U-Profile prägen
Hier hatte ich zwei Möglichkeiten vorgestellt,
wie man für die Zwecke des Modellbaus Blechstreifen in bestimmter Breite auf 0,1
mm sehr genau herstellen kann. In diesem Beitrag will ich zum Nachbau von
Vorrichtungen anregen, mit denen man diese Blechstreifen zu U-Profilen mit
selbstbestimmten Schenkellängen weiterverarbeiten kann.
Während wir bei den Blechstreifen
jedes Zehntelmaß Breite schneiden bzw. sägen konnten, sind wir bei den Breiten
und Schenkellängen der U-Profile nicht ganz so „wendig“. Schließlich müssen
beide „Kanäle“ in den Unterteilen der Prägevorrichtung für U-Profile mit
gleichlangen Schenkeln in der Regel mit den zur Verfügung stehenden
Fingerfräsern eingefräst werden. Fingerfräser gibt es im Normalfall nur in
vollen Millimeter-Durchmesser-Stufungen. Bei speziellen Werkzeughändlern kann
man auch Fingerfräser mit abnormen Durchmessern kaufen. Ich habe z.B. kleine
Fingerfräser außer den üblichen Ø 3,0 auch mit den Zwischengrößen Ø 3,3 - Ø 3,5
und Ø 3,8 und dann natürlich Ø 4,0. Im speziellen Werkzeughandel gibt es sogar
Fingerfräser ab einem Durchmesser von 0,05 mm (!) in 0,05-mm-Stufungen zu kaufen
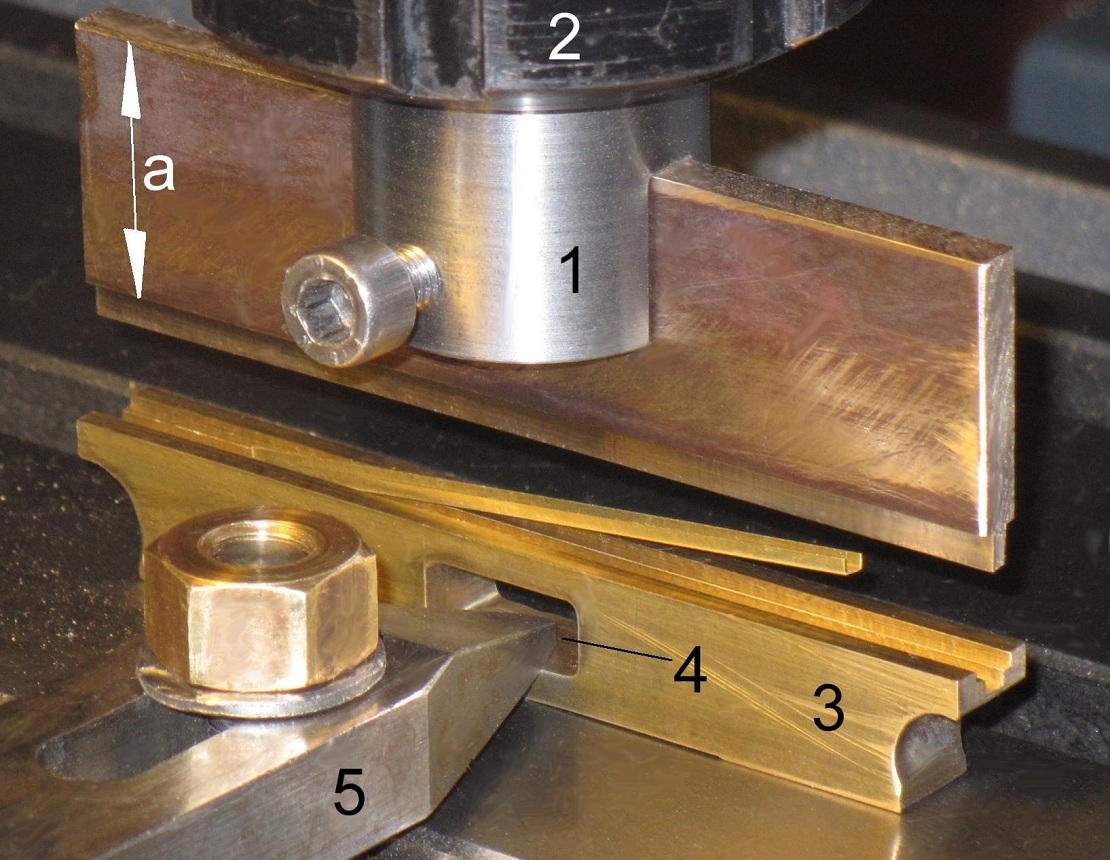
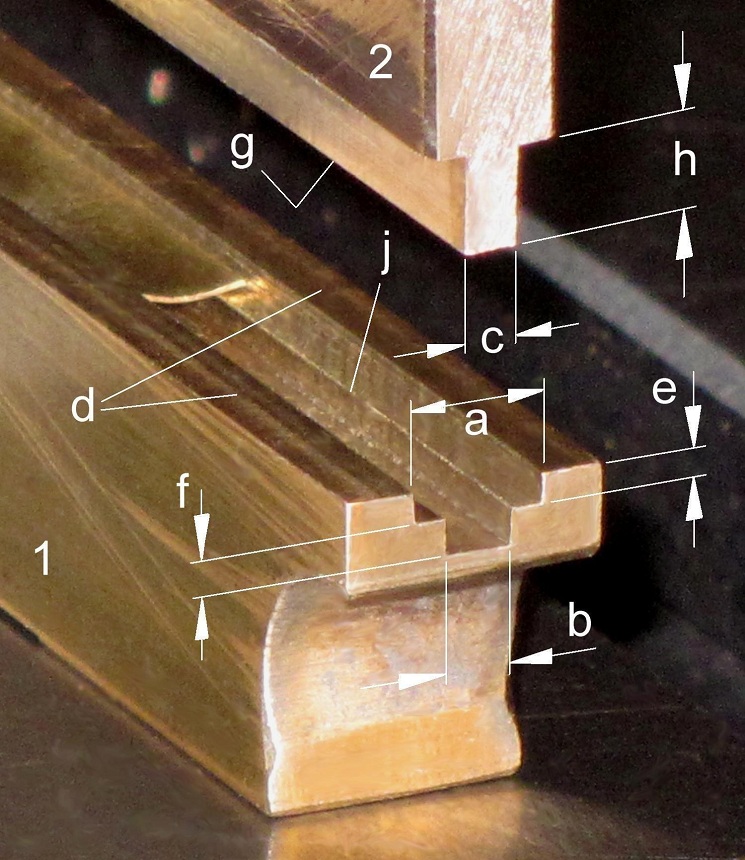
- selbstverständlich zu entsprechendem Preis! Im Foto 1
 (kleine Fotos zum Vergrößern anklicken)
(Dieses Prägewerkzeug macht ein U-Profil 2 x 3 x 2 mm.) sieht man schön
den Querschnitt von Ober- und Unterteil. Beide habe ich wegen der eher geringen
Stückzahlen schnell aus Messing gefräst. Will man größere Stückzahlen prägen,
sollte man diese Präge-Leisten schon aus Stahl fräsen. Diese Teile aus härtbarem
Stahl herzustellen, bereitet Probleme. Sie würden sich beim Härten verziehen,
müßten deshalb mit Aufmaß vorgearbeitet und nach dem Härten auf Maß geschliffen
werden – zu kompliziert für die Bedingungen eines Heimwerkers.
