Treppenbau
Für das
1:50-Zerstörer-Modell von USS CASSIN YOUNG (FLETCHER-Klasse aus dem WWII) hatte
ich viele Steigeisen, Leitern und auch drei Treppen zu bauen. Die Treppen finden
wir am hinteren Ende vom vorderen Deckshaus.
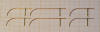
 (kleine Fotos anklicken) Zwei führen vom Hauptdeck zum
ersten Aufbaudeck und eine dritte, sie ist zwei Stufen länger, führt an
Steuerbord am Pfahlmast vorbei hoch zum Brückendeck. Den Bau dieser Treppen
möchte ich ausführlich beschreiben. Es ist der Bau dieser drei Treppen,
andere Treppen an vielleicht ganz anderen Schiffen muß man selbstverständlich
anders bauen.
(kleine Fotos anklicken) Zwei führen vom Hauptdeck zum
ersten Aufbaudeck und eine dritte, sie ist zwei Stufen länger, führt an
Steuerbord am Pfahlmast vorbei hoch zum Brückendeck. Den Bau dieser Treppen
möchte ich ausführlich beschreiben. Es ist der Bau dieser drei Treppen,
andere Treppen an vielleicht ganz anderen Schiffen muß man selbstverständlich
anders bauen.
Ich habe mich beim Bau an die
vielen Fotos gehalten, welche ich von den Booten der FLETCHER-Klasse gesammelt
bzw. auch schon 2003 selbst angefertigt habe. Alle Deckshäuser waren zum
Zeitpunkt des Treppenbaues rohbaufertig, sodaß ich für die nötige Zeichnung
(Abb. 1)
 in doppelter Größe, also im M 1:25, konkrete Maße ermitteln konnte. Ebenfalls in
1:25 habe ich eine Zeichnung von den Treppenwangen mit ihren ovalen Durchbrüchen
angefertigt (Abb. 2)
in doppelter Größe, also im M 1:25, konkrete Maße ermitteln konnte. Ebenfalls in
1:25 habe ich eine Zeichnung von den Treppenwangen mit ihren ovalen Durchbrüchen
angefertigt (Abb. 2)
 (selbstverständlich als verkürzte Darstellung). Im unteren Teil der Zeichnung
habe ich gleichzeitig die Geländer/Handläufe mit dargestellt. Und weil ich diese
Wangen mit ihrem U-förmigen Querschnitt aus 0,2-mm-Messing-Blech prägen wollte,
habe ich vor dem Baubeginn auch eine Vergrößerungs-Zeichnung vom Querschnitt
eines Prägewerkzeugs mit dem (geschwärzt) eingezeichnetem Wangen-Profil
gefertigt (Abb. 4)
(selbstverständlich als verkürzte Darstellung). Im unteren Teil der Zeichnung
habe ich gleichzeitig die Geländer/Handläufe mit dargestellt. Und weil ich diese
Wangen mit ihrem U-förmigen Querschnitt aus 0,2-mm-Messing-Blech prägen wollte,
habe ich vor dem Baubeginn auch eine Vergrößerungs-Zeichnung vom Querschnitt
eines Prägewerkzeugs mit dem (geschwärzt) eingezeichnetem Wangen-Profil
gefertigt (Abb. 4)
 .
Erst danach konnte ich mit dem im Voraus geplanten Bau beginnen. Die nötigen
Zeichnungen müssen nicht, wie ich sie hier nur für diesen Beitrag, druckfähig
ausgeführt werden. Maßstäbliche Skizzen mit spitzem Bleistift genügen.
.
Erst danach konnte ich mit dem im Voraus geplanten Bau beginnen. Die nötigen
Zeichnungen müssen nicht, wie ich sie hier nur für diesen Beitrag, druckfähig
ausgeführt werden. Maßstäbliche Skizzen mit spitzem Bleistift genügen.
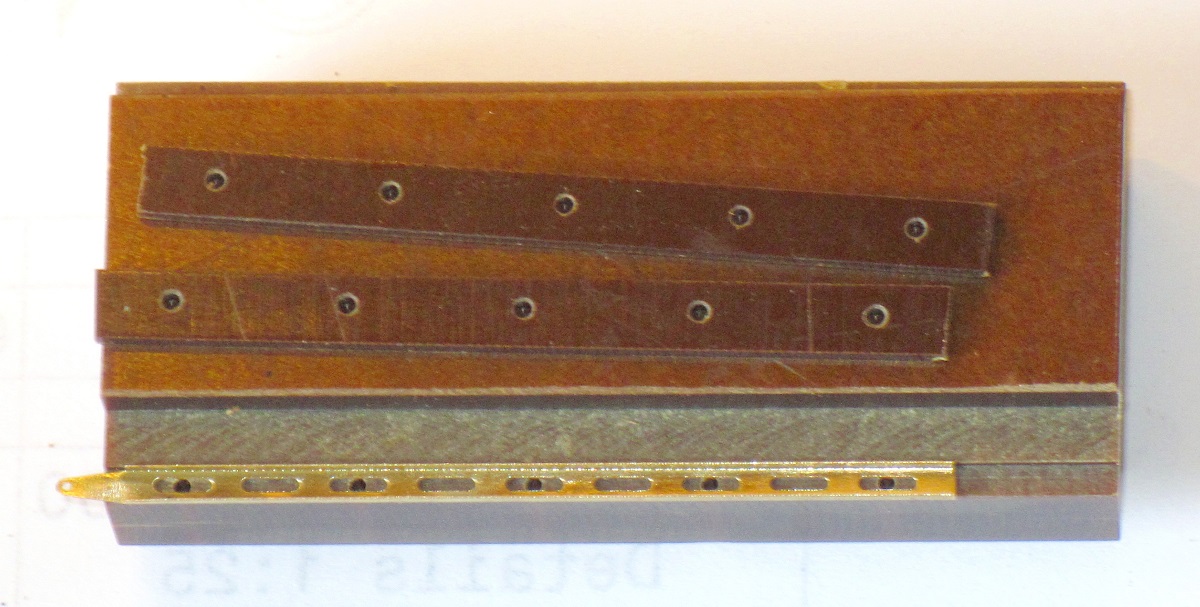
Seitenwangen herstellen
Zuerst wurde die Druckleiste
(schmal schraffiert in Abb. 4) gefräst (Abb. 5)
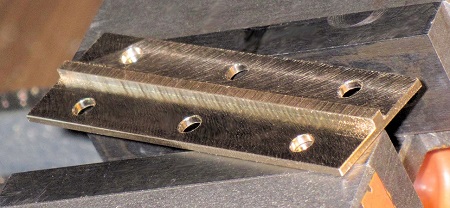 . Sie erhielt schon sechs 3,3-mm-Bohrungen.
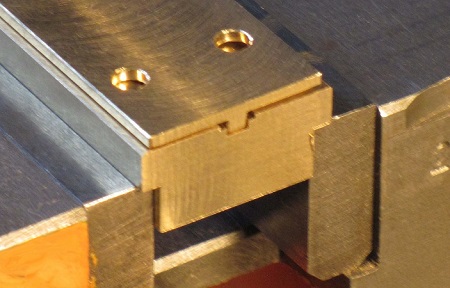
Die Leiste in der Mitte ist exakt 2,1 mm breit und 1,5 mm hoch. Dann konnte das
Unterteil (weit schraffiert in Abb. 4) mit seinen beiden Auflagestufen (a in
Abb. 6)
. Sie erhielt schon sechs 3,3-mm-Bohrungen.
