Zwei
Flaggenstelle
two flag bags
An der Achterkante des
Brückendecks und unmittelbar unter der Signalrah am Mast sind bei den
Kampfschiffen in der Regel zwei große Blechkästen angebracht. Hier werden
die Signalflaggen zum Trocknen griffbereit eingehängt. Diese sog. Flaggenstelle
für den Zerstörter will ich als nächstes bauen. Verfolgen Sie bitte wieder den
Bauablauf:
 Paketfertigung für die Seitenteile und die
Mitteltrennwände. Zwei 5-mm-Novotex-Platten, dazwischen vier 0,4- und zwei
0,2-mm-Ms-Bleche gleicher Größe. Auf der obersten Platte werden die nötigen
Umrißlinien und Bohrungsmittelpunkte angerissen. Die C-Klammern werden so
postiert, daß zwischen ihnen noch gebohrt werden kann.
Paketfertigung für die Seitenteile und die
Mitteltrennwände. Zwei 5-mm-Novotex-Platten, dazwischen vier 0,4- und zwei
0,2-mm-Ms-Bleche gleicher Größe. Auf der obersten Platte werden die nötigen
Umrißlinien und Bohrungsmittelpunkte angerissen. Die C-Klammern werden so
postiert, daß zwischen ihnen noch gebohrt werden kann.
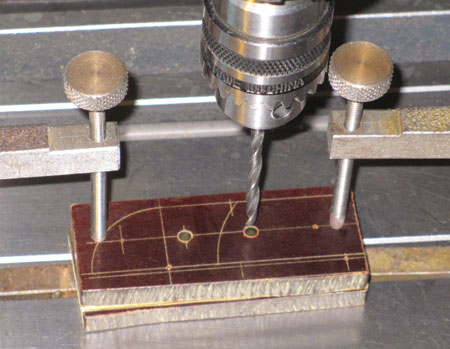 Hier geschieht das, Durchmesser 3 mm für
M3-Senkkopfschrauben, zuerst die beiden mittleren Schrauben.
Hier geschieht das, Durchmesser 3 mm für
M3-Senkkopfschrauben, zuerst die beiden mittleren Schrauben.
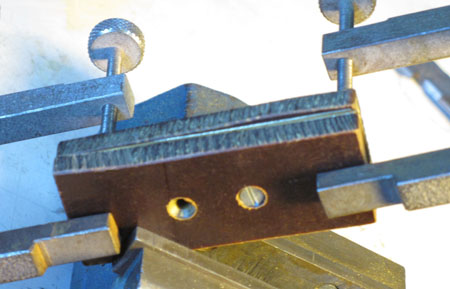 Von unten wird 90° so tief gesenkt, daß die
Schraubenköpfe ganz "unter der Fläche" liegen.
Von unten wird 90° so tief gesenkt, daß die
Schraubenköpfe ganz "unter der Fläche" liegen.
 Im Schraubstock wird das "Paket" sehr fest
zusammengedrückt und zwei weitere M3-Schrauben werden ebenso eingefügt.
Im Schraubstock wird das "Paket" sehr fest
zusammengedrückt und zwei weitere M3-Schrauben werden ebenso eingefügt.
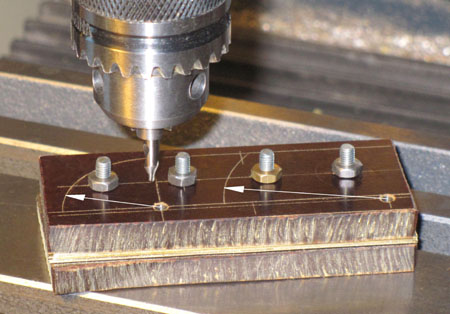 Jetzt werden beide Rundungsmitten mit einem
1-mm-Zentrierbohrer gebohrt.
Jetzt werden beide Rundungsmitten mit einem
1-mm-Zentrierbohrer gebohrt.
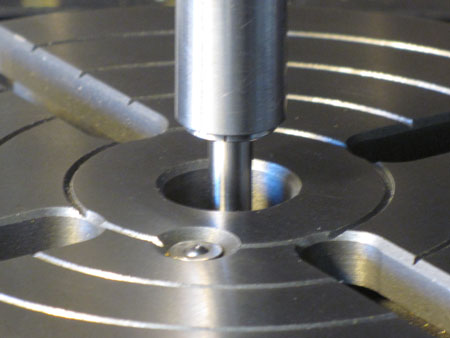
 Der Rundtisch kommt auf den Frästisch. Er ist noch nicht geklemmt, also noch
verschiebbar. Die Zentrierspitze im Zangenfutter wird bis zum "Aufsitzen" in die
Mittenbohrung gesenkt. Dabei schiebt sich der Rundtisch von selbst exakt mittig
unter die Frässpindel. Beide Support-Skalen (vom X- und vom Y-Support) sind in
einer zu merkenden (!) Anfahrrichtung "genullt" und die Klemmungen sehr fest
angezogen.
Der Rundtisch kommt auf den Frästisch. Er ist noch nicht geklemmt, also noch
verschiebbar. Die Zentrierspitze im Zangenfutter wird bis zum "Aufsitzen" in die
Mittenbohrung gesenkt. Dabei schiebt sich der Rundtisch von selbst exakt mittig
unter die Frässpindel. Beide Support-Skalen (vom X- und vom Y-Support) sind in
einer zu merkenden (!) Anfahrrichtung "genullt" und die Klemmungen sehr fest
angezogen.