(kleine Fotos zum Vergrößern anklicken)
(Dieses Prägewerkzeug macht ein U-Profil 2 x 3 x 2 mm.) sieht man schön
den Querschnitt von Ober- und Unterteil. Beide habe ich wegen der eher geringen
Stückzahlen schnell aus Messing gefräst. Will man größere Stückzahlen prägen,
sollte man diese Präge-Leisten schon aus Stahl fräsen. Diese Teile aus härtbarem
Stahl herzustellen, bereitet Probleme. Sie würden sich beim Härten verziehen,
müßten deshalb mit Aufmaß vorgearbeitet und nach dem Härten auf Maß geschliffen
werden – zu kompliziert für die Bedingungen eines Heimwerkers.
Nur zum Verständnis und ohne
konkrete Maßangaben will ich zuerst das Fräsen des Unterteils (1 in Foto 1)
erklären, denn damit beginnt man. Die obere Fläche (d) wird zuerst mit einem
größeren Fräser überstirnt. Dann wechselt man auf einen Fingerfräser mit dem
Durchmesser (a), klemmt den Y-Support fest und fräst die breitere Nut in nur
0,1- bis 0,2-mm-Schritten tiefergehend bis auf die Tiefe (e). Unsere kleinen
Hobby-Maschinen sind nicht sehr starr. Würde man kräftigere Späne abheben, würde
der Fräser bei jedem Fräsdurchgang deshalb nach einer Seite ausweichen, also
nicht exakt auf der eingestellten Mitte fräsen und zudem die Nut breiter als
gewollt machen. Das darf nicht passieren. Ist die Tiefe (e) erreicht, wechselt
man auf einen Fingerfräser mit dem Durchmesser (b) und fräst mit diesem
ebenfalls in sehr kleinen Spänen und ohne den Y-Support zu verstellen auf die
Tiefe (f). Das später entstehende U-Profil hat eine Außenbreite von (b) und die
beiden Schenkel sind a - b : 2 lang. Die Tiefen (e) und (f) haben keinen Einfluß
auf den Profilquerschnitt. Das Fräsen der Leiste des Oberteils (2) beginnt
ebenfalls mit dem Überstirnen der Fläche (g). Danach fräst man, ohne das
Werkstück auszuspannen, die beiden Stufen mit der fast bedeutungslosen Höhe (h)
an. Die Breite (c) soll möglichst in der Mitte sitzen und das Maß (c) soll sehr
genau, möglichst auf 1/100-mm genau, eingehalten werden. Man rechnet dazu: b – 2
x Blechstärke. Die Blechstärke mißt man mit einer Feinmeßschraube an einem
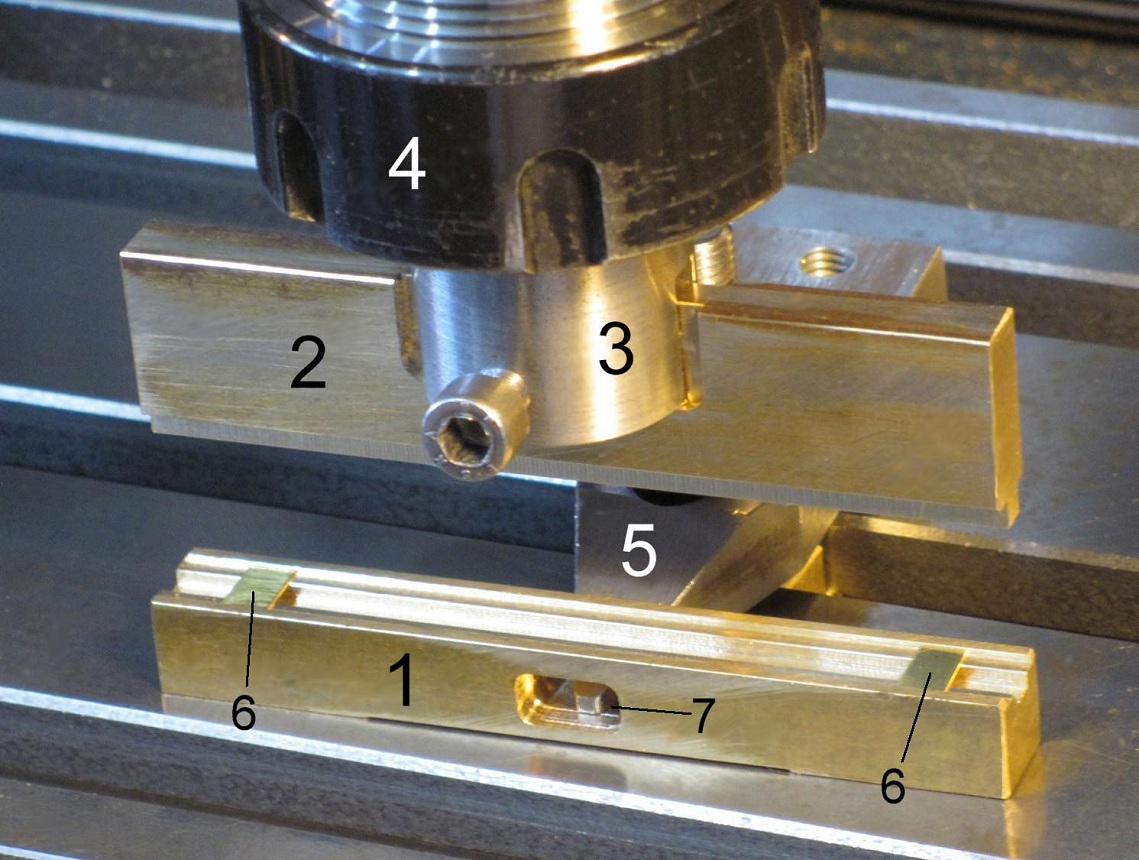
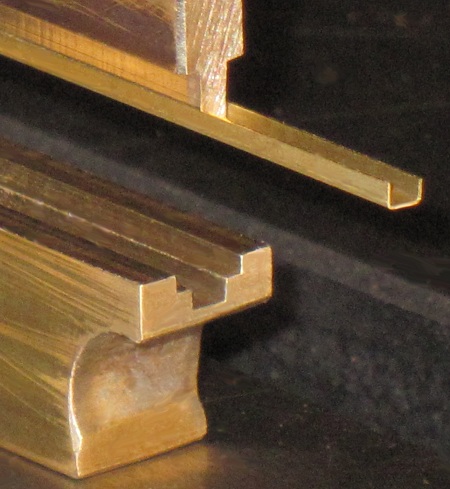
vollkommen ebenen und entgrateten Blechstück. Im Foto 2
 (Das geprägte U-Profil stimmt so exakt, daß es im Unterteil
leicht hängen bleibt.) sieht man, daß die Höhe dieser Leiste (a) recht
groß sein muß, damit sie sich nicht ein Stück verbiegen kann. Gehalten wird sie
in der Mitte ihrer Länge in einer einfachen Klemmhalterung (1) im Zangenfutter
(2) der Fräsmaschine. Das Unterteil (3) hat einen Querdurchbruch (4), in welchen
die Spitze eines Spanneisens (5) sticht.
