Prägevorrichtung für L-Profile
Für die Herstellung von L-Profilen
könnte man eine kleine Abkantbank bauen. Den Gedanken Bleche zu kanten,
vielleicht um Deckshäuser zu bauen, habe ich immer beiseitegeschoben. Die Kanten
erscheinen gerundet, das gefällt mir nicht, ich will scharfkantige Modellteile
haben. Ich habe Deckshäuser immer aus einzelnen, mit der Laubsäge
ausgeschnittenen Messingblechen gelötet (mehr über Ms-Blech in (1)
Seite 93 bis 95). Für das oft rechtwinkelige Fügen benutze ich Lötprismen aus
Pertinax, wie im Foto 1 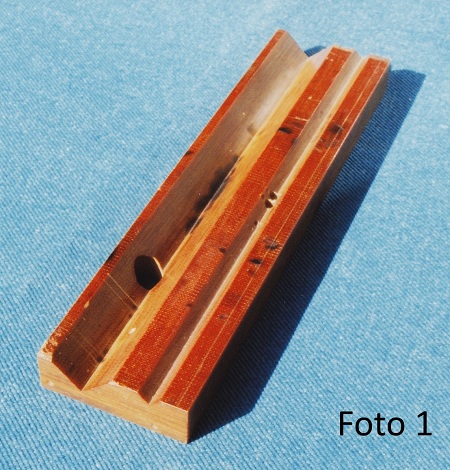 (Pertinax (auch Novotex) ist als hitzebeständiges Material für
eine solche Vorrichtung geeignet. Die Platte soll möglichst dick sein.)
gezeigt (45° schräggestellter Fräskopf). Für L-Profile (auch für U-Profile zu
verwenden) habe ich schon vor Jahren eine universelle Prägevorrichtung mit einer
90°-Prägenut (V-Nut) gebaut. Über diese Nut wird längs in auswechselbaren
Zentrier- bzw. Anschlagleisten der exakt geschnittene Blechstreifen („Blechstreifen
– selbst herstellen“) gelegt und ein „Messer“, mit einem Winkel von
80°, welches von oben kommt, prägt den Blechstreifen in der V-Nut zu einem
L-Profil (Abb. 1
(Pertinax (auch Novotex) ist als hitzebeständiges Material für
eine solche Vorrichtung geeignet. Die Platte soll möglichst dick sein.)
gezeigt (45° schräggestellter Fräskopf). Für L-Profile (auch für U-Profile zu
verwenden) habe ich schon vor Jahren eine universelle Prägevorrichtung mit einer
90°-Prägenut (V-Nut) gebaut. Über diese Nut wird längs in auswechselbaren
Zentrier- bzw. Anschlagleisten der exakt geschnittene Blechstreifen („Blechstreifen
– selbst herstellen“) gelegt und ein „Messer“, mit einem Winkel von
80°, welches von oben kommt, prägt den Blechstreifen in der V-Nut zu einem
L-Profil (Abb. 1  Schnitt durch die Vorrichtung). Befestigt sind hier Anschlagleisten für ein
Profil 7 x 1 mm, rechts das geprägte L-Profil. Die Prägenut und auch das Messer,
beide aus Stahl (Automaten-Stahl genügt), müssen unter Voraussetzung von dünnem
Messingblech und geringen Stückzahlen nicht gehärtet werden. Foto 2
Schnitt durch die Vorrichtung). Befestigt sind hier Anschlagleisten für ein
Profil 7 x 1 mm, rechts das geprägte L-Profil. Die Prägenut und auch das Messer,
beide aus Stahl (Automaten-Stahl genügt), müssen unter Voraussetzung von dünnem
Messingblech und geringen Stückzahlen nicht gehärtet werden. Foto 2
