Anlaßfarbe erhitzt und wieder
abgeschreckt. Es ist nicht dumm, wenn man die Brennerflamme mehr auf das
Schaftende richtet und beobachtet, wie die Hitze nach vorn zum Schneidenteil
"kriecht". Das Schaftende kann sogar dunkelblau (also ausgeglüht) werden.
Mit dem Propan-Brenner (oder auf der
Herdplatte) wird der Fräser auf hellgelbe Anlaßfarbe erhitzt und wieder
abgeschreckt. Es ist nicht dumm, wenn man die Brennerflamme mehr auf das
Schaftende richtet und beobachtet, wie die Hitze nach vorn zum Schneidenteil
"kriecht". Das Schaftende kann sogar dunkelblau (also ausgeglüht) werden.
 Nur noch die vier Spanflächen mit der
kleinen Trennscheibe scharfschleifen. Die Stirn der Trennscheibe wird dabei
flach angelegt.
Nur noch die vier Spanflächen mit der
kleinen Trennscheibe scharfschleifen. Die Stirn der Trennscheibe wird dabei
flach angelegt.
 Die Fräsprobe an einem Materialstück
verlief zu meiner Zufriedenheit.
Die Fräsprobe an einem Materialstück
verlief zu meiner Zufriedenheit.
 Die Grundkörper für die Klüsen werden mit
etwas Aufmaß vorbereitet...
Die Grundkörper für die Klüsen werden mit
etwas Aufmaß vorbereitet...
 (Foto anklicken) ...und als Prismenprofile gefräst.
Links-vorn liegt das Profilstück für die Bugklüse. Für das Ausrichten haben
beide Profile Bohrungen.
(Foto anklicken) ...und als Prismenprofile gefräst.
Links-vorn liegt das Profilstück für die Bugklüse. Für das Ausrichten haben
beide Profile Bohrungen.
 Die beiden Teile für die Bugklüse (links)
werden exakt 6 mm und die für die Heckklüse 5 mm lang abgesägt...
Die beiden Teile für die Bugklüse (links)
werden exakt 6 mm und die für die Heckklüse 5 mm lang abgesägt...
 ...im Lötprisma zusammengelötet und
verputzt.
...im Lötprisma zusammengelötet und
verputzt.
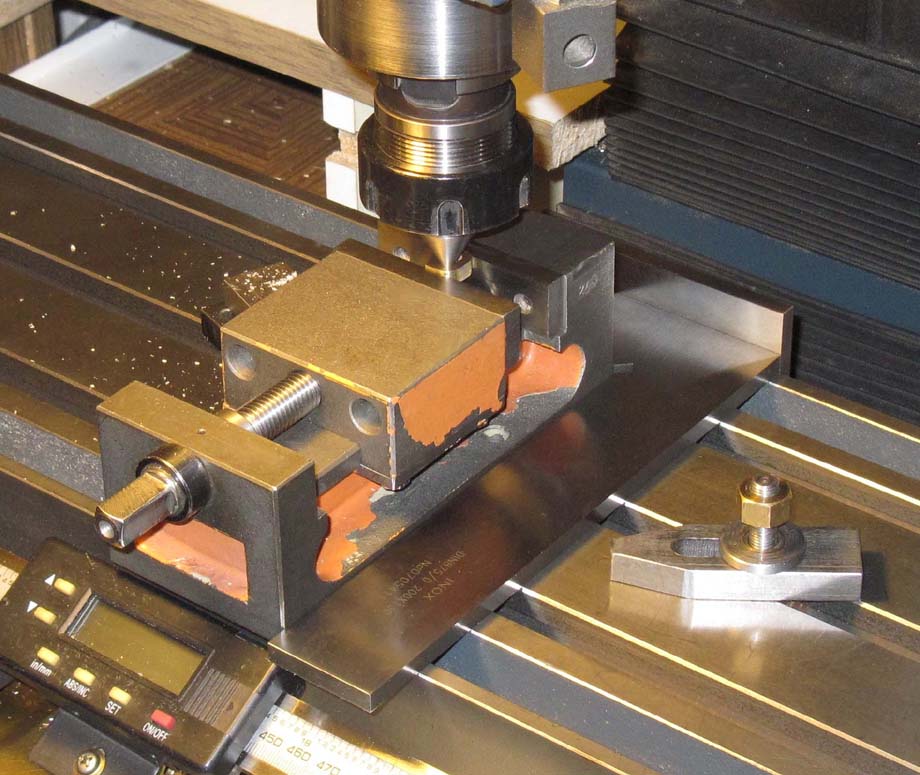
 (Foto anklicken) Diese Teile werden im Schraubstock ohne
