SG-Radar-Drehantenne
(Teil 1)
SG radar
rotating antenna (part 1)
Auf der zweiten (von oben
gezählt) Mastplattform sitzt in Vorausrichtung ein frühes Radargerät der US-Navy
(schon 1941 erprobt!).
Es ist relativ klein, der Parabolspiegel (4, 8 oder 12 U/min) mißt nur etwa 500
x 1250 mm.
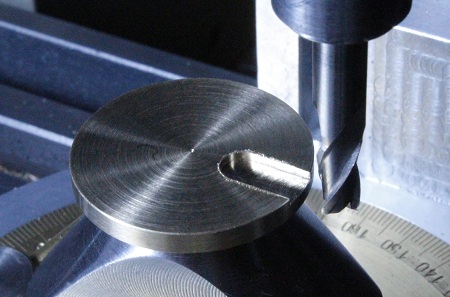
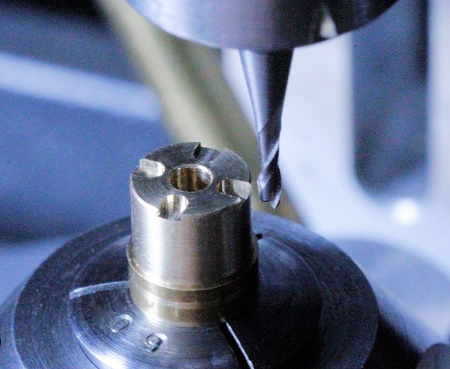 Ich beginne mit dem Bau des Sockels. Das Ms-Stück im Bild hat einen Ø von 6 mm.
Um je 90° versetzt, werden mit einem 1,2-mm-Fingerfräser (Pfeiffer-Werkzeuge,
oder hier, Seite
64/65) vier 0,4 mm tiefe Nuten
1,5 mm weit in den Boden gefräst (max. 0,2-mm-Späne). Dort werden vier Füße
eingelötet. Die Zentrierbohrung in der Mitte ist Ø 2 groß.
Ich beginne mit dem Bau des Sockels. Das Ms-Stück im Bild hat einen Ø von 6 mm.
Um je 90° versetzt, werden mit einem 1,2-mm-Fingerfräser (Pfeiffer-Werkzeuge,
oder hier, Seite
64/65) vier 0,4 mm tiefe Nuten
1,5 mm weit in den Boden gefräst (max. 0,2-mm-Späne). Dort werden vier Füße
eingelötet. Die Zentrierbohrung in der Mitte ist Ø 2 groß.
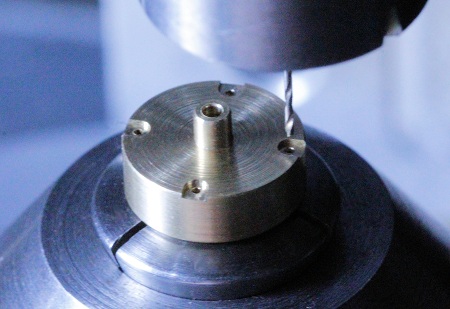 Die Platte, die direkt auf der Plattform
aufliegt, hat einen Ø 9,7, der angedrehte Zapfen ist 1 mm lang bei Ø 1,95. Die
Mittenbohrung ist Ø 1. Auch hier werden mit dem 1,2-mm-Fräser vier Nuten 0,2 mm
tief und 1,3 mm weit eingefräst. Exakt in deren Mitte (gleiche Anfahrrichtung,
gleiche Skalenwerte) werden mit einem 0,5-mm-Wendelbohrer (abgesetzter 1,2-mm-Schaft) ganz
ohne Zentrieren vier Bohrungen etwa 1,5 mm tief eingebracht.
Die Platte, die direkt auf der Plattform
aufliegt, hat einen Ø 9,7, der angedrehte Zapfen ist 1 mm lang bei Ø 1,95. Die
Mittenbohrung ist Ø 1. Auch hier werden mit dem 1,2-mm-Fräser vier Nuten 0,2 mm
tief und 1,3 mm weit eingefräst. Exakt in deren Mitte (gleiche Anfahrrichtung,
gleiche Skalenwerte) werden mit einem 0,5-mm-Wendelbohrer (abgesetzter 1,2-mm-Schaft) ganz
ohne Zentrieren vier Bohrungen etwa 1,5 mm tief eingebracht.
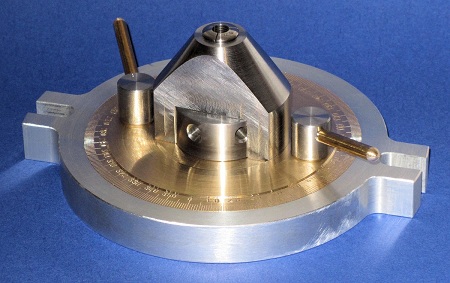 Gespannt werden die kleinen Teile dabei
vom Eigenbau-Zangen-Teilgerät
(meine Best.-Nr. mz011, € 6,-)
Gespannt werden die kleinen Teile dabei
vom Eigenbau-Zangen-Teilgerät
(meine Best.-Nr. mz011, € 6,-)
 Die 1,2 mm breiten und 0,7 mm dicken Füße
mit ebenfalls 0,5-mm-Bohrungen werden
gefräst und vom Profil abgesägt, rechts liegen
zwei überzählige Teile. Im Bild sind sie schon in die Nuten gelötet.
Die 1,2 mm breiten und 0,7 mm dicken Füße
mit ebenfalls 0,5-mm-Bohrungen werden
gefräst und vom Profil abgesägt, rechts liegen
zwei überzählige Teile. Im Bild sind sie schon in die Nuten gelötet.
 In der 6-mm-Zange wurden die Füße unten
noch einmal leicht überdreht, wir reden von 3 Hundertstel-mm.
In der 6-mm-Zange wurden die Füße unten
noch einmal leicht überdreht, wir reden von 3 Hundertstel-mm.
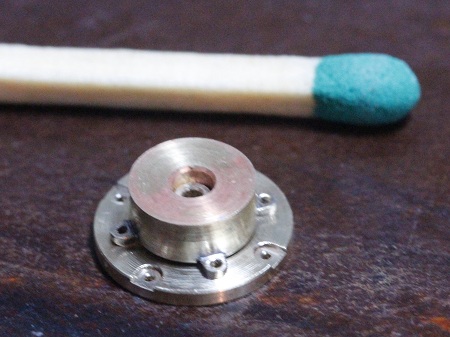 Hier sind die beiden Sockelteile
zusammengesteckt. In die acht Bohrungen kommen nun noch Schraubenkopf-Imitate.
Hier sind die beiden Sockelteile
zusammengesteckt. In die acht Bohrungen kommen nun noch Schraubenkopf-Imitate.
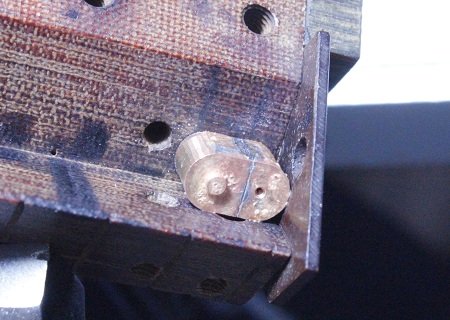
 (kleine
Fotos anklicken) Ich habe dieses Foto nicht verkleinert, damit man die
Verzinnung der Zapfen an den Schraubenkopf-Imitaten sehen kann - nicht zu wenig,
doch auch nicht zu viel! Die Bohrungen in den Ms-Teilen sind Ø 0,5 gebohrt, die
Zapfen haben Ø 0,35 bis 0,4, damit sie nach der Verzinnung noch gut einzustecken
sind. Der Bolzen (a) steckt als "Verdrehsicherung" schon in der Pertinax-Platte.