Die Leiste in der Mitte ist exakt 2,1 mm breit und 1,5 mm hoch. Dann konnte das
Unterteil (weit schraffiert in Abb. 4) mit seinen beiden Auflagestufen (a in
Abb. 6) 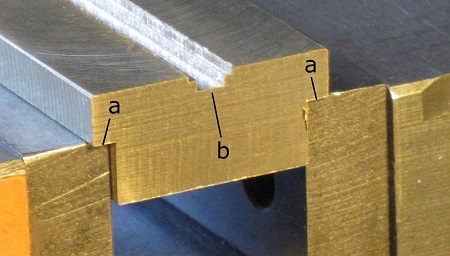 gefräst werden. Auf diese Stufen
wird das Teil bei allen weiteren Arbeitsgängen (auch beim Prägen usw.) in
gleicher Richtung im Schraubstock gespannt. Die Prägenut (b) wurde ohne
Verstellung des Y-Supports (!) mit einem 4-mm-Fingerfräser (oben 0,4 mm tief)
und anschließend mit einem 2,5-mm-Fingerfräser (unten noch 1 mm tiefer) über die
ganze Länge in der Mitte eingefräst. Man fräst derart genaue Nuten nur mit
Spantiefen von max. 0,2 mm, damit der Fräser nicht seitlich „ausbricht“, unsere
Maschinchen sind nicht sehr stabil! In die obere Nut habe ich zwei kleine 3,9 mm
breite 0,2-mm-Ms-Blechstücke (a in Abb. 7)
gefräst werden. Auf diese Stufen
wird das Teil bei allen weiteren Arbeitsgängen (auch beim Prägen usw.) in
gleicher Richtung im Schraubstock gespannt. Die Prägenut (b) wurde ohne
Verstellung des Y-Supports (!) mit einem 4-mm-Fingerfräser (oben 0,4 mm tief)
und anschließend mit einem 2,5-mm-Fingerfräser (unten noch 1 mm tiefer) über die
ganze Länge in der Mitte eingefräst. Man fräst derart genaue Nuten nur mit
Spantiefen von max. 0,2 mm, damit der Fräser nicht seitlich „ausbricht“, unsere
Maschinchen sind nicht sehr stabil! In die obere Nut habe ich zwei kleine 3,9 mm
breite 0,2-mm-Ms-Blechstücke (a in Abb. 7) 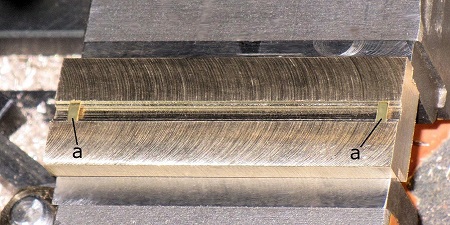 gelegt und dann das Oberteil von Hand eingedrückt (Abb. 8)
gelegt und dann das Oberteil von Hand eingedrückt (Abb. 8)
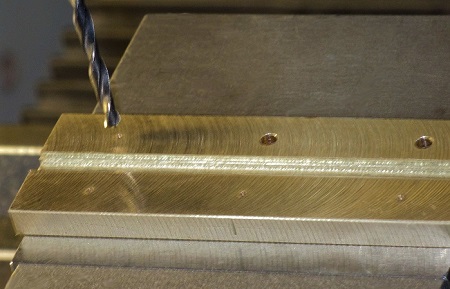
 . Mit einem 3,3-mm-Zentrierkörner konnte ich
so die sechs Bohrungen vom Oberteil auf das Unterteil übertragen (Abb. 9)
. Mit einem 3,3-mm-Zentrierkörner konnte ich
so die sechs Bohrungen vom Oberteil auf das Unterteil übertragen (Abb. 9)
 und danach die 2,4-mm-Kernlochbohrungen für
M3-Innengewinde als Durchgangslöcher bohren (Abb. 10)
und danach die 2,4-mm-Kernlochbohrungen für
M3-Innengewinde als Durchgangslöcher bohren (Abb. 10)
 . Bei Abb. 11
. Bei Abb. 11
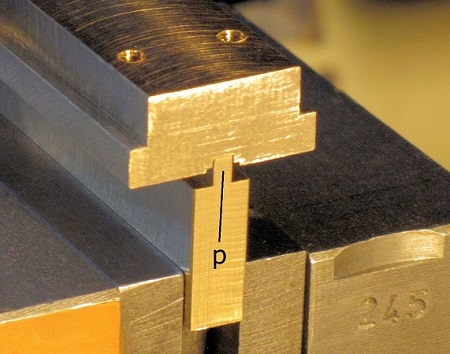 sind die M3-Gewinde bereits geschnitten und
die Prägeleiste (p) ist mit einer Breite von ebenfalls 2,1 mm Breite angefräst.
Diese Prägeleiste muß vor allem eine ausreichende Höhe haben, damit sie sich
beim kraftaufwendigen Prägen nicht den geringsten Betrag verbiegen kann. Ein
Halter (h in Abb. 12)
sind die M3-Gewinde bereits geschnitten und
die Prägeleiste (p) ist mit einer Breite von ebenfalls 2,1 mm Breite angefräst.
Diese Prägeleiste muß vor allem eine ausreichende Höhe haben, damit sie sich
beim kraftaufwendigen Prägen nicht den geringsten Betrag verbiegen kann. Ein
Halter (h in Abb. 12) 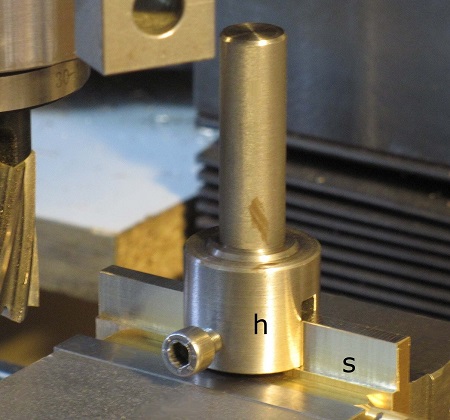 für das Spannen im
Zangenfutter der Fräsmaschine wurde gedreht und die Prägeleiste erhielt noch
zwei Stufen (s), damit sie in diesem Halter ebenfalls nicht verrutschen kann.
für das Spannen im
Zangenfutter der Fräsmaschine wurde gedreht und die Prägeleiste erhielt noch
zwei Stufen (s), damit sie in diesem Halter ebenfalls nicht verrutschen kann.
Wieder wurden zwei kurze
0,2-mm-Blechstücke (b in Abb. 13) 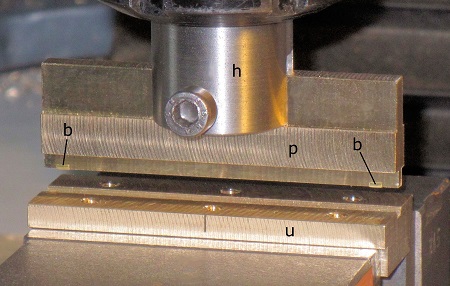 eingelegt,
der Halter (h) im Zangenfutter gespannt und nun das Unterteil (u) und die
Prägeleiste (p) zusammengefahren. Wenn alle Maße eingehalten wurden, so klemmen
die beiden Blechstücke, wie in Abb. 13 zu sehen, nach dem Auseinanderfahren an
der Prägeleiste. Erst im zusammengefahrenen Zustand wird der Schraubstock auf
dem Fräsmaschinentisch und zusätzlich beide Tischsupporte geklemmt, damit sich
nichts mehr verstellen und verschieben kann.
eingelegt,
der Halter (h) im Zangenfutter gespannt und nun das Unterteil (u) und die
Prägeleiste (p) zusammengefahren. Wenn alle Maße eingehalten wurden, so klemmen
die beiden Blechstücke, wie in Abb. 13 zu sehen, nach dem Auseinanderfahren an
der Prägeleiste. Erst im zusammengefahrenen Zustand wird der Schraubstock auf
dem Fräsmaschinentisch und zusätzlich beide Tischsupporte geklemmt, damit sich
nichts mehr verstellen und verschieben kann.
In der Zwischenzeit hatte ich aus
0,2-mm-Ms-Blech auf meiner „getunten“ Fotoschere (aufmerksame Leser meiner
Homepage kennen sie!) 3,9 mm breite Streifen geschnitten (die Einlegenut ist 4
mm breit!). Sie wurden nun nacheinander in das Prägewerkzeug gelegt und zu
U-Profilen gedrückt. Abb. 3
 verdeutlicht den Vorgang. Die Rohlinge für die Treppenwangen sind fertig (Abb.
14)
verdeutlicht den Vorgang. Die Rohlinge für die Treppenwangen sind fertig (Abb.
14)
 .
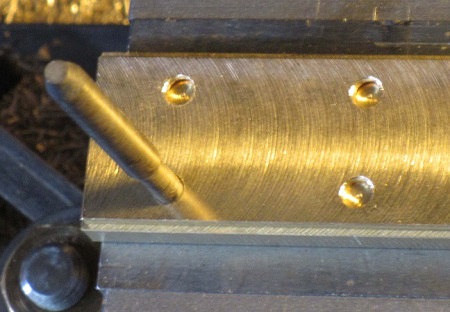
Vor dem anschließenden Fräsen der Langlöcher muß der Schraubstock gut
ausgerichtet werden. Dazu habe ich einen Zentrierdorn (Abb. 15)
.
