Sechs
WABO-Lager (Teil III)
six depth
charges storage rack´s (part III)
Weil diese Bauteile sehr
komplex sind, gebe ich nun den dritten Teil dieses Fotoreports. Bis zum
Teil II hatten Sie
bereits den Bau verfolgt.
 Meine Drohung, angeln zu gehen, ist nicht
so ernst zu nehmen, dafür macht mir der Modellbau viel zu viel Freude. In die
eben hergestellten L-förmigen Bleche werden gedrehte (kürzere) Buchsen als Lager
für die Stempel eingelötet und die Bleche dann als "Stirn" der seitlichen
"Ausleger" angelötet. Wieder auf der Pertinax-Ebene und auch hier stecken die
Suchstifte der Füße in Bohrungen, beim Lötvorgang belastet von kleinen
Gewichten.
Meine Drohung, angeln zu gehen, ist nicht
so ernst zu nehmen, dafür macht mir der Modellbau viel zu viel Freude. In die
eben hergestellten L-förmigen Bleche werden gedrehte (kürzere) Buchsen als Lager
für die Stempel eingelötet und die Bleche dann als "Stirn" der seitlichen
"Ausleger" angelötet. Wieder auf der Pertinax-Ebene und auch hier stecken die
Suchstifte der Füße in Bohrungen, beim Lötvorgang belastet von kleinen
Gewichten.
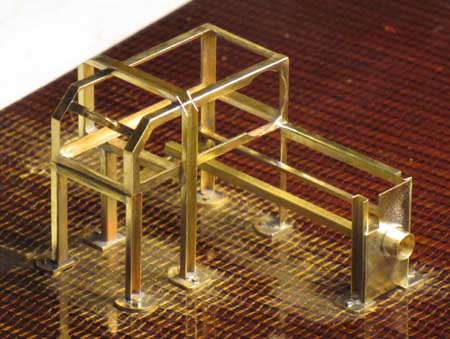 Der nächste L-Träger wird nun schon
eingeklebt. Der Rohbau ist damit fertig. Löten ist "ausgereizt", man kann nur
selten alles löten...!
Der nächste L-Träger wird nun schon
eingeklebt. Der Rohbau ist damit fertig. Löten ist "ausgereizt", man kann nur
selten alles löten...!
 Nun beginnt der "Detailbau" an den
WABO-Lagern. Aus 2 x zwölf Frästeilen (links/Schlagzahnfräsen!) und zwölf
kleinen Bolzen (Durchmesser 0,5 mm, Kopfdurchmesser 0,8 mm)....
Nun beginnt der "Detailbau" an den
WABO-Lagern. Aus 2 x zwölf Frästeilen (links/Schlagzahnfräsen!) und zwölf
kleinen Bolzen (Durchmesser 0,5 mm, Kopfdurchmesser 0,8 mm)....
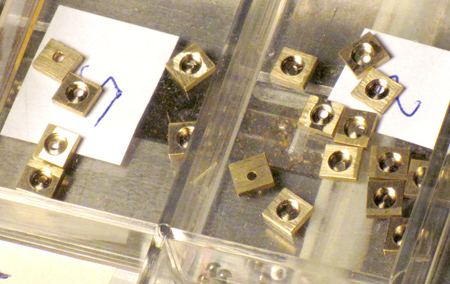
 ... werden zwölf Scharnierkörper zusammengelötet (die winzigste Menge Lötzinn
wird an den nach oben ausragenden 0,5-mm-Zapfen gegeben). Im Bild sind die Teile
bereits mit der Drahtbürste geglättet.
... werden zwölf Scharnierkörper zusammengelötet (die winzigste Menge Lötzinn
wird an den nach oben ausragenden 0,5-mm-Zapfen gegeben). Im Bild sind die Teile
bereits mit der Drahtbürste geglättet.
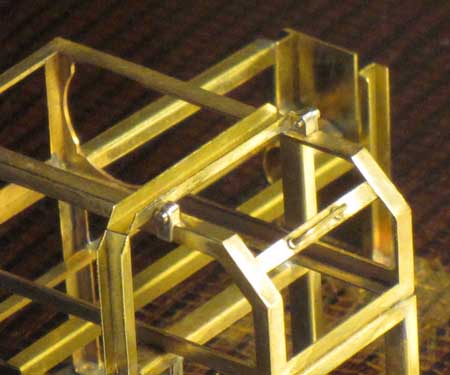 Mit Sekundenkleber werden diese
"Scharniere" an die oberen Rahmenteile geklebt. Man kann sich nun - auch im
Zusammenhang mit dem Griff - gut das Aufklappen des vorderen Teils vorstellen.
Mit Sekundenkleber werden diese
"Scharniere" an die oberen Rahmenteile geklebt. Man kann sich nun - auch im
Zusammenhang mit dem Griff - gut das Aufklappen des vorderen Teils vorstellen.
 Im Bild einer meiner Messing-Ringe. Auf
die glatte Fläche gebe ich aus der Flasche einen nie zu großen Tropfen
Sekundenkleber (Danach die Flasche zum Schutz vor der Luftfeuchtigkeit - diese
läßt den Kleber härten - schnell wieder verschließen). Mit einem Draht (im Bild
0,3 mm Durchmesser) hole ich von diesem Tropfen eine winzigste Menge Kleber.
Wenn ich den Draht nicht sehr weit in die Lake stecke, kann diese Menge extrem
klein sein! Ist der Ring rundum mit ausgehärtetem Kleber bedeckt, wird er ins
Backenfutter gespannt und mit einem Dreikantschaber wieder gesäubert.
Im Bild einer meiner Messing-Ringe. Auf
die glatte Fläche gebe ich aus der Flasche einen nie zu großen Tropfen
Sekundenkleber (Danach die Flasche zum Schutz vor der Luftfeuchtigkeit - diese
läßt den Kleber härten - schnell wieder verschließen). Mit einem Draht (im Bild
0,3 mm Durchmesser) hole ich von diesem Tropfen eine winzigste Menge Kleber.
Wenn ich den Draht nicht sehr weit in die Lake stecke, kann diese Menge extrem
klein sein! Ist der Ring rundum mit ausgehärtetem Kleber bedeckt, wird er ins
Backenfutter gespannt und mit einem Dreikantschaber wieder gesäubert.
