Torpedowagen
(Teil 1)
transport
trolley for torpedoes
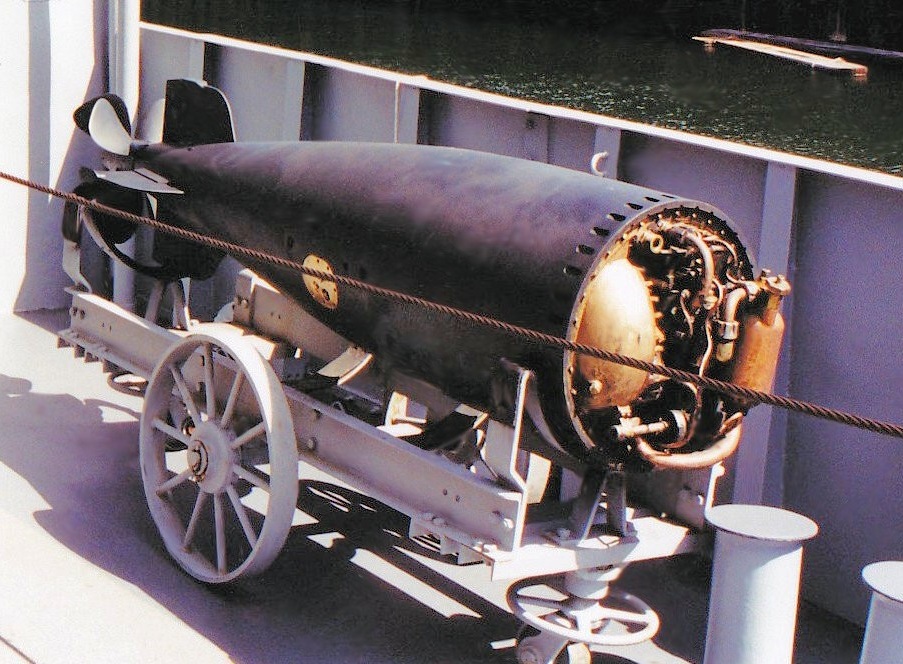
Als nächstes will ich den
Torpedowagen bauen. An Bord jedes US-Zerstörers befand sich ein solcher Wagen
für den Transport von Torpedos über die Decks (Weg vom Kran auf der Pier, von
Rohrsatz zu Rohrsatz und von einer Bordseite zur anderen). Der Wagen bestand aus
einem Rahmen aus U-Profilen. Seitlich gab es zwei geschweißte Speichenräder und
an den Enden je ein um 360° drehbares Stützrad.
 (kleine Fotos zum Vergrößern anklicken) Ich habe mehrere
Fotos auch von diesem, etwa 2 Meter langen Wagen angefertigt. Das hier
abgebildete Foto habe ich hauptsächlich verwendet, um die Dimensionen der Teile
im Vergleich zum Durchmesser des Torpedos (533 mm), der hier gut sicht- und
meßbar ist, zu errechnen. Bei dem Foto liegt nur das Schwanzstück eines Torpedos
Mk15 (7,31 m lang, 1742 kg) auf dem Wagen! Zuerst fertige ich den Grundrahmen.
Dazu benötigte ich mehrere U-Profile. Diese habe ich zuerst gefräst.
(kleine Fotos zum Vergrößern anklicken) Ich habe mehrere
Fotos auch von diesem, etwa 2 Meter langen Wagen angefertigt. Das hier
abgebildete Foto habe ich hauptsächlich verwendet, um die Dimensionen der Teile
im Vergleich zum Durchmesser des Torpedos (533 mm), der hier gut sicht- und
meßbar ist, zu errechnen. Bei dem Foto liegt nur das Schwanzstück eines Torpedos
Mk15 (7,31 m lang, 1742 kg) auf dem Wagen! Zuerst fertige ich den Grundrahmen.
Dazu benötigte ich mehrere U-Profile. Diese habe ich zuerst gefräst.
 Ein längeres Messing-Profil wird mit einem
2,3-mm-Fingerfräser an der oberen Fläche sparsam überfräst, der Höhensupport
genullt.
Ein längeres Messing-Profil wird mit einem
2,3-mm-Fingerfräser an der oberen Fläche sparsam überfräst, der Höhensupport
genullt.
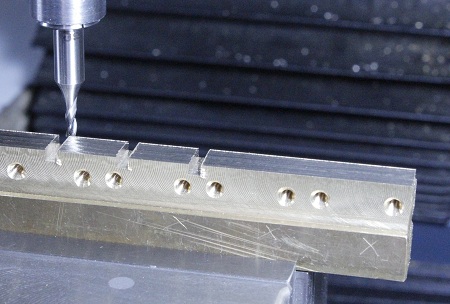 Die Längen der benötigten Profile (40 und 2
x 12 mm) werden durch 2,5 mm tiefe Quernuten eingefräst. Je Spandurchgang nur
max. 0,3 mm Tiefe, damit sich der Fräser nicht wegbiegt.
Die Längen der benötigten Profile (40 und 2
x 12 mm) werden durch 2,5 mm tiefe Quernuten eingefräst. Je Spandurchgang nur
max. 0,3 mm Tiefe, damit sich der Fräser nicht wegbiegt.
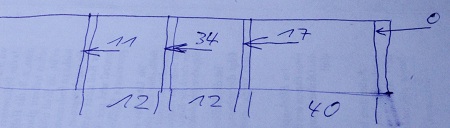 Die zugehörigen Skalenwerte und
Anfahrrichtungen (Pfeile) schreibe ich auf einen Zettel.