Nutensteine (!) so gespannt, daß die Lötnaht zusammengedrückt wird. Die
Suchspitze wird mit der Bohrpinole in eine der Bohrungen gedrückt und so
geklemmt. Der Schraubstock kann nun noch auf dem Tisch verdreht werden. Mit
einem Anschlagwinkel wird er zur Zugrichtung der Supporte ausgerichtet und so
erst die Spanneisen festgezogen. Die beiden Bohrungen im Teil sind nun zur
Zugrichtung des Y-Supports ausgerichtet. Beide Skalenringe waren in einer
(vorgemerkten) Anfahrrichtung genullt.
(Foto anklicken) Diese Teile werden im Schraubstock ohne
Nutensteine (!) so gespannt, daß die Lötnaht zusammengedrückt wird. Die
Suchspitze wird mit der Bohrpinole in eine der Bohrungen gedrückt und so
geklemmt. Der Schraubstock kann nun noch auf dem Tisch verdreht werden. Mit
einem Anschlagwinkel wird er zur Zugrichtung der Supporte ausgerichtet und so
erst die Spanneisen festgezogen. Die beiden Bohrungen im Teil sind nun zur
Zugrichtung des Y-Supports ausgerichtet. Beide Skalenringe waren in einer
(vorgemerkten) Anfahrrichtung genullt.
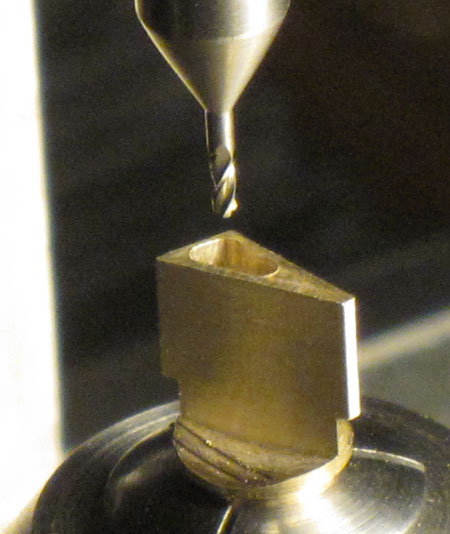
 Mit einem 6-mm-Fingerfräser wurde die vorn
liegende Bohrung durch das Teil gestochen. Danach habe ich diese Bohrung in
Richtung zur hinteren Bohrung in 0,3-mm-Schritten zu einem kurzen Langloch
aufgestochen - jeweils von oben nach unten stechen. Dabei habe ich gemessen, daß
auch hinten eine Wandstärke von 1,4 mm entsteht. Diesen End-Skalenwert habe ich
mir ebenfalls notiert.
Mit einem 6-mm-Fingerfräser wurde die vorn
liegende Bohrung durch das Teil gestochen. Danach habe ich diese Bohrung in
Richtung zur hinteren Bohrung in 0,3-mm-Schritten zu einem kurzen Langloch
aufgestochen - jeweils von oben nach unten stechen. Dabei habe ich gemessen, daß
auch hinten eine Wandstärke von 1,4 mm entsteht. Diesen End-Skalenwert habe ich
mir ebenfalls notiert.