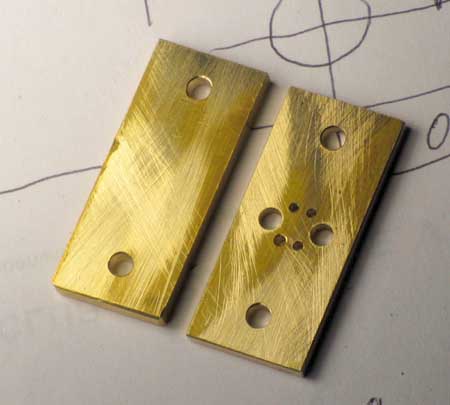
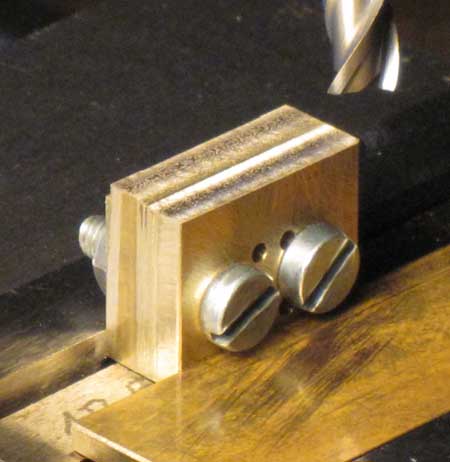
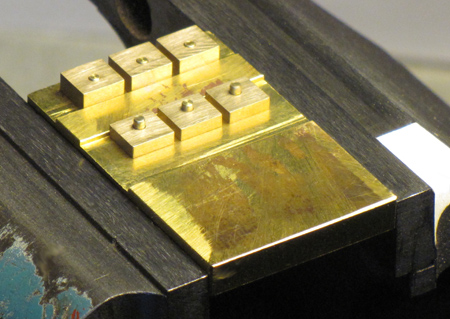
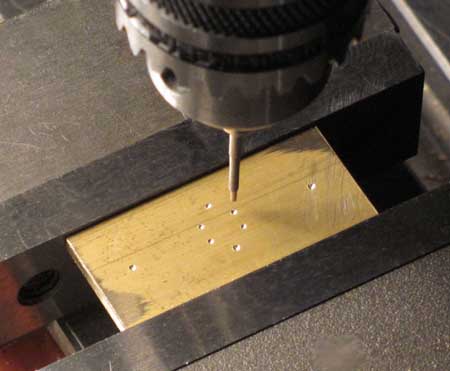 Noch einmal werden Bleche mit zwei
3,8-mm-Bohrungen und vier 1,3-mm-Bohrungen benötigt. Ein Klemmblech wird per
Koordinatenbohren vorbereitet.... (Im Bohrfutter mein extrem schlanker
Eigenbau-Zentrierbohrer, gehärteter Silberstahl)
Noch einmal werden Bleche mit zwei
3,8-mm-Bohrungen und vier 1,3-mm-Bohrungen benötigt. Ein Klemmblech wird per
Koordinatenbohren vorbereitet.... (Im Bohrfutter mein extrem schlanker
Eigenbau-Zentrierbohrer, gehärteter Silberstahl)
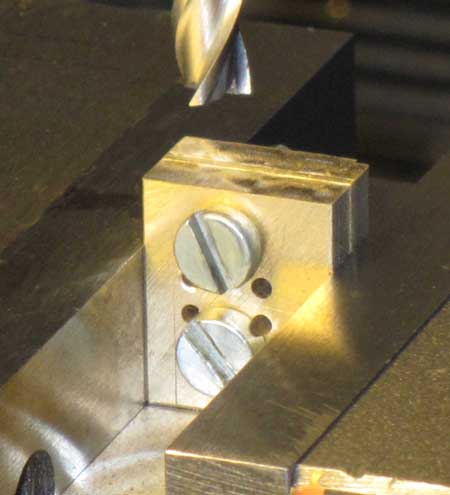
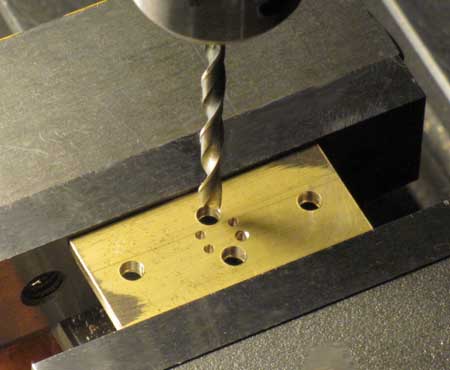 ...und danach aufgebohrt: vier Bohrungen
Durchmesser 3,1 und vier x 1,3 mm.
...und danach aufgebohrt: vier Bohrungen
Durchmesser 3,1 und vier x 1,3 mm.
 Die beiden Bohrungen an den Enden werden
für zwei M3-Schrauben auf eine gleich große Platte abgebohrt.
Die beiden Bohrungen an den Enden werden
für zwei M3-Schrauben auf eine gleich große Platte abgebohrt.
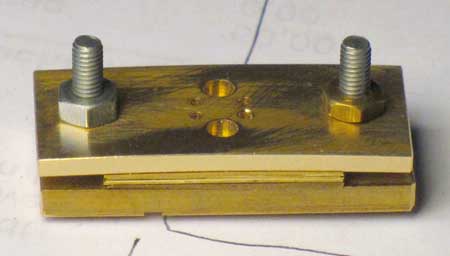 Zwischen diese Platten werden die 0,2 mm
dicken Bleche mit reichlich Übermaß (!) geklemmt. Die obere Platte verbiegt
sich. Das ist nicht gut. Sie ist etwas zu dünn.
Zwischen diese Platten werden die 0,2 mm
dicken Bleche mit reichlich Übermaß (!) geklemmt. Die obere Platte verbiegt
sich. Das ist nicht gut. Sie ist etwas zu dünn.
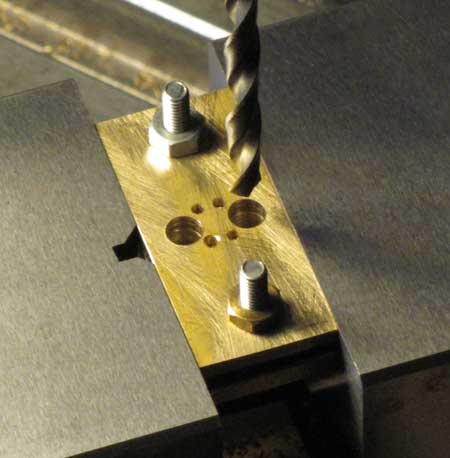 Jetzt werden die Bohrungen durch das
gesamte Paket gebohrt - 4 x 1,3 und 2 x 3,8 mm (neutral geschliffene Bohrer bei
Messing!)
Jetzt werden die Bohrungen durch das
gesamte Paket gebohrt - 4 x 1,3 und 2 x 3,8 mm (neutral geschliffene Bohrer bei
Messing!)
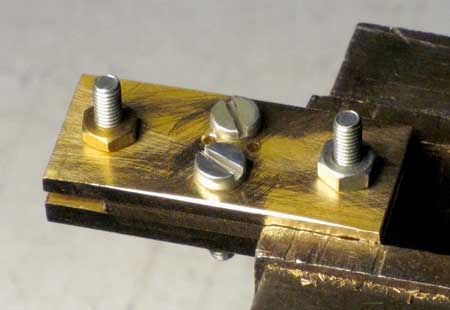 Jetzt kann die Klemmung von zwei
M3-Schrauben in den 3,8-mm-Bohrungen "übernommen" werden.
Jetzt kann die Klemmung von zwei
M3-Schrauben in den 3,8-mm-Bohrungen "übernommen" werden.
 Die beiden äußeren Schrauben werden
entfernt und nun kann das Paket fertiggefräst werden. Zuerst die Breite der
Bleche....
Die beiden äußeren Schrauben werden
entfernt und nun kann das Paket fertiggefräst werden. Zuerst die Breite der
Bleche....
 ...danach die Höhe...
...danach die Höhe...
 ...und eine notwendige Stufe (0,3 x 3
mm).
...und eine notwendige Stufe (0,3 x 3
mm).