Die zugehörigen Skalenwerte und
Anfahrrichtungen (Pfeile) schreibe ich auf einen Zettel.
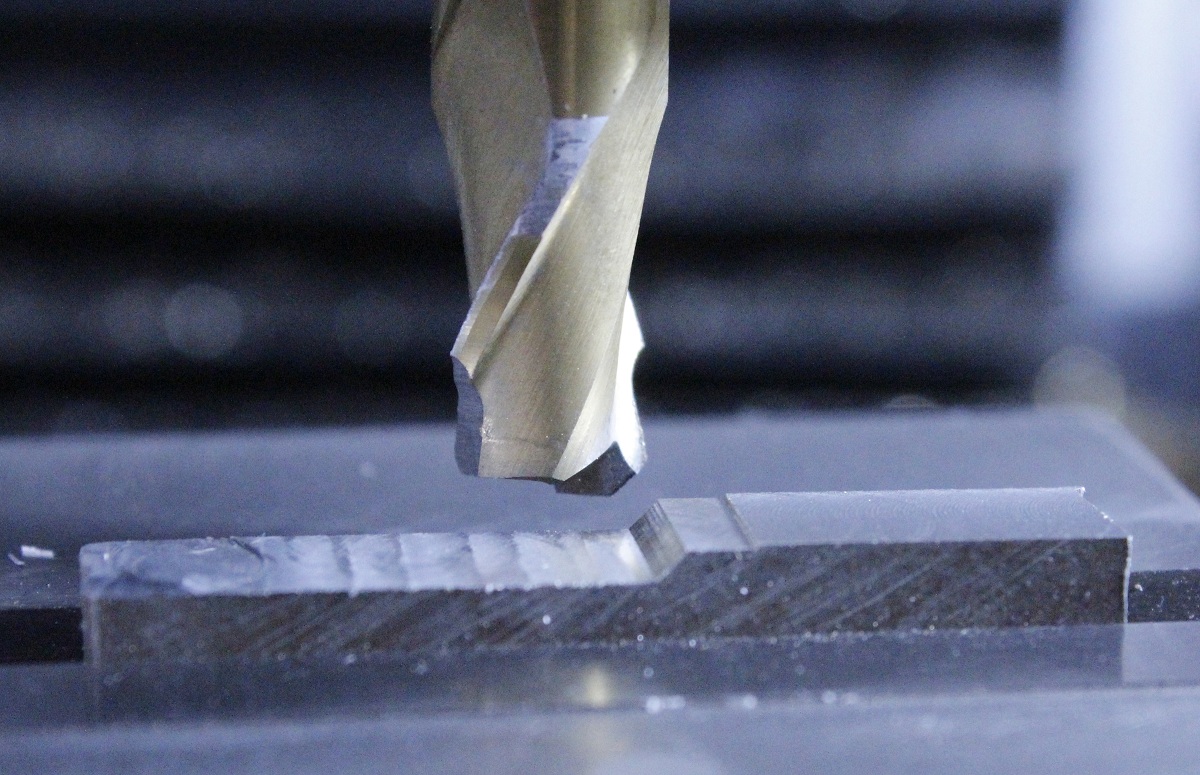
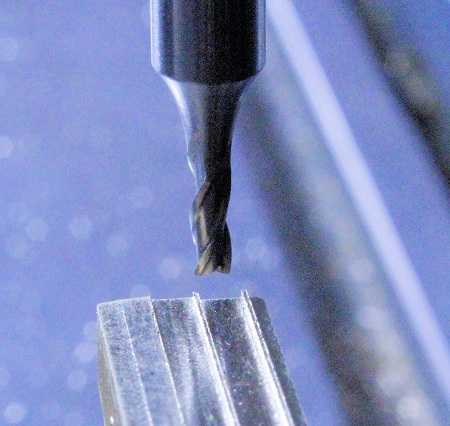 In gleicher Weise wird das U-Profil in nur
0,2-mm-Höhenschritten je Spandurchgang eingefräst. Drei Frässpuren fräse ich mit
höchster Spindeldrehzahl, bevor ich wieder 0,2 mm tiefer gehe. Nur so verbiegen
sich die seitlichen "Schenkel" des U´s nicht. Sie sind nur 0,3 mm dick!
In gleicher Weise wird das U-Profil in nur
0,2-mm-Höhenschritten je Spandurchgang eingefräst. Drei Frässpuren fräse ich mit
höchster Spindeldrehzahl, bevor ich wieder 0,2 mm tiefer gehe. Nur so verbiegen
sich die seitlichen "Schenkel" des U´s nicht. Sie sind nur 0,3 mm dick!
 Auch hierfür notiere ich mir die Skalenwerte
vom Y-Support.
Auch hierfür notiere ich mir die Skalenwerte
vom Y-Support.
 Hier ist bei allen drei Fräsbahnen die Tiefe
1 mm erreicht.
Hier ist bei allen drei Fräsbahnen die Tiefe
1 mm erreicht.
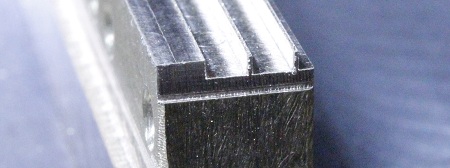
 Der "Grund" des U´s wurde 1 mm tief gefräst;
die seitlichen Flächen auf 2,5 mm Tiefe. Man erkennt bei dem Foto, daß sich die
Schenkel kein Stück verbogen haben. Würde ich gleich auf 1 mm Tiefe gehen,
könnte man zusehen, wie sich der jeweilige Schenkel durch den seitlichen Druck
wegbiegt.
