 (Meist sind Korbmuttern aus Messing.). Gelegentlich
tauchen auch Bezeichnungen wie Bullaugen- oder Lukenmuttern auf. Sie alle sind
genormt nach DIN 80704. Man soll diese Muttern, ähnlich wie Flügelmuttern, von
Hand lösen können.
(Meist sind Korbmuttern aus Messing.). Gelegentlich
tauchen auch Bezeichnungen wie Bullaugen- oder Lukenmuttern auf. Sie alle sind
genormt nach DIN 80704. Man soll diese Muttern, ähnlich wie Flügelmuttern, von
Hand lösen können.
An Luken, Klappen,
Lüfter-Verschlußdeckeln und ähnlichen Teilen an Bord von Schiffen/Booten finden
wir oft sog. Korbmutternverschlüsse. Die Muttern sehen tatsächlich wie Körbe mit
großem Henkel aus (Foto 1)
(Meist sind Korbmuttern aus Messing.). Gelegentlich
tauchen auch Bezeichnungen wie Bullaugen- oder Lukenmuttern auf. Sie alle sind
genormt nach DIN 80704. Man soll diese Muttern, ähnlich wie Flügelmuttern, von
Hand lösen können.
Der Abb. 1
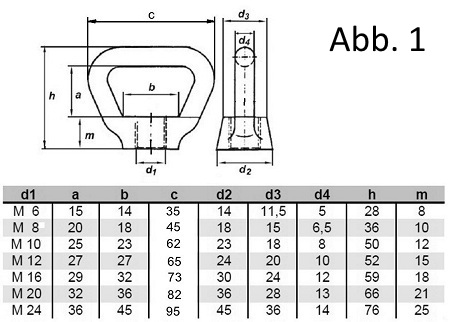 kann man die Original-Maße in mm der
gebräuchlichsten Korbmuttern in der üblichen Form entnehmen. Für einen
Modellnachbau, besonders in größeren Maßstäben, sind diese Dimensionen
hilfreich. Daneben gab und gibt es auch andere weniger bekannte Formen (Abb. 2)
kann man die Original-Maße in mm der
gebräuchlichsten Korbmuttern in der üblichen Form entnehmen. Für einen
Modellnachbau, besonders in größeren Maßstäben, sind diese Dimensionen
hilfreich. Daneben gab und gibt es auch andere weniger bekannte Formen (Abb. 2)
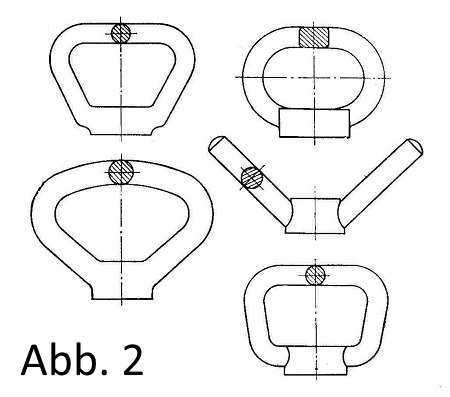 . Den innen ausragenden Gewindebolzen
würde ich an den konischen Messing-Grundkörper gleich mit andrehen und dann den
über einen dreikantigen Dorn mit gerundeten Kanten gebogenen „Griff“ aus Draht
anlöten. Bei einer M24-Korbmutter im M 1:20 wäre das immerhin 0,7-mm-Draht; bei
M6 dann 0,25-mm-Draht.
. Den innen ausragenden Gewindebolzen
würde ich an den konischen Messing-Grundkörper gleich mit andrehen und dann den
über einen dreikantigen Dorn mit gerundeten Kanten gebogenen „Griff“ aus Draht
anlöten. Bei einer M24-Korbmutter im M 1:20 wäre das immerhin 0,7-mm-Draht; bei
M6 dann 0,25-mm-Draht.