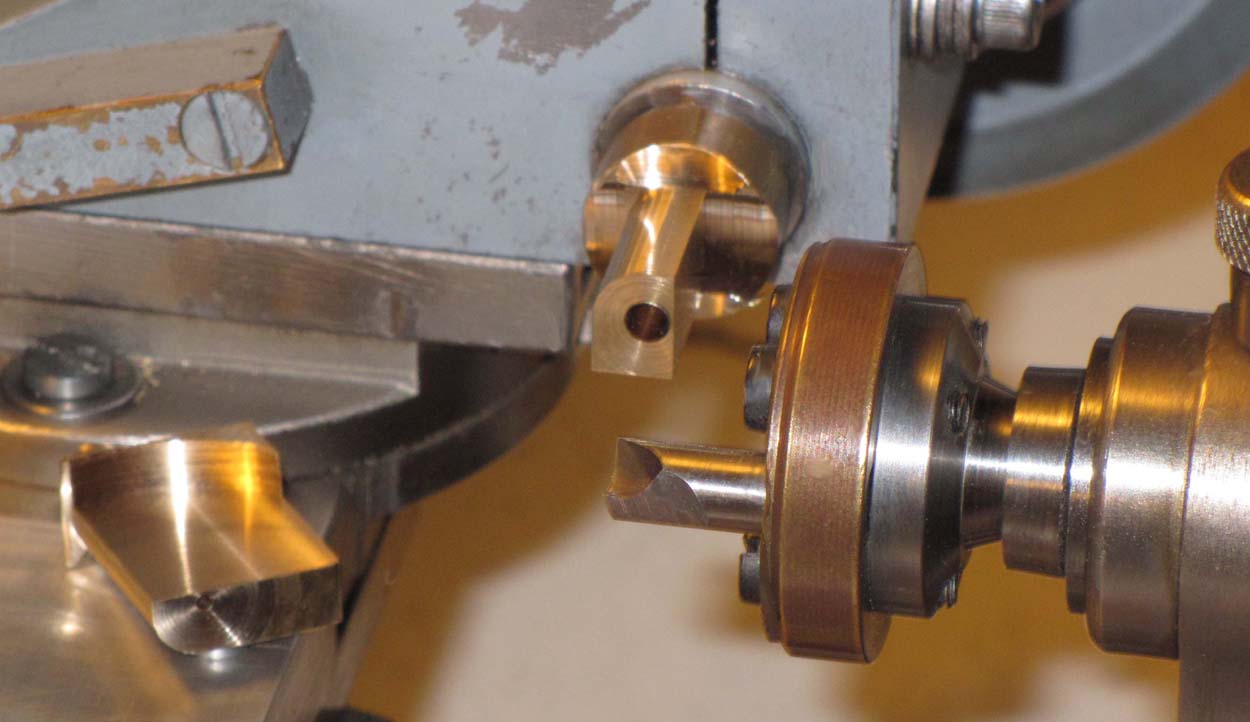
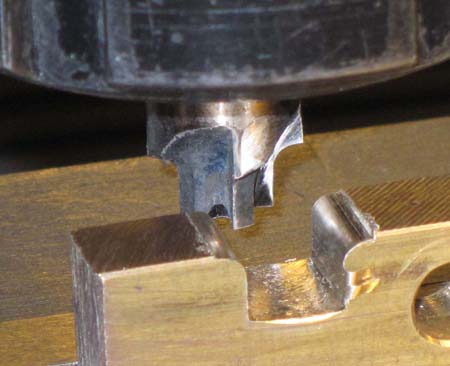
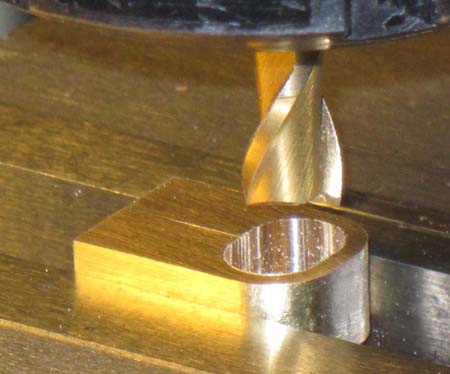
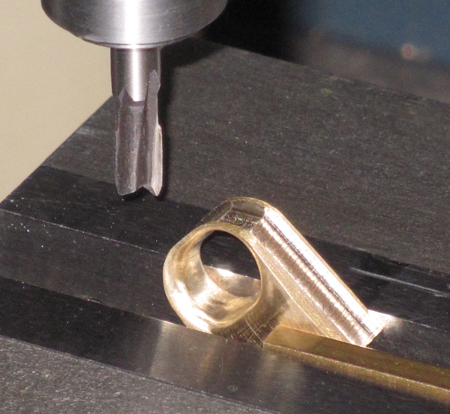
 Man braucht die Skalenwerte für das nun
folgende Einfräsen der Rundungen an beiden Seiten mit dem Eigenbaufräser. Im
Bild die Heckklüse.