 Das Paket wird danach geöffnet...
Das Paket wird danach geöffnet...
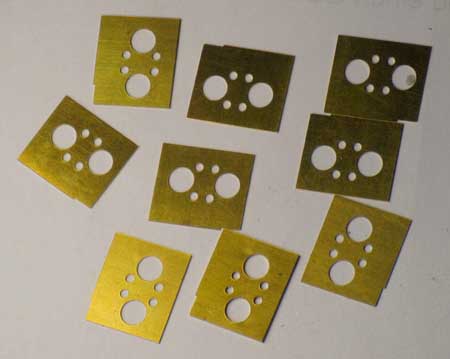 ...und man erkennt die Maßhaltigkeit der
Teile. Das Wichtigste auch hier wieder: Sie haben fast keinen Grat!
...und man erkennt die Maßhaltigkeit der
Teile. Das Wichtigste auch hier wieder: Sie haben fast keinen Grat!
 Eine Seite wird hauchdünn verzinnt. Die
Buchsen passen recht lose in die Bohrungen. Stellen mit zu viel Zinn werden mit
einem Dreikantschaber von diesem befreit.
Eine Seite wird hauchdünn verzinnt. Die
Buchsen passen recht lose in die Bohrungen. Stellen mit zu viel Zinn werden mit
einem Dreikantschaber von diesem befreit.
 Mit einer Pinzette halte ich die Bleche
waagerecht, die Buchsen werden eingesteckt, Lötsäure, und dann werden sie mit
dem Propangasbrenner auf Flußtemperatur erhitzt. Im Bild die eben gelöteten
Teile.
Mit einer Pinzette halte ich die Bleche
waagerecht, die Buchsen werden eingesteckt, Lötsäure, und dann werden sie mit
dem Propangasbrenner auf Flußtemperatur erhitzt. Im Bild die eben gelöteten
Teile.
 Hier sind sie mit der Drahtbürste
gesäubert. Man erkennt fast kein Lötzinn!
Hier sind sie mit der Drahtbürste
gesäubert. Man erkennt fast kein Lötzinn!
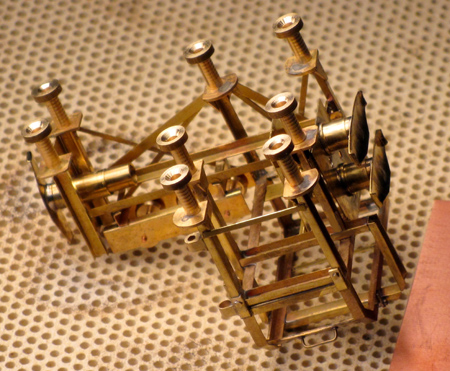
 (Foto anklicken) Hier sind die Bleche bereits verbaut und
zwei weitere Stempel eingeklebt.
(Foto anklicken) Hier sind die Bleche bereits verbaut und
zwei weitere Stempel eingeklebt.
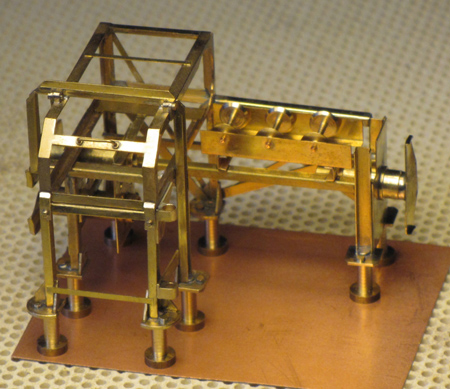
 (Foto anklicken) Eine zweite Sicht auf eines Lager.
(Foto anklicken) Eine zweite Sicht auf eines Lager.
 Aus vier x sechs
Schlagzahn-Frästeilen...
Aus vier x sechs
Schlagzahn-Frästeilen...
 ...habe ich im Lötprisma 12 Haltefäuste
zusammengelötet.
...habe ich im Lötprisma 12 Haltefäuste
zusammengelötet.
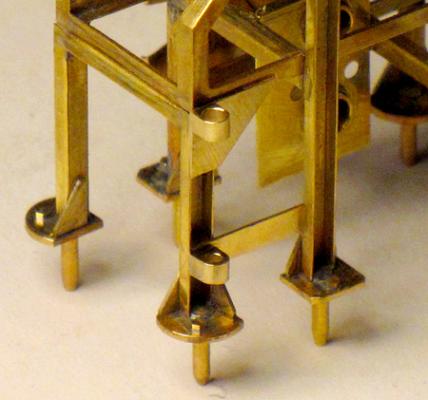 Hier sind sie bereits mit Sekundenkleber
an ein Bein des WABO-Lagers geklebt. In die Bohrungen wurde ein kleiner Ladekran
für das Nachladen der Lager gesteckt. Am Modell werde ich diese Davits in
Halterungen am Deckshaus darstellen.
Hier sind sie bereits mit Sekundenkleber
an ein Bein des WABO-Lagers geklebt. In die Bohrungen wurde ein kleiner Ladekran
für das Nachladen der Lager gesteckt. Am Modell werde ich diese Davits in
Halterungen am Deckshaus darstellen.
 Für die nächste Lötvorrichtung wurden
mehrere kleine Platten aus Pertinax benötigt. Hier habe ich das erste mal eine
Schraubstock-in-Schraubstock-Spannung angewendet.
Für die nächste Lötvorrichtung wurden
mehrere kleine Platten aus Pertinax benötigt. Hier habe ich das erste mal eine
Schraubstock-in-Schraubstock-Spannung angewendet.
 Zwölf aus 0,2-mm-Ms-Blechstreifen selbst geprägte L-Winkel 1 x 3,5 mm wurden auf
Länge 20 mm plangedreht und danach erhielten sie in einer schnell gemachten
Bohrvorrichtung je drei Bohrungen Durchmesser 0,55 mm. Die Bohrungen sitzen über
die Länge der Winkel nicht gleichartig verteilt. Deshalb gibt es sechs rechte
und sechs linke Teile. Die "Bohrplatte" wird dazu einfach umgedreht.
Zwölf aus 0,2-mm-Ms-Blechstreifen selbst geprägte L-Winkel 1 x 3,5 mm wurden auf
Länge 20 mm plangedreht und danach erhielten sie in einer schnell gemachten
Bohrvorrichtung je drei Bohrungen Durchmesser 0,55 mm. Die Bohrungen sitzen über
die Länge der Winkel nicht gleichartig verteilt. Deshalb gibt es sechs rechte
und sechs linke Teile. Die "Bohrplatte" wird dazu einfach umgedreht.
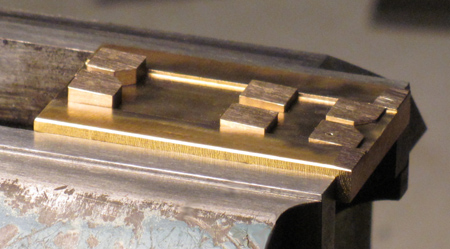
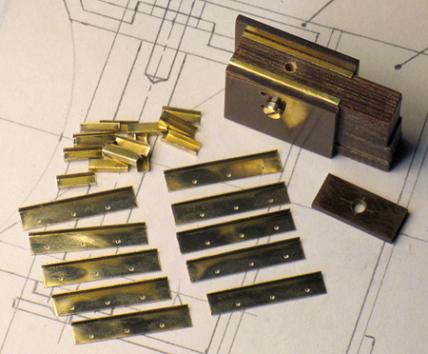 Die Lötvorrichtung ist fertig,
zusätzlich zwölf 6,8-mm-lange U-Profil-Stücke.