 (kleine Fotos durch Anklicken vergrößern) (Diese Vorrichtung
habe ich schon einmal umgebaut. Daher kommt die eigenwillige U-Form des
Oberteils.) zeigt die Vorrichtung, ein Säulengestell mit zwei
Führungssäulen aus Silberstahl. Damit man das Oberteil (1) nicht verkehrt auf
die Säulen (2) stecken kann, sollen diese verschiedene Durchmesser haben. Am
Oberteil ist das Prägemesser (3) mit Schrauben (4) befestigt. Schrauben (6)
klemmen die Säulen im Unterteil fest und zwei „Spanneisen“ (7) halten bei mir
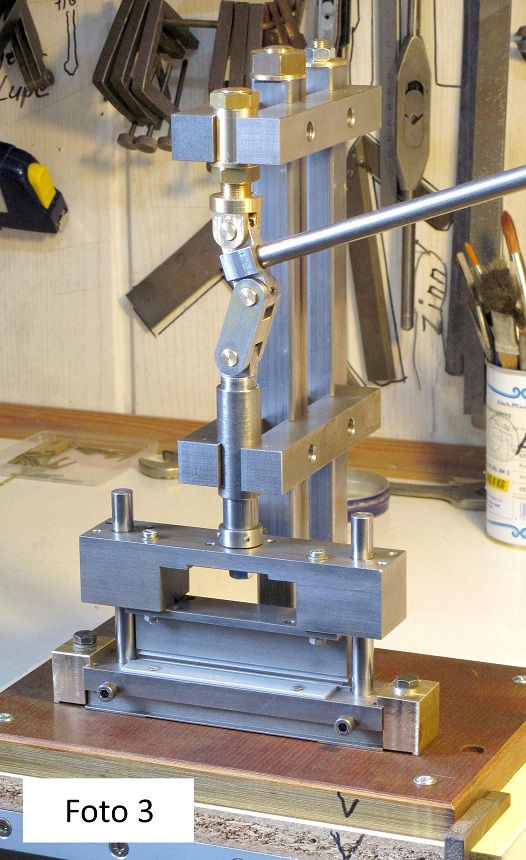
die Prägevorrichtung auf der Grundplatzte der Presse (hier eine
Eigenbau-Kniehebelpresse (Foto 3)
(kleine Fotos durch Anklicken vergrößern) (Diese Vorrichtung
habe ich schon einmal umgebaut. Daher kommt die eigenwillige U-Form des
Oberteils.) zeigt die Vorrichtung, ein Säulengestell mit zwei
Führungssäulen aus Silberstahl. Damit man das Oberteil (1) nicht verkehrt auf
die Säulen (2) stecken kann, sollen diese verschiedene Durchmesser haben. Am
Oberteil ist das Prägemesser (3) mit Schrauben (4) befestigt. Schrauben (6)
klemmen die Säulen im Unterteil fest und zwei „Spanneisen“ (7) halten bei mir
die Prägevorrichtung auf der Grundplatzte der Presse (hier eine
Eigenbau-Kniehebelpresse (Foto 3)
 (Den Druckpunkt für eine maximale Kraftentwicklung kann man
bei dieser Kniehebelpresse einstellen.)
(Den Druckpunkt für eine maximale Kraftentwicklung kann man
bei dieser Kniehebelpresse einstellen.)
Oberteil aus St37 32 x 35 mm (Abb. 2)
 und Unterteil
aus St37 35 x 20 mm (Abb. 3)
und Unterteil
aus St37 35 x 20 mm (Abb. 3)
 (www.wilmsmetall.de) werden für das Bohren der Durchgangslöcher Ø 10
und Ø 12 übereinanderliegend und erhöht auf Beilagen auf dem Fräsmaschinentisch
gespannt. Die Beilagen liegen so, daß man unten durchbohren kann. Es werden alle
drei Bohrungen gebohrt, auch auf halber Länge das Kernloch für das M6-Sackloch
und die 6,5-mm-Senkung. Ø 10 und Ø 12 werden mit Maschinenreibahlen gerieben.
Die 5-mm-Bohrungen beim Oberteil werden vorerst nur zentriert und gering tief
angebohrt, alles per Koordinaten-Bohren! Nach dem Ausspannen: Fräsen der 6 mm
tiefen und 5 mm breiten Längsnuten an den Seiten und die beiden M5-Bohrungen vom
Unterteil, durchbohren der vier 5-mm-Bohrungen, M6-Gewinde beim Oberteil
schneiden. Die „Säulen“ sind 100 mm lange, plangedrehte Abschnitte von 10- bzw.