Man braucht die Skalenwerte für das nun
folgende Einfräsen der Rundungen an beiden Seiten mit dem Eigenbaufräser. Im
Bild die Heckklüse.
 Die Öffnung in der Bugklüse wird ähnlich
gemacht. Hier habe ich zuerst mit einem 4-mm-Fingerfräser vorgestochen.
Die Öffnung in der Bugklüse wird ähnlich
gemacht. Hier habe ich zuerst mit einem 4-mm-Fingerfräser vorgestochen.
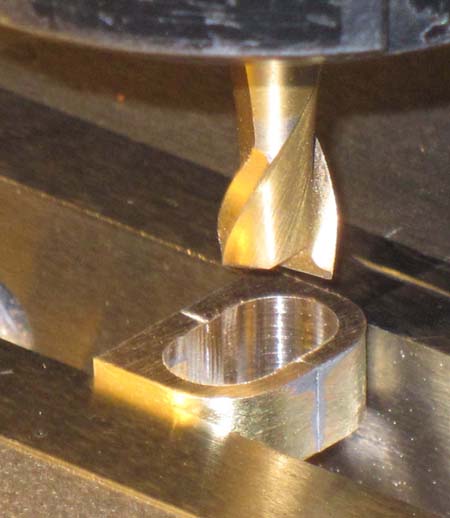
 Danach wieder mit dem 6-mm-Fingerfräser
nachgestochen (gleiche Skalenwerte und Anfahrrichtungen).
Danach wieder mit dem 6-mm-Fingerfräser
nachgestochen (gleiche Skalenwerte und Anfahrrichtungen).
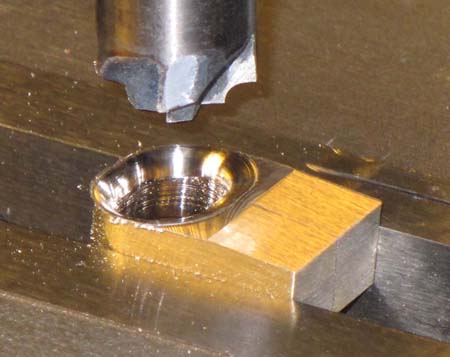
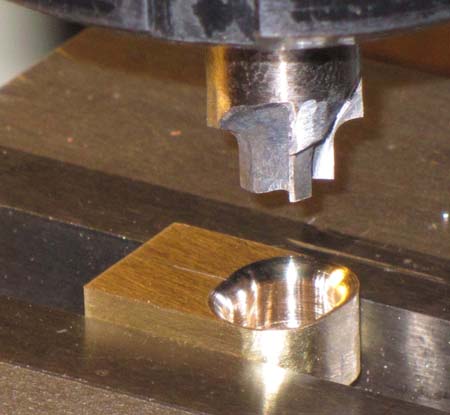 Einfräsen der Innenrundung (gleiche
Skalenwerte und Anfahrrichtungen).