(Das geprägte U-Profil stimmt so exakt, daß es im Unterteil
leicht hängen bleibt.) sieht man, daß die Höhe dieser Leiste (a) recht
groß sein muß, damit sie sich nicht ein Stück verbiegen kann. Gehalten wird sie
in der Mitte ihrer Länge in einer einfachen Klemmhalterung (1) im Zangenfutter
(2) der Fräsmaschine. Das Unterteil (3) hat einen Querdurchbruch (4), in welchen
die Spitze eines Spanneisens (5) sticht.
Foto 3
 (Am Boden des Unterteils habe ich für eine sichere Auflage einen
0,5-mm-Freistich eingefräst.) zeigt das Einrichten einer anderen
U-Prägevorrichtung auf der Fräsmaschine. Dazu muß zuerst die Frässpindel gegen
jede Verdrehung gesichert werden, auch sollte der Netzstecker der Maschine
gezogen werden. Den Verdrehungsschutz mache ich bei meiner Maschine mit einem
Ring aus Plaste (a in Foto 4)
(Am Boden des Unterteils habe ich für eine sichere Auflage einen
0,5-mm-Freistich eingefräst.) zeigt das Einrichten einer anderen
U-Prägevorrichtung auf der Fräsmaschine. Dazu muß zuerst die Frässpindel gegen
jede Verdrehung gesichert werden, auch sollte der Netzstecker der Maschine
gezogen werden. Den Verdrehungsschutz mache ich bei meiner Maschine mit einem
Ring aus Plaste (a in Foto 4)  (Frässpindelnase und Pinole meiner WABECO F1210.), welcher zwei
M6-Ms-Klemmschrauben (b) hat. Damit kann ich die Frässpindel (c) und die
Bohrpinole (d) gegeneinander festsetzen. Weiter bei Foto 3: In das Unterteil (1)
werden zwei kurze Blechstücke (6) mit der Breite des oberen Kanals eingelegt,
das Spanneisen (5) ist vorerst nur leicht angezogen. So wird das Oberteil (2)
mit der Bohrpinole in den unteren Kanal gedrückt. Dabei werden die zwei
Blechstücke zu kurzen U-Profilen geformt und gleichzeitig verschiebt sich das
Unterteil auf dem Frästisch in die richtige Position. In dieser unteren Stellung
wird die Bohrpinole geklemmt. Jetzt wird das Spanneisen fest angezogen, die
Prägevorrichtung ist eingerichtet, wie der Fachmann sagt. Die Klemmungen beider
Tischsupporte sind ebenfalls angezogen. Jetzt wird das Oberteil – nach dem Lösen
der Pinolen-Klemmung – nach oben gefahren und nun kann man alle
zurechtgeschnittenen Blechstreifen eingelegen und zu U-Profilen drücken.
(Frässpindelnase und Pinole meiner WABECO F1210.), welcher zwei
M6-Ms-Klemmschrauben (b) hat. Damit kann ich die Frässpindel (c) und die
Bohrpinole (d) gegeneinander festsetzen. Weiter bei Foto 3: In das Unterteil (1)
werden zwei kurze Blechstücke (6) mit der Breite des oberen Kanals eingelegt,
das Spanneisen (5) ist vorerst nur leicht angezogen. So wird das Oberteil (2)
mit der Bohrpinole in den unteren Kanal gedrückt. Dabei werden die zwei
Blechstücke zu kurzen U-Profilen geformt und gleichzeitig verschiebt sich das
Unterteil auf dem Frästisch in die richtige Position. In dieser unteren Stellung
wird die Bohrpinole geklemmt. Jetzt wird das Spanneisen fest angezogen, die
Prägevorrichtung ist eingerichtet, wie der Fachmann sagt. Die Klemmungen beider
Tischsupporte sind ebenfalls angezogen. Jetzt wird das Oberteil – nach dem Lösen
der Pinolen-Klemmung – nach oben gefahren und nun kann man alle
zurechtgeschnittenen Blechstreifen eingelegen und zu U-Profilen drücken.
Die Blechstreifen haben
idealerweise die Breite (a) aus Foto 1 minus 0,1 mm. Vor dem Einlegen verbiege
ich sie leicht, wie in Foto 5  (Auch hier hat das Oberteil eine beträchtliche Höhe.)
(Auch hier hat das Oberteil eine beträchtliche Höhe.)
zu sehen und lege sie mit der
Wölbung nach oben in die Zentriernut. Es entstehen sehr maßhaltige und schön
gerade U-Profile (Foto 6) 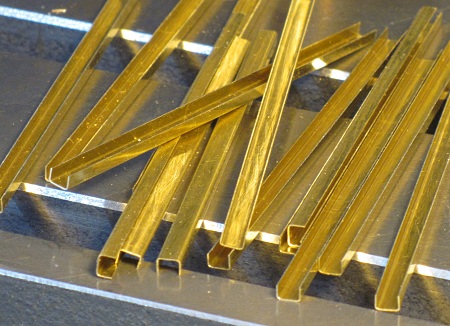 (Die Kanten der U-Profile entstehen leicht gerundet.). Daß die gefrästen
Breiten der Prägeteile gut stimmen, erkennt man daran, daß beim
Auseinanderfahren das U-Profil oft am Oberteil klemmen bleibt (Foto 7)
(Die Kanten der U-Profile entstehen leicht gerundet.). Daß die gefrästen
Breiten der Prägeteile gut stimmen, erkennt man daran, daß beim
Auseinanderfahren das U-Profil oft am Oberteil klemmen bleibt (Foto 7)
 (Das U-Profil ist hier nur
zur Demonstration etwas nach vorn gezogen.). Damit das Blech gut fließt,
wie der Fachmann sagt, sollen die beiden oberen Kanten des unteren Kanals (j in
Foto 1) mit einer Nadelfeile leicht gerundet werden.