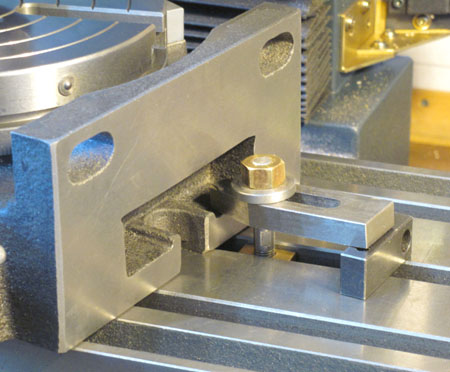 In diesem Zustand können nun die Spanneisen
festgezogen werden. (Der Rundtisch steht hier etwas schräg. Es gibt keinen
Grund, daß ein Rundtisch jemals gerade auf dem Frästisch stehen muß!)
In diesem Zustand können nun die Spanneisen
festgezogen werden. (Der Rundtisch steht hier etwas schräg. Es gibt keinen
Grund, daß ein Rundtisch jemals gerade auf dem Frästisch stehen muß!)
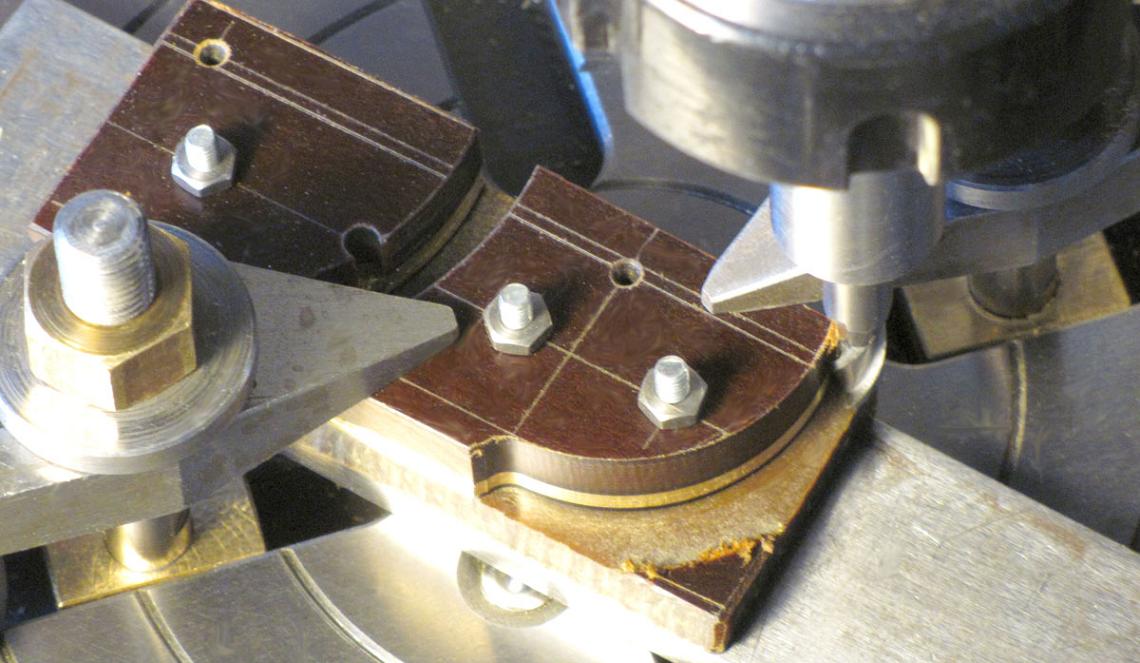
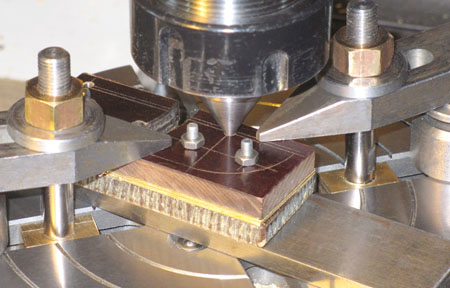
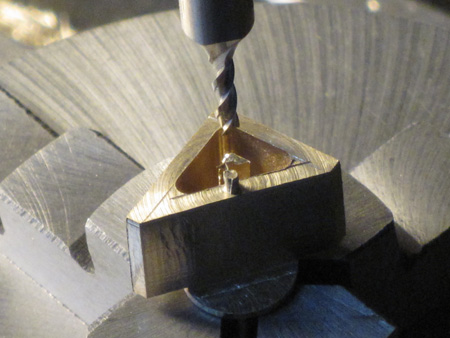
 So vorbereitet wird das Paket auf eine
Beilage gelegt. Die Zentrierspitze wird in die erste Zentrierbohrung gedrückt
und die Bohrpinole so geklemmt. Dabei richtet sich das Paket mit dieser
Zentrierbohrung genau in die Mitte der Rundtischs. Zwei spitze Spanneisen halten
das Paket auf die Beilage gut fest. Eine der drei M3-Schrauben wurde zuvor entfernt, weil
hier die Bogennut durchgeht.
So vorbereitet wird das Paket auf eine
Beilage gelegt. Die Zentrierspitze wird in die erste Zentrierbohrung gedrückt
und die Bohrpinole so geklemmt. Dabei richtet sich das Paket mit dieser
Zentrierbohrung genau in die Mitte der Rundtischs. Zwei spitze Spanneisen halten
das Paket auf die Beilage gut fest. Eine der drei M3-Schrauben wurde zuvor entfernt, weil
hier die Bogennut durchgeht.