Hier
soll es aber nur um die meist U-förmig gestalteten „Schließbleche“ gehen. Abb. 3
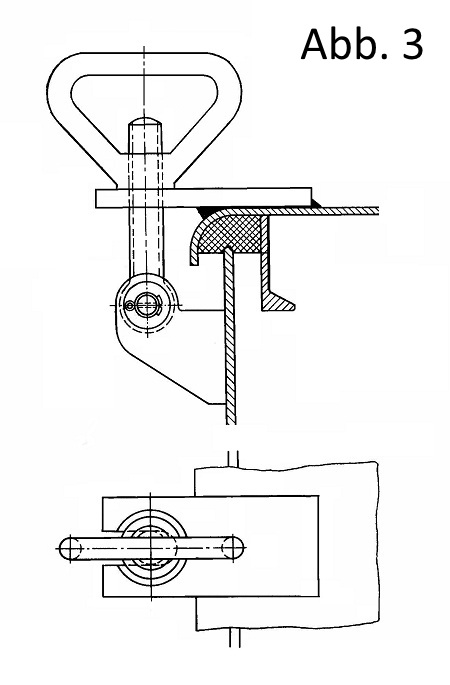 zeigt einen typischen Korbmuttern-Verschluß,
wie er an zahlreichen Luken usw. zu sehen ist. Die Mutter wird zum Öffnen
ausreichend weit gelöst und so kann die Augenschraube nach unten geschwenkt
werden. Abb. 4
zeigt einen typischen Korbmuttern-Verschluß,
wie er an zahlreichen Luken usw. zu sehen ist. Die Mutter wird zum Öffnen
ausreichend weit gelöst und so kann die Augenschraube nach unten geschwenkt
werden. Abb. 4 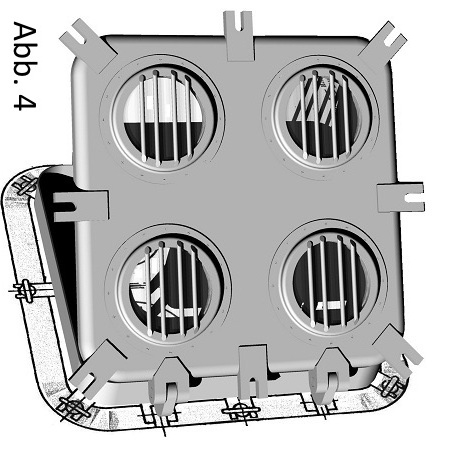 zeigt einen
Lukendeckel, vielleicht ein Maschinenraum-Oberlicht, mit acht dieser
charakteristischen Bleche. Beim Modellbau benötigt man diese oft in größerer
Stückzahl. Ich möchte nun erklären, wie ich derartige Bleche (auch andere
ähnliche Formen) relativ schnell und sehr maßhaltig herstelle. Das habe ich
bereits für den M 1:25 und 1:50 gemacht. Zuerst schneide ich eine Anzahl
rechteckige Messingbleche aus und versehe sie in gleichen Lochabständen mit
3,2-mm-Bohrungen (Foto 2)
zeigt einen
Lukendeckel, vielleicht ein Maschinenraum-Oberlicht, mit acht dieser
charakteristischen Bleche. Beim Modellbau benötigt man diese oft in größerer
Stückzahl. Ich möchte nun erklären, wie ich derartige Bleche (auch andere
ähnliche Formen) relativ schnell und sehr maßhaltig herstelle. Das habe ich
bereits für den M 1:25 und 1:50 gemacht. Zuerst schneide ich eine Anzahl
rechteckige Messingbleche aus und versehe sie in gleichen Lochabständen mit
3,2-mm-Bohrungen (Foto 2) 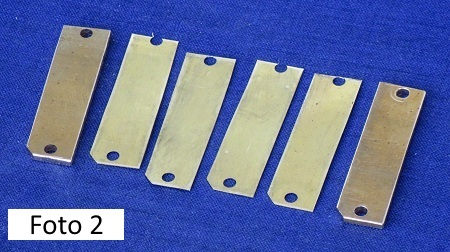 (Die
Bleche können auch länger sein (Verfahrweg vom Obersupport).).