(Das U-Profil ist hier nur
zur Demonstration etwas nach vorn gezogen.). Damit das Blech gut fließt,
wie der Fachmann sagt, sollen die beiden oberen Kanten des unteren Kanals (j in
Foto 1) mit einer Nadelfeile leicht gerundet werden.
Will man U-Profile für spezielle
Fälle mit ungleichen Schenkeln herstellen, muß der obere Kanal für das
außermittige Einlegen des Blechstreifens entsprechend einseitig gefräst werden.
Diese Aufgabe hatte ich noch nicht. Hierzu ist es hilfreich, wenn man eine
10:1-Vergrößerungs-Zeichnung anfertigt.
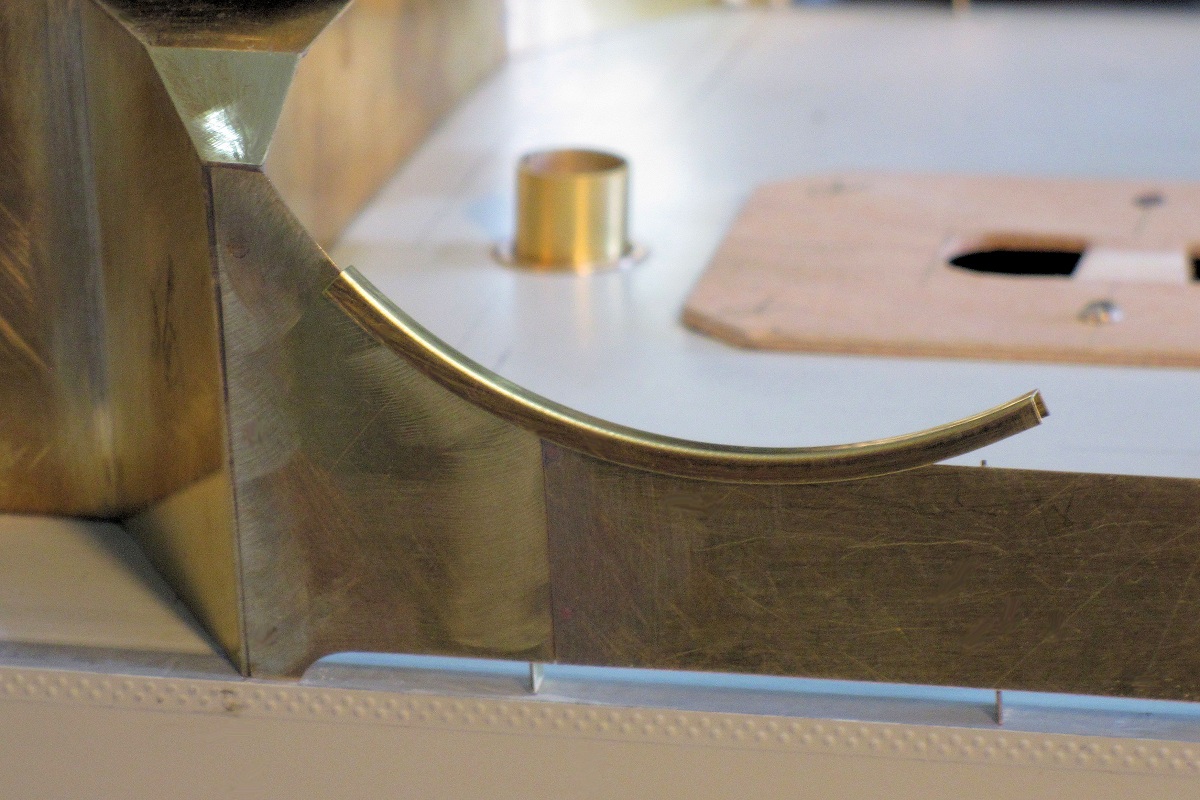
Wir sprachen bisher nur von
geraden U-Profilen. Neulich benötigte ich als „Handläufe“ an einem Schanzkleid
für mein Zerstörer-Modell gewölbte U-Profile mit der „Öffnung“ nach außen (Foto
8)
 (Das Profilstück paßt exakt an die vorgesägten
Schanzkleid-Wände.). Biegen kann man so etwas nicht. U-Profile mit einem
geringeren Biegeradius kann man – und das habe ich auch schon mehrfach getan –
als Ring drehen und aus diesem die benötigten Stücke herausschneiden
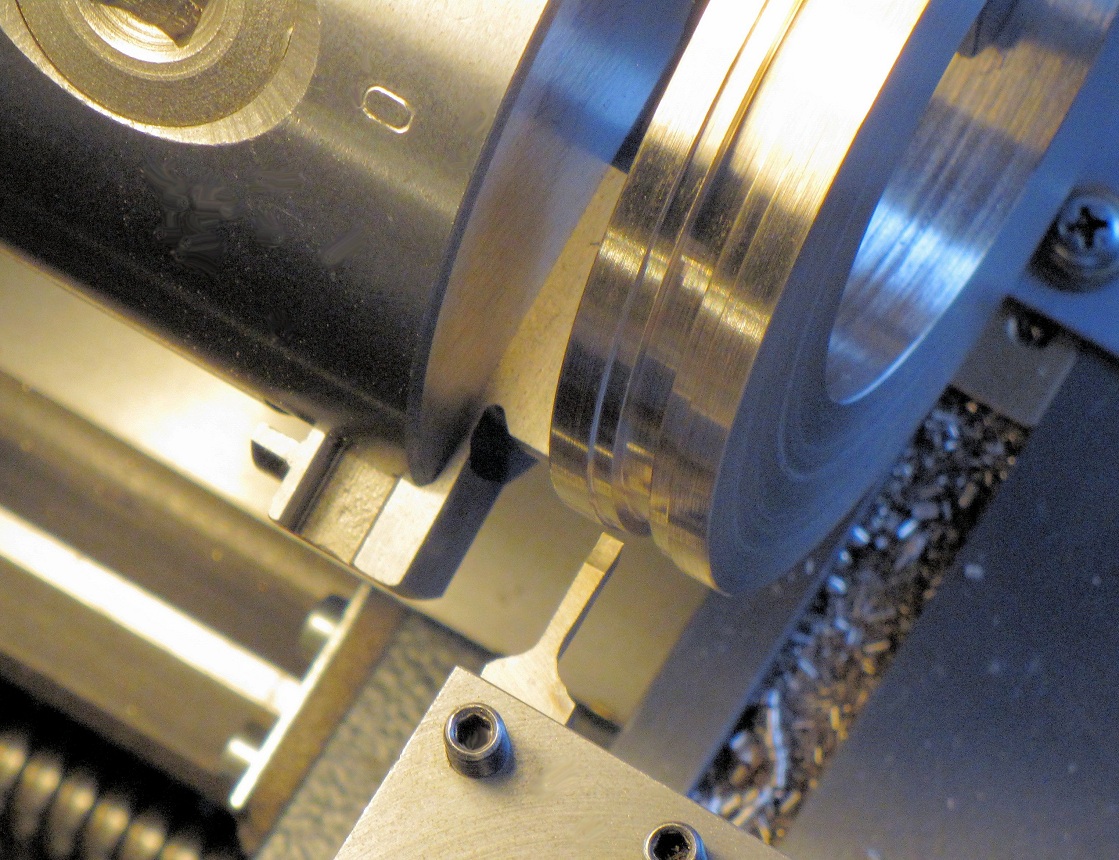
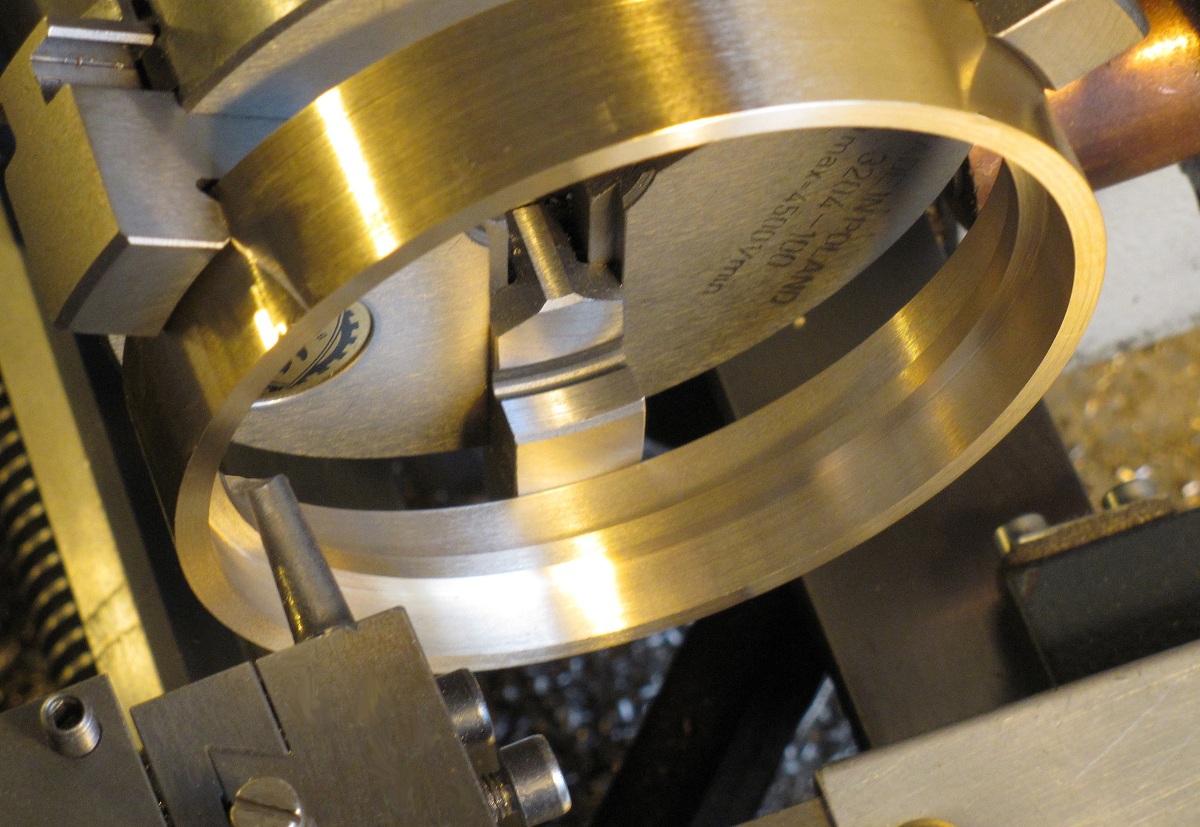
(Metall-Laubsäge, Trennscheibe). Bei meinem aktuellen Fall habe ich einen Ring
entsprechenden Durchmessers mit den beiden Kanälen gedreht (Foto 9)
(Das Profilstück paßt exakt an die vorgesägten
Schanzkleid-Wände.). Biegen kann man so etwas nicht. U-Profile mit einem
geringeren Biegeradius kann man – und das habe ich auch schon mehrfach getan –