So können die drei anderen Löcher abgebohrt werden. Wenn ich den Sockel um (a)
nach rechts bis zum Anriß (c) drehe, kann ich gut die Bolzen bei (b) einstecken,
ohne ewig zu suchen. Das sieht hier in der Nahaufnahme alles sehr groß aus, ist
aber real sehr winzig. Die Bolzen fasse ich mit der Spitzpinzette am nur etwa
0,3 mm hohen Kopf. Wenn er aus der Pinzette springt, finde ich ihn in der
Werkstatt nie wieder, die Dinger hupfen weit! Die Bohrungen (b) sind Ø 1
(auf-)gebohrt, damit die Bolzen im Moment des Lötens lose nach unten durchhängen
können. Das gesamte Teil wird (mehrmals) gut mit Lötwasser eingenäßt und mit der
Propangas-Flamme (mehrmals) auf Flußtemperatur erhitzt. Damit läuft das Zinn
sicher in jede Spalte!
(kleine
Fotos anklicken) Ich habe dieses Foto nicht verkleinert, damit man die
Verzinnung der Zapfen an den Schraubenkopf-Imitaten sehen kann - nicht zu wenig,
doch auch nicht zu viel! Die Bohrungen in den Ms-Teilen sind Ø 0,5 gebohrt, die
Zapfen haben Ø 0,35 bis 0,4, damit sie nach der Verzinnung noch gut einzustecken
sind. Der Bolzen (a) steckt als "Verdrehsicherung" schon in der Pertinax-Platte.
So können die drei anderen Löcher abgebohrt werden. Wenn ich den Sockel um (a)
nach rechts bis zum Anriß (c) drehe, kann ich gut die Bolzen bei (b) einstecken,
ohne ewig zu suchen. Das sieht hier in der Nahaufnahme alles sehr groß aus, ist
aber real sehr winzig. Die Bolzen fasse ich mit der Spitzpinzette am nur etwa
0,3 mm hohen Kopf. Wenn er aus der Pinzette springt, finde ich ihn in der
Werkstatt nie wieder, die Dinger hupfen weit! Die Bohrungen (b) sind Ø 1
(auf-)gebohrt, damit die Bolzen im Moment des Lötens lose nach unten durchhängen
können. Das gesamte Teil wird (mehrmals) gut mit Lötwasser eingenäßt und mit der
Propangas-Flamme (mehrmals) auf Flußtemperatur erhitzt. Damit läuft das Zinn
sicher in jede Spalte!
 Nach dem Verputzen mit der rotierenden Drahtbürste sieht der Sockel schon
manierlich aus.
Nach dem Verputzen mit der rotierenden Drahtbürste sieht der Sockel schon
manierlich aus.
 Für den Getriebe-Körper des Radargeräts
sind drei weitere Teile gefräst
und 7 (die zwei links) bzw. 6 mm lang abgesägt. Der Anschlußkasten für den
Hohlleiter hat zwei angefräste Flächen (10° und 20°). Das alles macht ja das
Verfahren hochgenau!
Die Ø der beiden gerundeten Teile links ist 6 mm.
Für den Getriebe-Körper des Radargeräts
sind drei weitere Teile gefräst
und 7 (die zwei links) bzw. 6 mm lang abgesägt. Der Anschlußkasten für den
Hohlleiter hat zwei angefräste Flächen (10° und 20°). Das alles macht ja das
Verfahren hochgenau!
Die Ø der beiden gerundeten Teile links ist 6 mm.
 Wieder eine gute Nutzanwendung des
Lötprismas beim exakten Zusammenlöten der beiden Teile. Wer hat immer noch kein
Lötprisma? Ich habe mehrere Größen!
Wieder eine gute Nutzanwendung des
Lötprismas beim exakten Zusammenlöten der beiden Teile. Wer hat immer noch kein
Lötprisma? Ich habe mehrere Größen!
 Das Teil wird nach dem Verputzen 10° schrägliegend gespannt (10°-Winkelendmaß,
Fa. WABECO) und eine 6-mm-breite Nut gefräst. Da hinein wird das Teil
rechts-vorn gelötet (Lötprisma).
Das Teil wird nach dem Verputzen 10° schrägliegend gespannt (10°-Winkelendmaß,
Fa. WABECO) und eine 6-mm-breite Nut gefräst. Da hinein wird das Teil
rechts-vorn gelötet (Lötprisma).
 Das ist hier geschehen. Das Teil ist nun 20° schrägliegend gespannt
(15°-Winkelendmaß und 5°-Winkelendmaß übereinanderliegend) und eine 1 mm tiefe
Senkung wird mit einem 1-mm-Fingerfräser eingefräst,
hier, Seite 95.
Das ist hier geschehen. Das Teil ist nun 20° schrägliegend gespannt
(15°-Winkelendmaß und 5°-Winkelendmaß übereinanderliegend) und eine 1 mm tiefe
Senkung wird mit einem 1-mm-Fingerfräser eingefräst,
hier, Seite 95.
 Auf der anderen Seite wird ebenfalls eine Vertiefung eingefräst.
Auf der anderen Seite wird ebenfalls eine Vertiefung eingefräst.
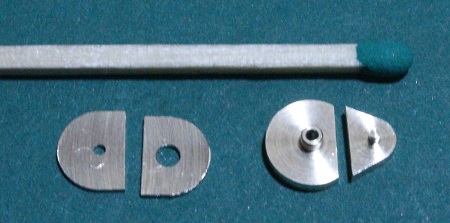
 "Schlagzahnteile",
die Platte (1) kommt in die Vertiefung (2), danach der rundum 0,2 mm kleinere
"Deckel" (3) mit dem 1-mm-Zentrierstift. Auf der anderen Seite das Gleiche mit
den Teilen bei (4). (5) sind überzählige Teile, die immer mit entstehen, und (6)
sind die Rest-Spannzapfen.
"Schlagzahnteile",
die Platte (1) kommt in die Vertiefung (2), danach der rundum 0,2 mm kleinere
"Deckel" (3) mit dem 1-mm-Zentrierstift. Auf der anderen Seite das Gleiche mit
den Teilen bei (4). (5) sind überzählige Teile, die immer mit entstehen, und (6)
sind die Rest-Spannzapfen.
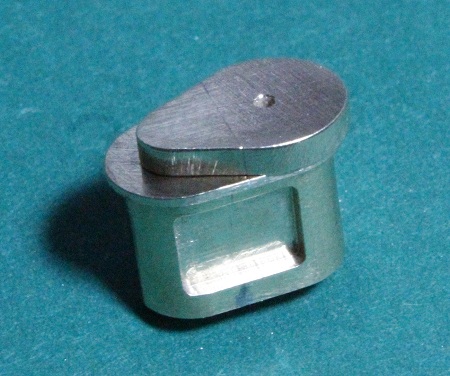
 Hier nur eingesteckt, noch nicht mit
Sekundenkleber "eingegossen".