Beim M 1:50 ist 0,2-mm-Blech angemessen und beim M 1:20 darf es 0,5-mm-Blech
sein. Bei den 0,2-mm-Blechen sollte man noch zwei gleich große Bleche mit etwa 1
bis 2 mm Dicke aussägen und ebenfalls bohren. Diese Bleche werden zu einem Paket
zusammengestapelt und mit M3-Schrauben verbunden. Ich würde ein 2-mm-Blech
zuerst aussägen und bohren und dieses als Bohrschablone für die anderen Bleche
verwenden. Oder noch eleganter, man stapelt alle Bleche, noch ohne Bohrungen,
übereinander, klammert sie sehr fest (zur Verhinderung von Gratbildung) und
bohrt sie gemeinsam. 0,2-mm-Ms-Blech kann man noch gut mit einer Papierschere
schneiden. Wie das geschieht, damit sich das dünne Blech nicht wellig verformt,
also vollkommen eben bleibt, habe ich in meinem Buch
(1) im Abschnitt
„Messingblech im Modellbau“ und auch auf meiner Homepage
www.ship-model-today.de (hier)
mehrfach ausführlich beschrieben. Ab 0,3-mm-Blechstärke sollte man dagegen doch
mit den feinsten Metall-Laubsägen sägen.
(Die
Bleche können auch länger sein (Verfahrweg vom Obersupport).).
Beim M 1:50 ist 0,2-mm-Blech angemessen und beim M 1:20 darf es 0,5-mm-Blech
sein. Bei den 0,2-mm-Blechen sollte man noch zwei gleich große Bleche mit etwa 1
bis 2 mm Dicke aussägen und ebenfalls bohren. Diese Bleche werden zu einem Paket
zusammengestapelt und mit M3-Schrauben verbunden. Ich würde ein 2-mm-Blech
zuerst aussägen und bohren und dieses als Bohrschablone für die anderen Bleche
verwenden. Oder noch eleganter, man stapelt alle Bleche, noch ohne Bohrungen,
übereinander, klammert sie sehr fest (zur Verhinderung von Gratbildung) und
bohrt sie gemeinsam. 0,2-mm-Ms-Blech kann man noch gut mit einer Papierschere
schneiden. Wie das geschieht, damit sich das dünne Blech nicht wellig verformt,
also vollkommen eben bleibt, habe ich in meinem Buch
(1) im Abschnitt
„Messingblech im Modellbau“ und auch auf meiner Homepage
www.ship-model-today.de (hier)
mehrfach ausführlich beschrieben. Ab 0,3-mm-Blechstärke sollte man dagegen doch
mit den feinsten Metall-Laubsägen sägen.