als Ring drehen und aus diesem die benötigten Stücke herausschneiden
(Metall-Laubsäge, Trennscheibe). Bei meinem aktuellen Fall habe ich einen Ring
entsprechenden Durchmessers mit den beiden Kanälen gedreht (Foto 9)
 (Ein gut geschliffener und ausgerichteter HSS-Stechdrehstahl ist
die Voraussetzung für das Drehen genauer Teile.) und dazu einen passenden
Ring für das „Oberteil“ (Foto 10)
(Ein gut geschliffener und ausgerichteter HSS-Stechdrehstahl ist
die Voraussetzung für das Drehen genauer Teile.) und dazu einen passenden
Ring für das „Oberteil“ (Foto 10)
 (Ausdrehen der beiden Innenstufen mit einem HSS-Eckbohrstahl. Die
Breite des Innenbundes ist entscheidend.). Bei beiden müssen die
Querschnitts-Maße genau eingehalten werden und von beiden habe ich die nötigen
Teile (links im Foto 11)
(Ausdrehen der beiden Innenstufen mit einem HSS-Eckbohrstahl. Die
Breite des Innenbundes ist entscheidend.). Bei beiden müssen die
Querschnitts-Maße genau eingehalten werden und von beiden habe ich die nötigen
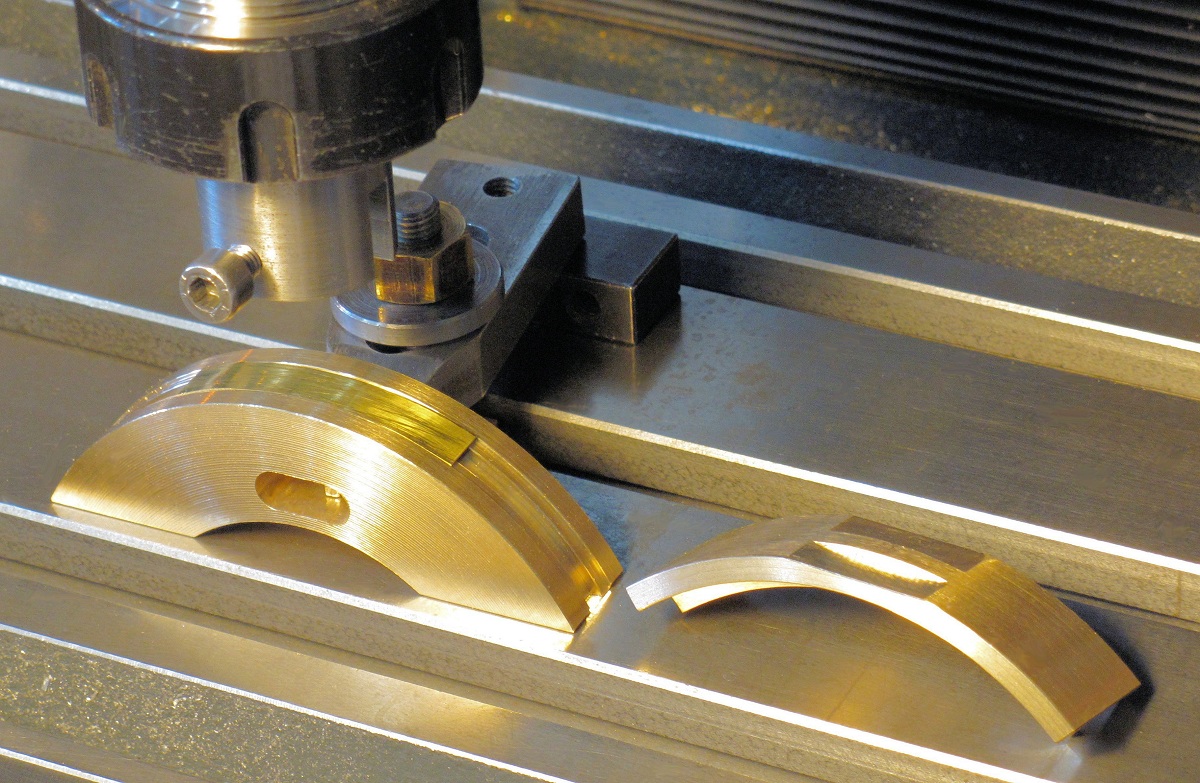
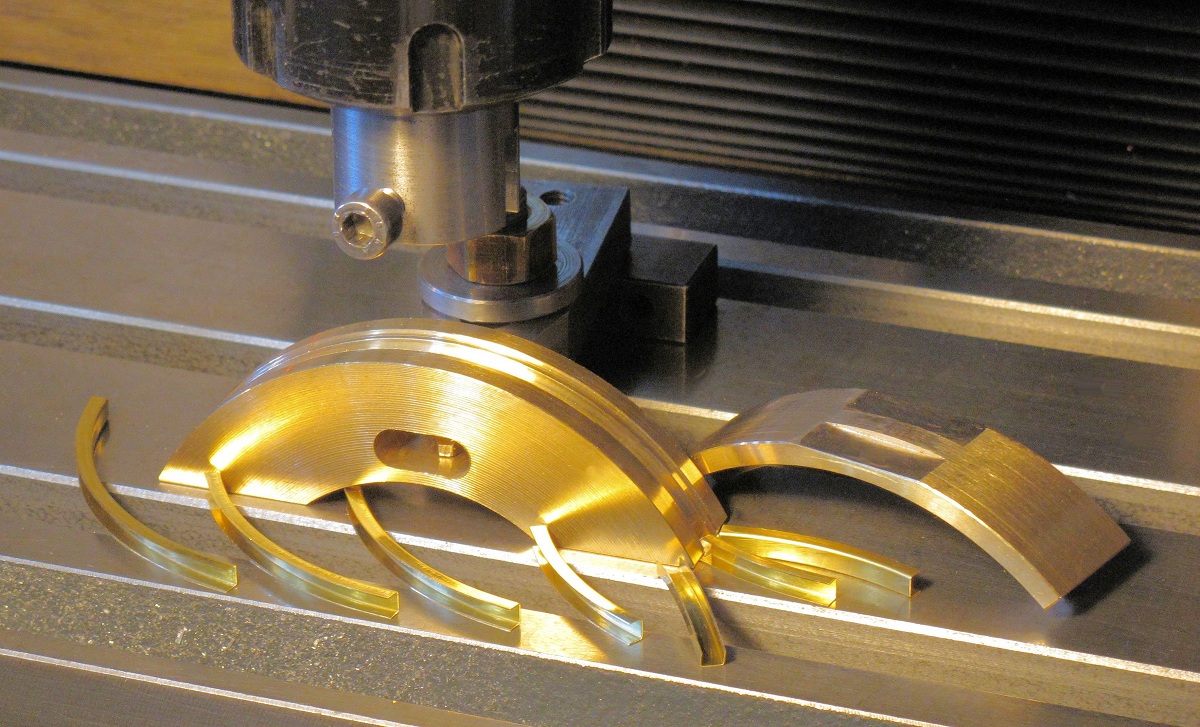
Teile (links im Foto 11) 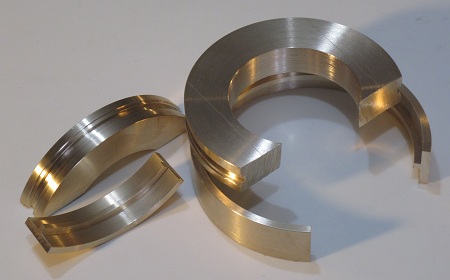 (Die
Innenstücke dieser beiden Ringe habe ich zur Materialersparnis mit einem
Planstechstahl herausgestochen. So kann ich sie später weiterverarbeiten.)
abgeschnitten, der Rest ist (weiterverwertbarer) Abfall. Die Schnittflächen vom
Unterteil wurden noch einmal überstirnt, damit es gut senkrecht auf dem
Frästisch steht (links im Foto 12)
(Die