Der "Grund" des U´s wurde 1 mm tief gefräst;
die seitlichen Flächen auf 2,5 mm Tiefe. Man erkennt bei dem Foto, daß sich die
Schenkel kein Stück verbogen haben. Würde ich gleich auf 1 mm Tiefe gehen,
könnte man zusehen, wie sich der jeweilige Schenkel durch den seitlichen Druck
wegbiegt.
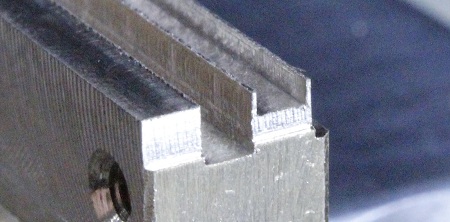
 Das Bild zeigt den Beginn des Absägens. U-Höhe = 1,3 mm; Metall-Kreissäge ist
0,45 mm dick; 1,3 plus 0,45 = 1,75 mm. Vom leichten Ankratzen der Säge oben am U
senke ich den Sägedorn (Höhensupport) 1,75 mm herab. Der erste Sägespann ist nur
0,2 mm tief, dann noch einmal 0,2 mm, dann schon 0,5 mm (Zustand im Foto) und
mit dem letzten Span säge ich ganz durch.
Das Bild zeigt den Beginn des Absägens. U-Höhe = 1,3 mm; Metall-Kreissäge ist
0,45 mm dick; 1,3 plus 0,45 = 1,75 mm. Vom leichten Ankratzen der Säge oben am U
senke ich den Sägedorn (Höhensupport) 1,75 mm herab. Der erste Sägespann ist nur
0,2 mm tief, dann noch einmal 0,2 mm, dann schon 0,5 mm (Zustand im Foto) und
mit dem letzten Span säge ich ganz durch.
 Die abgesägten U-Profile noch mit allem Grat, zwei lange mehr als nötig.
Die abgesägten U-Profile noch mit allem Grat, zwei lange mehr als nötig.
 Sparsam entgratet, 4 x 12 mm und 2 x 40 mm lang.
Sparsam entgratet, 4 x 12 mm und 2 x 40 mm lang.
 Das Zusammenlöten dieser kleinen Teile, schön rechtwinklig und maßhaltig geht
nur mit einer Lötvorrichtung. Die U-Profile haben eine Außenbreite von 2,9 mm
und sind 1,3 mm hoch. Mit einem 2,8-mm-Fingerfräser fräse ich eine
"Anschlagkante" und vier Nuten, je 1 mm tief in eine Pertinax-Platte.
Das Zusammenlöten dieser kleinen Teile, schön rechtwinklig und maßhaltig geht
nur mit einer Lötvorrichtung. Die U-Profile haben eine Außenbreite von 2,9 mm
und sind 1,3 mm hoch. Mit einem 2,8-mm-Fingerfräser fräse ich eine
"Anschlagkante" und vier Nuten, je 1 mm tief in eine Pertinax-Platte.
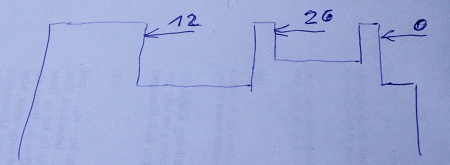
 Das ist die zugehörige Skizze mit Anfahrrichtungen, Skalenwerten (0, 31, 14 und
5) und Maßen. Die vier Nuten werden auf etwa 2,95 mm Breite gebracht, damit die
12-mm-U-Stücke relativ leicht einzustecken sind.
Das ist die zugehörige Skizze mit Anfahrrichtungen, Skalenwerten (0, 31, 14 und
5) und Maßen. Die vier Nuten werden auf etwa 2,95 mm Breite gebracht, damit die
12-mm-U-Stücke relativ leicht einzustecken sind.
 So sieht die Platte entgratet von der anderen Seite aus.
So sieht die Platte entgratet von der anderen Seite aus.
 Auf die Anschlagkante klebe ich mit
Sekundenkleber einen Anschlag (Polystyrol-Stab 4 x 4 mm).
Auf die Anschlagkante klebe ich mit
Sekundenkleber einen Anschlag (Polystyrol-Stab 4 x 4 mm).
 Hier sind die 12-mm-Stücke eingelegt, an den Anschlag geschoben und auch schon
ein 40-mm-U-Profil zum Anlöten aufgelegt.
Hier sind die 12-mm-Stücke eingelegt, an den Anschlag geschoben und auch schon
ein 40-mm-U-Profil zum Anlöten aufgelegt.
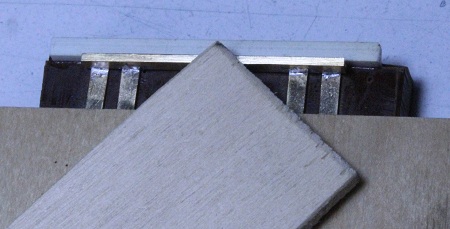 Beim Anlöten halte ich die Teile mit
zwei Sperrholzscheiben fest; mit der unteren die vier 12-mm-Stücke und mit der
schrägliegenden die 40 mm lange U-Schiene. Ich will keine verbrannten Finger...
