 Andrehen: Spannzapfen Durchmesser 6 x 6
lang, Absatz Durchmesser 8 x 7, Absatz Durchmesser 10 x 12.
Andrehen: Spannzapfen Durchmesser 6 x 6
lang, Absatz Durchmesser 8 x 7, Absatz Durchmesser 10 x 12.6 Lautsprecher (Megaphone)
six speaker
An Bord des Zerstörers findet man insgesamt 6 Lautsprecher mit ihren Kabelzuleitungen.
Andrehen: Spannzapfen Durchmesser 6 x 6
lang, Absatz Durchmesser 8 x 7, Absatz Durchmesser 10 x 12.
 Auf Länge 22,5 mm abstechen. (Das Foto
ist etwas unklar, sorry)
Auf Länge 22,5 mm abstechen. (Das Foto
ist etwas unklar, sorry)
 Plandrehen der Abstechseite auf Länge 22
mm.
Plandrehen der Abstechseite auf Länge 22
mm.
 Spannmittel: stehender Rundtisch mit
Zangenfutter. Ich wollte keinen speziellen Radius-Stechstahl schleifen müssen.
Deshalb habe ich die vordere äußere Rundung (sie hat einen Radius von 2 mm) mit
einem 4-mm-Fingerfräser "angedreht". Den Trick muß ich mir für andere, ähnliche
Fälle gut merken.
Spannmittel: stehender Rundtisch mit
Zangenfutter. Ich wollte keinen speziellen Radius-Stechstahl schleifen müssen.
Deshalb habe ich die vordere äußere Rundung (sie hat einen Radius von 2 mm) mit
einem 4-mm-Fingerfräser "angedreht". Den Trick muß ich mir für andere, ähnliche
Fälle gut merken.
 Die angefräste ("gedrehte") Radius-Rille
noch einmal aus anderer Sicht. Für das Bearbeiten von Drehmessing sind
beschichtete Werkzeuge, wie hier der Fingerfräser, völlig unsinnig. Bei diesem
Material werden die (gut geschliffenen) Schneiden praktisch nie (!) stumpf -
nie!
Die angefräste ("gedrehte") Radius-Rille
noch einmal aus anderer Sicht. Für das Bearbeiten von Drehmessing sind
beschichtete Werkzeuge, wie hier der Fingerfräser, völlig unsinnig. Bei diesem
Material werden die (gut geschliffenen) Schneiden praktisch nie (!) stumpf -
nie!
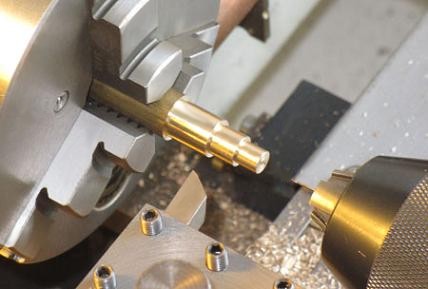
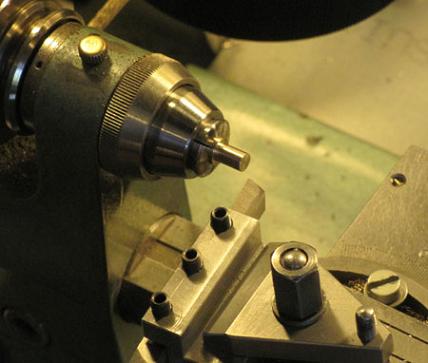
 Mit einem Spitz-Drehstahl wird die
Konusschräge für den Lautsprecher-Trichter bei 5° Obersupport-Verstellung außen
angedreht.
Mit einem Spitz-Drehstahl wird die
Konusschräge für den Lautsprecher-Trichter bei 5° Obersupport-Verstellung außen
angedreht.
 Zentrierbohren, 2 mm Vor- und 2,7 mm
Fertigbohren als Durchgangsbohrungen, Reiben 3H7 (Maschinenreibahle).
Zentrierbohren, 2 mm Vor- und 2,7 mm
Fertigbohren als Durchgangsbohrungen, Reiben 3H7 (Maschinenreibahle).