Innenstücke dieser beiden Ringe habe ich zur Materialersparnis mit einem
Planstechstahl herausgestochen. So kann ich sie später weiterverarbeiten.)
abgeschnitten, der Rest ist (weiterverwertbarer) Abfall. Die Schnittflächen vom
Unterteil wurden noch einmal überstirnt, damit es gut senkrecht auf dem
Frästisch steht (links im Foto 12)
 (In die Zentriernut des Unterteils ist bereits der vorgewölbte
Blechstreifen eingelegt. Ich schneide ihn etwa 0,1 mm schmaler als die
Zentriernut. Rechts liegt das „Oberteil“. Es hat zwei angefräste Flächen, damit
das Druckstück im Zangenfutter eine gute Auflage hat.). Die weitere
Arbeit gleicht jener bei den geraden U-Profilen. Hier wird der Blechstreifen
entsprechend vorgebogen (Foto 12) und es entstehen sehr maßhaltige Profile (Foto
13)
(In die Zentriernut des Unterteils ist bereits der vorgewölbte
Blechstreifen eingelegt. Ich schneide ihn etwa 0,1 mm schmaler als die
Zentriernut. Rechts liegt das „Oberteil“. Es hat zwei angefräste Flächen, damit
das Druckstück im Zangenfutter eine gute Auflage hat.). Die weitere
Arbeit gleicht jener bei den geraden U-Profilen. Hier wird der Blechstreifen
entsprechend vorgebogen (Foto 12) und es entstehen sehr maßhaltige Profile (Foto
13)
 (Die Arbeit ist gelungen und hat sich gelohnt.). Ein
Auf-Federn gibt es nicht, weil das Material am „Außenrand“ der „Schenkel“ beim
Prägevorgang mit großer Kraft gestreckt wird. Das ist Umformen und deshalb gibt
es kein Zurück-Federn, wie man das vom einfachen Biegen von Blech oder Draht
kennt.