Dieses Paket wird im Stahlhalter
der Drehmaschine so geklemmt, daß die Längskante in etwa mit der Zugrichtung vom
Obersupport übereinstimmt und ausreichend nach vorn herausragt (Foto 3)
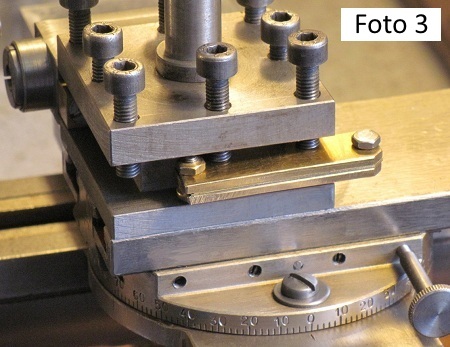 (Der Stahlhalter ist hier
nach vorn gedreht.). Schon für verschiedene andere Zwecke habe ich für
diese Drehmaschine einen Kreissäge-Dorn mit einer exakt rundlaufenden (vor allem
ohne Planschlag) Metallkreissäge angefertigt. Mit dieser Säge begradige ich
zuerst die Längskante. Das kann nur in Zehntel-Zustellungen pro Fräsdurchgang
geschehen, weil eine so kleine Metallkreissäge keine Seitenschneiden hat,
sondern nur Umfangsschneiden. Wenn die gesamte Länge so egalisiert ist, wie das
im Foto 4
(Der Stahlhalter ist hier
nach vorn gedreht.). Schon für verschiedene andere Zwecke habe ich für
diese Drehmaschine einen Kreissäge-Dorn mit einer exakt rundlaufenden (vor allem
ohne Planschlag) Metallkreissäge angefertigt. Mit dieser Säge begradige ich
zuerst die Längskante. Das kann nur in Zehntel-Zustellungen pro Fräsdurchgang
geschehen, weil eine so kleine Metallkreissäge keine Seitenschneiden hat,
sondern nur Umfangsschneiden. Wenn die gesamte Länge so egalisiert ist, wie das
im Foto 4 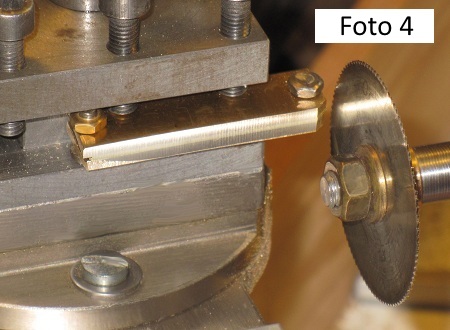 (In meinen
Büchern wird erklärt, wie man einen sehr gut rundlaufenden Sägedorn macht.)
zu sehen ist, wird die Skala vom Quersupport „genullt“. Diese Nullung ist nötig,
damit man von da aus bei dem folgenden Arbeitsgang kontrolliert die Einschnitte
in das Paket hinein ausführen kann (Foto 5)
(In meinen
Büchern wird erklärt, wie man einen sehr gut rundlaufenden Sägedorn macht.)
zu sehen ist, wird die Skala vom Quersupport „genullt“. Diese Nullung ist nötig,
damit man von da aus bei dem folgenden Arbeitsgang kontrolliert die Einschnitte
in das Paket hinein ausführen kann (Foto 5)
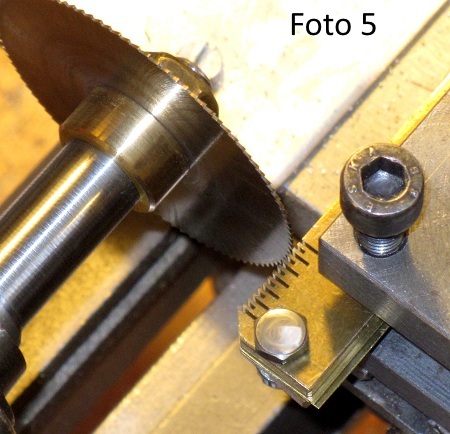 (Konzentration ist
angesagt! Drehzahl der Säge nie zu hoch wählen.). Je nach dem Maßstab und
der Form der Bleche werden die Einschnitte mit Zustellung durch den Obersupport
in stets gleichen „Takten“ und errechnet ausgeführt. Für die kürzeren
Einschnitte wird die Breite der Säge benutzt. Metallkreissägen gibt es
schließlich in nahezu allen Breiten. Man kann aber auch einen 0,6 mm breiten
Schnitt mit einer 0,4-mm-Säge ausführen. Nach dem ersten Schnitt verstellt man
noch einmal 0,2 mm und geht noch einmal vorsichtig (langsam) auf die gleiche
Tiefe. Bei einem sehr tiefen Einschnitt kann man das nicht so tun, weil die
dünne Kreissäge nach der Seite ausweicht. Nach dem kompletten Sägen sieht das
Paket nach Foto 6
(Konzentration ist
angesagt! Drehzahl der Säge nie zu hoch wählen.). Je nach dem Maßstab und