Beim Anlöten halte ich die Teile mit
zwei Sperrholzscheiben fest; mit der unteren die vier 12-mm-Stücke und mit der
schrägliegenden die 40 mm lange U-Schiene. Ich will keine verbrannten Finger...
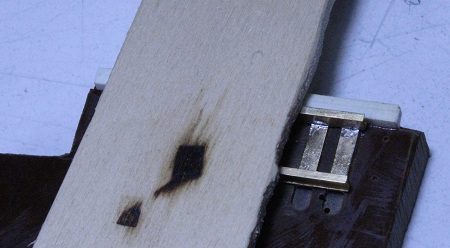 Dann drehe ich das Ganze herum, die
12-mm-Stücke passen auch so in die Nuten. Die zweite 40-mm-Schiene wird
aufgelegt, darauf wieder eine Stück Sperrholz und die weiteren vier Lötungen
kann ich ausführen.
Dann drehe ich das Ganze herum, die
12-mm-Stücke passen auch so in die Nuten. Die zweite 40-mm-Schiene wird
aufgelegt, darauf wieder eine Stück Sperrholz und die weiteren vier Lötungen
kann ich ausführen.
 Noch in der Lötvorrichtung wird das
überschüssige Lötzinn entfernt (Dreikantschaber und rotierende Drahtbürste). Der
Grundrahmen ist fertig.
Noch in der Lötvorrichtung wird das
überschüssige Lötzinn entfernt (Dreikantschaber und rotierende Drahtbürste). Der
Grundrahmen ist fertig.
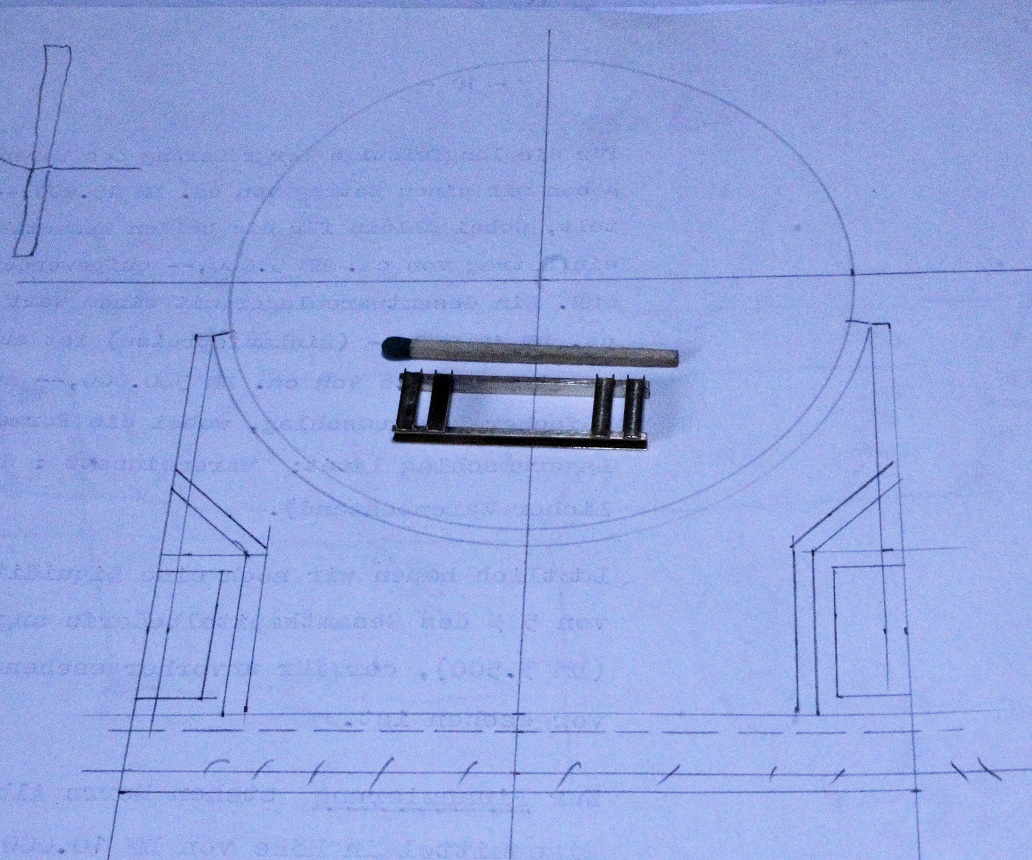
 Hier zeige ich die 10-fach größere Zchng. (quasi M 1:5) vom Querschnitt des
Wagens mit den Auflagebügeln. Der Kreis oben ist der Durchmesser vom Torpedo
(Durchmesser 106,7 mm), in der Mitte liegt der fertige Rahmen.
Hier zeige ich die 10-fach größere Zchng. (quasi M 1:5) vom Querschnitt des
Wagens mit den Auflagebügeln. Der Kreis oben ist der Durchmesser vom Torpedo
(Durchmesser 106,7 mm), in der Mitte liegt der fertige Rahmen.
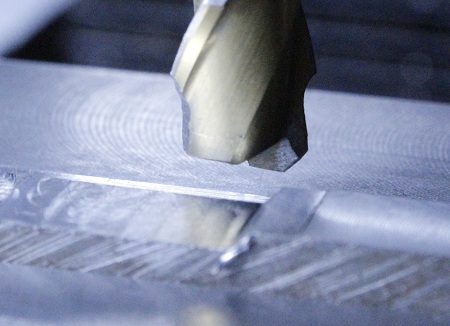 Ein 10-mm-Zweischneider-Fingerfräser erhielt
an einer Schneide von Hand eine 45°-Fase angeschliffen (mindestens 1,5 mm
"hoch"), die andere Schneide wurde ganz weggeschliffen.