(Die Arbeit ist gelungen und hat sich gelohnt.). Ein
Auf-Federn gibt es nicht, weil das Material am „Außenrand“ der „Schenkel“ beim
Prägevorgang mit großer Kraft gestreckt wird. Das ist Umformen und deshalb gibt
es kein Zurück-Federn, wie man das vom einfachen Biegen von Blech oder Draht
kennt.
Auch ein U-Profil (im Grunde ein
C-Profil!) mit der „Öffnung“ nach innen hatte ich bereits herzustellen. Die
Hülsenauswurfbahnen an Flak-Geschützen sind stets ähnlich einem
Fahrradschutzblech geformt (Foto 14)
 (40-mm-Zwillingsflak BOFORS Mk1 im M 1:50. Fünf dieser Modelle
gaben mir 6 Monate herrliche Hobbyarbeit. 99% der Teile sind aus Messing, 100%
Eigenbau! Damit die beiden Hülsenauswurfbahnen im richtigen (Radius-)Abstand zum
Schildzapfen stehen, gab es eine einfache Einklebe-Vorrichtung, mit deren Hilfe
sie im Gestell des Geschützes zentriert und befestigt wurden.). Eine
Möglichkeit der Herstellung besteht auch hier darin, daß man einen entsprechend
dünnwandigen Ring mit Innen- und Außen-Formstechstählen dreht und davon die
nötigen Segmente abtrennt (Mini-Trennscheibe). Ich habe die Hülsenbahnen geprägt
– aus 0,05-mm-Kupferblech. Im Foto 15
(40-mm-Zwillingsflak BOFORS Mk1 im M 1:50. Fünf dieser Modelle
gaben mir 6 Monate herrliche Hobbyarbeit. 99% der Teile sind aus Messing, 100%
Eigenbau! Damit die beiden Hülsenauswurfbahnen im richtigen (Radius-)Abstand zum
Schildzapfen stehen, gab es eine einfache Einklebe-Vorrichtung, mit deren Hilfe
sie im Gestell des Geschützes zentriert und befestigt wurden.). Eine
Möglichkeit der Herstellung besteht auch hier darin, daß man einen entsprechend
dünnwandigen Ring mit Innen- und Außen-Formstechstählen dreht und davon die
nötigen Segmente abtrennt (Mini-Trennscheibe). Ich habe die Hülsenbahnen geprägt
– aus 0,05-mm-Kupferblech. Im Foto 15 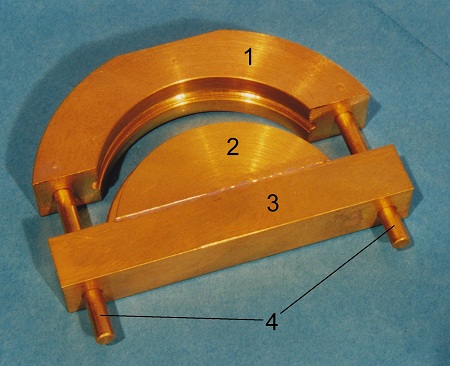 (Das „Unterteil“ (1) hat eine angefräste Fläche) sieht man
als (1) das „Unterteil“ in dessen Zentriernut der vorgewölbte Cu-Blechstreifen
eingelegt wird. (2) ist das „Oberteil“, welches ich an einen Balken (3) gelötet
habe. (auf der Herdplatte in der Küche geht sowas gut!) Noch ohne die „Säulen“
(4) wurde der erste Blechstreifen eingelegt und einfach im Schraubstock zu einem
„Fahrradschutzblech“ geprägt. So hielt ich die drei Teile zusammen und konnte
die Bohrungen für die Säulen (4) bohren und reiben. Foto 16
(Das „Unterteil“ (1) hat eine angefräste Fläche) sieht man
als (1) das „Unterteil“ in dessen Zentriernut der vorgewölbte Cu-Blechstreifen
eingelegt wird. (2) ist das „Oberteil“, welches ich an einen Balken (3) gelötet
habe. (auf der Herdplatte in der Küche geht sowas gut!) Noch ohne die „Säulen“
(4) wurde der erste Blechstreifen eingelegt und einfach im Schraubstock zu einem
„Fahrradschutzblech“ geprägt. So hielt ich die drei Teile zusammen und konnte
die Bohrungen für die Säulen (4) bohren und reiben. Foto 16
 (Für die
Querschnitts-Konstruktion dieser Ringe kommt man ohne eine 10:1-Zeichnung nicht
aus.) zeigt auch hier die Abfallstücke und Foto 17
(Für die
Querschnitts-Konstruktion dieser Ringe kommt man ohne eine 10:1-Zeichnung nicht
aus.) zeigt auch hier die Abfallstücke und Foto 17
 (Die Kupferfolie (0,05 mm
dick) hatte ich nicht ausgeglüht.) noch eine andere Sicht auf die
Vorrichtung mit den fertigen Teilen. In diesem Fall wird das Material im Grund
der Nut gestreckt. Deshalb gibt es auch hier keine (Zurück-)Verformung nach dem
Auseinanderfahren des Prägewerkzeugs.
(Die Kupferfolie (0,05 mm
dick) hatte ich nicht ausgeglüht.) noch eine andere Sicht auf die
Vorrichtung mit den fertigen Teilen. In diesem Fall wird das Material im Grund
der Nut gestreckt. Deshalb gibt es auch hier keine (Zurück-)Verformung nach dem
Auseinanderfahren des Prägewerkzeugs.