Die Lötvorrichtung ist fertig,
zusätzlich zwölf 6,8-mm-lange U-Profil-Stücke.
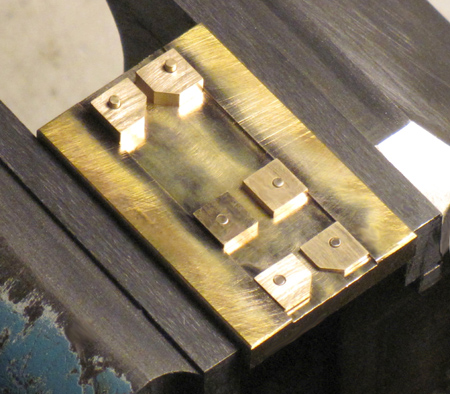
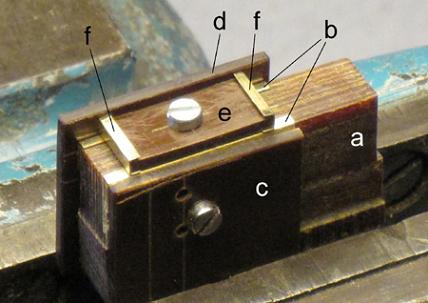 Der Vorrichtungskörper (a) hat eine
Breite von 6,4 mm. Zwei der eben gebohrten L-Profile (b) werden an die Kanten
von (a) gelegt, an der Stirnseite links bündig geschoben und von einer
Klemmplatte (c) vorn und einer höheren Klemmplatte (d) hinten festgehalten. Eine
weitere rechteckig gefräste Klemmplatte (e) drückt zwei U-Profile (f) auf die
(b). Beim Festziehen der mittleren M3-Schraube werden die (f) gegen die (d)
geschoben. So kann viermal (sehr sparsam) gelötet werden, damit ein Rahmen
entsteht.
Der Vorrichtungskörper (a) hat eine
Breite von 6,4 mm. Zwei der eben gebohrten L-Profile (b) werden an die Kanten
von (a) gelegt, an der Stirnseite links bündig geschoben und von einer
Klemmplatte (c) vorn und einer höheren Klemmplatte (d) hinten festgehalten. Eine
weitere rechteckig gefräste Klemmplatte (e) drückt zwei U-Profile (f) auf die
(b). Beim Festziehen der mittleren M3-Schraube werden die (f) gegen die (d)
geschoben. So kann viermal (sehr sparsam) gelötet werden, damit ein Rahmen
entsteht.
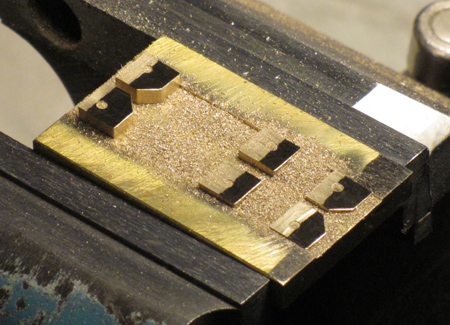
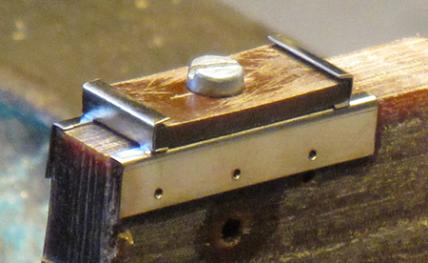 Noch auf der Vorrichtung werden die
Lötstellen mit Dreikantschaber und Drahtbürste von überschüssigem Lötzinn
befreit.
Noch auf der Vorrichtung werden die
Lötstellen mit Dreikantschaber und Drahtbürste von überschüssigem Lötzinn
befreit.
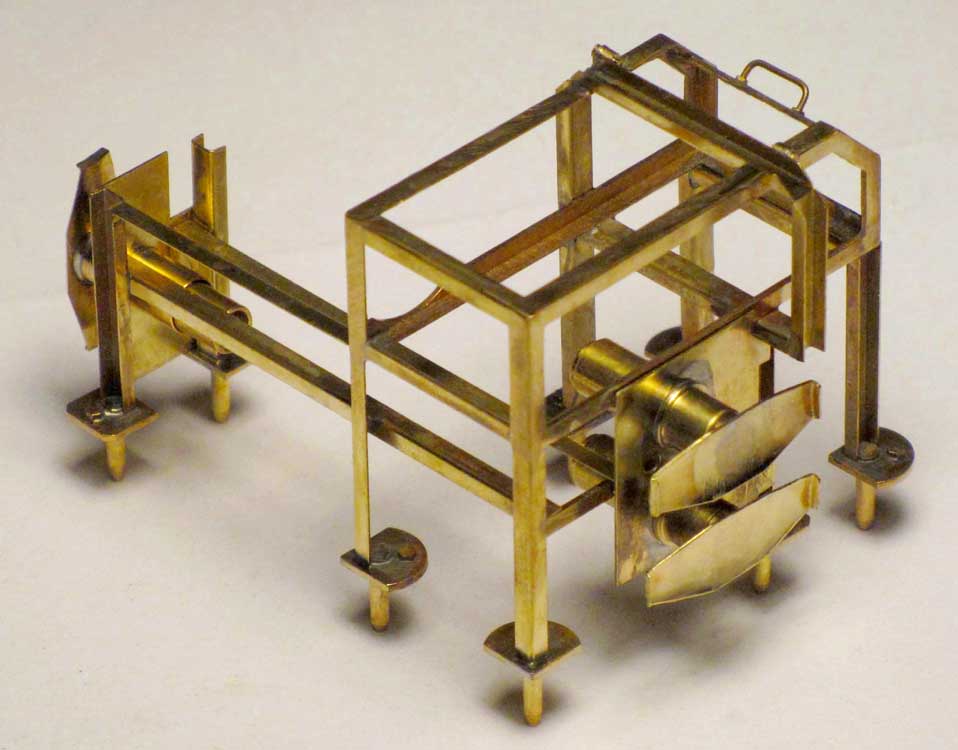
 Auch hier sieht man, daß sich der
"Umweg" über eine Lötvorrichtung gelohnt hat (für mich ist es kein Umweg,
sondern Notwendigkeit für hohe Bauqualität!). In den Bohrungen sind je drei
Rollen gelagert. Über diese Rollen werden die WABO´s beim Nachladen seitlich
verschoben.
Auch hier sieht man, daß sich der
"Umweg" über eine Lötvorrichtung gelohnt hat (für mich ist es kein Umweg,
sondern Notwendigkeit für hohe Bauqualität!). In den Bohrungen sind je drei
Rollen gelagert. Über diese Rollen werden die WABO´s beim Nachladen seitlich
verschoben.
 Hier sind sie aus 4-mm-Rund-Messing
vorgedreht. Plandrehen, mittlerer Einstich 4,4 mm breit auf einen
Achsendurchmesser von 0,8 mm einstechen, abstechen. Die beide "Radscheiben" sind
1 mm dick.