12-mm-Silberstahl. Sie werden nun in das Unterteil gesteckt und mit den
M5-Schrauben geklemmt. Das Oberteil läßt sich nun gut aufstecken und leicht auf
und ab bewegen.
(www.wilmsmetall.de) werden für das Bohren der Durchgangslöcher Ø 10
und Ø 12 übereinanderliegend und erhöht auf Beilagen auf dem Fräsmaschinentisch
gespannt. Die Beilagen liegen so, daß man unten durchbohren kann. Es werden alle
drei Bohrungen gebohrt, auch auf halber Länge das Kernloch für das M6-Sackloch
und die 6,5-mm-Senkung. Ø 10 und Ø 12 werden mit Maschinenreibahlen gerieben.
Die 5-mm-Bohrungen beim Oberteil werden vorerst nur zentriert und gering tief
angebohrt, alles per Koordinaten-Bohren! Nach dem Ausspannen: Fräsen der 6 mm
tiefen und 5 mm breiten Längsnuten an den Seiten und die beiden M5-Bohrungen vom
Unterteil, durchbohren der vier 5-mm-Bohrungen, M6-Gewinde beim Oberteil
schneiden. Die „Säulen“ sind 100 mm lange, plangedrehte Abschnitte von 10- bzw.
12-mm-Silberstahl. Sie werden nun in das Unterteil gesteckt und mit den
M5-Schrauben geklemmt. Das Oberteil läßt sich nun gut aufstecken und leicht auf
und ab bewegen.
Bevor das Unterteil fertiggestellt
wird, müssen die Anschlagleisten (Abb. 4)
 vorgearbeitet
werden. Sie werden aus Profilstäben (Automatenstahl, St37, Ms oder auch Alu) 16
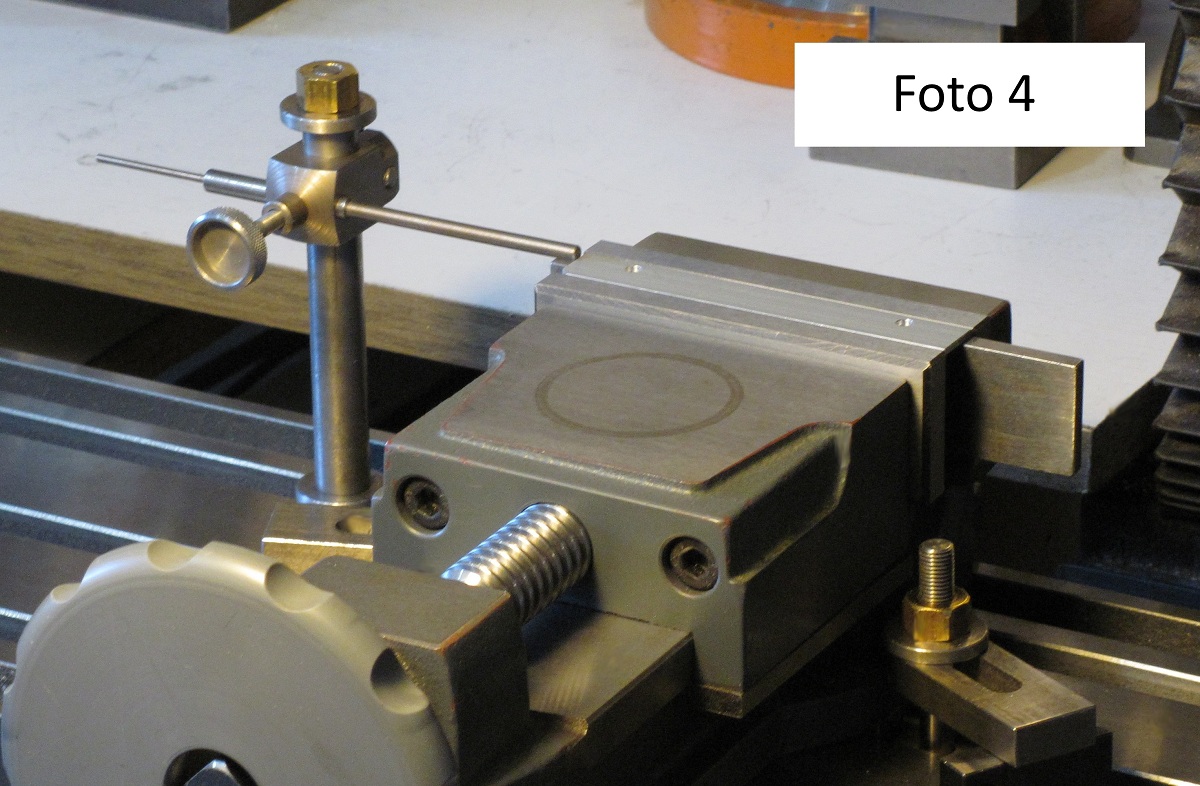
x 3 auf 130 mm Länge gefräst. Wichtig ist die exakte Einhaltung vom Anstand der
beiden 4-mm-Bohrungen (Maß 90) und vom Maß 4. Die geplante Anzahl Leisten werden
per Koordinaten-Bohren und mit Schraubstock-Fingerschlag (Foto 4)
vorgearbeitet
werden. Sie werden aus Profilstäben (Automatenstahl, St37, Ms oder auch Alu) 16
x 3 auf 130 mm Länge gefräst. Wichtig ist die exakte Einhaltung vom Anstand der
beiden 4-mm-Bohrungen (Maß 90) und vom Maß 4. Die geplante Anzahl Leisten werden
per Koordinaten-Bohren und mit Schraubstock-Fingerschlag (Foto 4)
 (Der Schraubstock-Fingeranschlag als wichtiges Zubehör jeder
Fräsmaschine.) zentriert und gebohrt. Die feste Schraubstockbacke ist