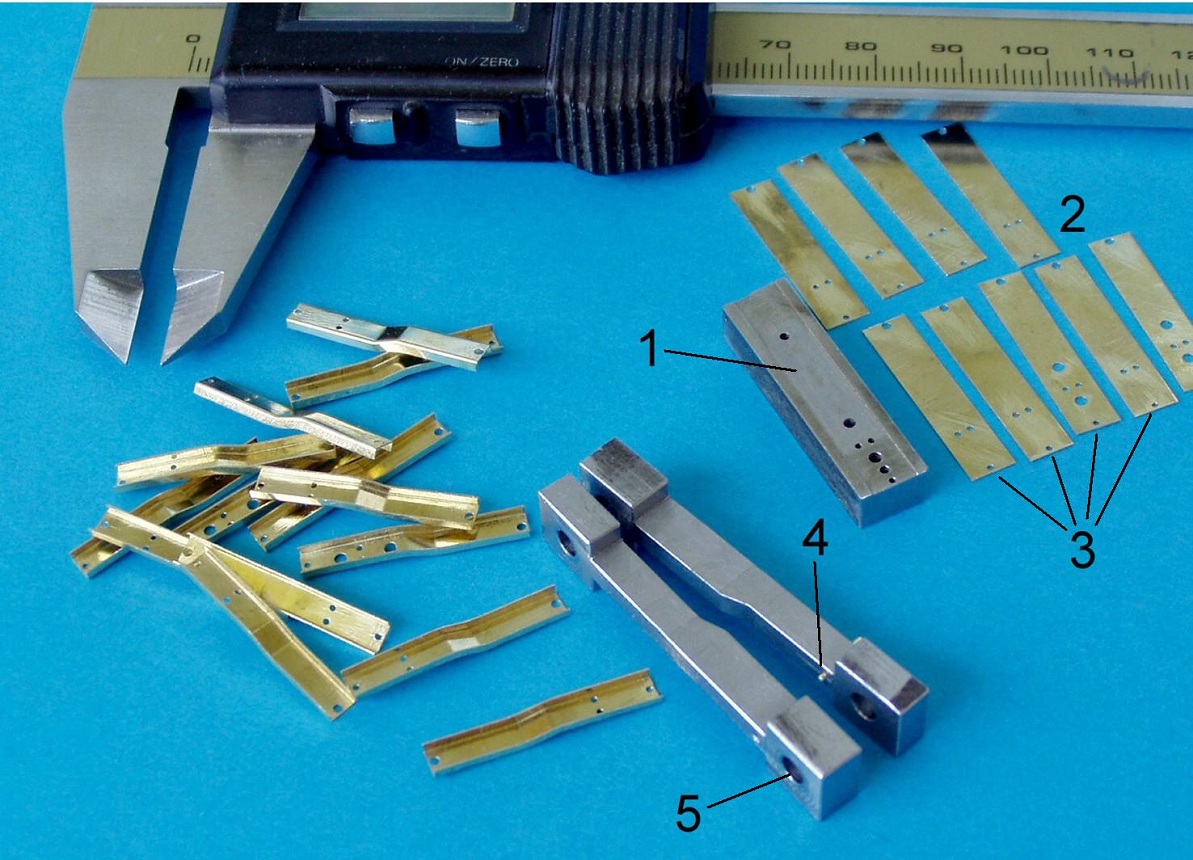
Im Foto 18
 (Die Vorrichtungsteile sind aus einfachem, nicht gehärtetem
Automatenstahl gemacht.) zeige ich noch eine weitere Variante zur
Herstellung von in dem Fall leicht gekröpften U-Profilen. Die „Beine“ der
WABO-Ablaufbahnen vom Typ Mk3 (US-Navy) haben diese Form. In einer nutartigen
Bohrvorrichtung (1) wurden die Abschnitte der Blechstreifen (2) gebohrt. Z.B.
erhielten sie auch mittig kleine sog. Einhängebohrungen (3). Mit diesen wurden
sie in einem Einhängestift (4) an einer der beiden Prägeleisten eingehängt,
damit sie beim Prägevorgang in Längsrichtung „bestimmt“ sind und auch seitlich
nicht verrutschen können. Beide Prägeleisten wurden dann mit M3-Schrauben in den
Bohrungen (5) zusammengedrückt. Dabei entstand die leichte Z-Form. Vor dem
Festziehen der Schrauben wurde der Blechstreifen noch ausgerichtet, damit er an
beiden Seiten gleich ausragt. Das Abkanten habe ich dann mit leichten
Hammerschlägen auf ein Hirnholzstück gemacht. Links im Bild sieht man die
fertigen Teile und im Foto 19
(Die Vorrichtungsteile sind aus einfachem, nicht gehärtetem
Automatenstahl gemacht.) zeige ich noch eine weitere Variante zur
Herstellung von in dem Fall leicht gekröpften U-Profilen. Die „Beine“ der
WABO-Ablaufbahnen vom Typ Mk3 (US-Navy) haben diese Form. In einer nutartigen
Bohrvorrichtung (1) wurden die Abschnitte der Blechstreifen (2) gebohrt. Z.B.
erhielten sie auch mittig kleine sog. Einhängebohrungen (3). Mit diesen wurden
sie in einem Einhängestift (4) an einer der beiden Prägeleisten eingehängt,
damit sie beim Prägevorgang in Längsrichtung „bestimmt“ sind und auch seitlich
nicht verrutschen können. Beide Prägeleisten wurden dann mit M3-Schrauben in den
Bohrungen (5) zusammengedrückt. Dabei entstand die leichte Z-Form. Vor dem
Festziehen der Schrauben wurde der Blechstreifen noch ausgerichtet, damit er an
beiden Seiten gleich ausragt. Das Abkanten habe ich dann mit leichten
Hammerschlägen auf ein Hirnholzstück gemacht. Links im Bild sieht man die
fertigen Teile und im Foto 19
 (Zwei WABO-Ablaufbahnen für mein 1:50-Zerstörermodell USS CASSIN
YOUNG mit insgesamt 20 dieser gekröpften U-Profile.) sind sie verbaut.
(Zwei WABO-Ablaufbahnen für mein 1:50-Zerstörermodell USS CASSIN
YOUNG mit insgesamt 20 dieser gekröpften U-Profile.) sind sie verbaut.
Jürgen Eichardt

zurück/back
| home
 (kleine Fotos zum Vergrößern anklicken)
(Dieses Prägewerkzeug macht ein U-Profil 2 x 3 x 2 mm.) sieht man schön
den Querschnitt von Ober- und Unterteil. Beide habe ich wegen der eher geringen
Stückzahlen schnell aus Messing gefräst. Will man größere Stückzahlen prägen,
sollte man diese Präge-Leisten schon aus Stahl fräsen. Diese Teile aus härtbarem
Stahl herzustellen, bereitet Probleme. Sie würden sich beim Härten verziehen,
müßten deshalb mit Aufmaß vorgearbeitet und nach dem Härten auf Maß geschliffen
werden – zu kompliziert für die Bedingungen eines Heimwerkers.
(kleine Fotos zum Vergrößern anklicken)
(Dieses Prägewerkzeug macht ein U-Profil 2 x 3 x 2 mm.) sieht man schön
den Querschnitt von Ober- und Unterteil. Beide habe ich wegen der eher geringen
Stückzahlen schnell aus Messing gefräst. Will man größere Stückzahlen prägen,
sollte man diese Präge-Leisten schon aus Stahl fräsen. Diese Teile aus härtbarem
Stahl herzustellen, bereitet Probleme. Sie würden sich beim Härten verziehen,
müßten deshalb mit Aufmaß vorgearbeitet und nach dem Härten auf Maß geschliffen
werden – zu kompliziert für die Bedingungen eines Heimwerkers.