Stempel für
Wasserbomben
Auf dem Zerstörer sind an
den Deckshauswänden aber auch an den WABO-Nachlade-Lagern div. Halterungen mit
Stempeln (Stempelwerfer) für die Wasserbomben als Vorrat. Ich wollte für
den Zweck 40 Stempel herstellen (3 x 6 Stück lagern allein in den WABO-Lagern).
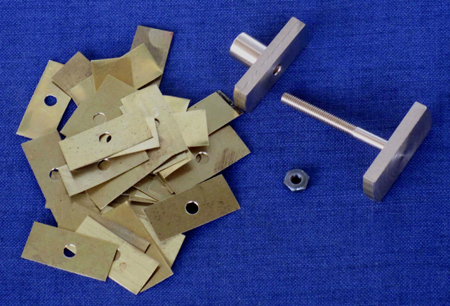 Begonnen habe ich mit dem Ausschneiden der
0,2-mm-Ms-Bleche. Viel Übermaß! Danach in Gegenuhrzeiger-Richtung mit der
Papierschere rundum einen etwa 1 mm breiten Rand abschneiden. Dadurch bleiben
die Bleche recht eben! Mitte anreißen (Diagonalanriß), leicht körnen, bohren 1
mm, 1,8 mm, danach Maschinenreibahle 2, 2,5 und 3 mm, entgraten. Schraube mit M3
Gewinde und Druckscheibe mit 7x7-mm-Spannzapfen und geriebene 3-mm-Bohrung,
beide Teile auf das Maß der Bleche vorfräsen, M3-Mutter.
Begonnen habe ich mit dem Ausschneiden der
0,2-mm-Ms-Bleche. Viel Übermaß! Danach in Gegenuhrzeiger-Richtung mit der
Papierschere rundum einen etwa 1 mm breiten Rand abschneiden. Dadurch bleiben
die Bleche recht eben! Mitte anreißen (Diagonalanriß), leicht körnen, bohren 1
mm, 1,8 mm, danach Maschinenreibahle 2, 2,5 und 3 mm, entgraten. Schraube mit M3
Gewinde und Druckscheibe mit 7x7-mm-Spannzapfen und geriebene 3-mm-Bohrung,
beide Teile auf das Maß der Bleche vorfräsen, M3-Mutter.
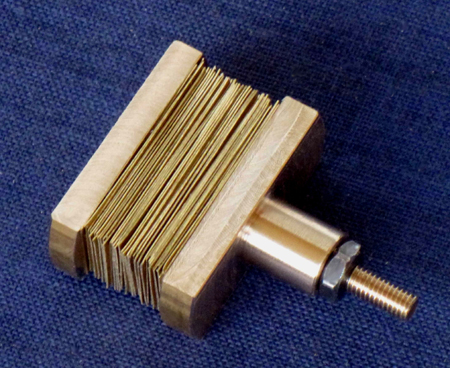 Alles zu einem sehr festen Paket
zusammenschrauben (mit zwei Schraubstöcken nachhelfen).
Alles zu einem sehr festen Paket
zusammenschrauben (mit zwei Schraubstöcken nachhelfen).
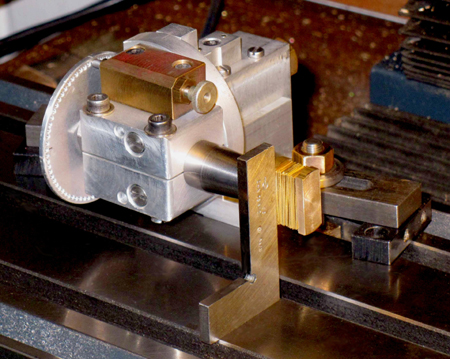 Im Waagerecht-Teilgerät in der 7-mm-Zange
spannen und ausrichten.
Im Waagerecht-Teilgerät in der 7-mm-Zange
spannen und ausrichten.
 Die Längen der Bleche auf Umschlag
fertigfräsen (max. 0,4-mmm-Späne, weil die 7-mm-Zange nicht soooo gut hält!)...
Die Längen der Bleche auf Umschlag
fertigfräsen (max. 0,4-mmm-Späne, weil die 7-mm-Zange nicht soooo gut hält!)...
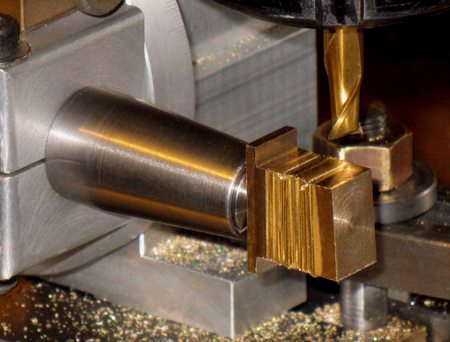
 ...dann die Breiten...
...dann die Breiten...