Vor dem anschließenden Fräsen der Langlöcher muß der Schraubstock gut
ausgerichtet werden. Dazu habe ich einen Zentrierdorn (Abb. 15)
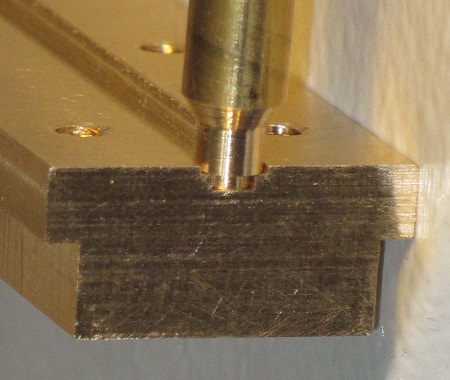 gedreht, welcher mit den zwei Absätzen gut
in die Nuten vom Unterteil paßt. Dieser Dorn wurde mit der Bohrpinole etwa in
der Mitte der Länge vom Unterteil in dieses gefahren, ein Anschlagwinkel (rechts
vom Bild 16)
gedreht, welcher mit den zwei Absätzen gut
in die Nuten vom Unterteil paßt. Dieser Dorn wurde mit der Bohrpinole etwa in
der Mitte der Länge vom Unterteil in dieses gefahren, ein Anschlagwinkel (rechts
vom Bild 16)
 diente dem Ausrichten. Erst in dieser Stellung (!) habe ich mit Spanneisen den
Schraubstock auf dem Tisch geklemmt. So war er auch für das folgende Fräsen der
Langlöcher in die Wangen ausgerichtet. Mit einem 4-mm-Fingerfräser wurde zuerst
der obere Teil der Druckleiste (Maße 4 und 0,7 Abb. 4) in den entsprechenden
Abständen freigefräst (Abb. 17)
diente dem Ausrichten. Erst in dieser Stellung (!) habe ich mit Spanneisen den
Schraubstock auf dem Tisch geklemmt. So war er auch für das folgende Fräsen der
Langlöcher in die Wangen ausgerichtet. Mit einem 4-mm-Fingerfräser wurde zuerst
der obere Teil der Druckleiste (Maße 4 und 0,7 Abb. 4) in den entsprechenden
Abständen freigefräst (Abb. 17)
 .
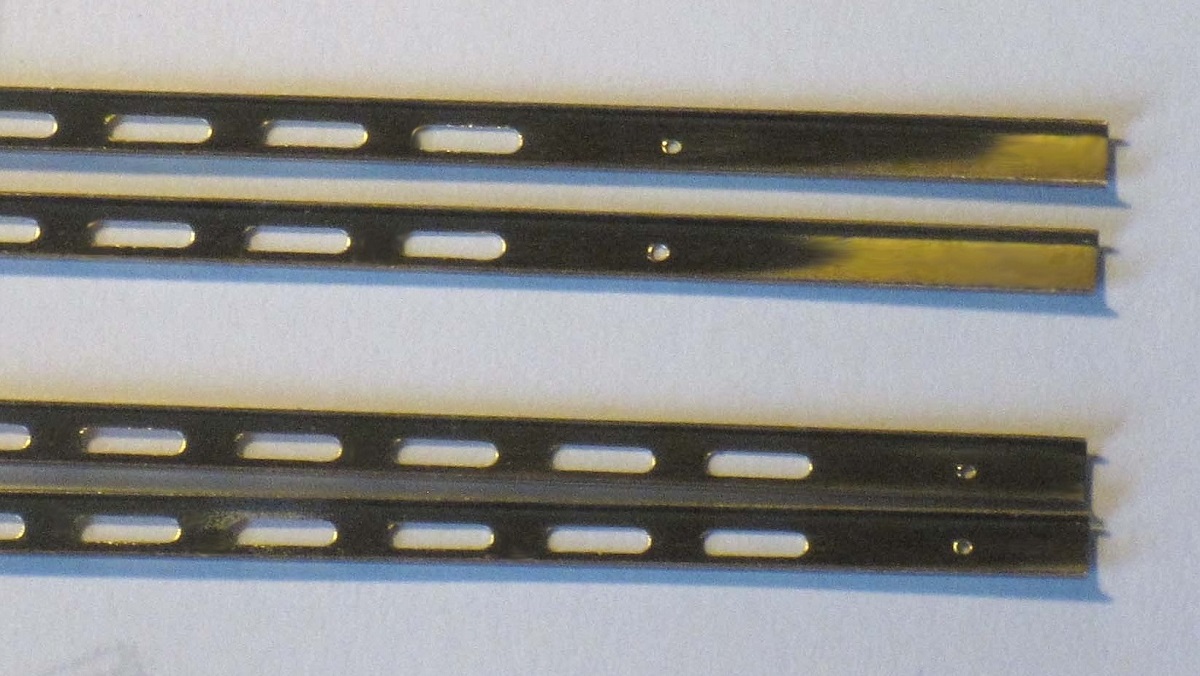
Das mache ich, damit der folgende 1-mm-Fingerfräser weniger „Arbeit“ hat. Das
waren insgesamt neun Langlöcher, damit ich auch die beiden Wangen für die
längere Treppe herstellen kann. Nun konnten mit dem 1-mm-Fräser die Wangen für
alle drei Treppen gefräst werden (Abb. 18)
.
Das mache ich, damit der folgende 1-mm-Fingerfräser weniger „Arbeit“ hat. Das
waren insgesamt neun Langlöcher, damit ich auch die beiden Wangen für die
längere Treppe herstellen kann. Nun konnten mit dem 1-mm-Fräser die Wangen für
alle drei Treppen gefräst werden (Abb. 18)
 .
Auch hier wieder nur in max. 0,2-mm-Spantiefen. Man fährt dabei die gleichen
Skalenwerte vom X-Support an, welche man sich schon beim Fräsen mit dem
4-mm-Fräser notiert hatte! Dies war hier einfach, denn die Abstände betrugen je
3 mm (vgl. Abb. 2).
.
Auch hier wieder nur in max. 0,2-mm-Spantiefen. Man fährt dabei die gleichen
Skalenwerte vom X-Support an, welche man sich schon beim Fräsen mit dem
4-mm-Fräser notiert hatte! Dies war hier einfach, denn die Abstände betrugen je
3 mm (vgl. Abb. 2).
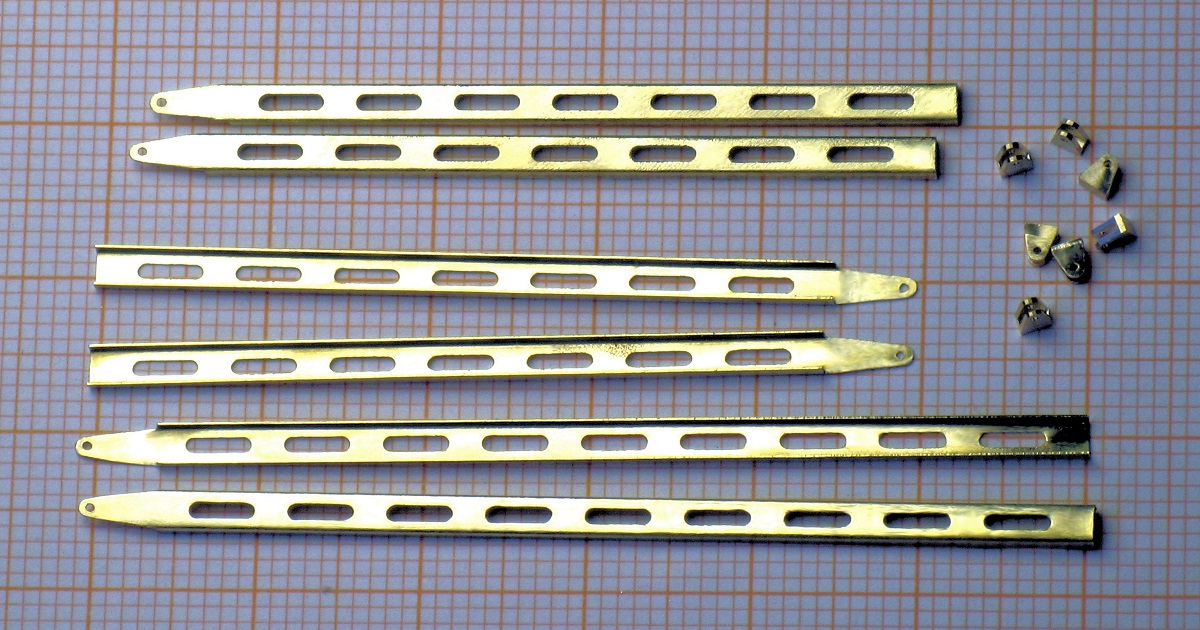
Nach einer Freibohrung am linken
(am Modell oberen) Ende der Wangen wurden nun 0,5-mm-Bohrungen in diese gebohrt
(Abb. 19) 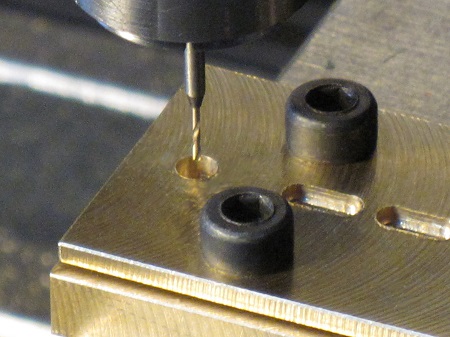 . In Abb. 20
. In Abb. 20
 sind nur vier Wangen zu sehen. Mit einem schlagzahngefrästen (1)
Anreißstück mit eingestecktem 0,5-mm-Draht (Abb. 21)
sind nur vier Wangen zu sehen. Mit einem schlagzahngefrästen (1)
Anreißstück mit eingestecktem 0,5-mm-Draht (Abb. 21)
 habe ich die konischen Anrisse (und die
kleinen Rundungen) auf die Innenseiten (Außenseiten der U-Profile!) der Wangen
aufgerissen (Abb. 22)
habe ich die konischen Anrisse (und die
kleinen Rundungen) auf die Innenseiten (Außenseiten der U-Profile!) der Wangen
aufgerissen (Abb. 22)  und danach so
angearbeitet (Abb. 23)
und danach so
angearbeitet (Abb. 23)
 .