Hier sind sie aus 4-mm-Rund-Messing
vorgedreht. Plandrehen, mittlerer Einstich 4,4 mm breit auf einen
Achsendurchmesser von 0,8 mm einstechen, abstechen. Die beide "Radscheiben" sind
1 mm dick.
 Die weitere Bearbeitung erfolgt in einer
geteilten Klemmbuchse. Für das Spannen in der Spannzange (Zugspannzange!) hat
sie einen (kleinen) Außendurchmesser von 6 mm.
Die weitere Bearbeitung erfolgt in einer
geteilten Klemmbuchse. Für das Spannen in der Spannzange (Zugspannzange!) hat
sie einen (kleinen) Außendurchmesser von 6 mm.
 Die Radscheiben sind nur noch 0,5 mm
dick. An den Enden gibt es nun einen 0,8-mm-Zapfen (0,3 mm lang) und einen
1,4-mm-Absatz (0,2 mm lang).
Die Radscheiben sind nur noch 0,5 mm
dick. An den Enden gibt es nun einen 0,8-mm-Zapfen (0,3 mm lang) und einen
1,4-mm-Absatz (0,2 mm lang).
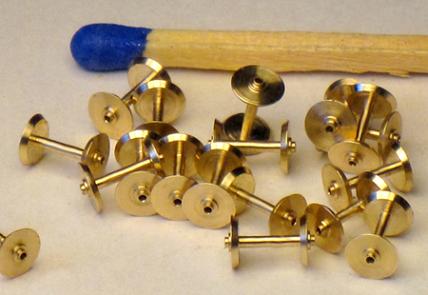 Nach zwei weiteren Arbeitsgängen haben
die Räder nun eine schräge Kante und eine Durchgangsbohrung 0,55 mm.
Nach zwei weiteren Arbeitsgängen haben
die Räder nun eine schräge Kante und eine Durchgangsbohrung 0,55 mm.
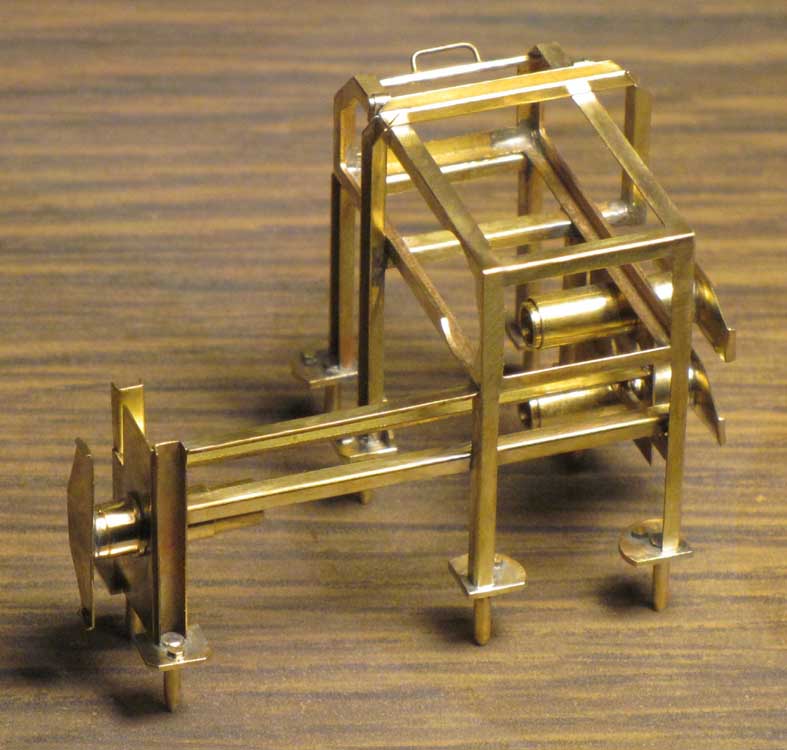
 (Foto anklicken) Mit streckgerichtetem 0,5-mm-Kupferdraht
werden die "Radsätze" (sie sehen tatsächlich fast wie Radsätze von der Eisenbahn
aus) nun in den Rahmen gelagert. Die überstehenden Drahtenden werden mit
Sekundenkleber befestigt und danach mit etwa 0,5 mm Überstand mit einem
Seitenschneider abgekürzt und die "Wagen" dann mit den "Rädern" nach oben in die
"Ausleger" geklebt.
(Foto anklicken) Mit streckgerichtetem 0,5-mm-Kupferdraht
werden die "Radsätze" (sie sehen tatsächlich fast wie Radsätze von der Eisenbahn
aus) nun in den Rahmen gelagert. Die überstehenden Drahtenden werden mit
Sekundenkleber befestigt und danach mit etwa 0,5 mm Überstand mit einem
Seitenschneider abgekürzt und die "Wagen" dann mit den "Rädern" nach oben in die
"Ausleger" geklebt.
 Wenigstens 48 Buchsen werden aus
4-mm-Rundmessing gedreht. Sie sind 6 mm lang, der Absatz Durchmesser 2 und 5 mm
lang, die Durchgangsbohrung 1,3 (entsprechend der "Suchspitzen" an den Beinen).
Von beiden Seiten je 2 mm tief auf 1,5 mm aufgebohrt und an der Unterseite eine
kräftige 90° Senkung.
Wenigstens 48 Buchsen werden aus
4-mm-Rundmessing gedreht. Sie sind 6 mm lang, der Absatz Durchmesser 2 und 5 mm
lang, die Durchgangsbohrung 1,3 (entsprechend der "Suchspitzen" an den Beinen).
Von beiden Seiten je 2 mm tief auf 1,5 mm aufgebohrt und an der Unterseite eine
kräftige 90° Senkung.
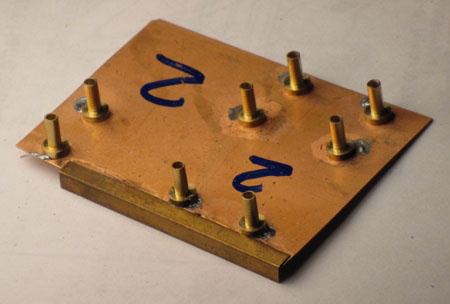
 Diese "Bohrbuchsen" werden auf die
Suchspitzen an den Beinen gesteckt, darauf eine zurechtgeschnittene Scheibe
kupferkaschiertes Leiterplattenmaterial (bei mir 0,3 mm dick, die Stärke ist
unwichtig) gelegt...
Diese "Bohrbuchsen" werden auf die
Suchspitzen an den Beinen gesteckt, darauf eine zurechtgeschnittene Scheibe
kupferkaschiertes Leiterplattenmaterial (bei mir 0,3 mm dick, die Stärke ist
unwichtig) gelegt...
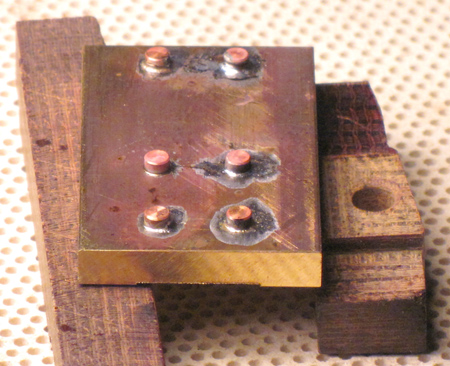
 ...umgekehrt...