Hier nur eingesteckt, noch nicht mit
Sekundenkleber "eingegossen".
 Wieder
schlagzahn-gefräste Teile, die beiden links 0,6
mm dick und die rechts 1,5 mm dick abgesägt, sie haben für eine exakte
Übereinander-Montage Zentrier-Zapfen bzw. -Bohrungen.
Wieder
schlagzahn-gefräste Teile, die beiden links 0,6
mm dick und die rechts 1,5 mm dick abgesägt, sie haben für eine exakte
Übereinander-Montage Zentrier-Zapfen bzw. -Bohrungen.
 Zusammengelötet erkennt man kaum, daß es eigentlich je zwei hochgenau
hergestellte Teile sind. Wie will man die so schön und so genau anders machen,
keine Ahnung, Handarbeit scheidet vollkommen aus!
Zusammengelötet erkennt man kaum, daß es eigentlich je zwei hochgenau
hergestellte Teile sind. Wie will man die so schön und so genau anders machen,
keine Ahnung, Handarbeit scheidet vollkommen aus!
 Die Teile vorerst nur trocken
zusammengesteckt.
Die Teile vorerst nur trocken
zusammengesteckt.
 Und hier mit dem Sockel, der
Getriebeblock vom Radargerät nimmt Form an. In die 1-mm-Zentrierbohrung oben kommt
später der Träger vom Parabolspiegel.
Und hier mit dem Sockel, der
Getriebeblock vom Radargerät nimmt Form an. In die 1-mm-Zentrierbohrung oben kommt
später der Träger vom Parabolspiegel.
 Auch dieser Getriebedeckel erhält fünf
1,2 mm breite Senkungen für Schrauben. Ein spitzes Spanneisen drückt ihn auf die
etwas geöffneten Backen vom Maschinenschraubstock.
Auch dieser Getriebedeckel erhält fünf
1,2 mm breite Senkungen für Schrauben. Ein spitzes Spanneisen drückt ihn auf die
etwas geöffneten Backen vom Maschinenschraubstock.
 Alle bisher fertigen Einzelteile zu einem
Getriebeblock zusammengeklebt.
Alle bisher fertigen Einzelteile zu einem
Getriebeblock zusammengeklebt.
 Zwei Bilder weiter oben sieht man nur ein Stück der selbstgedrehten
Zangenaufnahme, die ich auf der Fräsmaschine fast täglich benutze. Ich benutze
sie für (nicht zu lange!) Fräserschäfte bis 6 mm Durchmesser und kleine Bohrer
(die kleinste Zange von der Uhrmacher-Drehmaschine ist Ø 0,3!). Der Spannschaft
(a) hat einen Ø von 18 mm für eine 18er-ER-Spannzange. Seine Länge ist 40 mm,
genau die Länge meiner ER-Zangen! In der unteren, recht langen Aufnahme (c)
verwende ich die Zangen vom Uhrmacher-Drehstuhl. Deshalb ist hier der übliche
Innenstift als Verdrehungsschutz vorhanden. Die Schlüsselfläche (b) ist zum
Festhalten der Aufnahme, wenn ich das Anzugsrohr (einfach aus Messing gedreht,
genügt für den Zweck) anziehe.
Zwei Bilder weiter oben sieht man nur ein Stück der selbstgedrehten
Zangenaufnahme, die ich auf der Fräsmaschine fast täglich benutze. Ich benutze
sie für (nicht zu lange!) Fräserschäfte bis 6 mm Durchmesser und kleine Bohrer
(die kleinste Zange von der Uhrmacher-Drehmaschine ist Ø 0,3!). Der Spannschaft
(a) hat einen Ø von 18 mm für eine 18er-ER-Spannzange. Seine Länge ist 40 mm,
genau die Länge meiner ER-Zangen! In der unteren, recht langen Aufnahme (c)
verwende ich die Zangen vom Uhrmacher-Drehstuhl. Deshalb ist hier der übliche
Innenstift als Verdrehungsschutz vorhanden. Die Schlüsselfläche (b) ist zum
Festhalten der Aufnahme, wenn ich das Anzugsrohr (einfach aus Messing gedreht,
genügt für den Zweck) anziehe.
 Den Träger vom Parabolspiegel beginne ich
mit einer Dreh-Halterung. Mit einem 5,3-mm-Fingerfräser wird in die Planfläche
eine 1 mm tiefe Nut gefräst.
Den Träger vom Parabolspiegel beginne ich
mit einer Dreh-Halterung. Mit einem 5,3-mm-Fingerfräser wird in die Planfläche
eine 1 mm tiefe Nut gefräst.
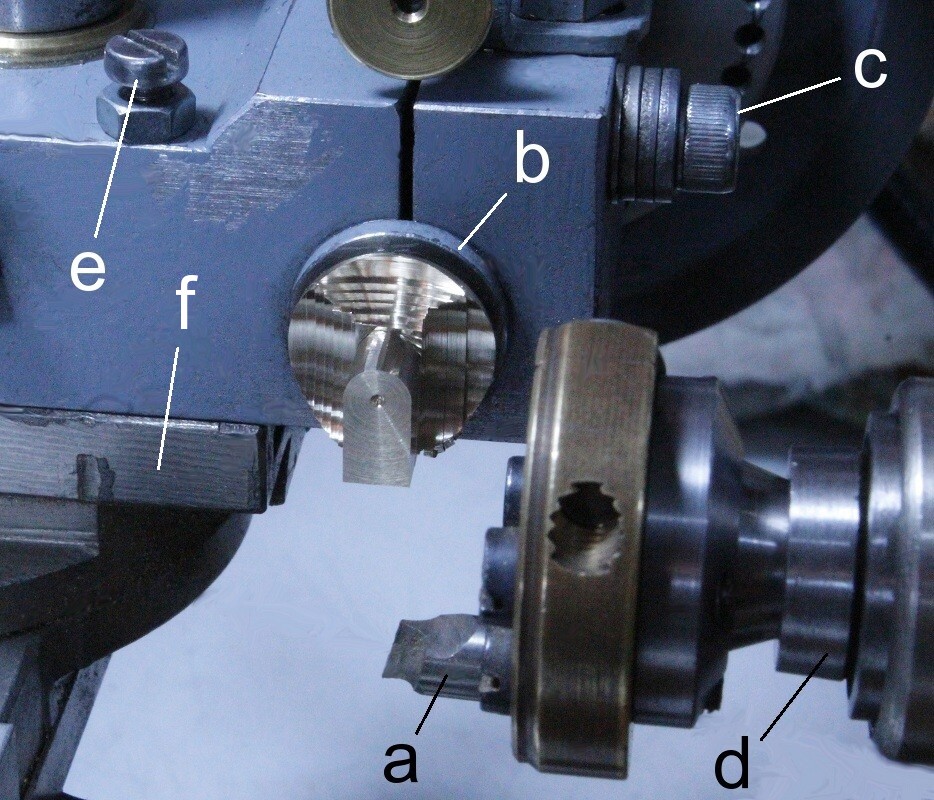
 Nach dieser Nut fräse
ich ein passendes Profilstück. (a) ist der einschneidige Schlagzahnfräser, (b)
ist die Teilspindel des Supportteilgeräts, (c) ist eine der beiden Schrauben,
mit denen die Teilspindel nach jedem Teilungsschritt geklemmt wird, (d) ist die
Arbeitsspindel der Drehmaschine, (e) ist eine der vier Schrauben, mit denen das
Supportteilgerät exakt auf Höhe Mitte Arbeitsspindel ausgerichtet wird und (f)
ist der Schlitten vom Obersupport, mit dem beim Fräsen in (kleinen) Schritten
die "Durchmesser" am Werkstück eingestellt werden, in dem Fall "Ø" 5,3 mm.