Einfräsen der Innenrundung (gleiche
Skalenwerte und Anfahrrichtungen).
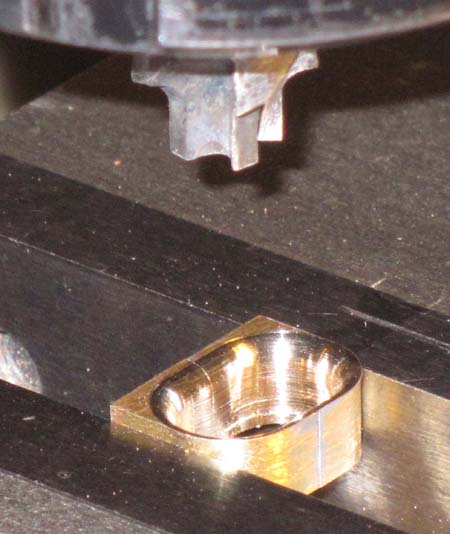
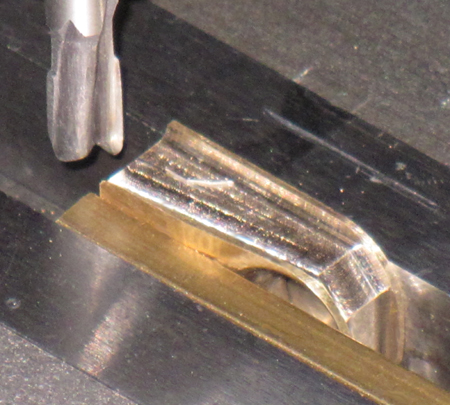
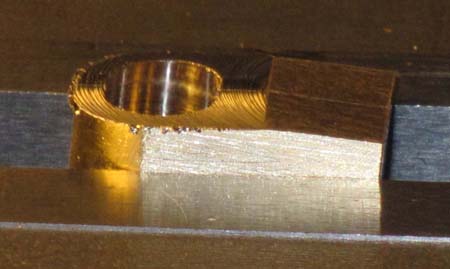 Für die andere Seite wird das Teil etwa 8°
schrägliegend eingespannt (das Original ist so!) und über die gesamte Höhe der
Klüse eine Fläche angefräst.
Für die andere Seite wird das Teil etwa 8°
schrägliegend eingespannt (das Original ist so!) und über die gesamte Höhe der
Klüse eine Fläche angefräst.
 Dann wird auch hier die Rundung angefräst.
Weil das Teil nur gewendet wurde, kann man nach den gleichen Skalenwerten
arbeiten. Zuvor mußte jedoch das Zapfenteil bis an den Radiusbeginn gekürzt
(abgeschliffen) werden.
Dann wird auch hier die Rundung angefräst.
Weil das Teil nur gewendet wurde, kann man nach den gleichen Skalenwerten
arbeiten. Zuvor mußte jedoch das Zapfenteil bis an den Radiusbeginn gekürzt
(abgeschliffen) werden.