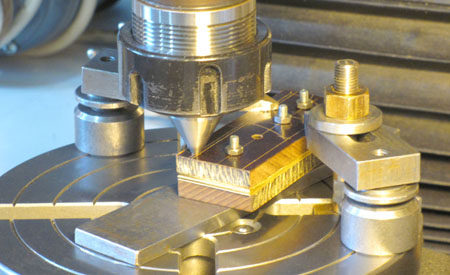
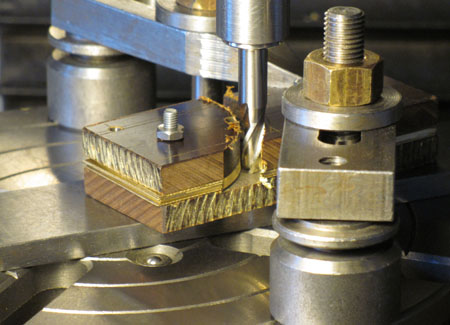
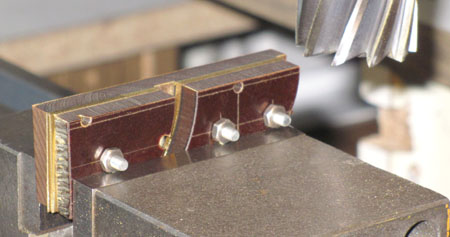
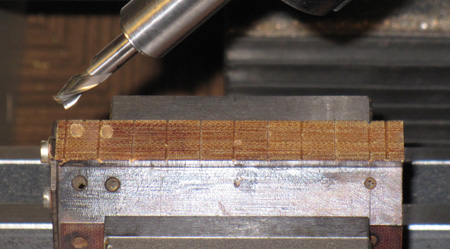
 Mit etwa 1 mm Aufmaß wird die erste Bogennut gefräst. Hier hat der 5-mm-Fingerfräser eben das erste Blech angefräst...
Mit etwa 1 mm Aufmaß wird die erste Bogennut gefräst. Hier hat der 5-mm-Fingerfräser eben das erste Blech angefräst...
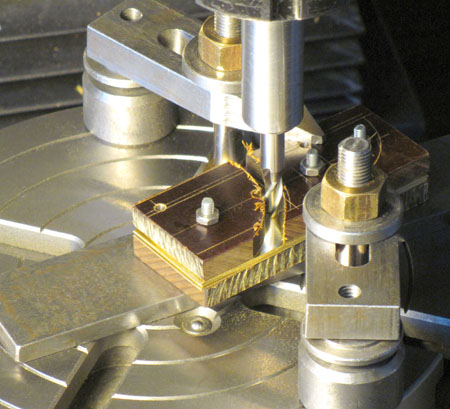
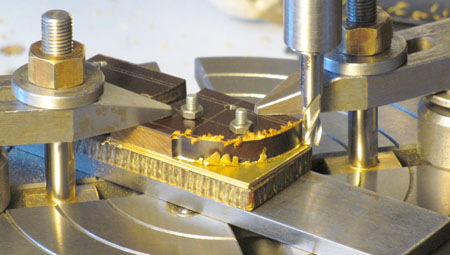
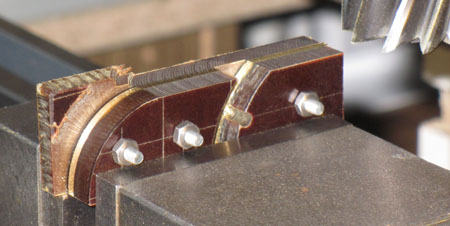
 ...und hier ist er durch die Ms-Bleche durch
und bis etwa 0,3 mm in die unterste Novotex-Platte gefahren. Er wird dann
seitlich verstellt (X-Support) und so kann bis bis zum Anriß gefräst werden.
...und hier ist er durch die Ms-Bleche durch
und bis etwa 0,3 mm in die unterste Novotex-Platte gefahren. Er wird dann
seitlich verstellt (X-Support) und so kann bis bis zum Anriß gefräst werden.
 Danach wird die Tischmitte mit X wieder bis "0"
angefahren (gemerkte Anfahrrichtung!).
Danach wird die Tischmitte mit X wieder bis "0"
angefahren (gemerkte Anfahrrichtung!).
 So kann die zweite Mitte wieder mit der
Zentrierspitze eingerichtet werden. Der Vorgang ist der gleiche: zuerst schiebt
sich das Paket mit der Zentrierung exakt unter die Frässpindelachse, dann erst
werden beide Spanneisen festgezogen.
So kann die zweite Mitte wieder mit der
Zentrierspitze eingerichtet werden. Der Vorgang ist der gleiche: zuerst schiebt
sich das Paket mit der Zentrierung exakt unter die Frässpindelachse, dann erst
werden beide Spanneisen festgezogen.
 Hier fräst der Fingerfräser eben die Bleche
mit an.
Hier fräst der Fingerfräser eben die Bleche
mit an.
 (Foto anklicken) Hier steht er bis zum Anriß und fräst
wieder in die untere Platte.
(Foto anklicken) Hier steht er bis zum Anriß und fräst
wieder in die untere Platte.