Der Winkel an jeder Seite beträgt 9° (vgl. Abb. 2). Rechts oben sind die
ebenfalls schlagzahngefrästen (1)
Scharnierteile mit fotografiert, mit denen diese Leitern am oberen Deck fest
sind. Diese U-förmigen Teile sind dann auf kleine Platten gelötet (Abb. 24)
.
Der Winkel an jeder Seite beträgt 9° (vgl. Abb. 2). Rechts oben sind die
ebenfalls schlagzahngefrästen (1)
Scharnierteile mit fotografiert, mit denen diese Leitern am oberen Deck fest
sind. Diese U-förmigen Teile sind dann auf kleine Platten gelötet (Abb. 24)
 .
In meiner Zeichnung Abb. 2 fehlen diese Platten allerdings.
.
In meiner Zeichnung Abb. 2 fehlen diese Platten allerdings.
Treppenstufen herstellen
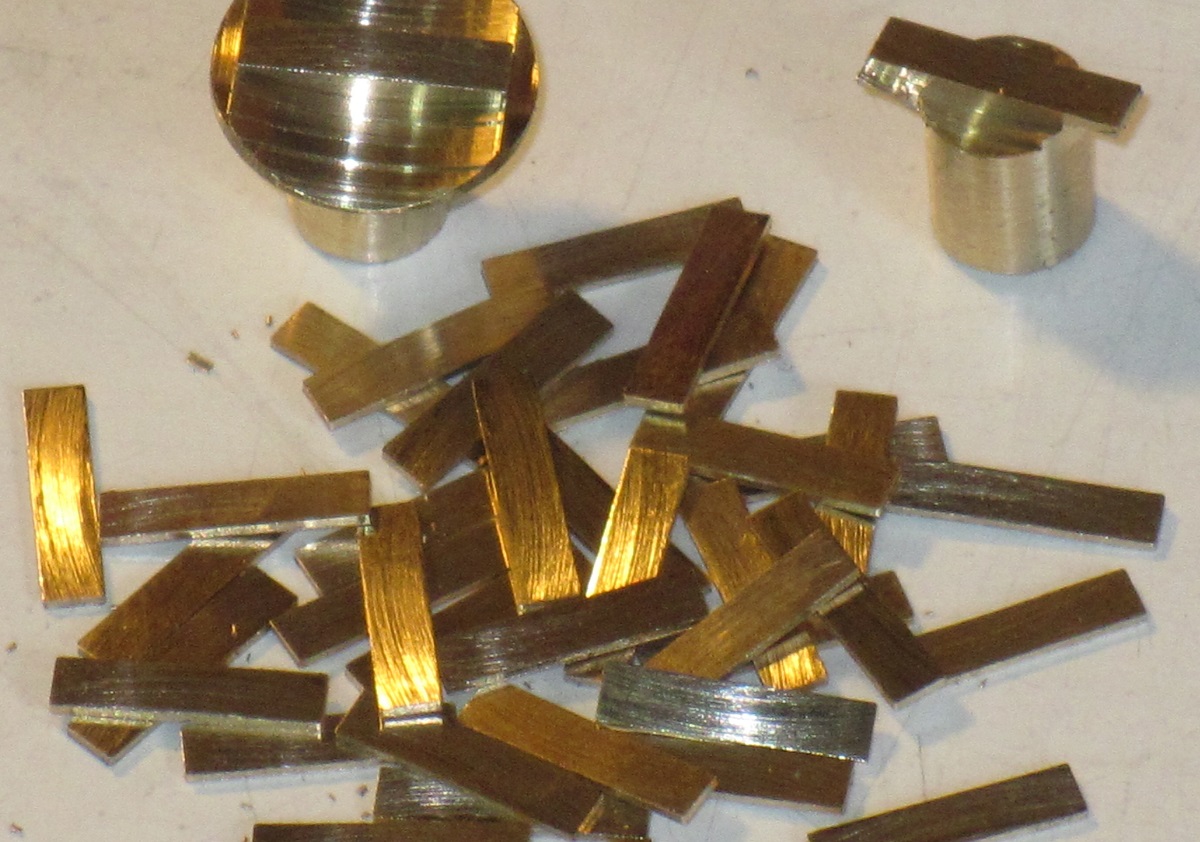
Als nächstes habe ich die
Treppenstufen angefertigt. Von schlagzahngefrästen (1)
Profilen (Abb. 25)  wurden die Teile 0,45 mm
dick abgesägt (Abb. 26)
wurden die Teile 0,45 mm
dick abgesägt (Abb. 26)
 .
In Abb. 27
.
In Abb. 27
 sieht man oben die Reststücke. Die 0,45 mm Dicke im M 1:50 entspricht eigentlich
22,5 mm Dicke beim Original. Am Original sind diese Treppen/Stufen jedoch aus
max. 5 mm dickem Blech zusammengeschweißt. Beim Modell sieht man die Stufen
jedoch nie (oder kaum) von unten. Deshalb kann man die 0,45-mm-Dicke so lassen.
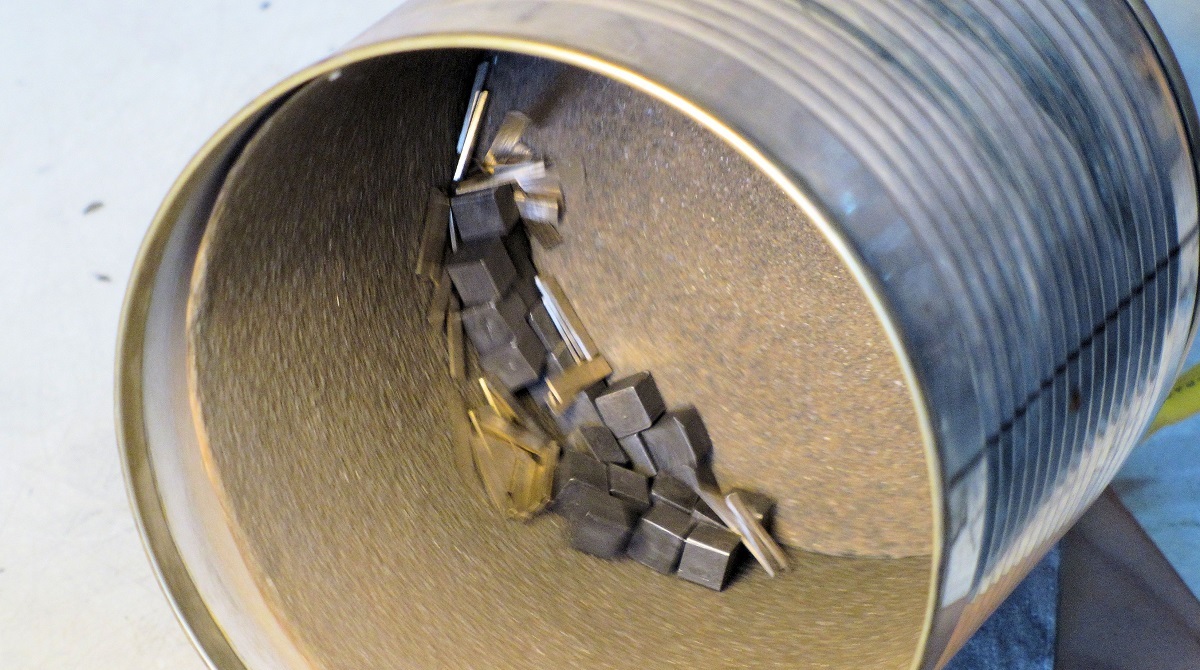
Eine langsam rotierende, etwas schrägstehende Blechbüchse ist innen mit
Schmirgelpapier ausgekleidet. Darin sind alle Teile mit ihrem Grat an den Kanten
und kleine Würfel (4 x 4 mm) von gehärtetem (!) Silberstahl. So werden die Teile
in etwa zwei bis drei Stunden sauber entgratet (Abb. 28)
sieht man oben die Reststücke. Die 0,45 mm Dicke im M 1:50 entspricht eigentlich
22,5 mm Dicke beim Original. Am Original sind diese Treppen/Stufen jedoch aus
max. 5 mm dickem Blech zusammengeschweißt. Beim Modell sieht man die Stufen
jedoch nie (oder kaum) von unten. Deshalb kann man die 0,45-mm-Dicke so lassen.