der Form der Bleche werden die Einschnitte mit Zustellung durch den Obersupport
in stets gleichen „Takten“ und errechnet ausgeführt. Für die kürzeren
Einschnitte wird die Breite der Säge benutzt. Metallkreissägen gibt es
schließlich in nahezu allen Breiten. Man kann aber auch einen 0,6 mm breiten
Schnitt mit einer 0,4-mm-Säge ausführen. Nach dem ersten Schnitt verstellt man
noch einmal 0,2 mm und geht noch einmal vorsichtig (langsam) auf die gleiche
Tiefe. Bei einem sehr tiefen Einschnitt kann man das nicht so tun, weil die
dünne Kreissäge nach der Seite ausweicht. Nach dem kompletten Sägen sieht das
Paket nach Foto 6 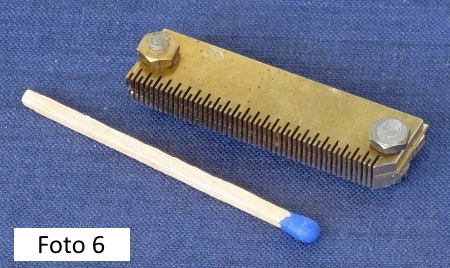 (Der
Maßstab 1:50 ist schon sehr klein.) aus. Erst eben beim Schreiben dieses
Foto-Reports kommt mir die Idee, daß ich eigentlich diese Sägerei auch noch an
der gegenüberliegenden Seite des Paketes hätte durchführen können. Das gäbe die
doppelte Anzahl der Teile!
(Der
Maßstab 1:50 ist schon sehr klein.) aus. Erst eben beim Schreiben dieses
Foto-Reports kommt mir die Idee, daß ich eigentlich diese Sägerei auch noch an
der gegenüberliegenden Seite des Paketes hätte durchführen können. Das gäbe die
doppelte Anzahl der Teile!
Foto 7
 (Den Abfall nimmt man im
Interesse der praktischen Technologie gern in Kauf.) zeigt das getrennte
Paket, links liegen die beiden mit gesägten „Stabilitätsbleche“. Nun müssen die
U-Stücke nur noch abgetrennt werden. In den Fotos hatte ich die Herstellung für
den Maßstab 1:50 dargestellt (0,2 mm Blechdicke, 0,5 mm Kreissägen-Breite). In
dem Fall konnte ich die U-Stücke mit der Papierschere abtrennen. Beim Foto 8
(Den Abfall nimmt man im
Interesse der praktischen Technologie gern in Kauf.) zeigt das getrennte
Paket, links liegen die beiden mit gesägten „Stabilitätsbleche“. Nun müssen die
U-Stücke nur noch abgetrennt werden. In den Fotos hatte ich die Herstellung für
den Maßstab 1:50 dargestellt (0,2 mm Blechdicke, 0,5 mm Kreissägen-Breite). In
dem Fall konnte ich die U-Stücke mit der Papierschere abtrennen. Beim Foto 8
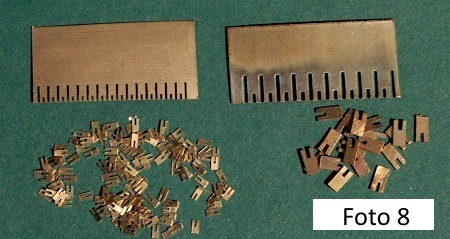 (Die Montage erfolgt in
der Regel bei mir mit Sekundenkleber. Die richtige Arbeit damit wird in
(2) Seiten 93/94
erklärt.) sind rechts die ebenso hergestellten U-Bleche aus
0,5-mm-Ms-Blech für den Maßstab 1:25 zu sehen. Vor dem Abschneiden sollte man
die Sägekanten auf jeden Fall mit einer kleinen rotierenden Drahtbürste von den
feinsten Säge-Grad befreien. Wenn man das nicht macht, sieht man diesen Grad
spätestens nach der Spritzlackierung! Bei dickerem Blech gilt auch wieder:
abtrennen mit der Laubsäge (mein Beitrag „Messingblech im Modellbau“ in (1)!)