...umgekehrt...
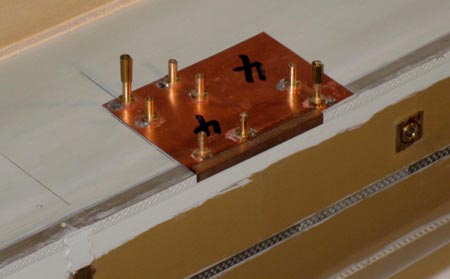
 ...und so werden die Buchsen an die
Scheibe gelötet (Die Buchsen müssen länger sein als die Suchspitzen! Die
90°-Senkung ist dazu da, damit keinesfalls die Suchspitzen mit angelötet
werden!) und mit einem 1,3-mm-Bohrer werden alle acht Löcher durch die Scheibe
gebohrt. Auf diese Weise habe ich für jedes WABO-Lager eine eigene (beschriften
und Markierungen an unsichtbarer Stelle an den Lagern!) Bohrschablone, denn die
Abstände der Suchspitzen hatten bei den sechs Lagern bei aller Sorgfalt zu
unterschiedliche Maße, als daß ich eine Bohrschablone für alle sechs hätte
verwenden können.
...und so werden die Buchsen an die
Scheibe gelötet (Die Buchsen müssen länger sein als die Suchspitzen! Die
90°-Senkung ist dazu da, damit keinesfalls die Suchspitzen mit angelötet
werden!) und mit einem 1,3-mm-Bohrer werden alle acht Löcher durch die Scheibe
gebohrt. Auf diese Weise habe ich für jedes WABO-Lager eine eigene (beschriften
und Markierungen an unsichtbarer Stelle an den Lagern!) Bohrschablone, denn die
Abstände der Suchspitzen hatten bei den sechs Lagern bei aller Sorgfalt zu
unterschiedliche Maße, als daß ich eine Bohrschablone für alle sechs hätte
verwenden können.
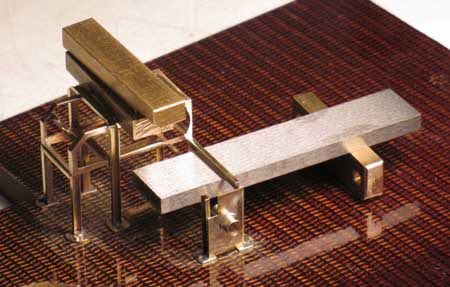
 Eine 2 mm breite Messingleiste (rechts-oben) wurde an
die äußeren Buchsen (an den Durchmesser 4) angelegt und ein Anriß auf das
Leiterplattenmaterial geritzt. Das ist die Linie Seite Deck. Am Anriß wurde mit
einer Papierschere abgeschnitten...
Eine 2 mm breite Messingleiste (rechts-oben) wurde an
die äußeren Buchsen (an den Durchmesser 4) angelegt und ein Anriß auf das
Leiterplattenmaterial geritzt. Das ist die Linie Seite Deck. Am Anriß wurde mit
einer Papierschere abgeschnitten...
 ...und ein Blechwinkel 3 x 3 mm so angeklebt, daß
er um die Deckskante herum nach unten ragt. Mit diesem Winkel wird die
Bohrschablone später gegen die Bordwand geschoben und so können die acht Löcher
für das WABO-Lager (hier Nr.2) abgebohrt werden.
...und ein Blechwinkel 3 x 3 mm so angeklebt, daß
er um die Deckskante herum nach unten ragt. Mit diesem Winkel wird die
Bohrschablone später gegen die Bordwand geschoben und so können die acht Löcher
für das WABO-Lager (hier Nr.2) abgebohrt werden.
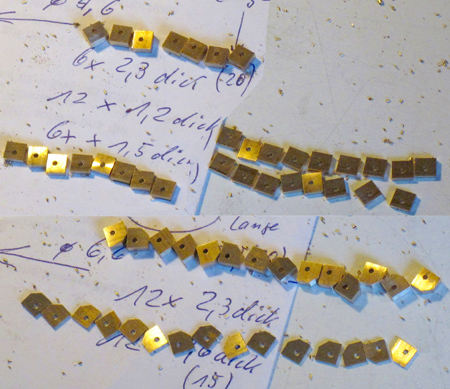 Für den Ausgleich der Decksschräge
(Balkenbucht), damit jedes WABO-Lager waagerecht (auf ebenem Kiel) steht, stehen
die Füße nicht direkt auf dem Deck, sondern auf verschieden starken
Fundamentsplatten. Diese habe ich nun in zwei Formen gefräst.
Für den Ausgleich der Decksschräge
(Balkenbucht), damit jedes WABO-Lager waagerecht (auf ebenem Kiel) steht, stehen
die Füße nicht direkt auf dem Deck, sondern auf verschieden starken
Fundamentsplatten. Diese habe ich nun in zwei Formen gefräst.
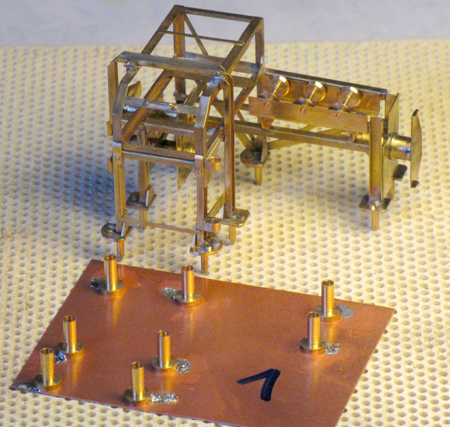
 Hier liegen sie (noch parallel abgesägt)
für eine bessere Übersicht auf dem Tisch neben den WABO-Lagern.
Hier liegen sie (noch parallel abgesägt)
für eine bessere Übersicht auf dem Tisch neben den WABO-Lagern.
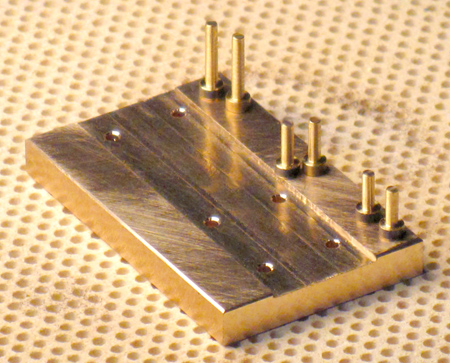 Die unteren Flächen dieser kleinen
Platten müssen der Decksschräge entsprechend befeilt werden. In eine
Messingplatte habe ich als Verdrehungsschutz eine 0,5 mm tiefe Nut gefräst, per
Koordinatenbohren sechs Löcher Durchmesser 1,3 mm gebohrt und dazu sechs
passende Stifte aus 2,5-mm-Rundmessing gedreht.
Die unteren Flächen dieser kleinen
Platten müssen der Decksschräge entsprechend befeilt werden. In eine
Messingplatte habe ich als Verdrehungsschutz eine 0,5 mm tiefe Nut gefräst, per
Koordinatenbohren sechs Löcher Durchmesser 1,3 mm gebohrt und dazu sechs
passende Stifte aus 2,5-mm-Rundmessing gedreht.