 Mit einem recht schlank angeschliffenen
Eckbohrstahl wird der Trichter innen bis auf eine Wandstärke von 0,3 mm und 6 mm
tief ausgedreht, bei gleicher Obersupport-Verstellung von 5°.
Mit einem recht schlank angeschliffenen
Eckbohrstahl wird der Trichter innen bis auf eine Wandstärke von 0,3 mm und 6 mm
tief ausgedreht, bei gleicher Obersupport-Verstellung von 5°.
 "Ausdrechseln" der inneren Rundung mit
einem gut geschliffenen Dreikantschaber.
"Ausdrechseln" der inneren Rundung mit
einem gut geschliffenen Dreikantschaber.
 Andrehen eines kleinen Absatzes am
Lautsprecher-Körper.
Andrehen eines kleinen Absatzes am
Lautsprecher-Körper.
 Anfräsen einer kleinen Fläche (mit einem
2,5-mm-Fingerfräser) für das spätere Ankleben der rechteckigen
Kabel-Anschlußdose.
Anfräsen einer kleinen Fläche (mit einem
2,5-mm-Fingerfräser) für das spätere Ankleben der rechteckigen
Kabel-Anschlußdose.
 Abstechen auf Länge.
Abstechen auf Länge.
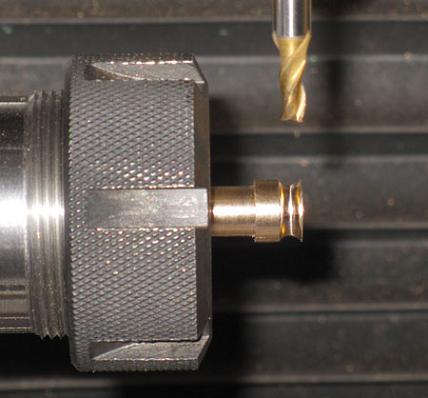
 Für das Fräsen der Kabel-Anschlußdosen
wird an gleichlange 6-mm-Materialstücke ein 6 mm langer 4-mm-Spannzapfen
angedreht.
Für das Fräsen der Kabel-Anschlußdosen
wird an gleichlange 6-mm-Materialstücke ein 6 mm langer 4-mm-Spannzapfen
angedreht.
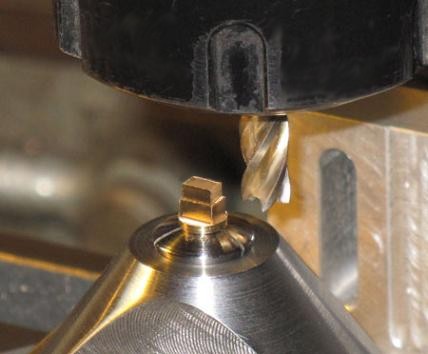 Dieser wird in der 4-mm-Spannzange im
Direktteilgerät gespannt und das ausragende Stück jeweils nach immer gleichen
Skalenwerten (Tangentialfräsen) zu maßhaltigen Dosen gefräst. Das untere, rundum
0,3 mm breitere Stück ergibt den Deckel der Anschlußdose!
Dieser wird in der 4-mm-Spannzange im
Direktteilgerät gespannt und das ausragende Stück jeweils nach immer gleichen
Skalenwerten (Tangentialfräsen) zu maßhaltigen Dosen gefräst. Das untere, rundum
0,3 mm breitere Stück ergibt den Deckel der Anschlußdose!
 Nach dem Entgraten werden die Teile
wieder im Teilgerät der Drehmaschine gespannt und in die Mitte einer Längsseite
wird eine 0,55-mm-Bohrung eingebohrt (nicht durchgebohrt). (Die Achse dieses
Teilgeräts liegt exakt in der Höhe der Arbeitsspindel)
Nach dem Entgraten werden die Teile
wieder im Teilgerät der Drehmaschine gespannt und in die Mitte einer Längsseite
wird eine 0,55-mm-Bohrung eingebohrt (nicht durchgebohrt). (Die Achse dieses
Teilgeräts liegt exakt in der Höhe der Arbeitsspindel)
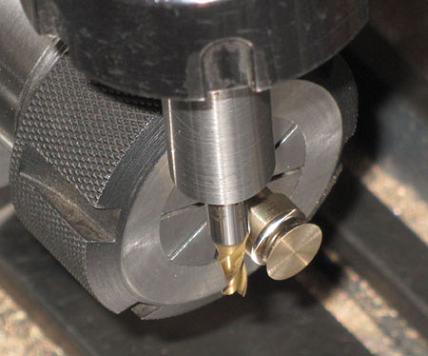
 Nach dem Absägen (ebenfalls auf der
Drehmaschine) erkennt man nun den "Deckel". Daneben liegt der 0,55-mm-Bohrer.