Ein 10-mm-Zweischneider-Fingerfräser erhielt
an einer Schneide von Hand eine 45°-Fase angeschliffen (mindestens 1,5 mm
"hoch"), die andere Schneide wurde ganz weggeschliffen.
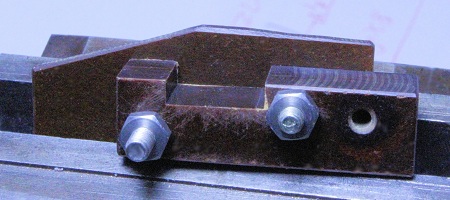
 Mit dem Fräser habe ich eine Präge aus Stahl gefräst. Zuerst mit einem
scharfkantigen Fingerfräser eine 2,9 mm breite Stufe 0,2 mm hoch (rechts zu
sehen), danach eine 1,3 mm tiefe Stufe mit dem 45°-Fräser.
Mit dem Fräser habe ich eine Präge aus Stahl gefräst. Zuerst mit einem
scharfkantigen Fingerfräser eine 2,9 mm breite Stufe 0,2 mm hoch (rechts zu
sehen), danach eine 1,3 mm tiefe Stufe mit dem 45°-Fräser.
 Nahaufnahme von dem Stahlriegel.
Nahaufnahme von dem Stahlriegel.
 Der Stahlriegel erhielt eine M3-Bohrung und aus einem Messingstück 7 x 7 mm eine
Klemmbacke. Wichtig ist die 0,4 mm hohe Stufe am Messingstück, die man im Foto
gut sieht.
Der Stahlriegel erhielt eine M3-Bohrung und aus einem Messingstück 7 x 7 mm eine
Klemmbacke. Wichtig ist die 0,4 mm hohe Stufe am Messingstück, die man im Foto
gut sieht.
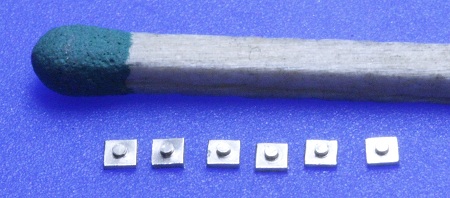
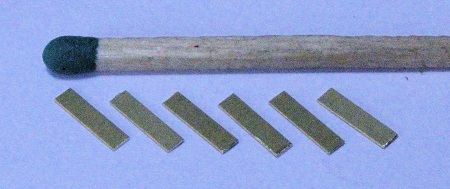 7,7 mm lange Stücke aus Ms-Blech 2 x 0,3 mm
habe ich vorbereitet.
7,7 mm lange Stücke aus Ms-Blech 2 x 0,3 mm
habe ich vorbereitet.
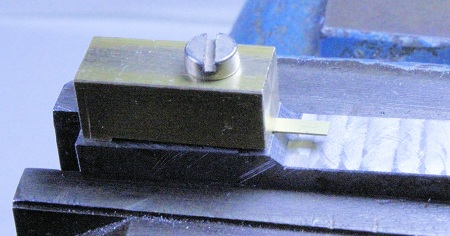 Das Blechstück wird in der Vorrichtung
geklemmt. Dabei wird es innen bis an die 0,2 mm hohe Stufe geschoben, so ragen
alle Teile gleich weit heraus.
Das Blechstück wird in der Vorrichtung
geklemmt. Dabei wird es innen bis an die 0,2 mm hohe Stufe geschoben, so ragen
alle Teile gleich weit heraus.
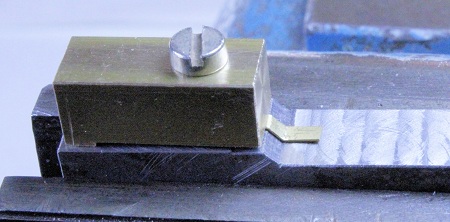 Mit einem Schraubenzieher und mit einen
winzigen Durchschlag habe ich den Blechstreifen in der Formpräge nach unten
geschlagen.
Mit einem Schraubenzieher und mit einen
winzigen Durchschlag habe ich den Blechstreifen in der Formpräge nach unten
geschlagen.
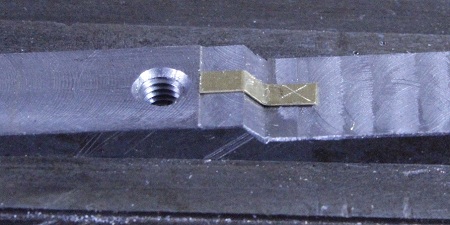 Wenn die Messingbacke weggenommen ist,
erkennt man das richtig gebogene Teil. Ohne diese Vorrichtung kann man die Teile
nicht so genau (!) biegen. Auch diese Vorrichtung wird wahrscheinlich nie wieder
gebraucht, doch das ist mir egal!
Wenn die Messingbacke weggenommen ist,
erkennt man das richtig gebogene Teil. Ohne diese Vorrichtung kann man die Teile
nicht so genau (!) biegen. Auch diese Vorrichtung wird wahrscheinlich nie wieder
gebraucht, doch das ist mir egal!