 Von der Unterseite wurden diese Stift
eingelötet.
Von der Unterseite wurden diese Stift
eingelötet.
 So konnten die Fundamentsplatten
eingesteckt werden. Im Bild erkennt man den Verdrehungsschutz der flachen
Nutkanten.
So konnten die Fundamentsplatten
eingesteckt werden. Im Bild erkennt man den Verdrehungsschutz der flachen
Nutkanten.
 Das Feilen der Schrägen hat begonnen.
Das Feilen der Schrägen hat begonnen.
 Das Feilen ist beendet, man erkennt die
Decksschräge. Die dickeren Platten links liegen später an der Außenkante des
Decks.
Das Feilen ist beendet, man erkennt die
Decksschräge. Die dickeren Platten links liegen später an der Außenkante des
Decks.
 Für die beiden anderen Platten gibt es
eine weitere "Feilplatte"; auch hier einen Verdrehungsschutz.
Für die beiden anderen Platten gibt es
eine weitere "Feilplatte"; auch hier einen Verdrehungsschutz.
 Recht unscharf das Foto. Es zeigt, daß
die Platten an der Unterseite noch je eine Freisenkung erhielten. Als
Verdrehungsschutz für diesen Arbeitsgang wurden sie wieder in die Feilplatte
gelegt. Der Fingerfräser muß ein Tauchfräser sein.
Recht unscharf das Foto. Es zeigt, daß
die Platten an der Unterseite noch je eine Freisenkung erhielten. Als
Verdrehungsschutz für diesen Arbeitsgang wurden sie wieder in die Feilplatte
gelegt. Der Fingerfräser muß ein Tauchfräser sein.
 Die Senkungen sind dazu da, daß später
beim Ankleben auf dem Deck der Sekundenkleber tatsächlich nur die Platte anklebt
und nicht gleichzeitig noch den Suchstift, mit dem die Platte "zentriert" wird.
Die Senkungen sind dazu da, daß später
beim Ankleben auf dem Deck der Sekundenkleber tatsächlich nur die Platte anklebt
und nicht gleichzeitig noch den Suchstift, mit dem die Platte "zentriert" wird.
 Eine Bohrschablone ist mit dem
übergreifenden Blechwinkel an die Seite-Deck angelegt und so können die acht
Löcher für das WABO-Lager mit der Nr. 4 auf das Deck abgebohrt werden.
Eine Bohrschablone ist mit dem
übergreifenden Blechwinkel an die Seite-Deck angelegt und so können die acht
Löcher für das WABO-Lager mit der Nr. 4 auf das Deck abgebohrt werden.
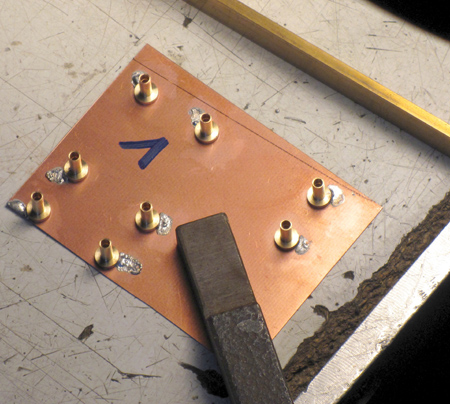
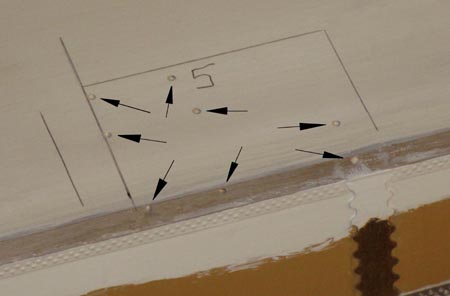 Die Pfeile zeigen die acht
1,3-mm-Bohrungen im Deck (3-mm-Sperrholz, gespachtelt und geschliffen). Ich habe
sie später noch auf 1,5 mm aufgebohrt, damit alles nicht "zu eng zugeht". Die
oberste Kante der Bordwand hat übrigens eine doppelte Nietenreihe.
Die Pfeile zeigen die acht
1,3-mm-Bohrungen im Deck (3-mm-Sperrholz, gespachtelt und geschliffen). Ich habe
sie später noch auf 1,5 mm aufgebohrt, damit alles nicht "zu eng zugeht". Die
oberste Kante der Bordwand hat übrigens eine doppelte Nietenreihe.
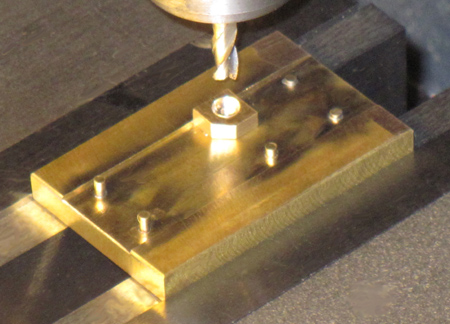
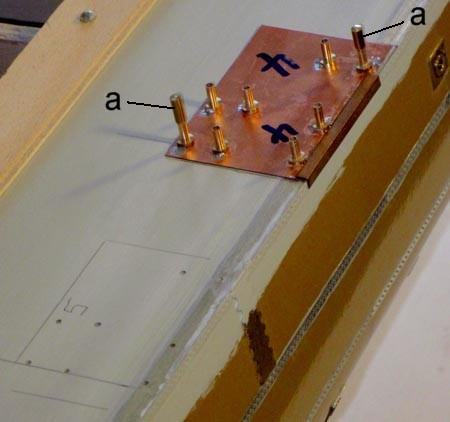 Damit die Bohrschablone beim Bohren der
anderen Löcher nicht verrutschen kann, habe ich in die beiden ersten zwei
schnell gedrehte 1,3-mm-Stifte (a) gesteckt.
Damit die Bohrschablone beim Bohren der
anderen Löcher nicht verrutschen kann, habe ich in die beiden ersten zwei
schnell gedrehte 1,3-mm-Stifte (a) gesteckt.
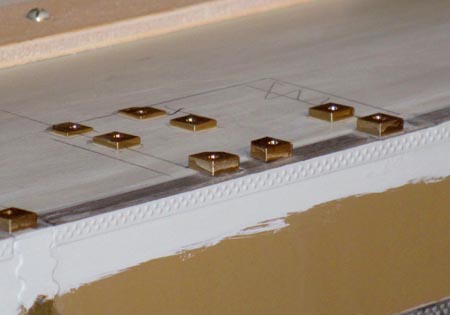 Das entsprechende WABO-Lager wurde mit
den Suchspitzen in die Decks-Bohrungen gesteckt, die kleinen Fundamentsplatten
dazwischengelegt, diese wurden ausgerichtet und so vorerst nur mit einem
winzigen Tropfen Sekundenkleber "geheftet", und zwar so wenig, daß sie beim
Herausziehen des WABO-Lagers nicht mehr verrutschen können. Erst danach wurde
rundum, wie im Foto zu sehen, Kleber an alle Kanten gegeben. Die
Fundamentsplatten erhalten später mit dem Deck ihre gleiche dunkelgraue Farbe.