Ich verwende gern diese abgesetzten Wendelbohrer. Sie haben einen 1,2-mm-Schaft
und das Schneidenteil vom Nenndurchmesser ist immer so schön kurz, daß man diese
kleinen Bohrer ganz ohne Zentrierbohrer verwenden kann. Man muß natürlich
seeeeehr langsam einbohren. Das Teil rechts-unten im Bild gehört nicht zu dieser
Serie.
Nach dem Absägen (ebenfalls auf der
Drehmaschine) erkennt man nun den "Deckel". Daneben liegt der 0,55-mm-Bohrer.
Ich verwende gern diese abgesetzten Wendelbohrer. Sie haben einen 1,2-mm-Schaft
und das Schneidenteil vom Nenndurchmesser ist immer so schön kurz, daß man diese
kleinen Bohrer ganz ohne Zentrierbohrer verwenden kann. Man muß natürlich
seeeeehr langsam einbohren. Das Teil rechts-unten im Bild gehört nicht zu dieser
Serie.
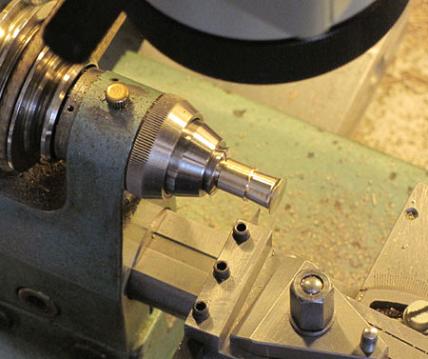
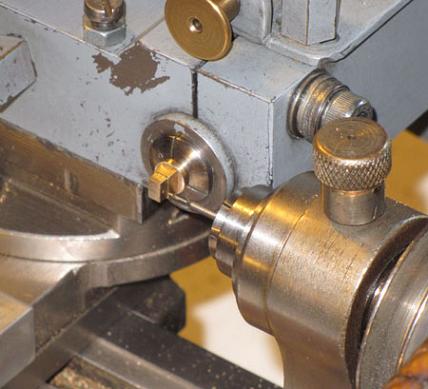
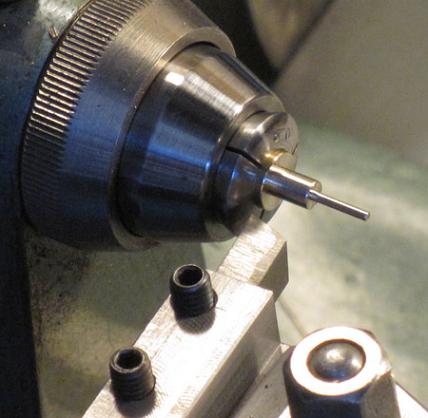
 Die Lautsprecher-Körper (siehe die Fotos
weiter oben) sollen zur Befestigung an der Wand drei Haltefüße bekommen. Dazu
muß eine Haltevorrichtung hergestellt werden. Für diese wird im Bild ein
Spannzapfen Durchmesser 6 x 6 lang angedreht. Ich drehe solche Spannzapfen
lieber 2 bis 5 Hundertstel-mm kleiner, als zu groß.
Die Lautsprecher-Körper (siehe die Fotos
weiter oben) sollen zur Befestigung an der Wand drei Haltefüße bekommen. Dazu
muß eine Haltevorrichtung hergestellt werden. Für diese wird im Bild ein
Spannzapfen Durchmesser 6 x 6 lang angedreht. Ich drehe solche Spannzapfen
lieber 2 bis 5 Hundertstel-mm kleiner, als zu groß.
 Die Haltevorrichtung bekommt ein
M3-Innengewinde (die Bohrungen in den Lautsprecher-Körpern haben 3 mm
Durchmesser).