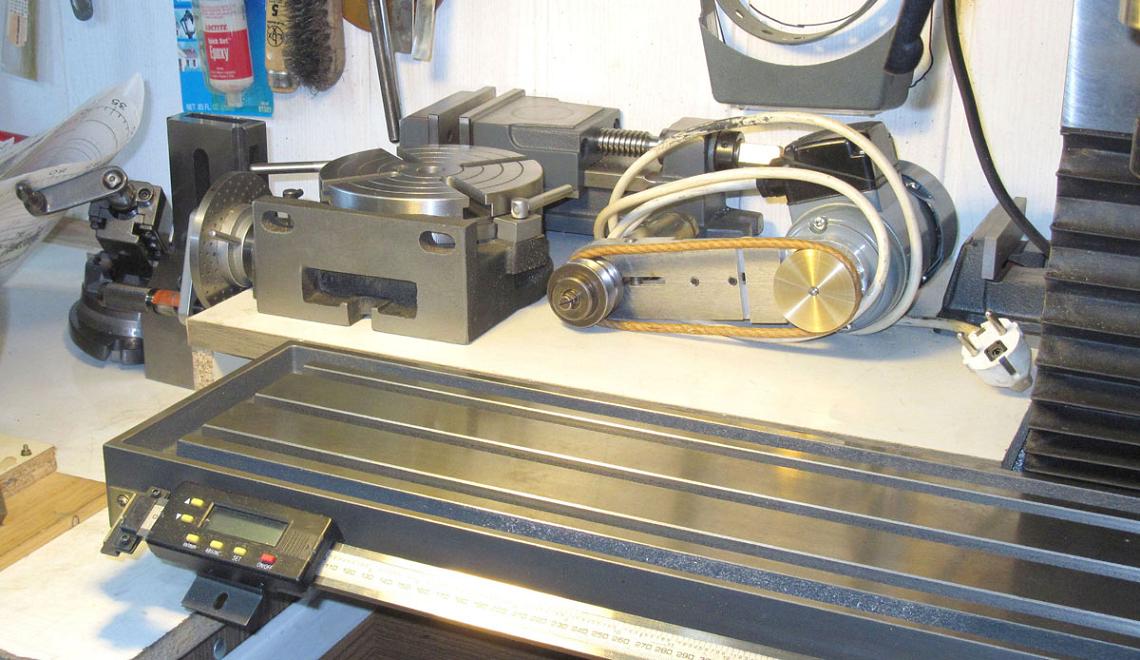
 (Foto anklicken) Der Rundtisch wird nicht mehr benötigt.
Der Frästisch ist bis hinten zur Ablage (in gleicher Höhe!) gefahren und er
wurde auf diese geschoben.
(Foto anklicken) Der Rundtisch wird nicht mehr benötigt.
Der Frästisch ist bis hinten zur Ablage (in gleicher Höhe!) gefahren und er
wurde auf diese geschoben.
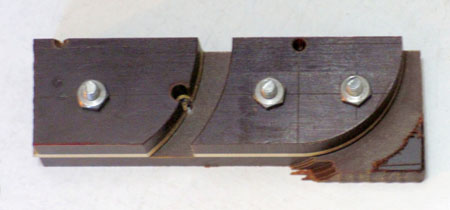
 Fräsen einer Längsseite.
Fräsen einer Längsseite.
 Nach Umschlag fräsen der zweiten Seite auf
Maß (bis an die Rundung heran).
Nach Umschlag fräsen der zweiten Seite auf
Maß (bis an die Rundung heran).
 Das Paket ist fast fertig...
Das Paket ist fast fertig...
 Noch einmal im Schraubstock wird eine 2,5 mm
breite Kante angefräst.
Noch einmal im Schraubstock wird eine 2,5 mm
breite Kante angefräst.
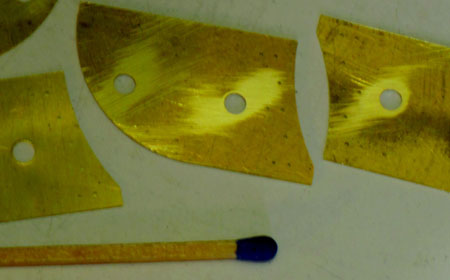
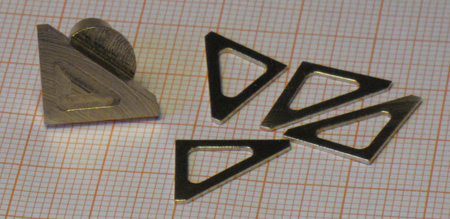
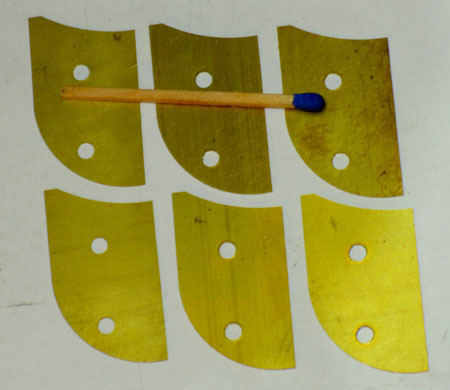 Nach dem "Auspacken" erkennt man die
Gleichförmigkeit der Teile. Wenn sich die "Modellbauer", welche die Urmodelle
für die Plastik-Kits herstellen, Revell und wie die Murkser sonst noch heißen, nur halb
so viel Mühe geben würden, könnten deren "Produkte" wesentlich besser aussehen.
Nach dem "Auspacken" erkennt man die
Gleichförmigkeit der Teile. Wenn sich die "Modellbauer", welche die Urmodelle
für die Plastik-Kits herstellen, Revell und wie die Murkser sonst noch heißen, nur halb
so viel Mühe geben würden, könnten deren "Produkte" wesentlich besser aussehen.
 Ich hatte noch je acht kleine, 0,5-mm-Bohrungen
vergessen. Deshalb mußte ich das Paket noch einmal zusammensetzen und diese
Bohrungen noch per Koordinaten-Bohren einbringen.