Eine langsam rotierende, etwas schrägstehende Blechbüchse ist innen mit
Schmirgelpapier ausgekleidet. Darin sind alle Teile mit ihrem Grat an den Kanten
und kleine Würfel (4 x 4 mm) von gehärtetem (!) Silberstahl. So werden die Teile
in etwa zwei bis drei Stunden sauber entgratet (Abb. 28)
 .
.
Jetzt wird die Lötvorrichtung für
das Zusammenlöten der Wangen und Stufen hergestellt. An einem Hartpapier-Klotz (Novotex)
wird die obere Fläche überstirnt und zwei Stufen werden angefräst (Abb. 29)
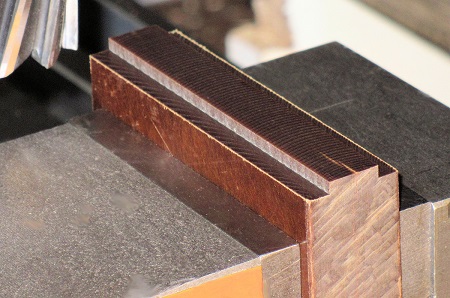 . Bei dem Foto sieht man am rechten Ende
längs helle Linien, das ist nichts weiter als ein Riß im Material. Die Breite
des oberen Teils entspricht der Länge der Stufen minus exakt 0,1 mm. Dieser
Klotz wird auf der Seite liegend gespannt und in 12-mm-Abständen (das macht ja
die Fräsmaschine per Koordinaten-Bohren nahezu auf 0,01 mm genau) werden
1,2-mm-Bohrungen in der Mitte der Stufen quer durchgebohrt (Abb. 30)
. Bei dem Foto sieht man am rechten Ende
längs helle Linien, das ist nichts weiter als ein Riß im Material. Die Breite
des oberen Teils entspricht der Länge der Stufen minus exakt 0,1 mm. Dieser
Klotz wird auf der Seite liegend gespannt und in 12-mm-Abständen (das macht ja
die Fräsmaschine per Koordinaten-Bohren nahezu auf 0,01 mm genau) werden
1,2-mm-Bohrungen in der Mitte der Stufen quer durchgebohrt (Abb. 30)
 .
Zusätzlich werden zwei 4 mm breite Klemmleisten aus 1,5-mm-Pertinax (Hartgewebe)
hergestellt. Diese erhalten ebenfalls in 12-mm-Abständen 1,2-mm-Bohrungen (Abb.
31)
.
Zusätzlich werden zwei 4 mm breite Klemmleisten aus 1,5-mm-Pertinax (Hartgewebe)
hergestellt. Diese erhalten ebenfalls in 12-mm-Abständen 1,2-mm-Bohrungen (Abb.
31)
 .
Die Lötvorrichtung wird nun mit Hilfe eines Feintasters im Schraubstock am Ende
der Schraubstockbacken exakt senkrecht stehend geklemmt (Abb. 32)
.
Die Lötvorrichtung wird nun mit Hilfe eines Feintasters im Schraubstock am Ende
der Schraubstockbacken exakt senkrecht stehend geklemmt (Abb. 32)
 .
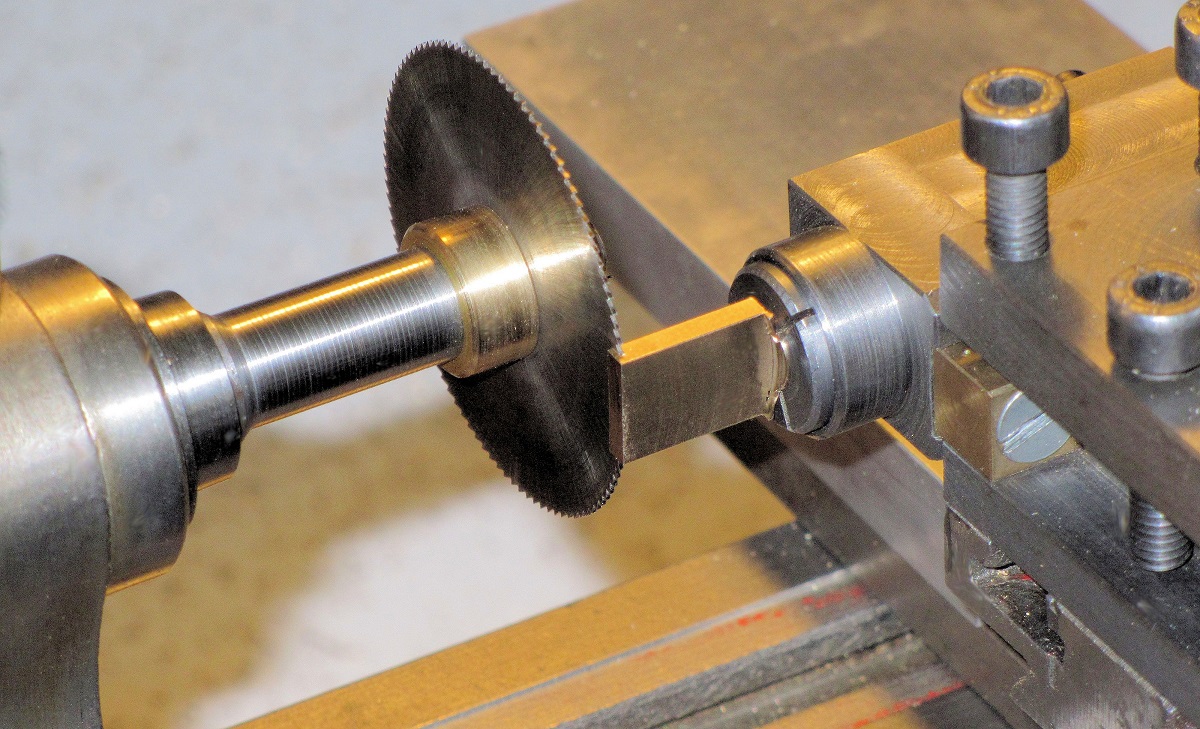
So vorbereitet können nun mit einer entsprechend schräggestellten (nach Abb. 2
sind das 22,5°) 0,5-mm-Metallkreissäge die Schlitze für die Stufen in 6-mm-(Höhen-)Abständen
eingesägt werden (Abb. 33)
.
So vorbereitet können nun mit einer entsprechend schräggestellten (nach Abb. 2
sind das 22,5°) 0,5-mm-Metallkreissäge die Schlitze für die Stufen in 6-mm-(Höhen-)Abständen
eingesägt werden (Abb. 33) 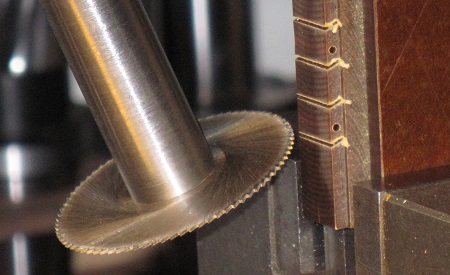 . Die Tiefe wird
einmal eingestellt und bleibt für alle Schlitze so stehen. Fünf
selbstgedrehte M1-Schrauben und eine Abstandrolle (Abb. 34
. Die Tiefe wird
einmal eingestellt und bleibt für alle Schlitze so stehen. Fünf
selbstgedrehte M1-Schrauben und eine Abstandrolle (Abb. 34
 ganz rechts mit Drahtstift) halten nun die Wangen und Stufen für das Löten mit
Lötwasser (!) in der Lötvorrichtung exakt zusammen. In Abb. 35
ganz rechts mit Drahtstift) halten nun die Wangen und Stufen für das Löten mit
Lötwasser (!) in der Lötvorrichtung exakt zusammen. In Abb. 35
 ist teils noch reichlich überschüssiges Lötzinn zu sehen. Dieses wird noch in
der Vorrichtung (!) abgearbeitet. Dazu kann man an der jeweiligen Seite auch den
Pertinax-Streifen entfernen (Abb. 36)
ist teils noch reichlich überschüssiges Lötzinn zu sehen. Dieses wird noch in
der Vorrichtung (!) abgearbeitet. Dazu kann man an der jeweiligen Seite auch den
Pertinax-Streifen entfernen (Abb. 36)
 .