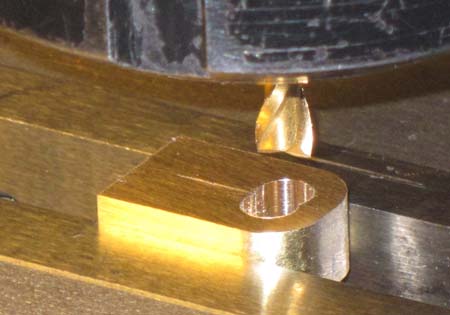
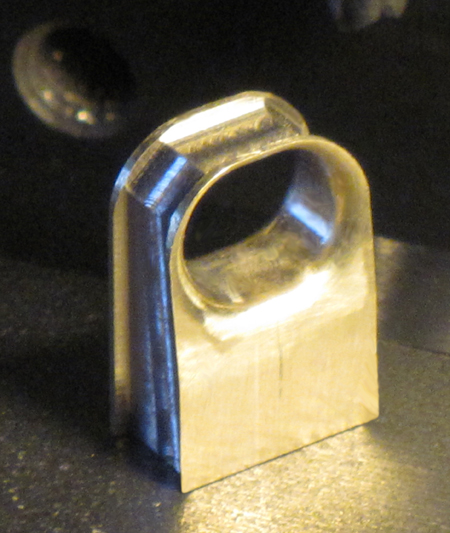
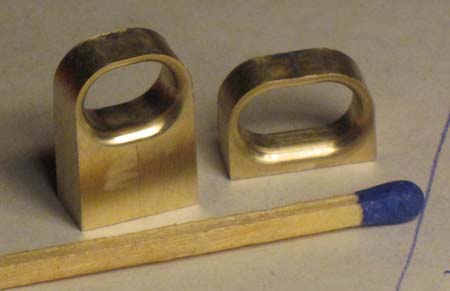 Verputzt sehen die beiden Klüsen nun so
aus, saubere und genaue Arbeit. Das kann man nie so feilen.
Verputzt sehen die beiden Klüsen nun so
aus, saubere und genaue Arbeit. Das kann man nie so feilen.
 Die Klüsen müssen nun noch außen rundum die
Rillen bekommen. Einen geradverzahnten Zweischneider-Fingerfräser habe ich dazu
von Hand mit einer kleinen Trennscheibe gerundete Schneidenecken angeschliffen.
Im Bild hat die Heckklüse bereits die 0,9 mm tiefen Rillen an den Seiten und
oben. Das Teil ist wieder so gespannt, daß die
Lötnaht zusammengedrückt wird. Eine Lötnaht auf Scherung oder Knickung zu
beanspruchen wäre nicht gut. Die Teile brechen dann schnell auseinander.
Die Klüsen müssen nun noch außen rundum die
Rillen bekommen. Einen geradverzahnten Zweischneider-Fingerfräser habe ich dazu
von Hand mit einer kleinen Trennscheibe gerundete Schneidenecken angeschliffen.
Im Bild hat die Heckklüse bereits die 0,9 mm tiefen Rillen an den Seiten und
oben. Das Teil ist wieder so gespannt, daß die
Lötnaht zusammengedrückt wird. Eine Lötnaht auf Scherung oder Knickung zu
beanspruchen wäre nicht gut. Die Teile brechen dann schnell auseinander.
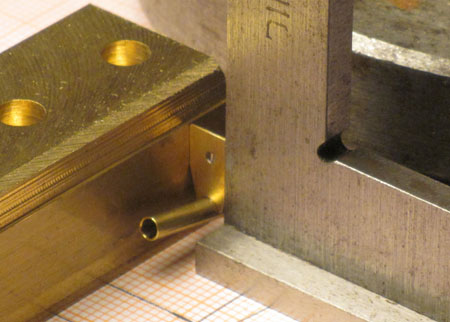
 Hier drückt die rechts mitgespannte Leiste
nur die Hälfte der Klüse gegen die feste Schraubstockbacke, an welcher eben
gefräst wird. Das Teil ist nach Augenmaß etwa 45° schräg gespannt und mit dem
gleichen Fräser wird bei gleicher Y-Einstellung die Nut ebenfalls 0,9 mm tief
eingefräst.
Hier drückt die rechts mitgespannte Leiste
nur die Hälfte der Klüse gegen die feste Schraubstockbacke, an welcher eben
gefräst wird. Das Teil ist nach Augenmaß etwa 45° schräg gespannt und mit dem
gleichen Fräser wird bei gleicher Y-Einstellung die Nut ebenfalls 0,9 mm tief
eingefräst.
 Bei der Bugklüse mußte auch die 8°-Schräge
an beiden Seiten eingefräst werden, auch 0,9 mm tief. Der Maschinenschraubstock
hatte hier keine Nutensteine, damit ich ihn leicht schräg aufspannen konnte.