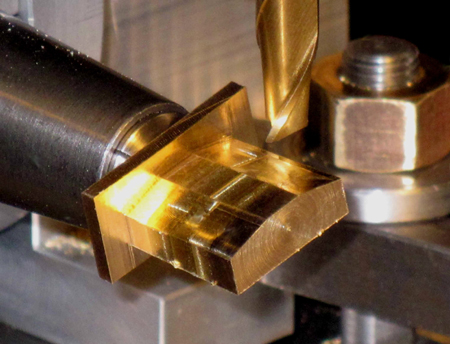 ...die 15°-Schrägen der einen Seite...
...die 15°-Schrägen der einen Seite...
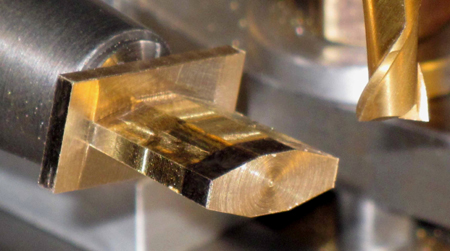 ...und die der anderen Seite (auf das
gleiche Höhenmaß).
...und die der anderen Seite (auf das
gleiche Höhenmaß).
 Auseinandergenommen sieht alles so aus.
Wieder ein Beispiel, daß man nicht ätzen muß, um exakte und schöne Teile zu
erhalten.
Auseinandergenommen sieht alles so aus.
Wieder ein Beispiel, daß man nicht ätzen muß, um exakte und schöne Teile zu
erhalten.
 In einer Drückvorrichtung werden die Bleche
dem Radius der WABO-Gefäße entsprechend gewölbt und gleichzeitig die beiden
ausragenden Nasen mit einem kleinen Durchschlag umgekantet.
In einer Drückvorrichtung werden die Bleche
dem Radius der WABO-Gefäße entsprechend gewölbt und gleichzeitig die beiden
ausragenden Nasen mit einem kleinen Durchschlag umgekantet.
 (Foto anklicken) Nun sehen die Teile so aus. Links hinten
steht das Unterteil der Drückvorrichtung mit einem Teil daran.
(Foto anklicken) Nun sehen die Teile so aus. Links hinten
steht das Unterteil der Drückvorrichtung mit einem Teil daran.
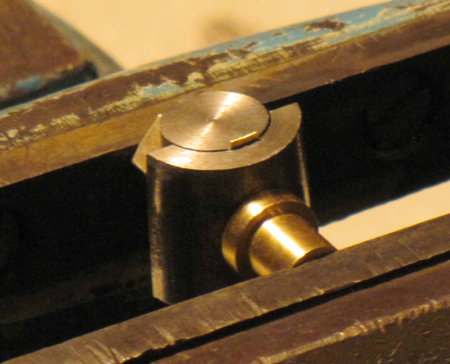
 Die eigentlichen Stempel sind Drehteile aus
4-mm-Rundmessing. Plandrehen, Zapfen Durchmesser 3,2 x 11 mm lang und Absatz
Durchmesser 3,6 x etwa 2 mm lang.
Die eigentlichen Stempel sind Drehteile aus
4-mm-Rundmessing. Plandrehen, Zapfen Durchmesser 3,2 x 11 mm lang und Absatz
Durchmesser 3,6 x etwa 2 mm lang.
 Auf den langen Zapfen Durchmesser 3,2 bis
zum Anschlag spannen und bei 3,1 mm abstechen. Am ausragenden Stück das nächste
Teil (Doppelend-Andrehverfahren).
Auf den langen Zapfen Durchmesser 3,2 bis
zum Anschlag spannen und bei 3,1 mm abstechen. Am ausragenden Stück das nächste
Teil (Doppelend-Andrehverfahren).
 Noch einmal auf den Durchmesser 3,2 spannen
und einen Spannzapfen Durchmesser knapp 3 mm (2,95 bis 2,97) x 2,5 andrehen. Die
achteckigen Bleche mit ihren 3-mm-Bohrungen müssen hier leicht aufgesteckt
werden.
Noch einmal auf den Durchmesser 3,2 spannen
und einen Spannzapfen Durchmesser knapp 3 mm (2,95 bis 2,97) x 2,5 andrehen. Die
achteckigen Bleche mit ihren 3-mm-Bohrungen müssen hier leicht aufgesteckt
werden.