(oder wird) zur Zugrichtung vom X-Support ausgerichtet! So hat man die
Sicherheit, daß die Bohrungen bei allen Leisten an der gleichen Stelle sind.
Sehr nötig ist eine 0,5 bis 1 mm breite 45°-Fase an der Unterkante. Ich habe sie
mit einem 90°-Senker angefräst, es sieht schöner aus. Auch die Bohrungen soll
man leicht senken.
(Der Schraubstock-Fingeranschlag als wichtiges Zubehör jeder
Fräsmaschine.) zentriert und gebohrt. Die feste Schraubstockbacke ist
(oder wird) zur Zugrichtung vom X-Support ausgerichtet! So hat man die
Sicherheit, daß die Bohrungen bei allen Leisten an der gleichen Stelle sind.
Sehr nötig ist eine 0,5 bis 1 mm breite 45°-Fase an der Unterkante. Ich habe sie
mit einem 90°-Senker angefräst, es sieht schöner aus. Auch die Bohrungen soll
man leicht senken.
Weiter beim Unterteil: Jetzt wird
das Unterteil exakt ausgerichtet mit kleinen Spanneisen, welche in die
Längsnuten greifen, in Querrichtung (!) auf dem Frästisch (oder im
Maschinenschraubstock) aufgespannt. Das soll weit am Ende des Frästisches sein,
denn bei ungünstig konstruierten Fräsmaschinen (Die Fräsmaschine ist dann eine
glatte Fehlkonstruktion!) schwenkt das Zangenfutter mit dem Fingerfräser beim
Schwenken des Fräskopfes u.U. sehr weit seitlich aus! Denn wir müssen später 45°
schwenken. Ab jetzt wird das Werkstück nicht mehr um- oder ausgespannt. Als
erstes wird die Höhe fertiggefräst (Maß 19,5). Dann wird der Fingerfräser 2,5 mm
herabgesenkt und die Fläche rundum fertiggefräst (Maße 17, 1,6 und die Länge des
Kanals 130 mm). Die Anfahrrichtungen und Skalenwerte für das Fräsen vom Maß 1,6
sollte man sich für später notieren! Der Fräskopf wird nun 45° geschwenkt und
die V-Nut in der Mitte des Prägekanals 0,6 mm tief eingefräst. Für dieses
Fertigfräsen verwenden wir einen neuen, scharfkantig fräsenden Fingerfräser. Die
90°-V-Nut soll recht genau in der Mitte der Breite 1,6 mm liegen. Hier lohnt das
Einrichten mit einer Lupe, denn diese Mitte läßt sich kaum „anfahren“.