 Damit ich die Seiten nicht verwechsle, erhält die unten liegende Fläche einen
leichten Kreuzanriß.
Damit ich die Seiten nicht verwechsle, erhält die unten liegende Fläche einen
leichten Kreuzanriß.
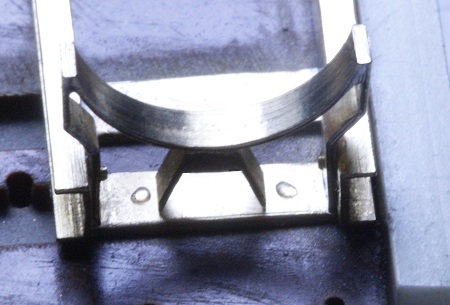
 Der Torpedo liegt auf dem Wagen auf
zwei Halbringen auf. Dafür habe ich einen Ring gedreht und 2 mm hoch
abgestochen: Innendurchmesser 10,7 mm, Außendurchmesser 11,3 mm, also Wandstärke
0,3 mm.
Der Torpedo liegt auf dem Wagen auf
zwei Halbringen auf. Dafür habe ich einen Ring gedreht und 2 mm hoch
abgestochen: Innendurchmesser 10,7 mm, Außendurchmesser 11,3 mm, also Wandstärke
0,3 mm.
 Mit der feinstgezahnten Metall-Laubsäge habe
ich den Ring geteilt und jeden Halbring auf 4,4 mm Höhe gebracht. Den
Meßschieber habe ich auf das Maß 4,4 mm eingestellt und so geklemmt und den
Halbring solange mit feiner Nadelfeile "gekürzt", bis er zwischen die
Meßschenkel paßte.
Mit der feinstgezahnten Metall-Laubsäge habe
ich den Ring geteilt und jeden Halbring auf 4,4 mm Höhe gebracht. Den
Meßschieber habe ich auf das Maß 4,4 mm eingestellt und so geklemmt und den
Halbring solange mit feiner Nadelfeile "gekürzt", bis er zwischen die
Meßschenkel paßte.
 Die zuletzt gefertigten Teile müssen so
zusammengelötet werden, maßhaltig, gerade und rechtwinklig.
Die zuletzt gefertigten Teile müssen so
zusammengelötet werden, maßhaltig, gerade und rechtwinklig.
 Richtig genau wird das auch nur wieder mit
einer Lötvorrichtung aus Pertinax.
Richtig genau wird das auch nur wieder mit
einer Lötvorrichtung aus Pertinax.
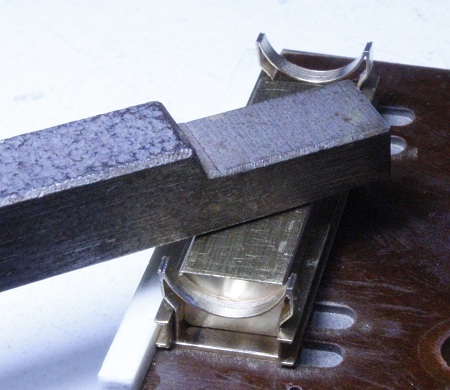
 Hier sieht man, wie ich die Teile in diese
Nut stelle und unten an den Berührungspunkten zusammenlöte. Die Vorrichtung
liegt dabei nach hinten geneigt etwa 45° schräg.
Hier sieht man, wie ich die Teile in diese
Nut stelle und unten an den Berührungspunkten zusammenlöte. Die Vorrichtung
liegt dabei nach hinten geneigt etwa 45° schräg.
 Auch das Einkleben dieser
Torpedolagerschalen in den Rahmen überlasse ich NICHT meinem Augenmaß. Ich habe
einen Messing-Riegel gefräst und plangedreht, welcher lose zwischen die
Rahmen-Längsschienen paßt.
Auch das Einkleben dieser
Torpedolagerschalen in den Rahmen überlasse ich NICHT meinem Augenmaß. Ich habe
einen Messing-Riegel gefräst und plangedreht, welcher lose zwischen die
Rahmen-Längsschienen paßt.
 Der Rahmen wurde wieder in seine
Lötvorrichtung gelegt, der Messing-Riegel längs ausgerichtet und die erste
Lagerschale (mit winzigen Tropfen 2-K-Kleber an den Berührungsflächen) gegen die
plangedrehte Fläche gestellt. Als der 2-K-Kleber (als Vorklebung) ausgehärtet
war, habe ich noch mit Sekundenkleber "nachgeholfen" (0,3-mm-Draht!).
Der Rahmen wurde wieder in seine
Lötvorrichtung gelegt, der Messing-Riegel längs ausgerichtet und die erste
Lagerschale (mit winzigen Tropfen 2-K-Kleber an den Berührungsflächen) gegen die
plangedrehte Fläche gestellt. Als der 2-K-Kleber (als Vorklebung) ausgehärtet
war, habe ich noch mit Sekundenkleber "nachgeholfen" (0,3-mm-Draht!).
 Mit der anderen Seite das Gleiche. Die
C-Klemme hält alles unverrückbar auf dem Tisch fest.
Mit der anderen Seite das Gleiche. Die
C-Klemme hält alles unverrückbar auf dem Tisch fest.
 Beim Original sind die Lagerschalen an die
Längsrahmen geschraubt. Dazu brauche ich vier Schrauben-Imitate: Bolzenlänge 1
mm x Durchmesser 0,48 mm; Kopflänge 0,35 mm x Durchmesser 0,65 mm.