Ich hatte noch je acht kleine, 0,5-mm-Bohrungen
vergessen. Deshalb mußte ich das Paket noch einmal zusammensetzen und diese
Bohrungen noch per Koordinaten-Bohren einbringen.
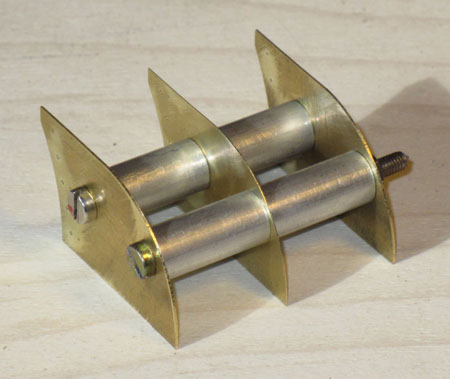 Für das Zusammenlöten der Flaggenstelle
werden drei dieser Bleche (in der Mitte das 0,2-mm-Blech) mit vier
Alu-Abstandsrollen (je 8 mm Durchmesser, 3-mm-Bohrung und exakt 18,00 mm lang!
Die Planflächen haben im Zentrum außer der Bohrung einen Freistich)
wie im Bild zusammengefügt. Beim Festziehen der beiden M3-Schrauben liegt das
Teil fest auf einer ebenen Unterlage.
Für das Zusammenlöten der Flaggenstelle
werden drei dieser Bleche (in der Mitte das 0,2-mm-Blech) mit vier
Alu-Abstandsrollen (je 8 mm Durchmesser, 3-mm-Bohrung und exakt 18,00 mm lang!
Die Planflächen haben im Zentrum außer der Bohrung einen Freistich)
wie im Bild zusammengefügt. Beim Festziehen der beiden M3-Schrauben liegt das
Teil fest auf einer ebenen Unterlage.
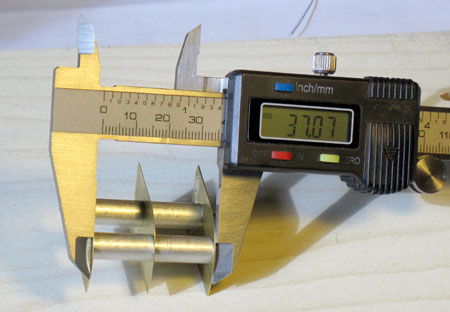 Die Außenbreite ist 37,07 mm.
Die Außenbreite ist 37,07 mm.
 Wieder eine Paketfertigung für das Fräsen
auf Breite und für das Bohren der Entlüftungslöcher. Zwei 0,2-mm-Ms-Bleche
stecken da drin. Die Breite wird zuerst auf 37,2 mm gefräst. Etwas breiter als
37,07 mm, weil ich die Breite nach dem Anlöten später noch bündig feilen will.
Wieder eine Paketfertigung für das Fräsen
auf Breite und für das Bohren der Entlüftungslöcher. Zwei 0,2-mm-Ms-Bleche
stecken da drin. Die Breite wird zuerst auf 37,2 mm gefräst. Etwas breiter als
37,07 mm, weil ich die Breite nach dem Anlöten später noch bündig feilen will.
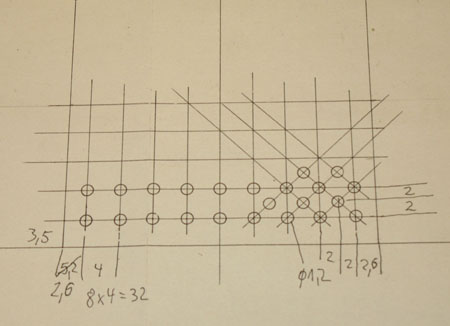 Hier meine zweifach größere Zeichnung für
das "Bohrbild".
Hier meine zweifach größere Zeichnung für
das "Bohrbild".
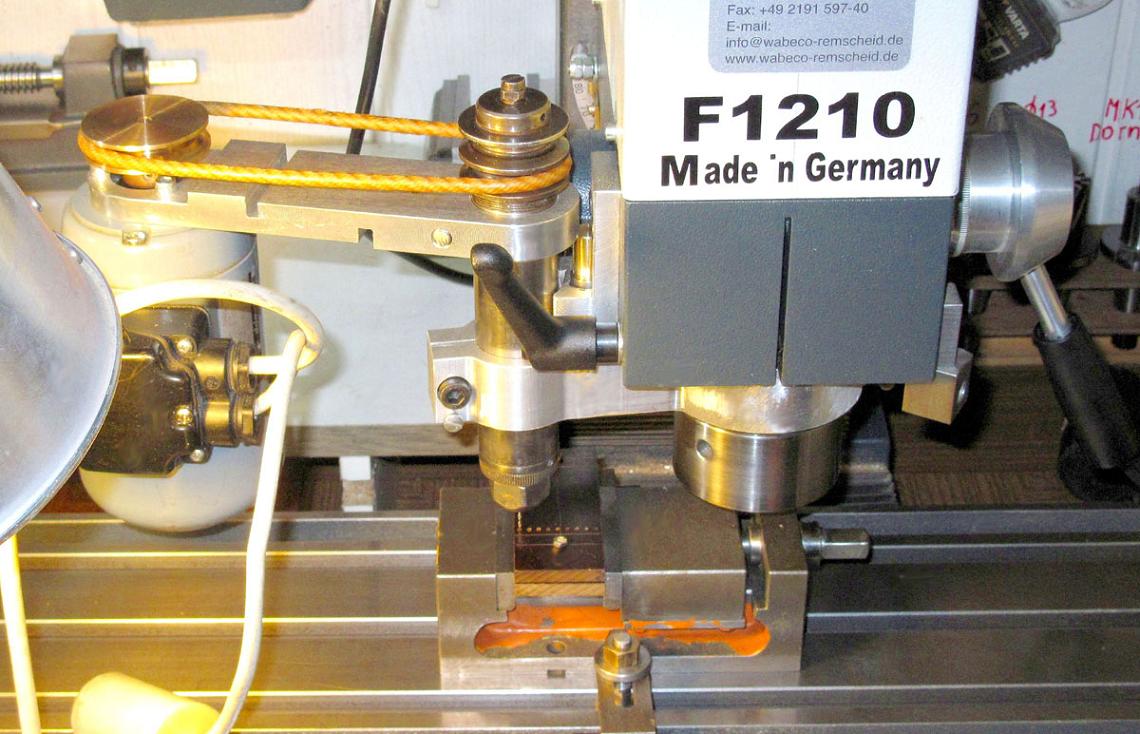
 (Foto anklicken) Die zahlreichen 1,2-mm-Löcher bohre ich
erstmals mit meiner neuen
Schnellfräs-Einrichtung.