Die Schraubenköpfe haben nur einen Ø 2, passen also in die U-Schiene, deren
Innenmaß ja 2,1 mm war. Besonders so zierliche Teile muß man zum Entfernen des
Lötzinns gut festhalten können. In Abb. 37
.
Die Schraubenköpfe haben nur einen Ø 2, passen also in die U-Schiene, deren
Innenmaß ja 2,1 mm war. Besonders so zierliche Teile muß man zum Entfernen des
Lötzinns gut festhalten können. In Abb. 37
 ist eine Treppe an die Druckleiste (Abb. 5) geschraubt. So konnte ich das Zinn
auch gut von den Innenseiten der Wangen entfernen. Ist alles sauber verputzt,
sieht es nach Abb. 38
ist eine Treppe an die Druckleiste (Abb. 5) geschraubt. So konnte ich das Zinn
auch gut von den Innenseiten der Wangen entfernen. Ist alles sauber verputzt,
sieht es nach Abb. 38
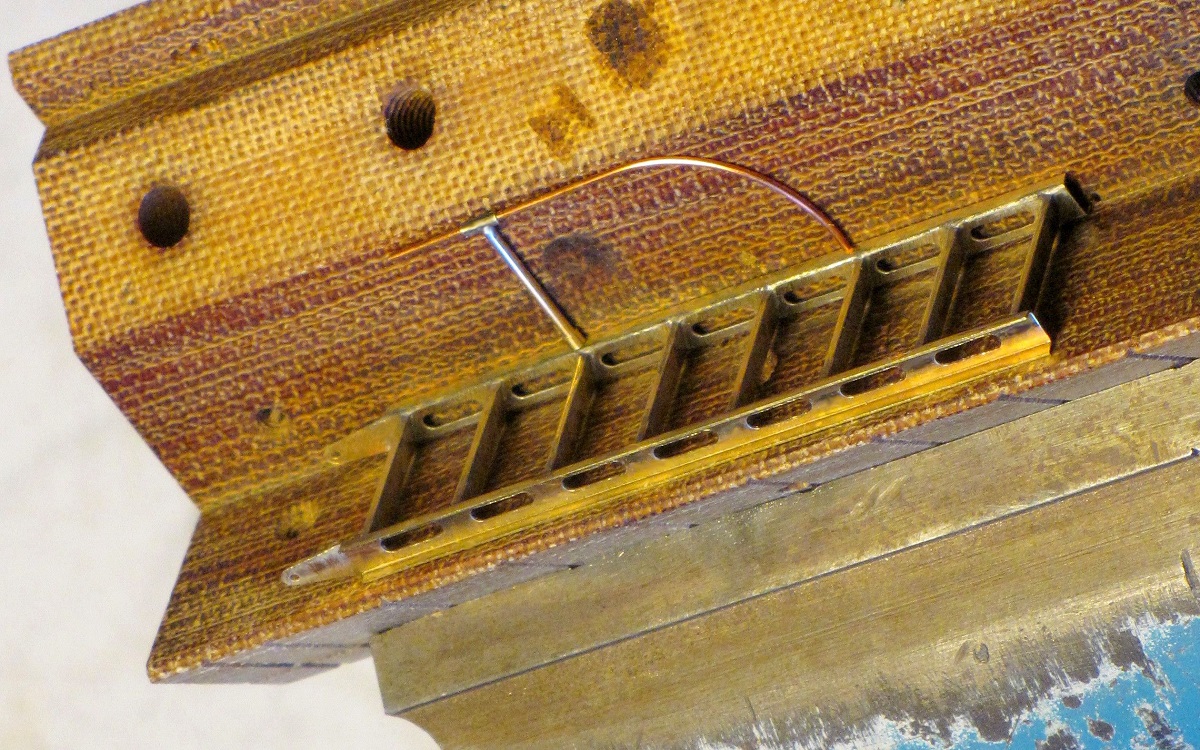
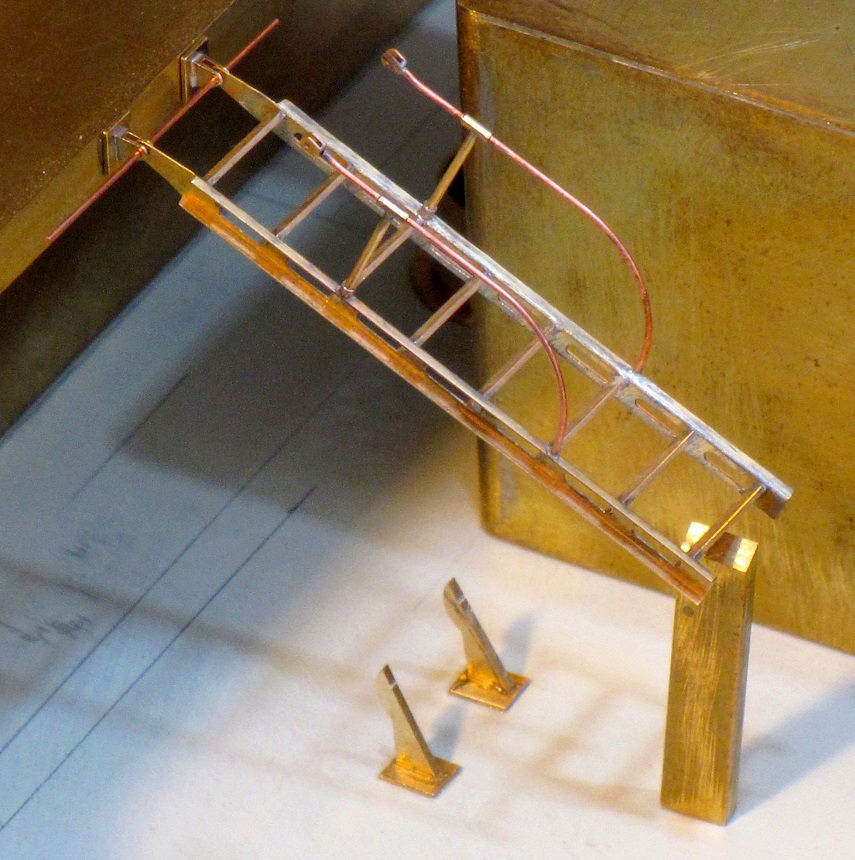
 schon gut aus. In Abb. 39
schon gut aus. In Abb. 39
 habe ich die Treppe mit den oberen Scharnieren schon einmal an das Modell
gestellt. Links neben der Leiter sieht man übrigens im Rohbau die beiden
Isolierschächte für die Langdrahtantennen des Zerstörers. Oben ist ein
provisorischer Draht in die „Scharniere“ gesteckt.
habe ich die Treppe mit den oberen Scharnieren schon einmal an das Modell
gestellt. Links neben der Leiter sieht man übrigens im Rohbau die beiden
Isolierschächte für die Langdrahtantennen des Zerstörers. Oben ist ein
provisorischer Draht in die „Scharniere“ gesteckt.
Geländer anbauen
Als Nächstes baue ich noch die
seitlichen Geländer an die Treppen. Das beginnt mit der Herstellung von sechs
Stützen (f in Abb. 2)(Abb. 40 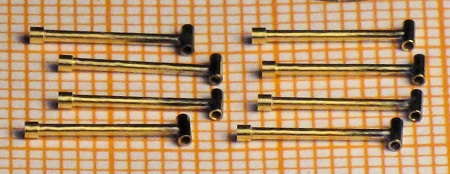 ). Sie werden
aus Messing gedreht und oben löte ich T-förmig kurze Buchsen (e in Abb. 2)
rechtwinklig an (Maße in Abb. 2). Aus 0,5-mm-Kupferdraht biege ich die Handläufe
und auf einem Stück Millimeterpapier werden die Stützen mit je einem winzigen
Tropfen Sekundenkleber befestigt. Dabei dient mir eine Linie auf dem
Millimeterpapier (schwarz in Abb. 41
). Sie werden
aus Messing gedreht und oben löte ich T-förmig kurze Buchsen (e in Abb. 2)
rechtwinklig an (Maße in Abb. 2). Aus 0,5-mm-Kupferdraht biege ich die Handläufe
und auf einem Stück Millimeterpapier werden die Stützen mit je einem winzigen
Tropfen Sekundenkleber befestigt. Dabei dient mir eine Linie auf dem
Millimeterpapier (schwarz in Abb. 41
 eingezeichnet) als Ausrichthilfe. In Abb. 42
eingezeichnet) als Ausrichthilfe. In Abb. 42
 sind die Teile fertig zu sehen. An die oberen Enden der Handläufe wurden noch
U-förmige „Ösen“ angelötet (g in Abb. 2)(Abb. 43
sind die Teile fertig zu sehen. An die oberen Enden der Handläufe wurden noch
U-förmige „Ösen“ angelötet (g in Abb. 2)(Abb. 43
 ).