Beim Original sind die Lagerschalen an die
Längsrahmen geschraubt. Dazu brauche ich vier Schrauben-Imitate: Bolzenlänge 1
mm x Durchmesser 0,48 mm; Kopflänge 0,35 mm x Durchmesser 0,65 mm.
 Damit ich diese kleinen Durchmesser auch genau einstellen kann, haben die
Supporte meiner Uhrmacherdrehmaschine vor einiger Zeit schon übergroße
Skalenringe erhalten. Der hier abgebildete Skalenring vom Quersupport hat z.B.
einen Durchmesser von 35 mm. Die Abstände der Hundertstel-Striche (100 auf dem
Umfang) sind über einen mm groß, also gut einzustellen. Die Skalenringe der
alten Uhrmacherdrehmaschinen haben sträflich kleine Skalenringe. Es ist mir
unverständlich, wie die "alten Meister" mit diesen Winzlingen so genau
(Uhrenbau, bei dem es noch viel genauer zugeht als beim Modellbau) arbeiten
konnten...
Damit ich diese kleinen Durchmesser auch genau einstellen kann, haben die
Supporte meiner Uhrmacherdrehmaschine vor einiger Zeit schon übergroße
Skalenringe erhalten. Der hier abgebildete Skalenring vom Quersupport hat z.B.
einen Durchmesser von 35 mm. Die Abstände der Hundertstel-Striche (100 auf dem
Umfang) sind über einen mm groß, also gut einzustellen. Die Skalenringe der
alten Uhrmacherdrehmaschinen haben sträflich kleine Skalenringe. Es ist mir
unverständlich, wie die "alten Meister" mit diesen Winzlingen so genau
(Uhrenbau, bei dem es noch viel genauer zugeht als beim Modellbau) arbeiten
konnten...
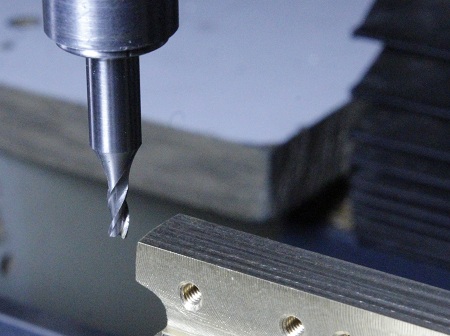
 Die Bohrungsstellen habe ich mit einem
0,5-mm-Zahnarzt-Kugelfräser "gekörnt"...
Die Bohrungsstellen habe ich mit einem
0,5-mm-Zahnarzt-Kugelfräser "gekörnt"...
 ... und danach 0,5 mm durchgebohrt. Dabei
halte ich die Klebestellen mit einer spitzen Pinzette fest, damit sie sich beim
Durchbohren nicht lösen.
... und danach 0,5 mm durchgebohrt. Dabei
halte ich die Klebestellen mit einer spitzen Pinzette fest, damit sie sich beim
Durchbohren nicht lösen.
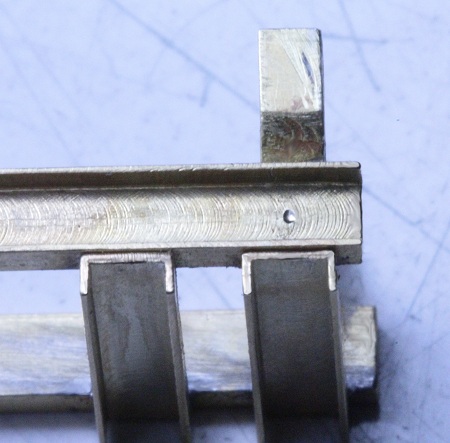
 Hier sieht man ein Schrauben-Imitat mit Sekundenkleber befestigt.
Hier sieht man ein Schrauben-Imitat mit Sekundenkleber befestigt.
 Unter die Lagerschalen kommen nun zwei
Trapezstützen, welche die Hauptlast des Torpedos tragen. Mit einem Bohrerschaft
habe ich die lichte Höhe zwischen Lagerschale und Querrahmen ermittelt (3,2 mm).
Unter die Lagerschalen kommen nun zwei
Trapezstützen, welche die Hauptlast des Torpedos tragen. Mit einem Bohrerschaft
habe ich die lichte Höhe zwischen Lagerschale und Querrahmen ermittelt (3,2 mm).
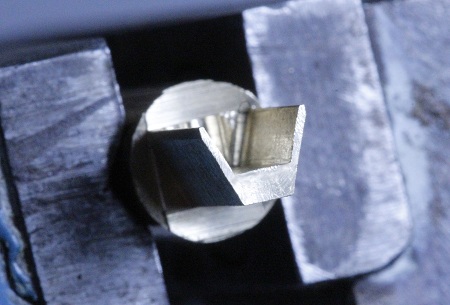 Ich habe ein Prisma
gefräst und innen
eine Aussparung V-förmig eingearbeitet (Waagerecht-Teilgerät), sodaß die
Schenkel eine Dicke von 0,3 mm hatten.
Ich habe ein Prisma
gefräst und innen
eine Aussparung V-förmig eingearbeitet (Waagerecht-Teilgerät), sodaß die
Schenkel eine Dicke von 0,3 mm hatten.