Foto 9
(Die Montage erfolgt in
der Regel bei mir mit Sekundenkleber. Die richtige Arbeit damit wird in
(2) Seiten 93/94
erklärt.) sind rechts die ebenso hergestellten U-Bleche aus
0,5-mm-Ms-Blech für den Maßstab 1:25 zu sehen. Vor dem Abschneiden sollte man
die Sägekanten auf jeden Fall mit einer kleinen rotierenden Drahtbürste von den
feinsten Säge-Grad befreien. Wenn man das nicht macht, sieht man diesen Grad
spätestens nach der Spritzlackierung! Bei dickerem Blech gilt auch wieder:
abtrennen mit der Laubsäge (mein Beitrag „Messingblech im Modellbau“ in (1)!)
Foto 9
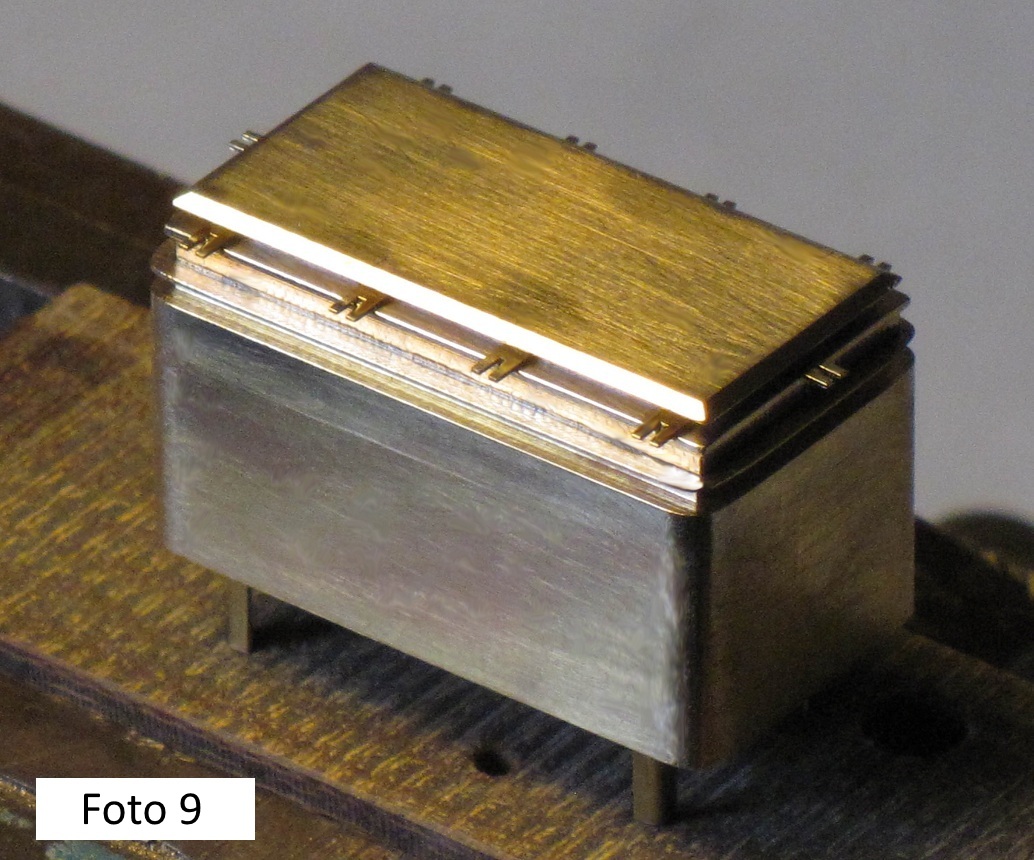 (kleine Fotos durch Anklicken vergrößern)
(Diese Messing-Kiste ist innen auf 0,3 mm Wandstärke leergefräst.)