Nach dieser Nut fräse
ich ein passendes Profilstück. (a) ist der einschneidige Schlagzahnfräser, (b)
ist die Teilspindel des Supportteilgeräts, (c) ist eine der beiden Schrauben,
mit denen die Teilspindel nach jedem Teilungsschritt geklemmt wird, (d) ist die
Arbeitsspindel der Drehmaschine, (e) ist eine der vier Schrauben, mit denen das
Supportteilgerät exakt auf Höhe Mitte Arbeitsspindel ausgerichtet wird und (f)
ist der Schlitten vom Obersupport, mit dem beim Fräsen in (kleinen) Schritten
die "Durchmesser" am Werkstück eingestellt werden, in dem Fall "Ø" 5,3 mm.
 Das Profilstück paßt gut in die gefräste
Nut der Dreh-Halterung.
Das Profilstück paßt gut in die gefräste
Nut der Dreh-Halterung.
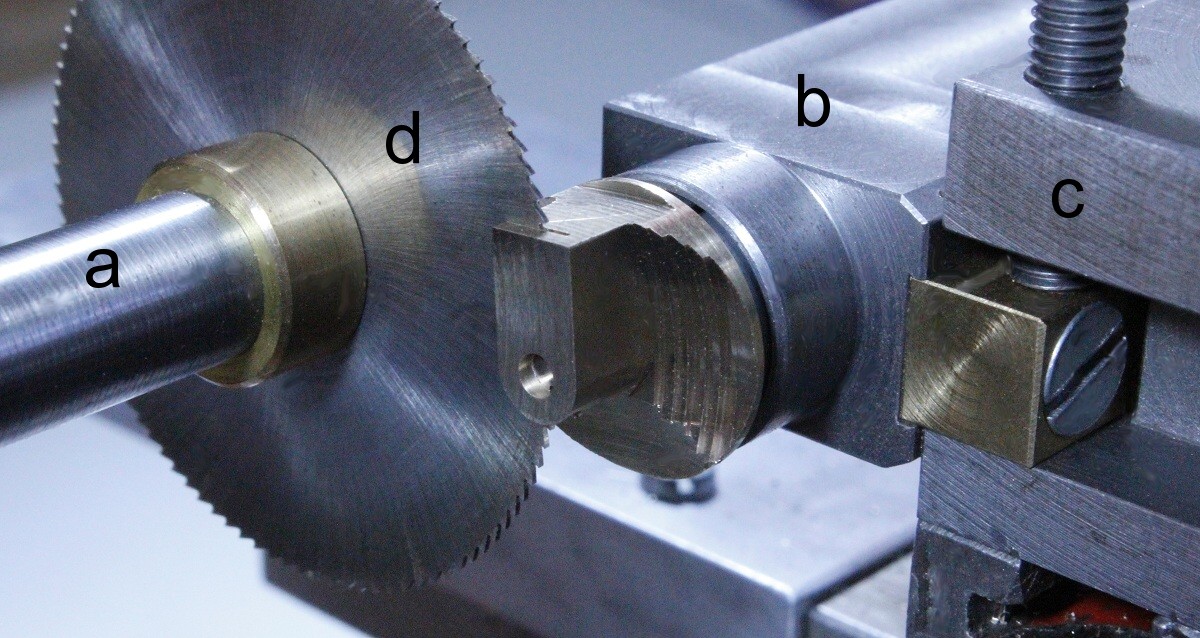
 Vom Profil säge ich in 1,5-mm-Schritten Scheiben ab. Bei der Sägenbreite von 0,4
mm gibt das 1,1 mm dicke Abschnitte. (a) ist der selbstgedrehte Sägedorn in der
Drehmaschinen-Arbeitsspindel, (b) die Sägehalterung, sie wird im Vierstahlhalter
(c) gehalten. Mit der Metall-Kreissäge (d) Ø 40 x 0,4 mm säge ich schon seit
Jahrzehnten! Sie wird bei (nur!) Drehmessing nie stumpf.
Vom Profil säge ich in 1,5-mm-Schritten Scheiben ab. Bei der Sägenbreite von 0,4
mm gibt das 1,1 mm dicke Abschnitte. (a) ist der selbstgedrehte Sägedorn in der
Drehmaschinen-Arbeitsspindel, (b) die Sägehalterung, sie wird im Vierstahlhalter
(c) gehalten. Mit der Metall-Kreissäge (d) Ø 40 x 0,4 mm säge ich schon seit
Jahrzehnten! Sie wird bei (nur!) Drehmessing nie stumpf.
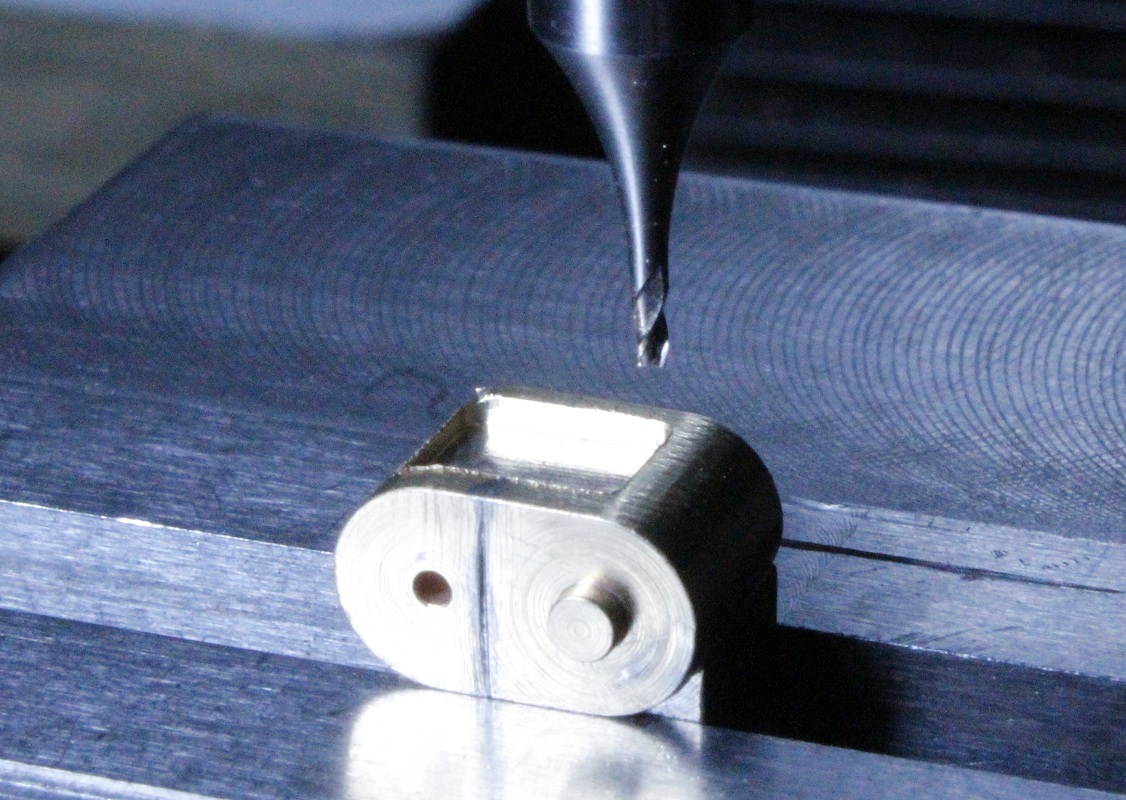
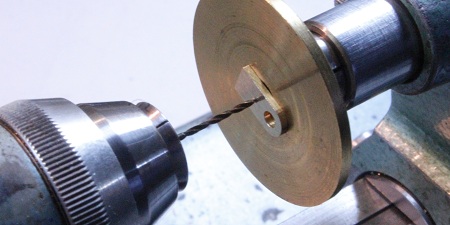 In der Mitte erhält das Teil noch eine
2-mm-Bohrung. Derartige kleine Bohrarbeiten mache ich am liebsten auf der
Uhrmacher-Drehmaschine. Das Werkstück wird dabei gegen eine selbstgedrehte "Tisch-"Ms-Platte
in der Reitstock-Pinole gestützt.