(Foto anklicken) Die zahlreichen 1,2-mm-Löcher bohre ich
erstmals mit meiner neuen
Schnellfräs-Einrichtung.
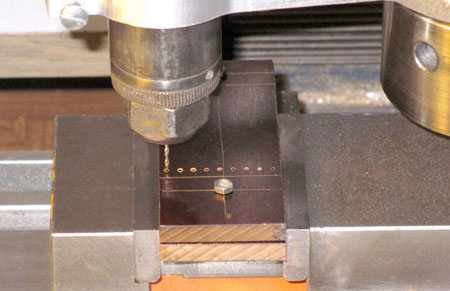 Die erste Reihe ist gebohrt.
Die erste Reihe ist gebohrt.
 Neun Reihen sind gebohrt.
Neun Reihen sind gebohrt.
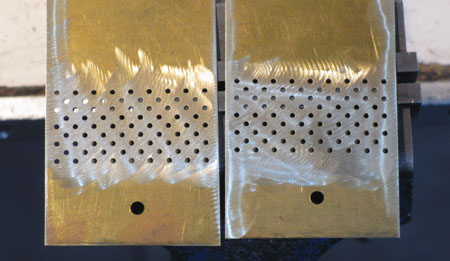 Der Grat an den Bohrungskanten wurde
weggeschliffen.
Der Grat an den Bohrungskanten wurde
weggeschliffen.
 Etwa so kommt das Blech
angelötet - wenn es dann gebogen ist.
Etwa so kommt das Blech
angelötet - wenn es dann gebogen ist.
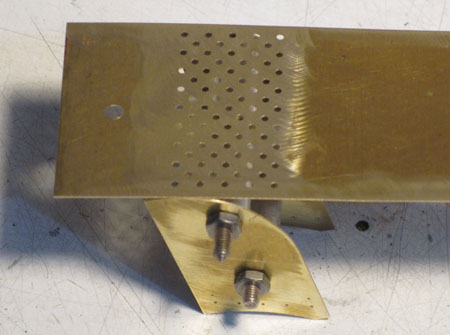
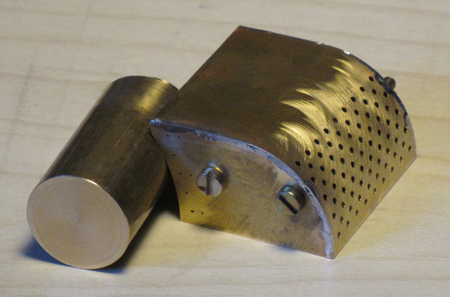 Gebogen wurde die Rundung über einen
20-mm-Rundungskörper (links) und hier schon angelötet.
Gebogen wurde die Rundung über einen
20-mm-Rundungskörper (links) und hier schon angelötet.
 Das Ganze sauber verputzt.
Das Ganze sauber verputzt.
 Auf Länge plangedrehte L-Winkel geben
zusätzliche Stabilität.
Auf Länge plangedrehte L-Winkel geben
zusätzliche Stabilität.
 (Foto
anklicken) Die 3-mm-Bohrungen in den Seitenwänden werden nun nicht mehr
benötigt. Von innen klebe ich kleine Platten (Reste von der
"Schlagzahn-Produktion") an (rechts) und von außen werden die Bohrungen
zugespachtelt (links).
(Foto
anklicken) Die 3-mm-Bohrungen in den Seitenwänden werden nun nicht mehr
benötigt. Von innen klebe ich kleine Platten (Reste von der
"Schlagzahn-Produktion") an (rechts) und von außen werden die Bohrungen
zugespachtelt (links).