Bei der Bugklüse mußte auch die 8°-Schräge
an beiden Seiten eingefräst werden, auch 0,9 mm tief. Der Maschinenschraubstock
hatte hier keine Nutensteine, damit ich ihn leicht schräg aufspannen konnte.
 Die Bugklüse ist außen vorgefräst.
Die Bugklüse ist außen vorgefräst.
 Das Feilen mit einer 1,5-mm-Rund-Nadelfeile
ging dann doch schneller als ich vermutet hatte. Beide Klüsen sind nun
"rohbaufertig". Die Gußrippen habe ich, dreimal dürfen Sie raten,
schlagzahngefräst.
Das Feilen mit einer 1,5-mm-Rund-Nadelfeile
ging dann doch schneller als ich vermutet hatte. Beide Klüsen sind nun
"rohbaufertig". Die Gußrippen habe ich, dreimal dürfen Sie raten,
schlagzahngefräst.
 (Foto
anklicken) Die überzähligen liegen hier am unteren Bildrand. In die
Klüsen habe ich mit einer 0,4 mm breiten Metall-Laubsäge Einschnitte in die
Klüsenräder gesägt und die ebenfalls 0,4 mm breit abgesägten Rippen mit
Sekundenkleber eingeklebt, dabei die Innenecken schön satt aufgefüllt, damit
nach dem Spritzen der "Gußcharakter" entsteht! Die Rippen standen besonders
innen leicht über. Ich habe sie mit kleinen Schleifkörpern zur Innenrundung
bündig geschliffen und dann nachpoliert.
(Foto
anklicken) Die überzähligen liegen hier am unteren Bildrand. In die
Klüsen habe ich mit einer 0,4 mm breiten Metall-Laubsäge Einschnitte in die
Klüsenräder gesägt und die ebenfalls 0,4 mm breit abgesägten Rippen mit
Sekundenkleber eingeklebt, dabei die Innenecken schön satt aufgefüllt, damit
nach dem Spritzen der "Gußcharakter" entsteht! Die Rippen standen besonders
innen leicht über. Ich habe sie mit kleinen Schleifkörpern zur Innenrundung
bündig geschliffen und dann nachpoliert.
 Die nächsten Teile für den
Flaggstockstummel (die meisten FLETCHER hatten keinen Flaggstock im üblichen
Sinne) sind wieder Schlagzahnteile. Hier wird mit einem 1-mm-Fingerfräser eine
7,7 mm lange dreieckige Stütze für die Hecklicht-Konsole hergestellt
(Senkrecht-Teilgerät). Der Außenrand bleibt 0,5 mm dick stehen.
Die nächsten Teile für den
Flaggstockstummel (die meisten FLETCHER hatten keinen Flaggstock im üblichen
Sinne) sind wieder Schlagzahnteile. Hier wird mit einem 1-mm-Fingerfräser eine
7,7 mm lange dreieckige Stütze für die Hecklicht-Konsole hergestellt
(Senkrecht-Teilgerät). Der Außenrand bleibt 0,5 mm dick stehen.
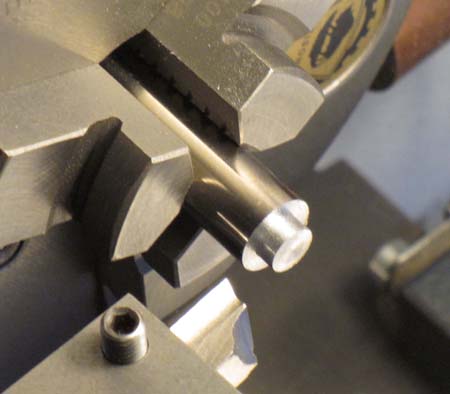
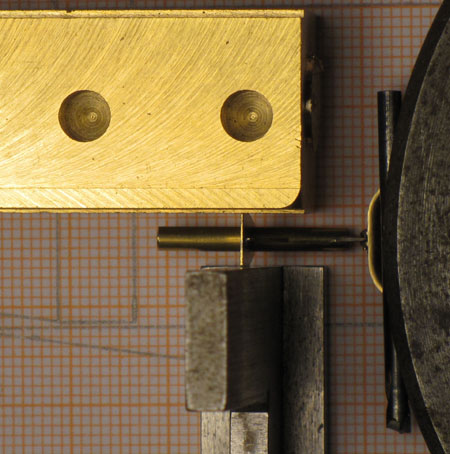
 Die Stütze muß an die Konsole
angelötet werden. Der 2,5-mm-Zapfen an der Pertinax-Platte ragt 0,2 mm über die
Konsolenplatte. Gegen diesen kann ich die Stütze schieben und so exakt anlöten.