Nun müssen die M3-Bohrungen
eingebracht werden. Dazu verwenden wir eine der bereits fertigen
Anschlagleisten. Beim Festziehen der beiden Senkkopf-Schrauben soll später die
45°-Schräge des Senkkopfes stets die Leiste seitlich verschieben – fest an den
mittigen Prägekanal heran. Das erreichen wir mit einem Trick. In Abb. 5
 sehen wir, wie
man einen gehärteten 3-mm-Zentrierkörner aus Silberstahl (Abb. 5 rechts)
seitlich in die 4-mm-Bohrung der Anschlagleiste setzt, um eine
„Außermitte-Körnung“ zu machen. Man macht zuerst nur eine Körnung. Dann wird das
Bohrfutter möglichst genau über diese Körnung gerichtet (der Fräskopf steht
wieder senkrecht) und das 2,4-mm-Kernloch 9 mm tief gebohrt. M3-Gewindeschneiden
(auf der Maschine!), die Leiste wird mit vorerst nur einer M3-Senkkopfschraube
angeschraubt, die zweite Körnung, zweites Kernloch, zweites Gewinde. Das Gleiche
für die Leistenbefestigung an der anderen Seite des Unterteils.
sehen wir, wie
man einen gehärteten 3-mm-Zentrierkörner aus Silberstahl (Abb. 5 rechts)
seitlich in die 4-mm-Bohrung der Anschlagleiste setzt, um eine
„Außermitte-Körnung“ zu machen. Man macht zuerst nur eine Körnung. Dann wird das
Bohrfutter möglichst genau über diese Körnung gerichtet (der Fräskopf steht
wieder senkrecht) und das 2,4-mm-Kernloch 9 mm tief gebohrt. M3-Gewindeschneiden
(auf der Maschine!), die Leiste wird mit vorerst nur einer M3-Senkkopfschraube
angeschraubt, die zweite Körnung, zweites Kernloch, zweites Gewinde. Das Gleiche
für die Leistenbefestigung an der anderen Seite des Unterteils.
Jetzt wird eine Anschlagleiste mit
zwei der bereits fertigen Senkschrauben (Abb. 6 links)
 angeschraubt
und die erste Anschlagstufe wird gefräst. Von der einen Seitenfläche vom
Prägekanal verschiebt man den Fräser um exakt 1,8 mm (Abb. 7)
angeschraubt
und die erste Anschlagstufe wird gefräst. Von der einen Seitenfläche vom
Prägekanal verschiebt man den Fräser um exakt 1,8 mm (Abb. 7)
 (notierte
Anfahrwerte oder sehr leicht „ankratzen“ lassen) in Richtung Leiste. Die erste
Anschlagstufe ist also nur 0,2 mm breit. In der Höhe steht der Fräser nahe am
Prägekanal. Mit der gleichen Einstellung wird eine zweite Leiste gefräst. Somit
haben wir das erste „Anschlagpärchen“ für L-Winkel 1 x 1 mm (Beispiele im Foto
5)
(notierte
Anfahrwerte oder sehr leicht „ankratzen“ lassen) in Richtung Leiste. Die erste
Anschlagstufe ist also nur 0,2 mm breit. In der Höhe steht der Fräser nahe am
Prägekanal. Mit der gleichen Einstellung wird eine zweite Leiste gefräst. Somit
haben wir das erste „Anschlagpärchen“ für L-Winkel 1 x 1 mm (Beispiele im Foto
5)
 (L-Winkel 1 x 1 mm. Die Längen kann man plandrehen (Hier)).
Ob man nun den Fräser in 0,5- oder 1-mm-Schritten (nach Skala, es wird nun nicht
mehr gemessen!) seitlich versetzt, hängt davon ab, ob man später L-Winkel mit
0,5- oder 1-mm-Stufungen der Schenkellängen erzeugen will. Ich habe mich für
0,5-mm-Stufungen entschieden. Man kann noch kleinere Stufungen fräsen, das
erhöht allerdings die Zahl der Anschlagleisten entsprechend. Wie auch immer –
von jedem Maß werden jeweils zwei gleiche Leisten gefräst. Auf diese Weise haben
wir später die Möglichkeit, gleichschenklige L-Winkel zu prägen oder auch solche
mit ungleich langen Schenkeln.