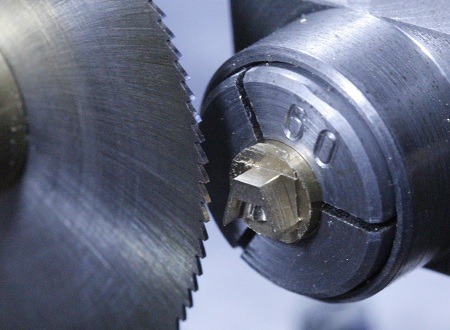 Von dem Prisma wurden zwei 1,6 mm lange
Stücke abgesägt...
Von dem Prisma wurden zwei 1,6 mm lange
Stücke abgesägt...
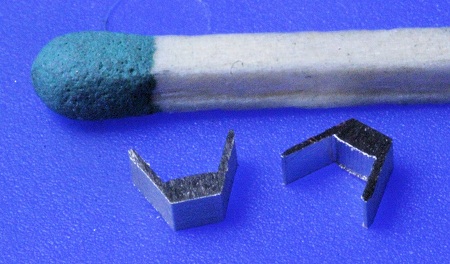 ... hier noch mit dem Sägegrat.
... hier noch mit dem Sägegrat.
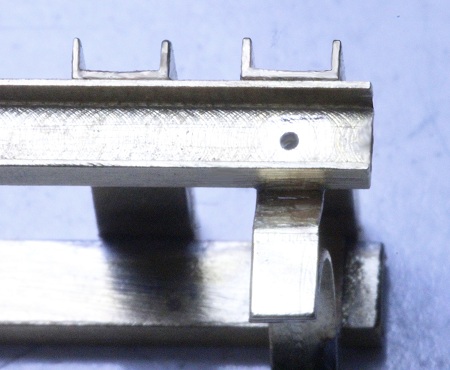
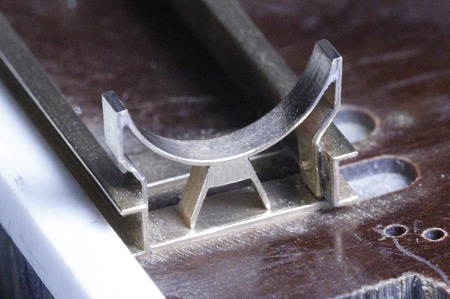 Sie passen genau unter die Lagerschale. Nur
oben habe ich sie mit Sekundenkleber festgehalten.
Sie passen genau unter die Lagerschale. Nur
oben habe ich sie mit Sekundenkleber festgehalten.
 Die Winkellaschen (mit Schraubenkopf) wurden
gedreht, gefräst (1,6
x 1,6 mm) und dann ebenfalls 0,3 mm dick abgesägt.
Die Winkellaschen (mit Schraubenkopf) wurden
gedreht, gefräst (1,6
x 1,6 mm) und dann ebenfalls 0,3 mm dick abgesägt.
 Vor dem Absägen wird der Grat entfernt
(rotierende Drahtbürste).
Vor dem Absägen wird der Grat entfernt
(rotierende Drahtbürste).
 Winzig kleine Tröpfchen 2-K-Kleber
(0,3-mm-Draht) setze ich an die Stellen...
Winzig kleine Tröpfchen 2-K-Kleber
(0,3-mm-Draht) setze ich an die Stellen...
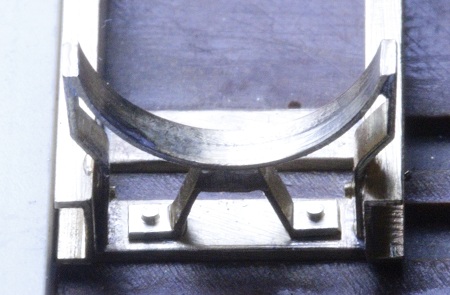 ...wo die Winkellaschen aufgelegt werden.
Wieder ein Beispiel, bei dem man nach der Spritzlackierung nicht erkennt, daß
das jeweilige Teil eigentlich aus mehreren besteht.
...wo die Winkellaschen aufgelegt werden.
Wieder ein Beispiel, bei dem man nach der Spritzlackierung nicht erkennt, daß
das jeweilige Teil eigentlich aus mehreren besteht.
Weiter geht es im
Teil 2 des Fotoreports...

zurück/back |
home
 (kleine Fotos zum Vergrößern anklicken) Ich habe mehrere
Fotos auch von diesem, etwa 2 Meter langen Wagen angefertigt. Das hier
abgebildete Foto habe ich hauptsächlich verwendet, um die Dimensionen der Teile
im Vergleich zum Durchmesser des Torpedos (533 mm), der hier gut sicht- und
meßbar ist, zu errechnen. Bei dem Foto liegt nur das Schwanzstück eines Torpedos
Mk15 (7,31 m lang, 1742 kg) auf dem Wagen! Zuerst fertige ich den Grundrahmen.
Dazu benötigte ich mehrere U-Profile. Diese habe ich zuerst gefräst.
(kleine Fotos zum Vergrößern anklicken) Ich habe mehrere
Fotos auch von diesem, etwa 2 Meter langen Wagen angefertigt. Das hier
abgebildete Foto habe ich hauptsächlich verwendet, um die Dimensionen der Teile
im Vergleich zum Durchmesser des Torpedos (533 mm), der hier gut sicht- und
meßbar ist, zu errechnen. Bei dem Foto liegt nur das Schwanzstück eines Torpedos
Mk15 (7,31 m lang, 1742 kg) auf dem Wagen! Zuerst fertige ich den Grundrahmen.
Dazu benötigte ich mehrere U-Profile. Diese habe ich zuerst gefräst.