Die größere Bohrung in der Mitte der Platte ist die Zentrierung für die
Hecklaterne, die später hier angeklebt wird.
Die Stütze muß an die Konsole
angelötet werden. Der 2,5-mm-Zapfen an der Pertinax-Platte ragt 0,2 mm über die
Konsolenplatte. Gegen diesen kann ich die Stütze schieben und so exakt anlöten.
Die größere Bohrung in der Mitte der Platte ist die Zentrierung für die
Hecklaterne, die später hier angeklebt wird.
 Alle drei Teile für den Heckstock gelötet,
verputzt und fertig zum Verkleben.
Alle drei Teile für den Heckstock gelötet,
verputzt und fertig zum Verkleben.
 Der Stock ist 12° nach achtern geneigt.
Hier wird eben der Stock an die Klüse geklebt (Sekundenkleber), zwei kleine
Bolzen als "Verschraubung".
Der Stock ist 12° nach achtern geneigt.
Hier wird eben der Stock an die Klüse geklebt (Sekundenkleber), zwei kleine
Bolzen als "Verschraubung".
 Hier wird die Konsole an den Stock geklebt
(2-K-Kleber). Damit sie gerade steht, wird sie für die fünf Minuten Härtezeit an
beiden Seiten gehalten.
Hier wird die Konsole an den Stock geklebt
(2-K-Kleber). Damit sie gerade steht, wird sie für die fünf Minuten Härtezeit an
beiden Seiten gehalten.
 Das Ganze noch einmal aus der Sicht von
oben. Das Millimeterpapier ist eine gute Hilfe für das rechtwinklige Ankleben
der Teile. Oft täuscht ja das "Augenmaß".....
Das Ganze noch einmal aus der Sicht von
oben. Das Millimeterpapier ist eine gute Hilfe für das rechtwinklige Ankleben
der Teile. Oft täuscht ja das "Augenmaß".....
 Die Heckklüse mit dem
Flaggstock-Stummel steht an ihrer Stelle, daneben die rohbaufertigen
Smoke-Generatoren.
Die Heckklüse mit dem
Flaggstock-Stummel steht an ihrer Stelle, daneben die rohbaufertigen
Smoke-Generatoren.
41
42

zurück/back |
home
 (Foto anklicken) Im Bild sehen wir die Heckklüse des
Museums-Zerstörers USS KIDD. Selbstverständlich war zu Dienstzeiten der
Zerstörers (ebenfalls ein Boot der FLETCHER-Klasse) das Relingnetz nicht vor der
Öffnung der Klüse gespannt. Am Flaggstock darüber sieht man die nach hinten
strahlende Hecklaterne mit ihren beiden Öffnungsblechen, welche den
Bestrahlungsbereich der Laterne begrenzen.
(Foto anklicken) Im Bild sehen wir die Heckklüse des
Museums-Zerstörers USS KIDD. Selbstverständlich war zu Dienstzeiten der
Zerstörers (ebenfalls ein Boot der FLETCHER-Klasse) das Relingnetz nicht vor der
Öffnung der Klüse gespannt. Am Flaggstock darüber sieht man die nach hinten
strahlende Hecklaterne mit ihren beiden Öffnungsblechen, welche den
Bestrahlungsbereich der Laterne begrenzen.