Die Haltevorrichtung bekommt ein
M3-Innengewinde (die Bohrungen in den Lautsprecher-Körpern haben 3 mm
Durchmesser).
 In die Planfläche wird mit einem
Eckbohrstahl eine 0,5 mm flache Vertiefung auf den Durchmesser 10 eingedreht
(Die Schalltrichter der Lautsprecher haben einheitlich diesen Durchmesser).
In die Planfläche wird mit einem
Eckbohrstahl eine 0,5 mm flache Vertiefung auf den Durchmesser 10 eingedreht
(Die Schalltrichter der Lautsprecher haben einheitlich diesen Durchmesser).
 In dieser Nahaufnahme sieht man die
Haltevorrichtung, einen Lautsprecher-Körper (man erkennt die angefräste, 2,5 x 4
mm große Fläche, an welche später die Kabeldose angelötet wird) und eine
M3-Schraube. Deren Kopf wurde im Durchmesser auf vertretbares Maß etwas kleiner
gedreht.
In dieser Nahaufnahme sieht man die
Haltevorrichtung, einen Lautsprecher-Körper (man erkennt die angefräste, 2,5 x 4
mm große Fläche, an welche später die Kabeldose angelötet wird) und eine
M3-Schraube. Deren Kopf wurde im Durchmesser auf vertretbares Maß etwas kleiner
gedreht.
 Und so sehen die Teile
zusammengeschraubt aus.
Und so sehen die Teile
zusammengeschraubt aus.
 Das Ganze wird im Direktteilgerät
(diesmal mit Vierbackenfutter) gespannt und so können in jede Bodenfläche drei 1
mm breite und 0,4 mm tiefe Nuten, je 120° versetzt, eingefräst werden. Ich habe
(immer nach Skala, logisch!) bis knapp an den Schraubenkopf gefräst.
Das Ganze wird im Direktteilgerät
(diesmal mit Vierbackenfutter) gespannt und so können in jede Bodenfläche drei 1
mm breite und 0,4 mm tiefe Nuten, je 120° versetzt, eingefräst werden. Ich habe
(immer nach Skala, logisch!) bis knapp an den Schraubenkopf gefräst.
 Danach sahen die sechs Teile so aus.
Danach sahen die sechs Teile so aus.
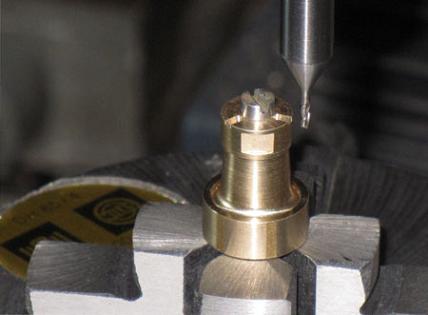
 Zur Herstellung der winzigen Haltefüße
wurden sechs prismatische, 6 mm lange Profile (schlagzahn-)gefräst; und sie
erhielten auch bereits mittige 0,45-mm-Bohrungen für Schraubenkopf-Imitate mit
der Best.-Nr. 355560 (SW 0,6 mm) von der Fa. GHW-Modellbauversand Gabriele
Hüttl-Wagener (
www.ghw-modellbau.de
).
Zur Herstellung der winzigen Haltefüße
wurden sechs prismatische, 6 mm lange Profile (schlagzahn-)gefräst; und sie
erhielten auch bereits mittige 0,45-mm-Bohrungen für Schraubenkopf-Imitate mit
der Best.-Nr. 355560 (SW 0,6 mm) von der Fa. GHW-Modellbauversand Gabriele
Hüttl-Wagener (
www.ghw-modellbau.de
).
 Und von diesen Profilen wurde die Anzahl
"Füße" auf der Drehmaschine 0,7 mm dick abgesägt. Jetzt folgt die hier
kniffligste Arbeit: Die hier noch gut sichtbaren Sägereste müssen entfernt und
die Teile müssen sorgfältig entgratet werden; wieder eine Arbeit, um sie unter
dem Mikroskop (siehe meine
HP-Startseite) zu machen. Die Teile sind immerhin nur 2,7 mm lang, 1
mm breit (0,5 mm Radius!, den ja
beim Schlagzahnfräsen ganz exakt die Maschine macht)
und, wie gesagt, 0,7 mm dick.