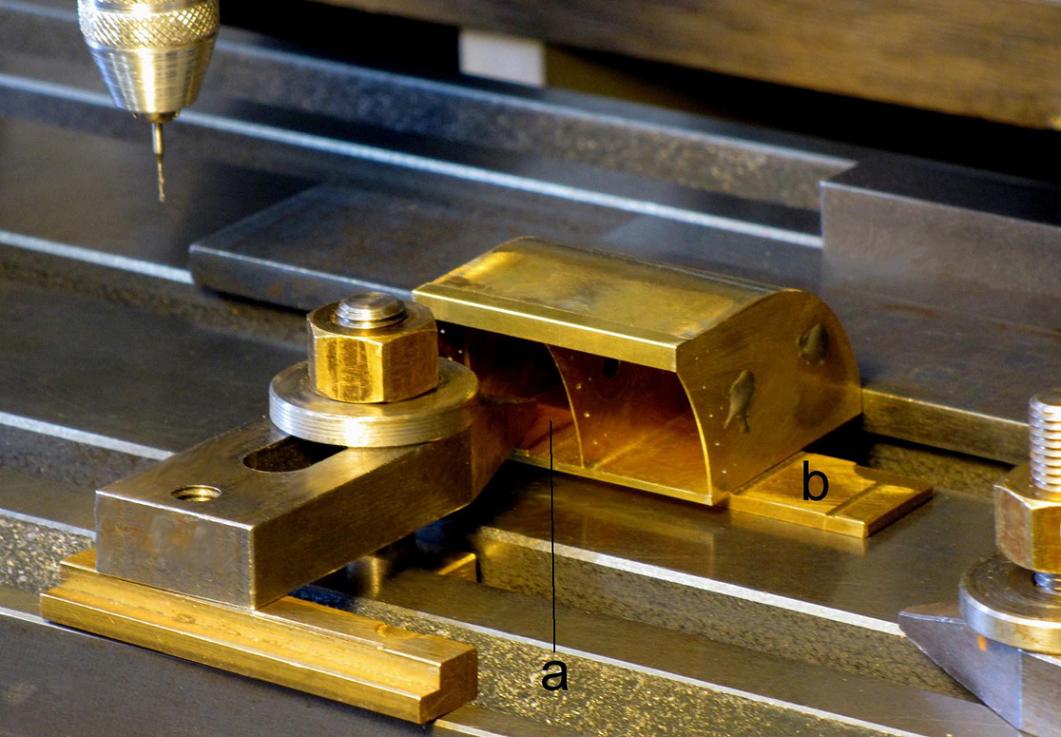
 (Foto
anklicken) Auch in die Rückwände der Kisten müssen noch je fünf
0,5-mm-Bohrungen in 8-mm-Abständen gebohrt werden. Koordinaten-Bohren auf der
Fräsmaschine. Das Aufspannen erscheint nur kompliziert. Damit ich die gelöteten
Kästen nicht zerstöre, müssen sie auf 2-mm-Ms-Profile (b) etwas hochgelagert
werden und innen müssen kleine Platten (a) eingelegt werden, damit das spitze
Spanneisen nicht auf den Rand, sondern nur auf das Blech drückt.
(Foto
anklicken) Auch in die Rückwände der Kisten müssen noch je fünf
0,5-mm-Bohrungen in 8-mm-Abständen gebohrt werden. Koordinaten-Bohren auf der
Fräsmaschine. Das Aufspannen erscheint nur kompliziert. Damit ich die gelöteten
Kästen nicht zerstöre, müssen sie auf 2-mm-Ms-Profile (b) etwas hochgelagert
werden und innen müssen kleine Platten (a) eingelegt werden, damit das spitze
Spanneisen nicht auf den Rand, sondern nur auf das Blech drückt.
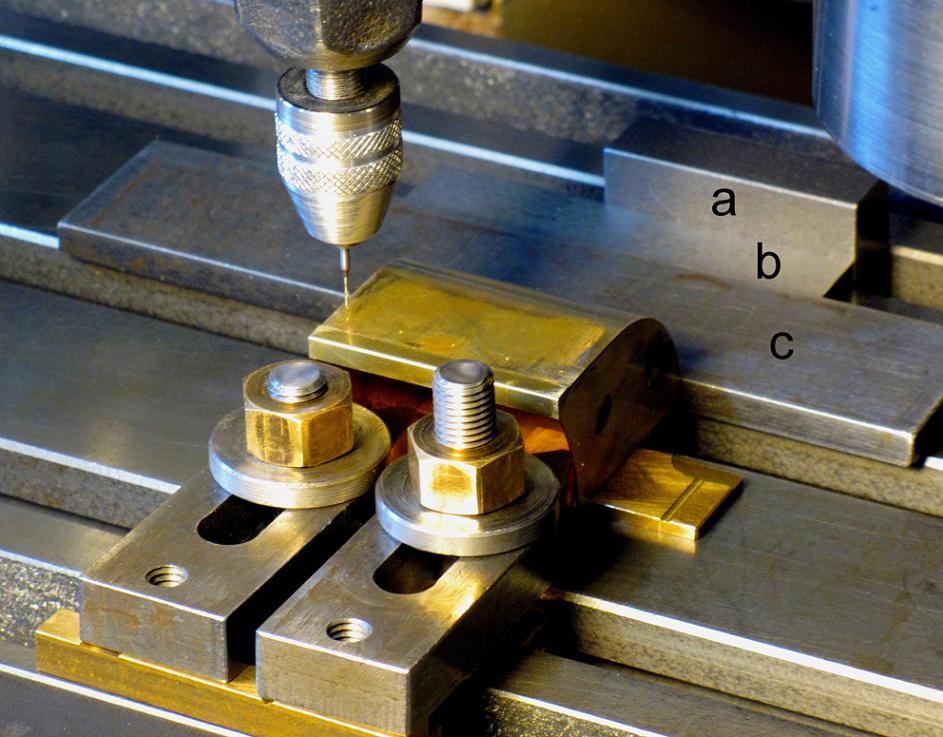
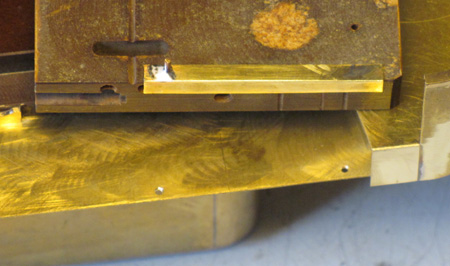
 (Foto anklicken) Das Ausrichten: In der Tischnut steckt
ein Nutenstein (a), daran ist eine schmälere (b) und dann noch eine breitere (c)
Beilage geschoben und daran der "Kasten" mit seiner Unterkante. Hier sind beide
Spanneisen festgeschraubt und die fünf 0,5-mm-Löcher bereits gebohrt, 6 mm vom
oberen Rand entfernt.