zeigt eine noch unlackierte Munitionskiste für mein 1:50-Zerstörermodell mit den
U-förmigen Blechen, die übrigen Verschraubungen fehlen noch. Im Foto 10
(kleine Fotos durch Anklicken vergrößern)
(Diese Messing-Kiste ist innen auf 0,3 mm Wandstärke leergefräst.)
zeigt eine noch unlackierte Munitionskiste für mein 1:50-Zerstörermodell mit den
U-förmigen Blechen, die übrigen Verschraubungen fehlen noch. Im Foto 10
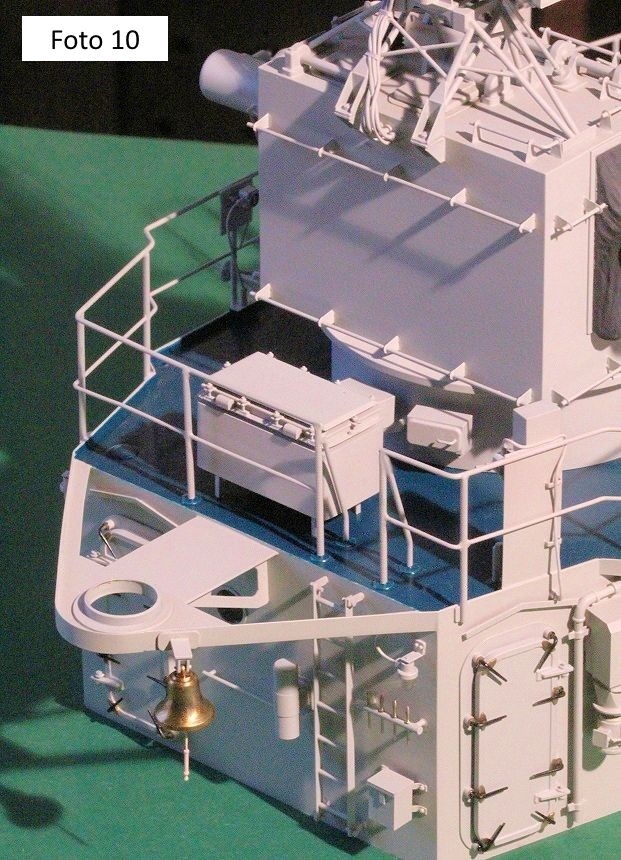 (Mein besonderes Augenmerk richte ich beim Modellbau stets
auf scharfe Kanten. Der von mir weitgehend favorisierte Messing-Bau kommt diesem
Willen sehr entgegen) sieht man diese Kiste auf dem obersten Deck hinter
dem E-Meß-Stand montiert. Unnötig zu erwähnen, daß man das hier vorgestellte
Verfahren zur Herstellung von Blechteilen auch auf andere ähnlich geformte
übernehmen sollte, ganz ohne Ätzen!
(Mein besonderes Augenmerk richte ich beim Modellbau stets
auf scharfe Kanten. Der von mir weitgehend favorisierte Messing-Bau kommt diesem
Willen sehr entgegen) sieht man diese Kiste auf dem obersten Deck hinter
dem E-Meß-Stand montiert. Unnötig zu erwähnen, daß man das hier vorgestellte
Verfahren zur Herstellung von Blechteilen auch auf andere ähnlich geformte
übernehmen sollte, ganz ohne Ätzen!
Jürgen Eichardt
(1) Jürgen Eichardt, „Modellbautechniken“, Verlag für Technik und Handwerk, 2003, ISBN 3-88180-135-9
(2) Jürgen Eichardt, „Rumpfbaupraxis“, Verlag für Technik und Handwerk, 2000, ISBN 3-88180-128-6
![]()