Und von diesen Profilen wurde die Anzahl
"Füße" auf der Drehmaschine 0,7 mm dick abgesägt. Jetzt folgt die hier
kniffligste Arbeit: Die hier noch gut sichtbaren Sägereste müssen entfernt und
die Teile müssen sorgfältig entgratet werden; wieder eine Arbeit, um sie unter
dem Mikroskop (siehe meine
HP-Startseite) zu machen. Die Teile sind immerhin nur 2,7 mm lang, 1
mm breit (0,5 mm Radius!, den ja
beim Schlagzahnfräsen ganz exakt die Maschine macht)
und, wie gesagt, 0,7 mm dick.
 In eine Hartgewebeplatte (Pertinax) wird
eine Zentriersenkung Durchmesser 10, 0,5 mm tief gedreht und anschließend im
Teilgerät drei 0,5-mm-Bohrungen (je 120° entfernt) gebohrt.
In eine Hartgewebeplatte (Pertinax) wird
eine Zentriersenkung Durchmesser 10, 0,5 mm tief gedreht und anschließend im
Teilgerät drei 0,5-mm-Bohrungen (je 120° entfernt) gebohrt.
 Die kleinen Steine (zwei Fotos weiter
oben) werden nur an den Längskanten mit dem Dreikantschaber leicht entgratet und
die oberen Flächen werden verzinnt (die Bohrungen müssen dabei offen bleiben!
ansonsten nachträglich aufbohren). Die Steine mit den Schrauben-Imitaten (sie
ragen unten etwas durch) werden in die Zentrierung gesteckt....
Die kleinen Steine (zwei Fotos weiter
oben) werden nur an den Längskanten mit dem Dreikantschaber leicht entgratet und
die oberen Flächen werden verzinnt (die Bohrungen müssen dabei offen bleiben!
ansonsten nachträglich aufbohren). Die Steine mit den Schrauben-Imitaten (sie
ragen unten etwas durch) werden in die Zentrierung gesteckt....
 ....und darauf der Lautsprecher-Körper.
Durch die konsequente Arbeit mit den Teilgeräten paßt alles sehr gut. An jeden
Fuß wird ein Tropfen Lötwasser gegeben, das Ganze mit einem Propanbrenner
erhitzt (die klein eingestellte Flamme ist auf den Trichter oben gerichtet). Man
erkennt deutlich, wenn das Zinn fließt und alle sieben Teile miteinander
verbindet, ohne Vorrichtung geht das nicht!
....und darauf der Lautsprecher-Körper.
Durch die konsequente Arbeit mit den Teilgeräten paßt alles sehr gut. An jeden
Fuß wird ein Tropfen Lötwasser gegeben, das Ganze mit einem Propanbrenner
erhitzt (die klein eingestellte Flamme ist auf den Trichter oben gerichtet). Man
erkennt deutlich, wenn das Zinn fließt und alle sieben Teile miteinander
verbindet, ohne Vorrichtung geht das nicht!
 So sehen die eingelöteten Steine aus.
Nach sechs Teilen ist das Hartgewebe bereits etwas angebrannt. Will man viel
mehr Teile so löten, müßte man Alu für die Scheibe verwenden!
So sehen die eingelöteten Steine aus.
Nach sechs Teilen ist das Hartgewebe bereits etwas angebrannt. Will man viel
mehr Teile so löten, müßte man Alu für die Scheibe verwenden!
 Nun können die Teile in die gleiche
Spannvorrichtung genommen werden, die weiter oben bereits für das Fräsen der
drei Nuten verwendet wurde. Die ausragenden Stifte und die drei Flächen der Füße
werden leicht überplant. Danach wird alles mit der rotierenden Drahtbürste
verputzt und entgratet.
Nun können die Teile in die gleiche
Spannvorrichtung genommen werden, die weiter oben bereits für das Fräsen der
drei Nuten verwendet wurde. Die ausragenden Stifte und die drei Flächen der Füße
werden leicht überplant. Danach wird alles mit der rotierenden Drahtbürste
verputzt und entgratet.