(L-Winkel 1 x 1 mm. Die Längen kann man plandrehen (Hier)).
Ob man nun den Fräser in 0,5- oder 1-mm-Schritten (nach Skala, es wird nun nicht
mehr gemessen!) seitlich versetzt, hängt davon ab, ob man später L-Winkel mit
0,5- oder 1-mm-Stufungen der Schenkellängen erzeugen will. Ich habe mich für
0,5-mm-Stufungen entschieden. Man kann noch kleinere Stufungen fräsen, das
erhöht allerdings die Zahl der Anschlagleisten entsprechend. Wie auch immer –
von jedem Maß werden jeweils zwei gleiche Leisten gefräst. Auf diese Weise haben
wir später die Möglichkeit, gleichschenklige L-Winkel zu prägen oder auch solche
mit ungleich langen Schenkeln.
Sind alle Anschlagleisten fertig
gefräst (Foto 6)
 (Die Breiten der Anschlagkanten sind mit Schlagzahlen
aufgeschlagen.), kann das Unterteil wieder vom Frästisch gelöst werden.
Die Kanten werden leicht entgratet. Jetzt wird das Messer nach Abb. 8
(Die Breiten der Anschlagkanten sind mit Schlagzahlen
aufgeschlagen.), kann das Unterteil wieder vom Frästisch gelöst werden.
Die Kanten werden leicht entgratet. Jetzt wird das Messer nach Abb. 8
 aus einem Profil 30 x 30 mm gefräst. Wir kennen die unschöne
Eigenschaft von stranggezogenem Material, daß es sich stark verzieht, wenn man
einseitig Material abarbeitet. Deshalb sollte man alle Maße mit 0,5 mm Aufmaß
vorerst nur vorfräsen. Danach habe ich dieses vorgefräste Messer mit der unteren
Leiste (noch 6 mm breit) noch einmal im Maschinenschraubstock gespannt und die
obere Fläche (30 x 130 mm) ganz leicht überschlichtet, damit sie vollkommen eben
ist. Danach wird das Werkstück, quer ausgerichtet, mit dieser Fläche auf den
Fräsmaschinentisch gelegt und mit Spanneisen befestigt. Auch das Messer muß nun
bis zur Fertigstellung der 80°-Schneide festgespannt bleiben. Zuerst fräst man
wechselseitig die Breite 5 mm fertig und dann auch die Breite 2 x 7 mm. Dabei
werden die Spanneisen auf der jeweiligen Seite weggenommen. Zum Schluß werden
beide 50°-Schrägen durch Fräskopfverstellung angefräst, wobei eine Schneide von
80° entsteht.
aus einem Profil 30 x 30 mm gefräst. Wir kennen die unschöne
Eigenschaft von stranggezogenem Material, daß es sich stark verzieht, wenn man
einseitig Material abarbeitet. Deshalb sollte man alle Maße mit 0,5 mm Aufmaß
vorerst nur vorfräsen. Danach habe ich dieses vorgefräste Messer mit der unteren
Leiste (noch 6 mm breit) noch einmal im Maschinenschraubstock gespannt und die
obere Fläche (30 x 130 mm) ganz leicht überschlichtet, damit sie vollkommen eben
ist. Danach wird das Werkstück, quer ausgerichtet, mit dieser Fläche auf den
Fräsmaschinentisch gelegt und mit Spanneisen befestigt. Auch das Messer muß nun
bis zur Fertigstellung der 80°-Schneide festgespannt bleiben. Zuerst fräst man
wechselseitig die Breite 5 mm fertig und dann auch die Breite 2 x 7 mm. Dabei
werden die Spanneisen auf der jeweiligen Seite weggenommen. Zum Schluß werden
beide 50°-Schrägen durch Fräskopfverstellung angefräst, wobei eine Schneide von
80° entsteht.