Auch diese Ösen sind, so klein wie sie sind, schlagzahngefräst (1),
kein anderes Verfahren macht sie so genau und schön. Hier werden später bei der
Endmontage am Modell feine Ketten angeschäkelt (vgl. dazu „Miniaturketten“).
Das Anlöten der Geländer exakt im Winkel habe ich in meinem großen Lötprisma
(aus Pertinax) gemacht (Abb. 44
).
Auch diese Ösen sind, so klein wie sie sind, schlagzahngefräst (1),
kein anderes Verfahren macht sie so genau und schön. Hier werden später bei der
Endmontage am Modell feine Ketten angeschäkelt (vgl. dazu „Miniaturketten“).
Das Anlöten der Geländer exakt im Winkel habe ich in meinem großen Lötprisma
(aus Pertinax) gemacht (Abb. 44
 ),
ebenfalls wieder mit einem 100-Watt-Lötkolben (mit sorgfältig gepflegter
Spitze), damit die Lötung an den Wangen extrem schnell geht! Verwende ich einen
zu schwachen Lötkolben, muß ich zu lange „heizen“ – und alles fällt wieder
auseinander. (Wertvolle Hinweise zum Löten von Modellteilen, also nicht nur für
das einfache Bestücken von Leiterplatten, wie das in "Das große Lötbuch" hoch
wichtig "beschrieben" wird, bietet mein Kapitel „Messingblech im Modellbau“ in
meinem A4-Heft „Modellbautechniken“.
Sie erhalten dieses Buch inzwischen nur noch von mir als sog. E-Book, Best.-Nr.
cd046)
),
ebenfalls wieder mit einem 100-Watt-Lötkolben (mit sorgfältig gepflegter
Spitze), damit die Lötung an den Wangen extrem schnell geht! Verwende ich einen
zu schwachen Lötkolben, muß ich zu lange „heizen“ – und alles fällt wieder
auseinander. (Wertvolle Hinweise zum Löten von Modellteilen, also nicht nur für
das einfache Bestücken von Leiterplatten, wie das in "Das große Lötbuch" hoch
wichtig "beschrieben" wird, bietet mein Kapitel „Messingblech im Modellbau“ in
meinem A4-Heft „Modellbautechniken“.
Sie erhalten dieses Buch inzwischen nur noch von mir als sog. E-Book, Best.-Nr.
cd046)
Unten am Deck liegen die Wangen an
besonders geformten Stützen an. Für diese besondere Form wurden zwei Profile
schlagzahngefräst (1)
(Abb. 45  ) und das Prisma mit der Rundung
(rechts) vom Spannzapfen abgesägt und an jenes mit dem dreieckigen Querschnitt
angelötet (Abb. 46
) und das Prisma mit der Rundung
(rechts) vom Spannzapfen abgesägt und an jenes mit dem dreieckigen Querschnitt
angelötet (Abb. 46  und 47
und 47
 ). Die Teile wurden wie üblich auf 1 mm
Dicke, wie schon in Abb. 26 zu sehen, abgesägt (Abb. 48
). Die Teile wurden wie üblich auf 1 mm
Dicke, wie schon in Abb. 26 zu sehen, abgesägt (Abb. 48
 ) und danach mit 2-K-Kleber an rechteckige
Platten (1) geklebt
(Abb. 49
) und danach mit 2-K-Kleber an rechteckige
Platten (1) geklebt
(Abb. 49  ).
).
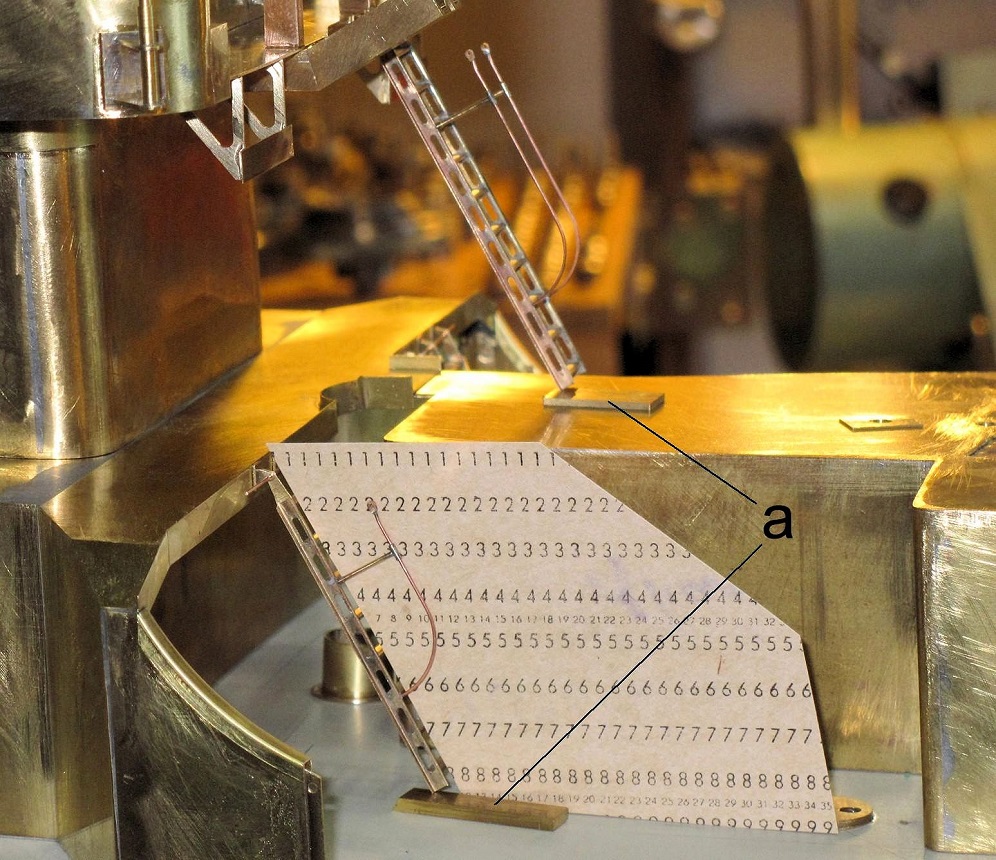
Alle drei Leitern sollen in der
gleichen Schräglage stehen. Die unteren Enden der Wangen stehen dabei nicht
auf dem Deck auf. Mit einer Winkelschablone aus Pappe und kleinen Zwischenlagen
(a in Abb. 50
 )
wurden diese Schräglagen eingerichtet. Die Stützen (Abb. 49) werden vorsichtig
an die Wangen herangeschoben und mit winzigsten Tropfen Sekundenkleber (an der
Spitze eines 0,3-mm-Drahtes) nur am Deck befestigt. In Abb. 51
)
wurden diese Schräglagen eingerichtet. Die Stützen (Abb. 49) werden vorsichtig
an die Wangen herangeschoben und mit winzigsten Tropfen Sekundenkleber (an der
Spitze eines 0,3-mm-Drahtes) nur am Deck befestigt. In Abb. 51
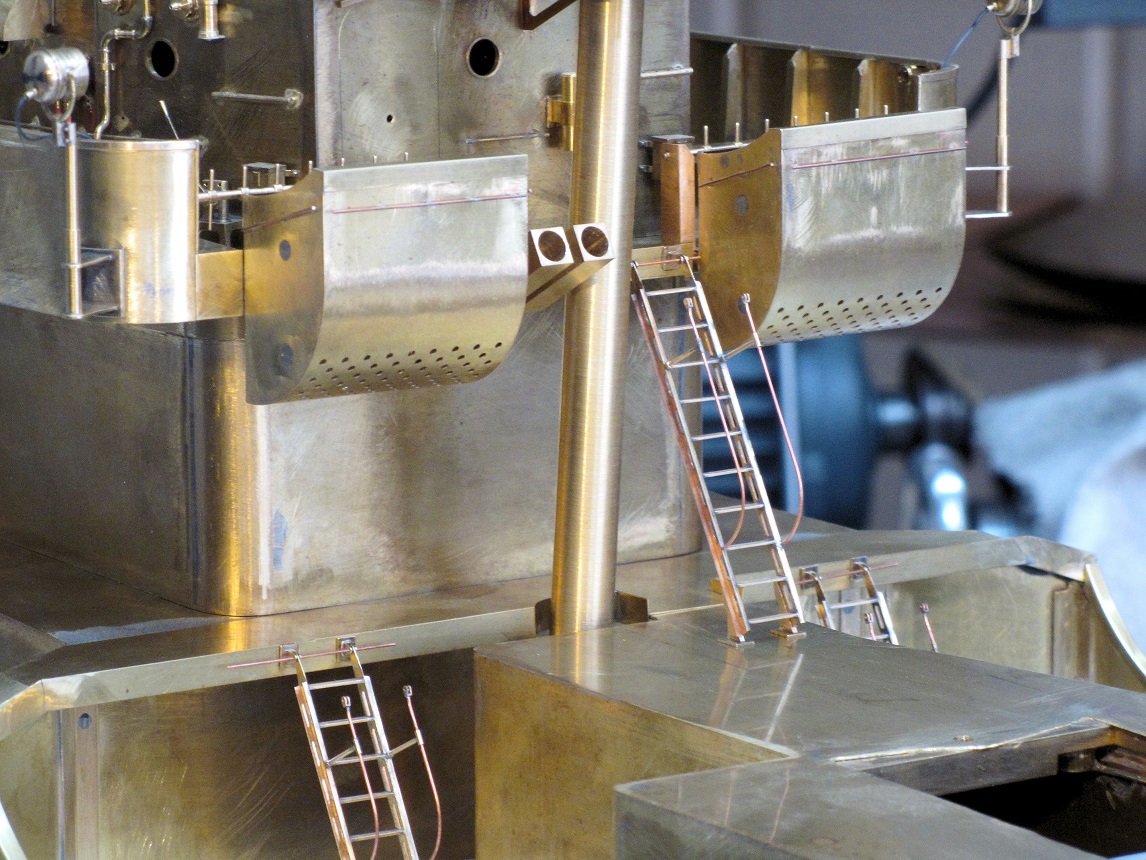
 ist die Treppe etwas angehoben. Ich vermute, daß die Treppen im Gefecht
angehoben werden, damit sie keineswegs „im Weg stehen“. Die großen Kästen neben
dem Mast in Abb. 52
ist die Treppe etwas angehoben. Ich vermute, daß die Treppen im Gefecht
angehoben werden, damit sie keineswegs „im Weg stehen“. Die großen Kästen neben
dem Mast in Abb. 52
 sind die Flaggenstelle zur Aufbewahrung und Trocknung der Signalflaggen. Daher
auch die großen Löcher an den unteren Rundungen.