 Hier sind die Kabeldosen bereits
angeklebt (2-K-Kleber).
Hier sind die Kabeldosen bereits
angeklebt (2-K-Kleber).
 6-mm-Rundmessing, Zapfen Durchmesser 1 x
6, Absatz Durchmesser 2,95 x 4 (Die Bohrung im Lautsprecher-Körper ist 3 mm
gerieben! siehe oben) und ein Stück weit Durchmesser 5 (hier nicht zu sehen)
andrehen.
6-mm-Rundmessing, Zapfen Durchmesser 1 x
6, Absatz Durchmesser 2,95 x 4 (Die Bohrung im Lautsprecher-Körper ist 3 mm
gerieben! siehe oben) und ein Stück weit Durchmesser 5 (hier nicht zu sehen)
andrehen.
 Gespannt in Spannzange 3 mm, plandrehen
auf 6 x gleiche Länge von 6,5 mm.
Gespannt in Spannzange 3 mm, plandrehen
auf 6 x gleiche Länge von 6,5 mm.
 6° Obersupport-Verstellung, Kegel
andrehen.
6° Obersupport-Verstellung, Kegel
andrehen.
 leichte Senkung in der Mitte
(2,5-mm-Zentrierbohrer), verrunden beider Kanten vorn mit dem Dreikantschaber.
leichte Senkung in der Mitte
(2,5-mm-Zentrierbohrer), verrunden beider Kanten vorn mit dem Dreikantschaber.
 Die Konusteile sind in der Mitte
eingeklebt, hinten ragt der 1-mm-Zapfen als eigentlicher Montagezapfen heraus.
Es sieht später am Modell nur so aus, als würde der Lautsprecher von drei
winzigen Schrauben gehalten. Das obligatorische Streichholz zum Größenvergleich.
Die schönen Lautsprecher sind fertig zum Verbauen....