Die Säulen sind im Unterteil
geklemmt, das Messer wird in den Prägekanal gesetzt und das Oberteil
aufgesteckt. Dabei richtet sich das Messer gegen das Oberteil aus. In dem
Zustand werden die drei Teile mit Schraubzwingen zusammengehalten. Jetzt kann
man mit der Handbohrmaschine durch die 5-mm-Bohrungen im Oberteil diese
Bohrungen auf das Messer „abbohren“. Es wird nur anbohrt und nach Wegnahme vom
Oberteil die vier Bohrungen im Messer ganz durchbohrt. Die Richtung, wie das
Messer eingesetzt war, muß man markieren, damit es stets so eingesetzt wird.
Nach dem Entgraten der Bohrungskanten kann man das Messer wieder einsetzen, das
Oberteil aufstecken und nun mit vier M4-Schrauben (4 im Foto 2) „für immer“
festschrauben. Der Spielraum von 1 mm ist hier nötig, derartige Sachen bohrt man
nie zu eng. Es ist auch kein Fehler, wenn man das Messer zusätzlich gegen das
Oberteil verklebt (2-K-Kleber). Zum Schluß wird der Haltezapfen (Abb. 6 rechts)
in die Bohrung vom Oberteil geschraubt. Hier faßt später die Presse an. Das
Unterteil kann mit kleinen Spanneisen an der Grundplatte festgehalten werden,
oder mit Spanneisen (7 im Foto 2), die seitlich übergreifen. In Abb. 9
 habe ich ein
Messer mit einem gekröpften Querschnitt gezeichnet, mit welchem man außer
L-Profilen auch U-Profile in zwei Stufen prägen kann. In dieser Abbildung ist es
ein ungleichschenkliges U-Profil. Sie sehen, alles ist möglich, wenn man nur
etwas Aufwand betreibt.
habe ich ein
Messer mit einem gekröpften Querschnitt gezeichnet, mit welchem man außer
L-Profilen auch U-Profile in zwei Stufen prägen kann. In dieser Abbildung ist es
ein ungleichschenkliges U-Profil. Sie sehen, alles ist möglich, wenn man nur
etwas Aufwand betreibt.
Die einzulegenden Blechstreifen
sollten nicht zu eng passen. Ich messe die Breite des Einlegekanals zwischen den
beiden Anschlagkanten z.B. 3,5 mm, dann schneide ich die Blechstreifen nicht
breiter als 3,4 mm. Fast immer wölbe ich die Blechstreifen etwas, sodaß sie mit
einer leichten Wölbung nach oben liegen. Sie liegen so sicherer im Einlegekanal.
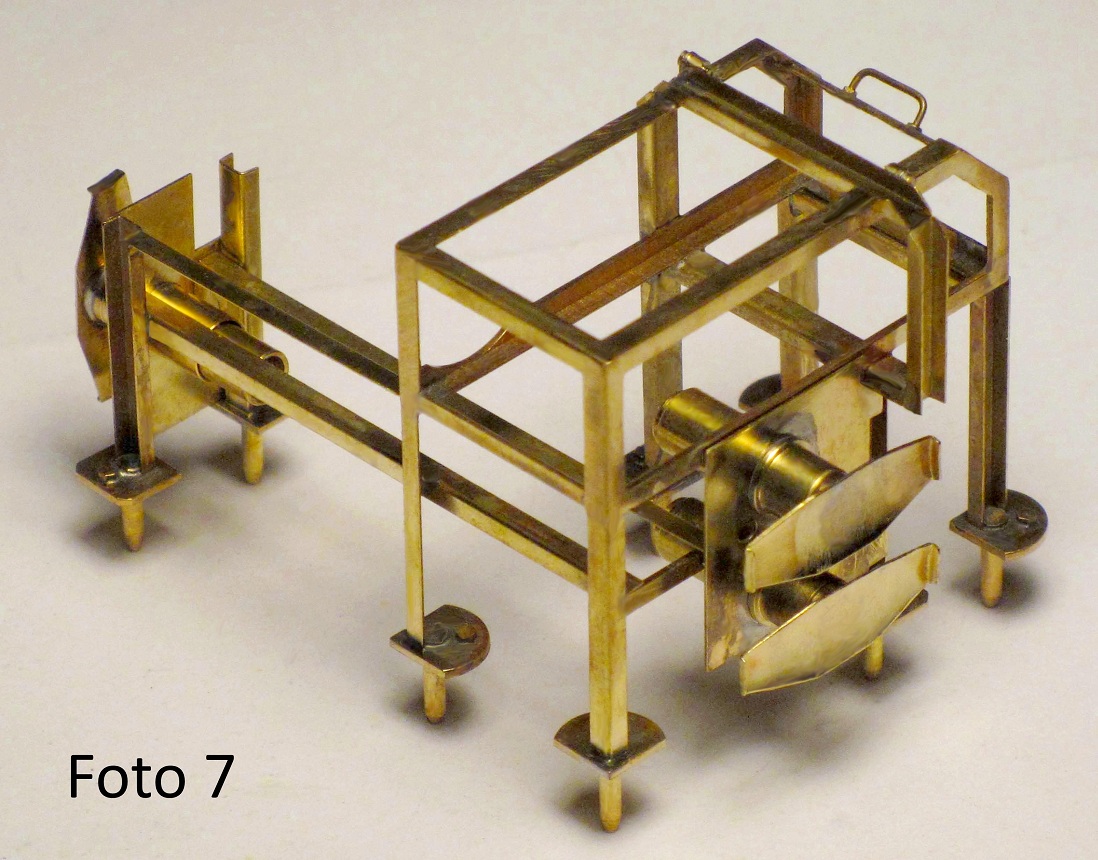
Foto 7