In der Mitte erhält das Teil noch eine
2-mm-Bohrung. Derartige kleine Bohrarbeiten mache ich am liebsten auf der
Uhrmacher-Drehmaschine. Das Werkstück wird dabei gegen eine selbstgedrehte "Tisch-"Ms-Platte
in der Reitstock-Pinole gestützt.
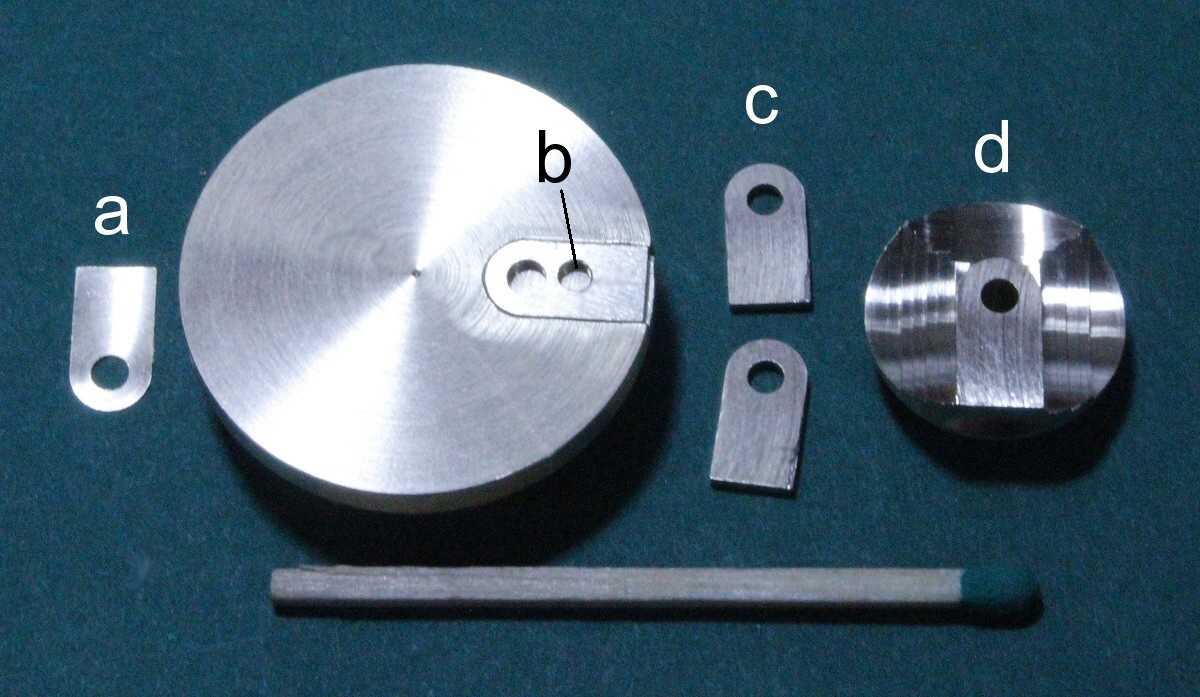
 Eine dünne Scheibe (a) wird zuerst abgesägt, ich nenne sie im Buch Startschnitt.
Die Bohrung (b) ist etwas außer Mitte geraden, ich mußte sie mit einer
Rund-Nadelfeile noch etwas nacharbeiten. Diese Bohrung wird mit einem
Zentrierkörner auf die Dreh-Halterung übertragen und dort ein M2-Gewinde
gebohrt. (c) sind überzählige Teile. Welcher Modellbauer baut einen US-Kreuzer
oder -Schlachtschiff in 1:50? Wohl kaum einer. Diese Schiffe hatte meist zwei
SG-Radar-Geräte an Bord. Ich hätte zwei der Teile zu verschenken (Späßle). (d)
ist der Rest vom Profil, man erkennt deutlich die Spanabnahmen in
0,5(!)-mm-Schritten.
Eine dünne Scheibe (a) wird zuerst abgesägt, ich nenne sie im Buch Startschnitt.
Die Bohrung (b) ist etwas außer Mitte geraden, ich mußte sie mit einer
Rund-Nadelfeile noch etwas nacharbeiten. Diese Bohrung wird mit einem
Zentrierkörner auf die Dreh-Halterung übertragen und dort ein M2-Gewinde
gebohrt. (c) sind überzählige Teile. Welcher Modellbauer baut einen US-Kreuzer
oder -Schlachtschiff in 1:50? Wohl kaum einer. Diese Schiffe hatte meist zwei
SG-Radar-Geräte an Bord. Ich hätte zwei der Teile zu verschenken (Späßle). (d)
ist der Rest vom Profil, man erkennt deutlich die Spanabnahmen in
0,5(!)-mm-Schritten.
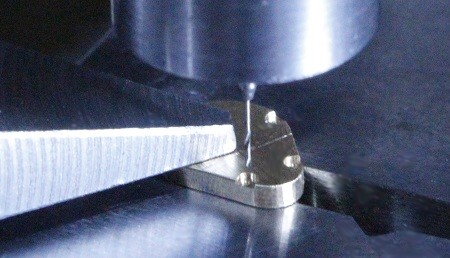
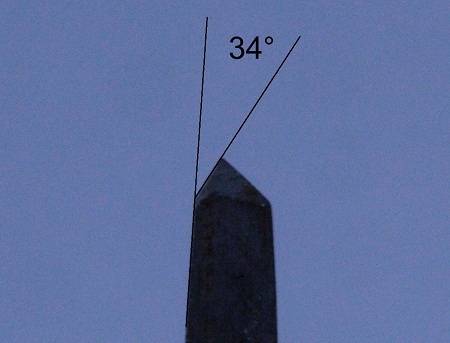 Sehr kleine Bohrungen bekommen
bei mir meist eine kaum sichtbare 90°-Senkung, der immer vorhandene Grat muß
weg. Dazu habe ich eine Dreikant-Nadelfeile an allen drei Flächen etwa 34°
schräg angeschliffen, das ergibt "unterm Strich" eine 90°-Senkung, sieht man im
Foto an der Schräge rechts.