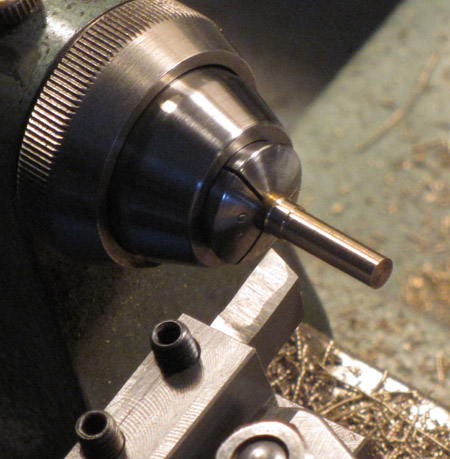
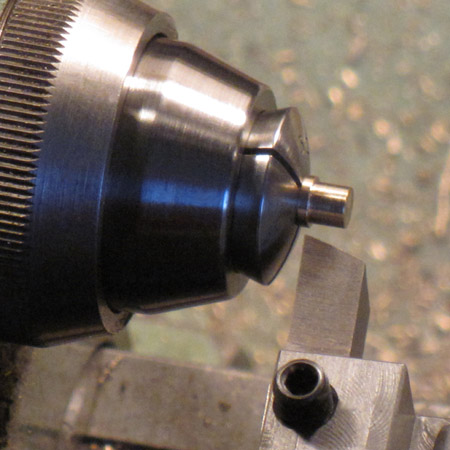
 (Foto anklicken) Nun auf diesen 3-mm-Spannzapfen spannen,
zentrierbohren und danach mit einem 2,5-mm-Wendelbohrer 10 mm tief bohren. Dabei
ist der Anschlagring (1) so eingestellt, daß nur 10 mm tief gebohrt werden kann
(beim ersten Teil einrichten). Kanten leicht brechen.
(Foto anklicken) Nun auf diesen 3-mm-Spannzapfen spannen,
zentrierbohren und danach mit einem 2,5-mm-Wendelbohrer 10 mm tief bohren. Dabei
ist der Anschlagring (1) so eingestellt, daß nur 10 mm tief gebohrt werden kann
(beim ersten Teil einrichten). Kanten leicht brechen.
Ich drehe all diese kleinen
Teile auf meiner kleinen Uhrmacherdrehmaschine (40 Watt Leistungsaufnahme).
Genauso kann man es - mit mehr Energieaufwand - auch auf einer größeren
Tischdrehmaschine machen.
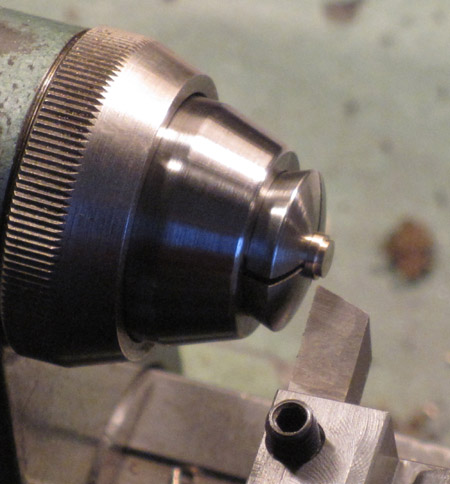 Nun wieder auf den 3,2-mm-Durchmesser
spannen und den 3-mm-Zapfen auf 0,6 mm Länge abplanen.
Nun wieder auf den 3,2-mm-Durchmesser
spannen und den 3-mm-Zapfen auf 0,6 mm Länge abplanen.
 (Foto anklicken) Links liegen die gewölbten Bleche und die
eben gedrehten Stempel, rechts sind sie bereits (mit nicht zu knapper
Lötzinnzugabe) zusammengelötet.
(Foto anklicken) Links liegen die gewölbten Bleche und die
eben gedrehten Stempel, rechts sind sie bereits (mit nicht zu knapper
Lötzinnzugabe) zusammengelötet.
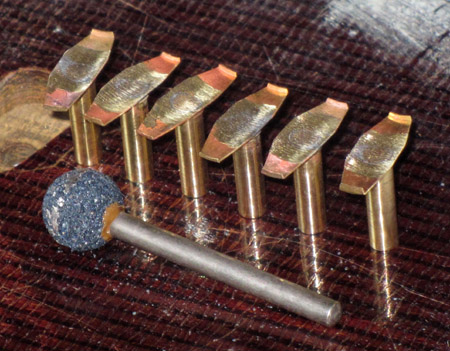 Mit einem kleinen Kugel-Schleifkörper
(Durchmesser 8 mm) habe ich innere Wölbung der Platten geschliffen und damit den
nach innen noch leicht überstehenden Zapfen weggenommen.
Mit einem kleinen Kugel-Schleifkörper
(Durchmesser 8 mm) habe ich innere Wölbung der Platten geschliffen und damit den
nach innen noch leicht überstehenden Zapfen weggenommen.
 (Foto
anklicken) Anschließend den rötlichen Belag vom Löten und die Lötstellen
noch mit der Drahtbürste beschliffen sind die Stempel nun fertig zum Verbau (an
den WABO-Lagern) und zur Lackierung.
(Foto
anklicken) Anschließend den rötlichen Belag vom Löten und die Lötstellen
noch mit der Drahtbürste beschliffen sind die Stempel nun fertig zum Verbau (an
den WABO-Lagern) und zur Lackierung.

zurück/back |
home