 (Dieses Lagergestell für Wasserbomben (M 1:50) habe ich aus
selbstgeprägten L- und U-Profilen zusammengelötet.) zeigt ein
Nachladegestell im M 1:50 für WABO-Stempelwerfer, welches ich aus derart
hergestellten Messing-Blech-Winkeln (Blechstärke 0,2 mm) in mehreren
Vorrichtungen zusammengelötet habe.
(Dieses Lagergestell für Wasserbomben (M 1:50) habe ich aus
selbstgeprägten L- und U-Profilen zusammengelötet.) zeigt ein
Nachladegestell im M 1:50 für WABO-Stempelwerfer, welches ich aus derart
hergestellten Messing-Blech-Winkeln (Blechstärke 0,2 mm) in mehreren
Vorrichtungen zusammengelötet habe.
Jürgen Eichardt
(1)
Jürgen Eichardt, „Modellbautechniken“,
VTH-Verlag 2003, ISBN 3-88180-135-9

zurück/back |
home
 (kleine Fotos durch Anklicken vergrößern) (Diese Vorrichtung
habe ich schon einmal umgebaut. Daher kommt die eigenwillige U-Form des
Oberteils.) zeigt die Vorrichtung, ein Säulengestell mit zwei
Führungssäulen aus Silberstahl. Damit man das Oberteil (1) nicht verkehrt auf
die Säulen (2) stecken kann, sollen diese verschiedene Durchmesser haben. Am
Oberteil ist das Prägemesser (3) mit Schrauben (4) befestigt. Schrauben (6)
klemmen die Säulen im Unterteil fest und zwei „Spanneisen“ (7) halten bei mir
die Prägevorrichtung auf der Grundplatzte der Presse (hier eine
Eigenbau-Kniehebelpresse (Foto 3)
(kleine Fotos durch Anklicken vergrößern) (Diese Vorrichtung
habe ich schon einmal umgebaut. Daher kommt die eigenwillige U-Form des
Oberteils.) zeigt die Vorrichtung, ein Säulengestell mit zwei
Führungssäulen aus Silberstahl. Damit man das Oberteil (1) nicht verkehrt auf
die Säulen (2) stecken kann, sollen diese verschiedene Durchmesser haben. Am
Oberteil ist das Prägemesser (3) mit Schrauben (4) befestigt. Schrauben (6)
klemmen die Säulen im Unterteil fest und zwei „Spanneisen“ (7) halten bei mir
die Prägevorrichtung auf der Grundplatzte der Presse (hier eine
Eigenbau-Kniehebelpresse (Foto 3)
 (Den Druckpunkt für eine maximale Kraftentwicklung kann man
bei dieser Kniehebelpresse einstellen.)
(Den Druckpunkt für eine maximale Kraftentwicklung kann man
bei dieser Kniehebelpresse einstellen.)