Sehr kleine Bohrungen bekommen
bei mir meist eine kaum sichtbare 90°-Senkung, der immer vorhandene Grat muß
weg. Dazu habe ich eine Dreikant-Nadelfeile an allen drei Flächen etwa 34°
schräg angeschliffen, das ergibt "unterm Strich" eine 90°-Senkung, sieht man im
Foto an der Schräge rechts.
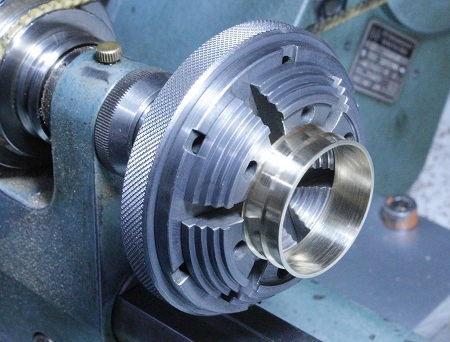
 Die Dreh-Halterung ist mit ihrem 6-mm-Spannzapfen in der Uhrmacher-Drehmaschine
geklemmt und der Außendurchmesser ist auf 28,6 mm überdreht und anschließend
eine 0,8 mm lange Stufe auf Ø 28 angedreht.
Die Dreh-Halterung ist mit ihrem 6-mm-Spannzapfen in der Uhrmacher-Drehmaschine
geklemmt und der Außendurchmesser ist auf 28,6 mm überdreht und anschließend
eine 0,8 mm lange Stufe auf Ø 28 angedreht.
 Auf dieser 0,3 mm hohen Stufe wird später die
Innenkante vom (gedrehten) Parabolspiegel aufgestützt und angelötet.
Auf dieser 0,3 mm hohen Stufe wird später die
Innenkante vom (gedrehten) Parabolspiegel aufgestützt und angelötet.
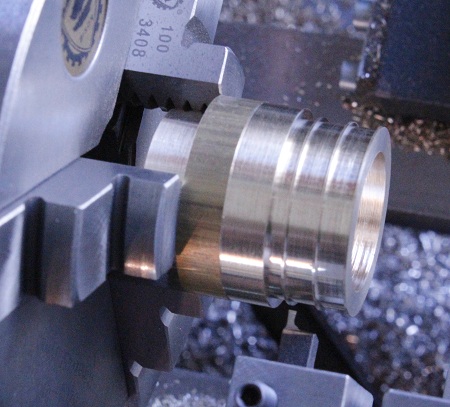 Der Parabolspiegel wird mit den drei
Ringen zuerst außen mit einem recht kurzen Stechdrehstahl fertiggedreht. Die
Ringe sind 0,4 mm breit, die beiden Zwischenräume 4,4 mm, der ganze
Parabolspiegel also 10 mm hoch.
Der Parabolspiegel wird mit den drei
Ringen zuerst außen mit einem recht kurzen Stechdrehstahl fertiggedreht. Die
Ringe sind 0,4 mm breit, die beiden Zwischenräume 4,4 mm, der ganze
Parabolspiegel also 10 mm hoch.
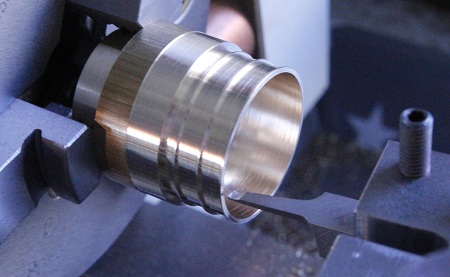 Danach wird er innen mit einem
HSS-Eckbohrstahl auf eine Wandstärke von 0,3 mm ausgedreht und dann abgestochen.
Danach wird er innen mit einem
HSS-Eckbohrstahl auf eine Wandstärke von 0,3 mm ausgedreht und dann abgestochen.
 Der dabei entstehende Grat wird auf der
Uhrmacher-Drehmaschine entfernt.
Der dabei entstehende Grat wird auf der
Uhrmacher-Drehmaschine entfernt.
 Etwa so sollen die beiden Teile
zusammengelötet werden.
Etwa so sollen die beiden Teile
zusammengelötet werden.
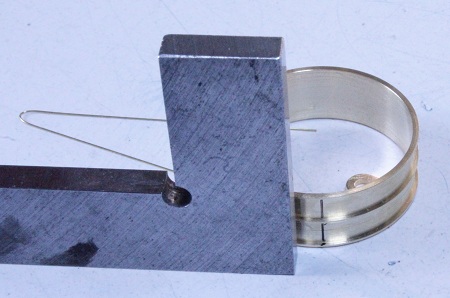
 Das U-förmige Stück wird mit einer
M2-Schraube unverrückbar auf einer Pertinax-Platte befestigt. Auf der anderen
Seite muß ein 0,3-mm-Draht untergelegt werden - wir erinnern uns, die Stufe mit
dieser Höhe.
Das U-förmige Stück wird mit einer
M2-Schraube unverrückbar auf einer Pertinax-Platte befestigt. Auf der anderen
Seite muß ein 0,3-mm-Draht untergelegt werden - wir erinnern uns, die Stufe mit
dieser Höhe.
 gelötet!
gelötet!
 Auch beim Anreißen der
Parabolspiegel-Breite muß der 0,3-mm-Draht untergelegt werden.
Auch beim Anreißen der
Parabolspiegel-Breite muß der 0,3-mm-Draht untergelegt werden.
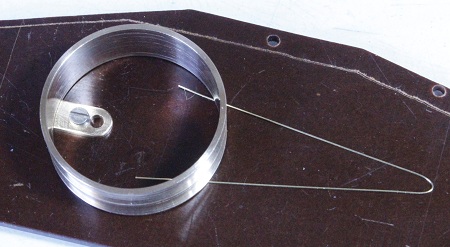
 Beim Auseinandersägen (mit der feinsten
Metall-Laubsäge) sprang der Ring unerwartet weit auf.
Beim Auseinandersägen (mit der feinsten
Metall-Laubsäge) sprang der Ring unerwartet weit auf.