Das entsprechende WABO-Lager wurde mit
den Suchspitzen in die Decks-Bohrungen gesteckt, die kleinen Fundamentsplatten
dazwischengelegt, diese wurden ausgerichtet und so vorerst nur mit einem
winzigen Tropfen Sekundenkleber "geheftet", und zwar so wenig, daß sie beim
Herausziehen des WABO-Lagers nicht mehr verrutschen können. Erst danach wurde
rundum, wie im Foto zu sehen, Kleber an alle Kanten gegeben. Die
Fundamentsplatten erhalten später mit dem Deck ihre gleiche dunkelgraue Farbe.
 Hier ist das WABO-Lager an der
Steuerbordseite noch einmal aufgesteckt. Die Bohrschablonen hebe ich übrigens
für die Farbgebung der WABO-Lager auf. Sie sind eine ideale Halterung dafür und
außerdem verhindern sie, daß beim Spritzen Farbe an die Suchspitzen kommt. Sie
sollen nämlich ohne Farbe bleiben.
Hier ist das WABO-Lager an der
Steuerbordseite noch einmal aufgesteckt. Die Bohrschablonen hebe ich übrigens
für die Farbgebung der WABO-Lager auf. Sie sind eine ideale Halterung dafür und
außerdem verhindern sie, daß beim Spritzen Farbe an die Suchspitzen kommt. Sie
sollen nämlich ohne Farbe bleiben.
Wieder sind mit den sechs
WABO-Lagern wichtige, aufwendige Bauteile für das Zerstörer-Modell
fertiggeworden. Es waren immerhin fast zwei Monate Arbeit!
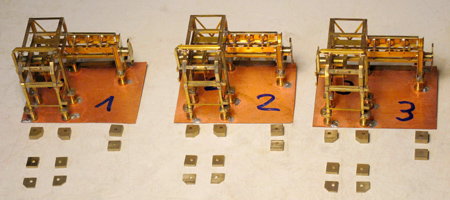
 (Foto anklicken)
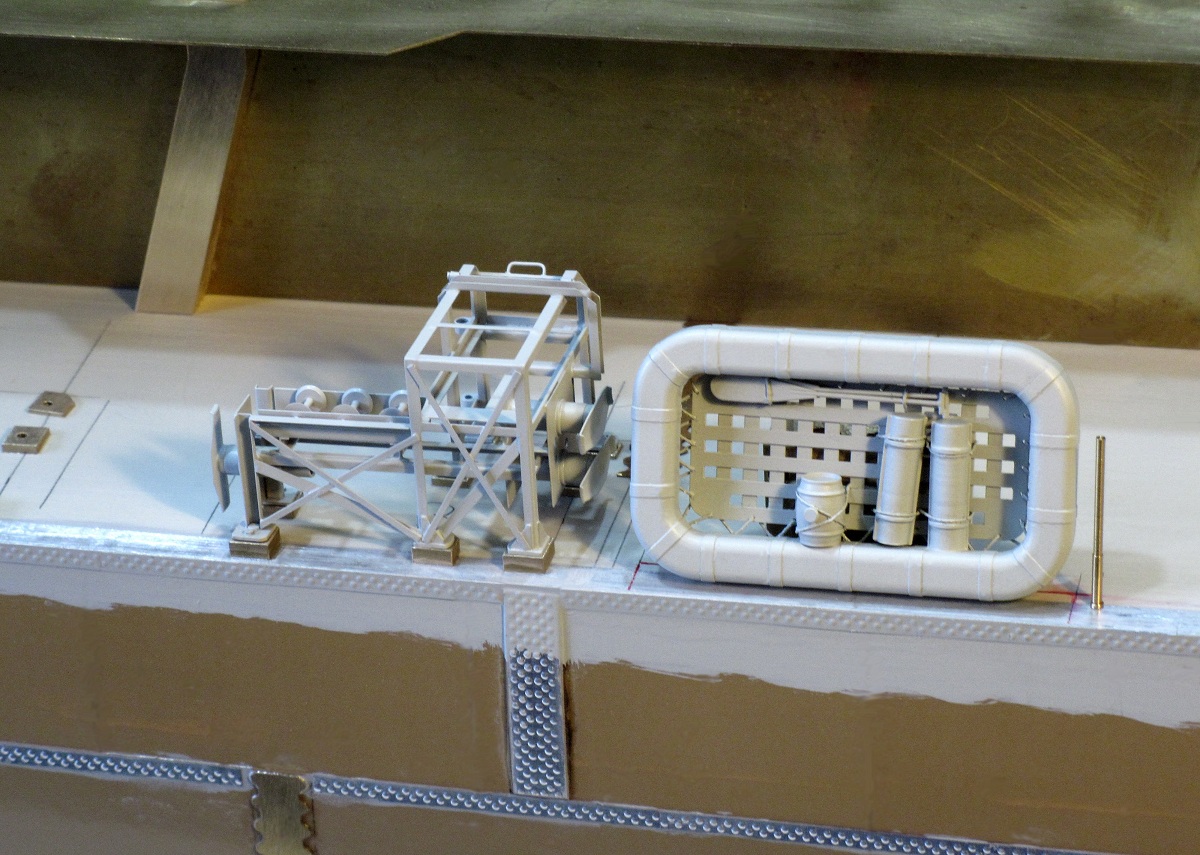
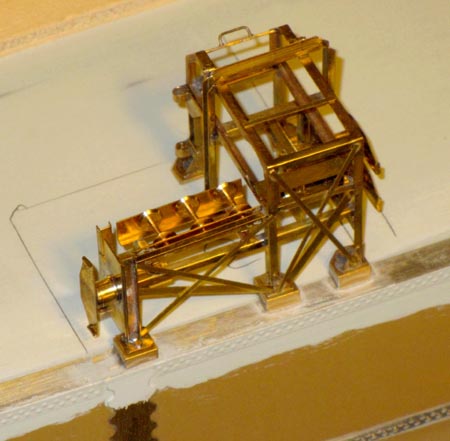
Zusammen mit zahlreichen anderen Details habe ich nun auch die sechs
WABO-Lager gespritzt. Die Nummer 6 steht hier auf ihren noch ungespritzten
Decks-Fundamenten. Rechts daneben habe ich nur zum Vergleich eines der ebenfalls
fertigen Rettungsflöße gestellt. Später steht dieses jedoch in einer
Schräghalterung. Alle Innen- und Außenrundungen wurden mit einem selbstgemachten
(Silberstahl) Formfräser auf dem Rundtisch gefräst...
(Foto anklicken)
Zusammen mit zahlreichen anderen Details habe ich nun auch die sechs
WABO-Lager gespritzt. Die Nummer 6 steht hier auf ihren noch ungespritzten
Decks-Fundamenten. Rechts daneben habe ich nur zum Vergleich eines der ebenfalls
fertigen Rettungsflöße gestellt. Später steht dieses jedoch in einer
Schräghalterung. Alle Innen- und Außenrundungen wurden mit einem selbstgemachten
(Silberstahl) Formfräser auf dem Rundtisch gefräst...
 (Foto anklicken) Hier
ein WABO-Lager mit drei eingelegten WABO´s Mk9 mod4.
(Foto anklicken) Hier
ein WABO-Lager mit drei eingelegten WABO´s Mk9 mod4.

zurück/back |
home