Die Konusteile sind in der Mitte
eingeklebt, hinten ragt der 1-mm-Zapfen als eigentlicher Montagezapfen heraus.
Es sieht später am Modell nur so aus, als würde der Lautsprecher von drei
winzigen Schrauben gehalten. Das obligatorische Streichholz zum Größenvergleich.
Die schönen Lautsprecher sind fertig zum Verbauen....
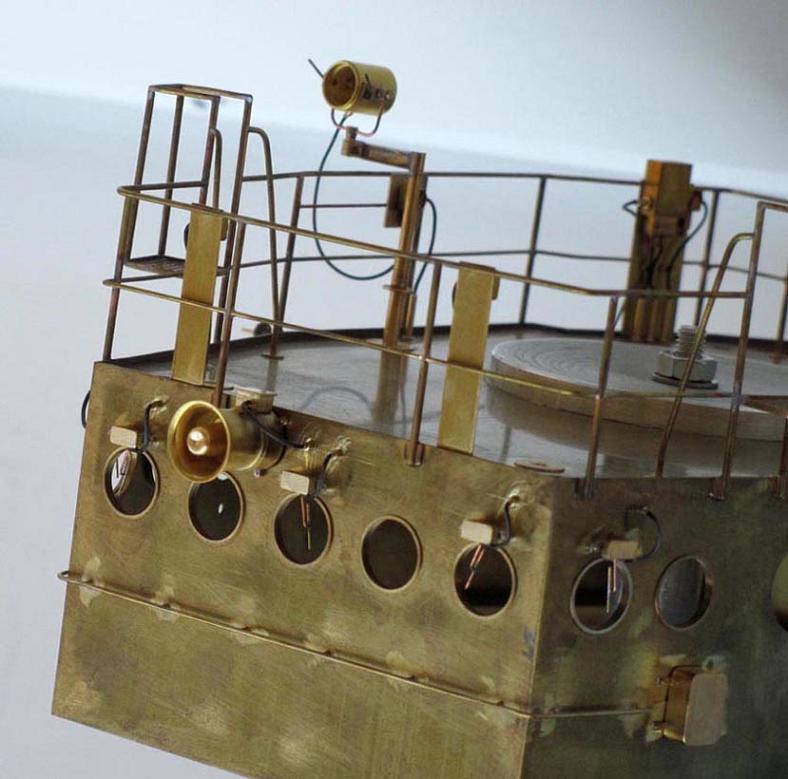 Ein Lautsprecher ist bereits an der Brückenfront angebracht. (Zur
Vergrößerung auf die Fotos klicken)
Ein Lautsprecher ist bereits an der Brückenfront angebracht. (Zur
Vergrößerung auf die Fotos klicken)
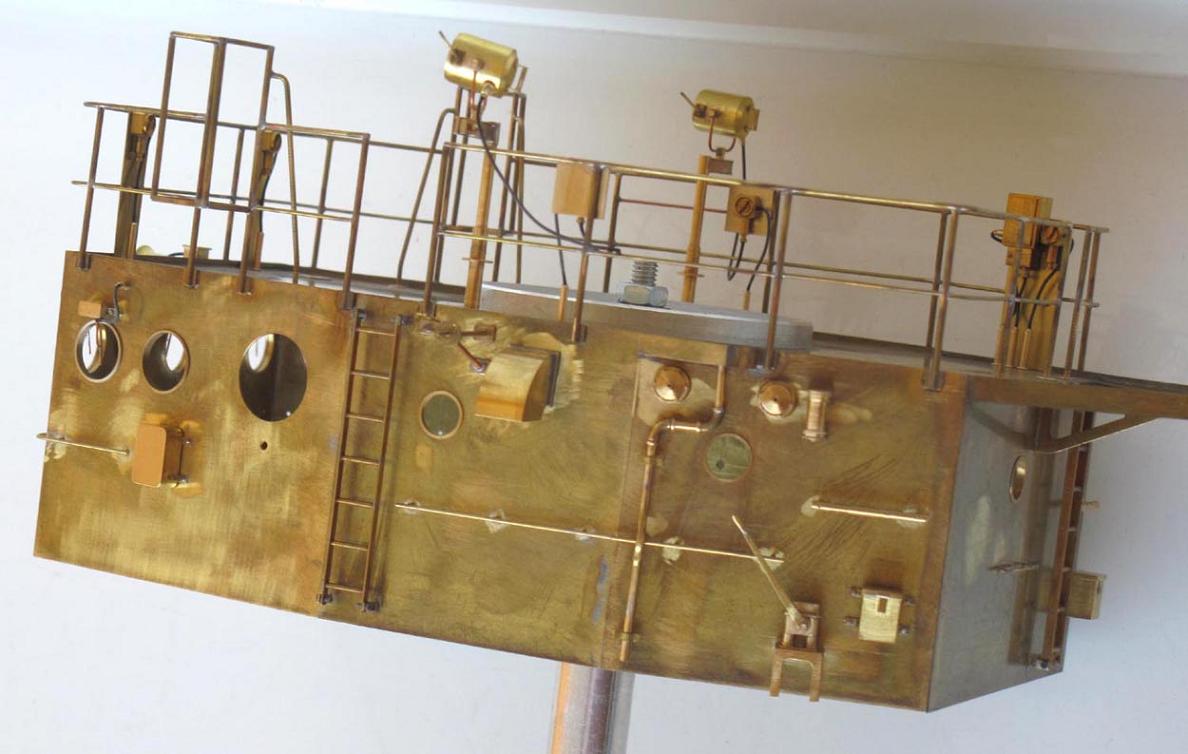 Am Deckshaus fehlen noch etliche Details, bevor gespritzt werden kann. Der nach
unten herausragende Aludorn von 8 mm Dicke ist ein Haltedorn. Mit dem kann ich
das Deckshaus ständig im Schraubstock spannen, damit nichts beschädigt wird oder
abbricht. Vieles ist nur mit dem nicht sehr gut haltbaren Sekundenkleber
befestigt.
Am Deckshaus fehlen noch etliche Details, bevor gespritzt werden kann. Der nach
unten herausragende Aludorn von 8 mm Dicke ist ein Haltedorn. Mit dem kann ich
das Deckshaus ständig im Schraubstock spannen, damit nichts beschädigt wird oder
abbricht. Vieles ist nur mit dem nicht sehr gut haltbaren Sekundenkleber
befestigt.
Auf geht´s zu den nächsten Bauteilen...
![]()