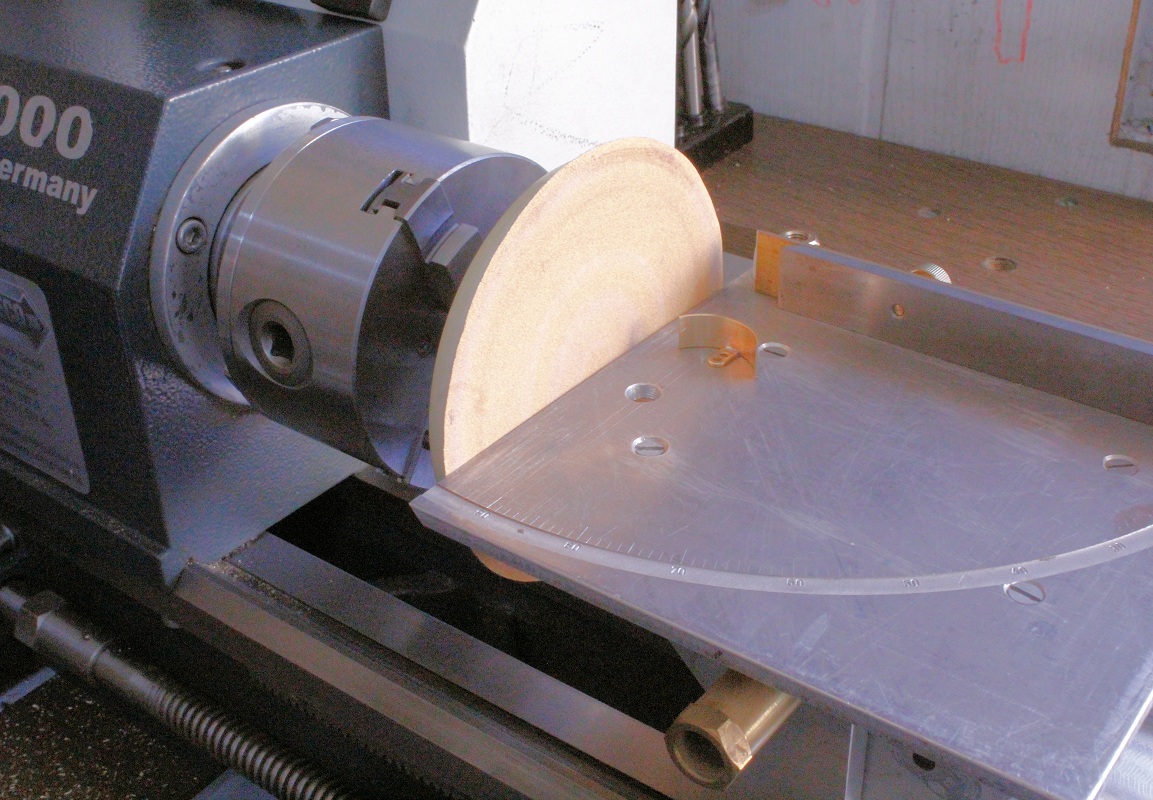
 Die Drehmaschine (oft liest man im Internet in den sog. "Foren" von einer Drehe,
so ein saublöder Ausdruck! Die kluge, technische Konstruktion hat es verdient,
daß man sie beim richtigen Namen nennt.) wird zum
Schleifteller
umgerüstet. Der Tisch steht auf 90°.
Die Drehmaschine (oft liest man im Internet in den sog. "Foren" von einer Drehe,
so ein saublöder Ausdruck! Die kluge, technische Konstruktion hat es verdient,
daß man sie beim richtigen Namen nennt.) wird zum
Schleifteller
umgerüstet. Der Tisch steht auf 90°.
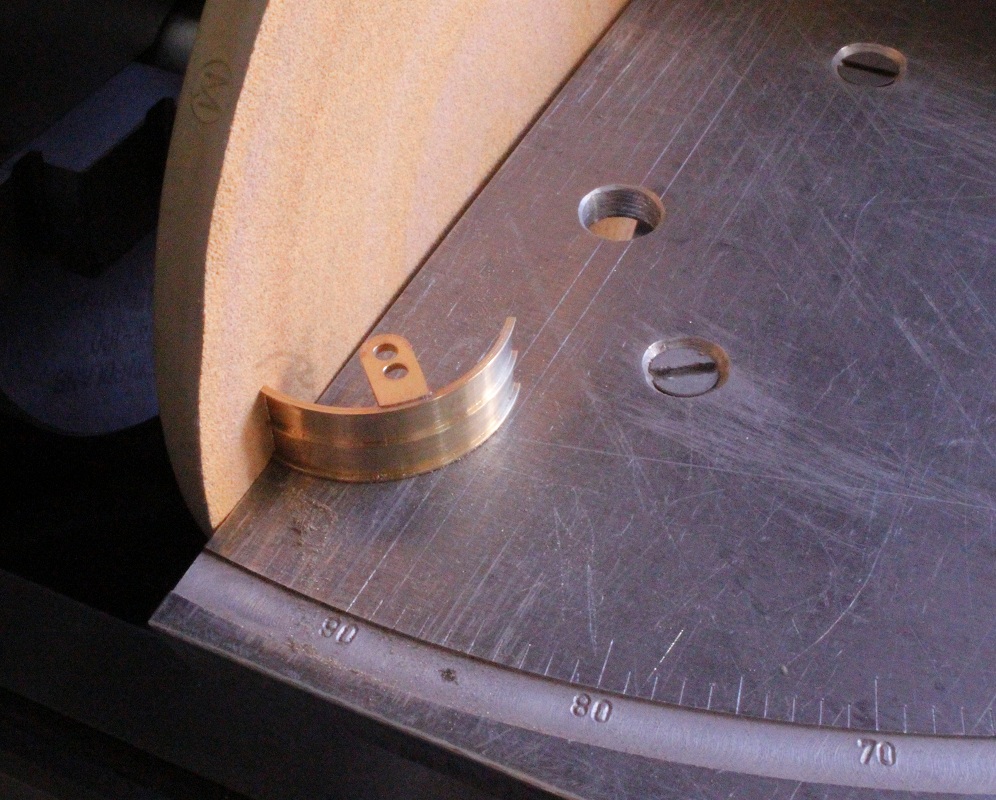
 So kann ich die äußeren Enden vom Parabolspiegel exakt winklig schleifen.
So kann ich die äußeren Enden vom Parabolspiegel exakt winklig schleifen.
 Erst jetzt ist die richtige Zeit und
Gelegenheit, das überschüssige Lötzinn in der Innenecke zu entfernen
(Dreikantschaber, rotierende Drahtbürste)
Erst jetzt ist die richtige Zeit und
Gelegenheit, das überschüssige Lötzinn in der Innenecke zu entfernen
(Dreikantschaber, rotierende Drahtbürste)
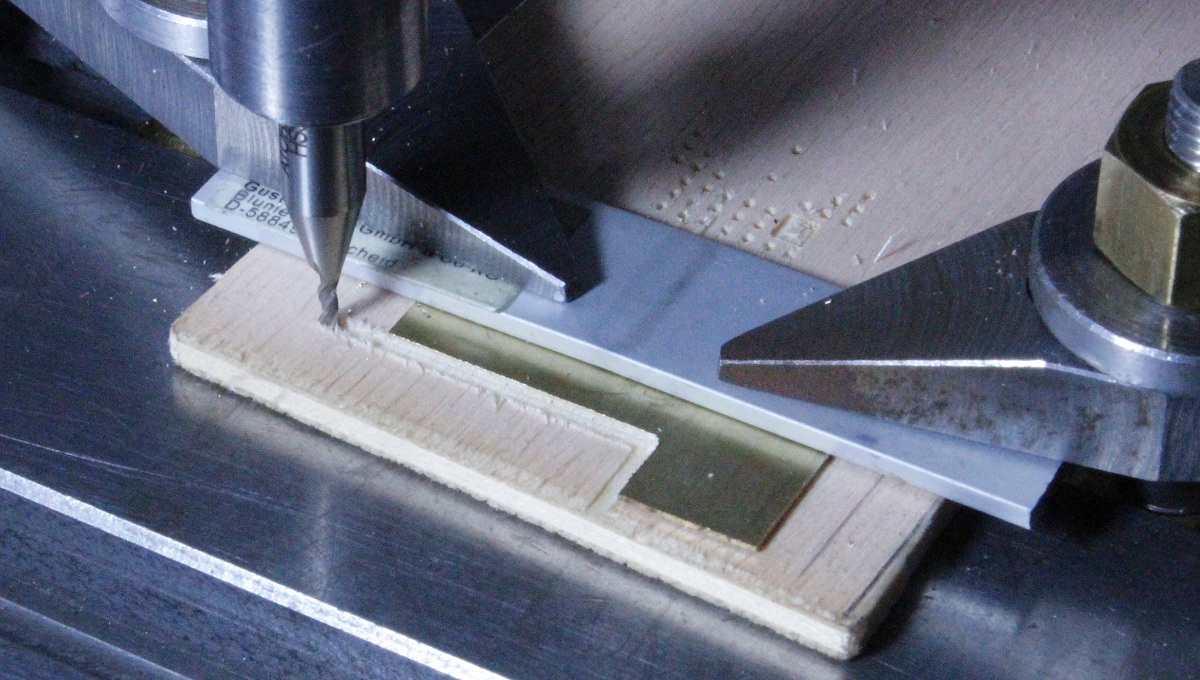
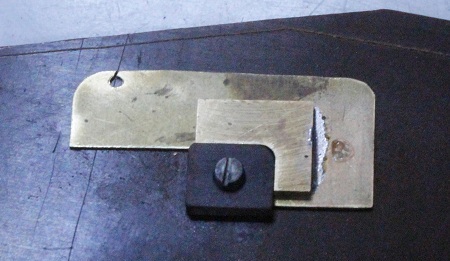
 Die Ecken sollen einen Radius von 1,75 erhalten, doch nicht irgendwie. Ich will
mir zum Anreißen eine Anreißschablone fertigen. Ein 0,4-mm-Ms-Blech erhält mit
einem 1,5-mm-Fingerfräser eine Innenecke gefräst...