sind die Flaggenstelle zur Aufbewahrung und Trocknung der Signalflaggen. Daher
auch die großen Löcher an den unteren Rundungen.
Jürgen Eichardt
Weiterführende Literatur:
(1)
Jürgen Eichardt, „Fräsen
mit der Drehmaschine“, VTH-Verlag 2000, ISBN 3-88180-099-9,
VTH-Best.-Nr. 310 2099
Bildtexte:
(alle Fotos: Jürgen
Eichardt)
Foto 05: Die gesamte obere Seite
muß in einer Einspannung fertiggefräst werden. Dabei auch die sechs Löcher per
Koordinaten-Bohren einbringen.
Abb. 06: Auch hier obere Fläche
und Nut in einer Einspannung fräsen.
Abb. 07: Gleiches Blech, wie
später die Wangen.
Abb. 08: Druckleiste und
Unterteil.
Abb. 09: Selbst gedrehte und
gehärtete Zentrierkörner aus Silberstahl in 0,1-mm-Durchmesser-Stufungen sollte
jeder Modellbauer haben.
Abb. 10: Bei Messing stets erst
mit neutral (Spanwinkel 0°) geschliffenen Bohrern vorbohren.
Abb. 11: Hier liegt kein Blech in
der Nut.
Abb. 12: Der Spannzapfen darf
recht kräftig sein.
Abb. 13: Für große Stückzahlen
macht man die Teile besser aus Stahl.
Abb. 14: Eine Alternative wäre,
die U-Schienen zu fräsen.
Abb. 15: Hier steht der
Zentrierzapfen nur zur Verdeutlichung am Ende der Nut.
Abb. 16: Ausrichten der
Schraubstock-Backen zur X-Zugrichtung der Fräsmaschine.
Abb. 17: Neun 4-mm-Freifräsungen.
Abb. 18: Die gefräste Wange liegt
noch in der Nut.
Abb. 19: Im Bild ein abgesetzter
0,5-mm-Wendelbohrer.
Abb. 20: 0,5-mm-Bohrungen am
oberen Ende der Wangen.
Abb. 21: Wenn man das
Schlagzahnfräsen beherrscht, ist solch ein „Stein“ schnell gefertigt.
Abb. 22: Angerissene konische
Konturen.
Abb. 23: Alle Teile sauber
entgratet.
Abb. 24: Mit angelöteten Platten.
Abb. 25: Mein 1. Buch „Fräsen mit
der Drehmaschine“ macht´s möglich.
Abb. 26: Im Vierstahlhalter klemmt
eine Säge-Halterung.
Abb. 27: Exakter kann man die
Teile anders nicht fertigen.
Abb. 28: Schon jahrelang im
Gebrauch: meine Entgratungs-Trommel. Die Büchse hängt mit dem Boden an einem
kleinen Getriebemotor.
Abb. 29: Man fräst (oder auch
dreht) möglichst viel in einer Einspannung.
Abb. 30: Koordinaten-Bohren auch
hier, wegen exakter Abstände.
Abb. 31: Unten liegt eine Wange
auf dem Vorrichtungs-Rohling.
Abb. 32: Zu jeder Fräsmaschine
gehört ein Feinmeßtaster.
Abb. 33: 0,5-mm-Metallkreissäge im
Eigenbau-Sägedorn.
Abb. 34: In der Lötvorrichtung
können die Stufen nicht verkanten, auch die Abstände und die Schräglagen sind
„bestimmt“, wie der Werkzeugmacher sagt.
Abb. 35: Hier die Mutternseite der
Vorrichtung.
Abb. 36: Die Schraubenköpfe sind
ausreichend lang.
Abb. 37: Innenseiten „entzinnen“.
Abb. 38: Die Wangenteile hatte ich
bereits mit dem Laserstrahl schneiden lassen, habe sie aber dann doch selbst
hergestellt.
Abb. 39: Die Stufen sieht man in
der Regel nur von oben, daher konnte ich sie „massiv“ machen.
Abb. 40: Auch diese Lötungen
müssen sauber „entzinnt“ werden.
Abb. 41: Millimeterpapier verwende
ich gern als Ausrichthilfe.
Abb. 42: Die Bögen sind um einen
kleineren Dorn (Durchmesser austesten!) geformt.
Abb. 43: Die Treppen hier noch
ohne Spritz-Lackierung.
Abb. 44: Ein Lötprisma aus
Pertinax (verträgt gut die Löt-Temperaturen) fräst man mit einem 45°
schräggestellten Walzenstirnfräser.
Abb. 45: Relativ viel
Materialverbrauch, aber hochgenaue Teile!
Abb. 46: Das Prisma mit der
Rundung wird zum Löten mit einer Reißnadel festgehalten.
Abb. 47: Auch hier sieht man kaum
etwas vom Lötzinn.
Abb. 48: Man erkennt kaum, daß es
je zwei Teile sind.
Abb. 49: Sekundenkleber verwende
ich ungern, weil er nicht gut hält.
Abb. 50: Anpassen der Schräglagen
am Modell.
Abb. 51: Die beiden Stützen unten
sind hier schon an das Deck geklebt.
Abb. 52: Inzwischen ist der Detailbau an den Deckshäusern
schon viel weiter vorangeschritten.

zurück/back |
home
 (kleine Fotos anklicken) Zwei führen vom Hauptdeck zum
ersten Aufbaudeck und eine dritte, sie ist zwei Stufen länger, führt an
Steuerbord am Pfahlmast vorbei hoch zum Brückendeck. Den Bau dieser Treppen
möchte ich ausführlich beschreiben. Es ist der Bau dieser drei Treppen,
andere Treppen an vielleicht ganz anderen Schiffen muß man selbstverständlich
anders bauen.
(kleine Fotos anklicken) Zwei führen vom Hauptdeck zum
ersten Aufbaudeck und eine dritte, sie ist zwei Stufen länger, führt an
Steuerbord am Pfahlmast vorbei hoch zum Brückendeck. Den Bau dieser Treppen
möchte ich ausführlich beschreiben. Es ist der Bau dieser drei Treppen,
andere Treppen an vielleicht ganz anderen Schiffen muß man selbstverständlich
anders bauen.