Die Ecken sollen einen Radius von 1,75 erhalten, doch nicht irgendwie. Ich will
mir zum Anreißen eine Anreißschablone fertigen. Ein 0,4-mm-Ms-Blech erhält mit
einem 1,5-mm-Fingerfräser eine Innenecke gefräst...
 ...und ein dickeres Blech mit einem 3,5-mm-Fingerfräser (R 1,75!) eine gleiche
Ecke.
...und ein dickeres Blech mit einem 3,5-mm-Fingerfräser (R 1,75!) eine gleiche
Ecke.
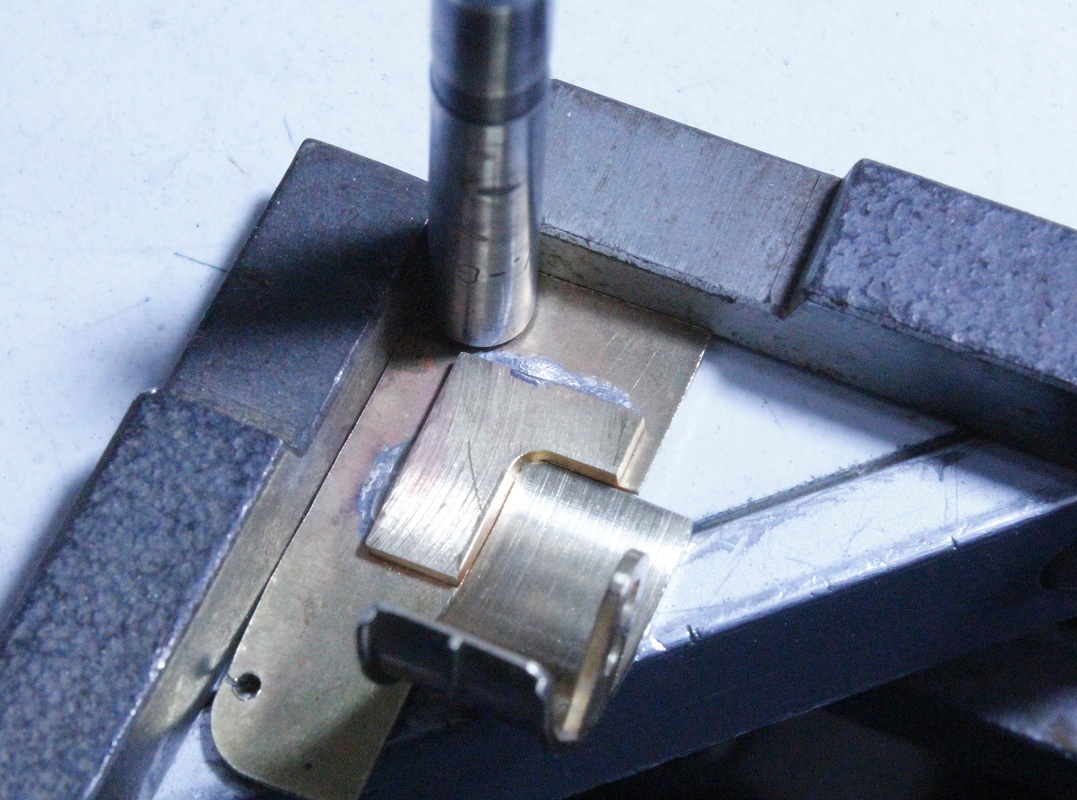
 Ein 2 mm dickes Stück Pertinax mit einem
1,75-mm-Radius ist schnell
gefräst. Es wird auf einer Pertinax-Platte befestigt und an die
Kanten die beiden Blechstücke herangeschoben...
Ein 2 mm dickes Stück Pertinax mit einem
1,75-mm-Radius ist schnell
gefräst. Es wird auf einer Pertinax-Platte befestigt und an die
Kanten die beiden Blechstücke herangeschoben...
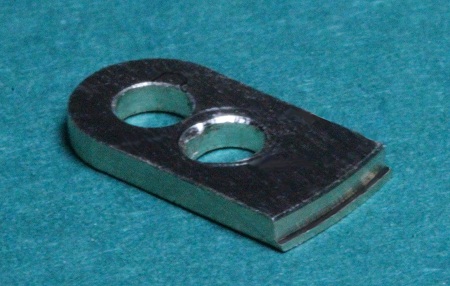
 ...und so übereinandergelötet.
...und so übereinandergelötet.
 Der runde Senker steht nur zur Beschwerung beim Fotografieren in der Ecke. Man
erkennt, wie man hier in der Innenecke mit einer spitzen Reißnadel den kleinen
Bogen anreißen kann.
Der runde Senker steht nur zur Beschwerung beim Fotografieren in der Ecke. Man
erkennt, wie man hier in der Innenecke mit einer spitzen Reißnadel den kleinen
Bogen anreißen kann.
 Die vier Eckbögen habe ich von Hand angefeilt, dabei die Anreißschablone als
Radiuslehre benutzt (Lichtspalt).
Die vier Eckbögen habe ich von Hand angefeilt, dabei die Anreißschablone als
Radiuslehre benutzt (Lichtspalt).
 So weit sind wir, der Parabolspiegel
steht nicht korrekt auf dem Getriebe, er steht eigentlich weiter hinten, doch
dann kippt er herunter...
So weit sind wir, der Parabolspiegel
steht nicht korrekt auf dem Getriebe, er steht eigentlich weiter hinten, doch
dann kippt er herunter...
Weiter geht es im
Teil 2
dieser Serie...

zurück/back |
home