(Foto anklicken) Das Ausrichten: In der Tischnut steckt
ein Nutenstein (a), daran ist eine schmälere (b) und dann noch eine breitere (c)
Beilage geschoben und daran der "Kasten" mit seiner Unterkante. Hier sind beide
Spanneisen festgeschraubt und die fünf 0,5-mm-Löcher bereits gebohrt, 6 mm vom
oberen Rand entfernt.
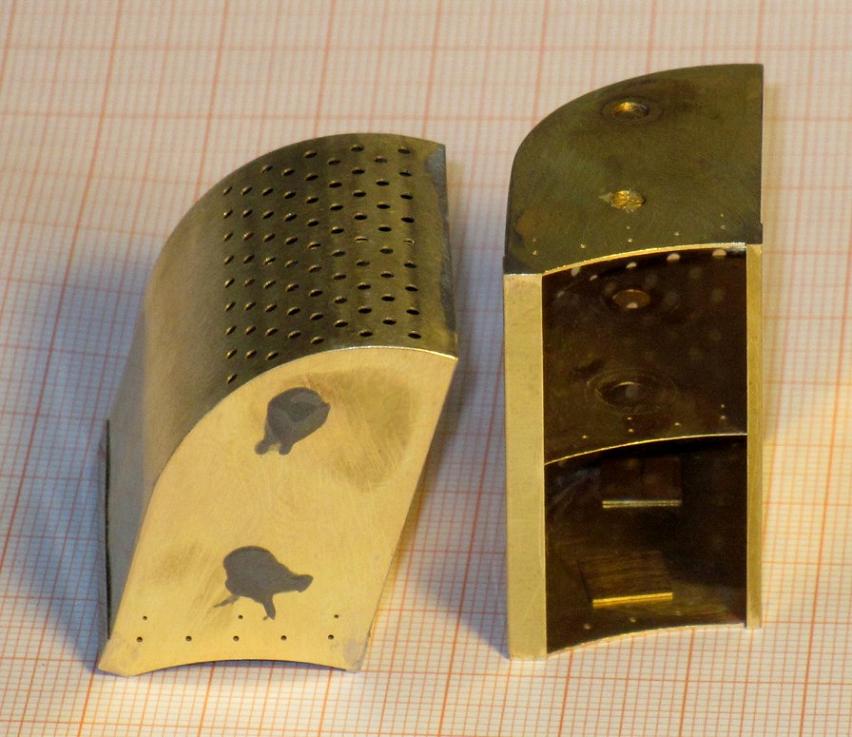
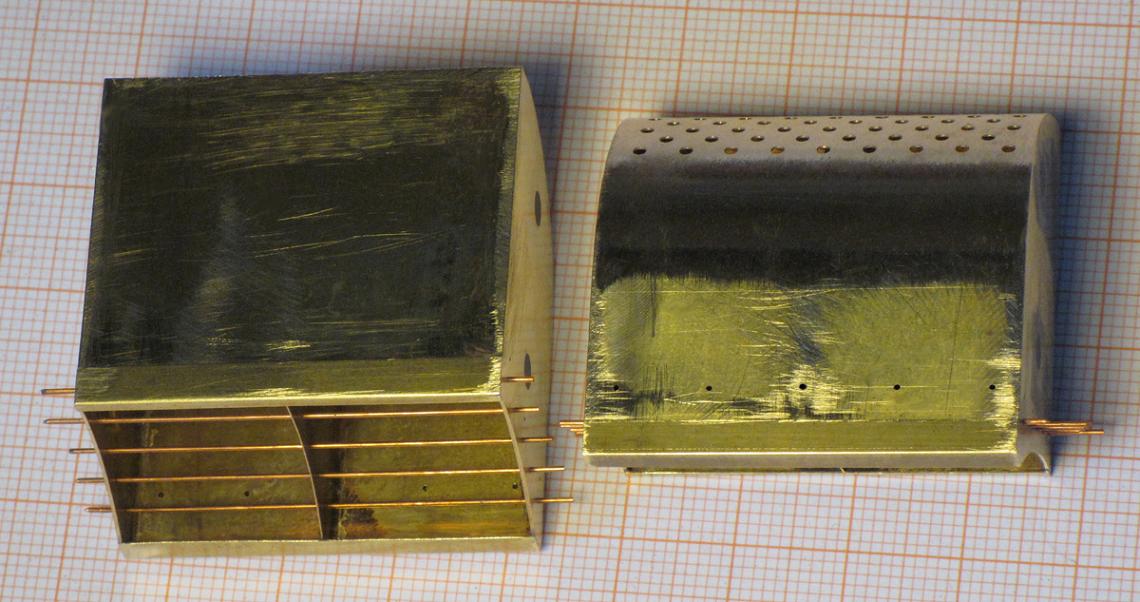
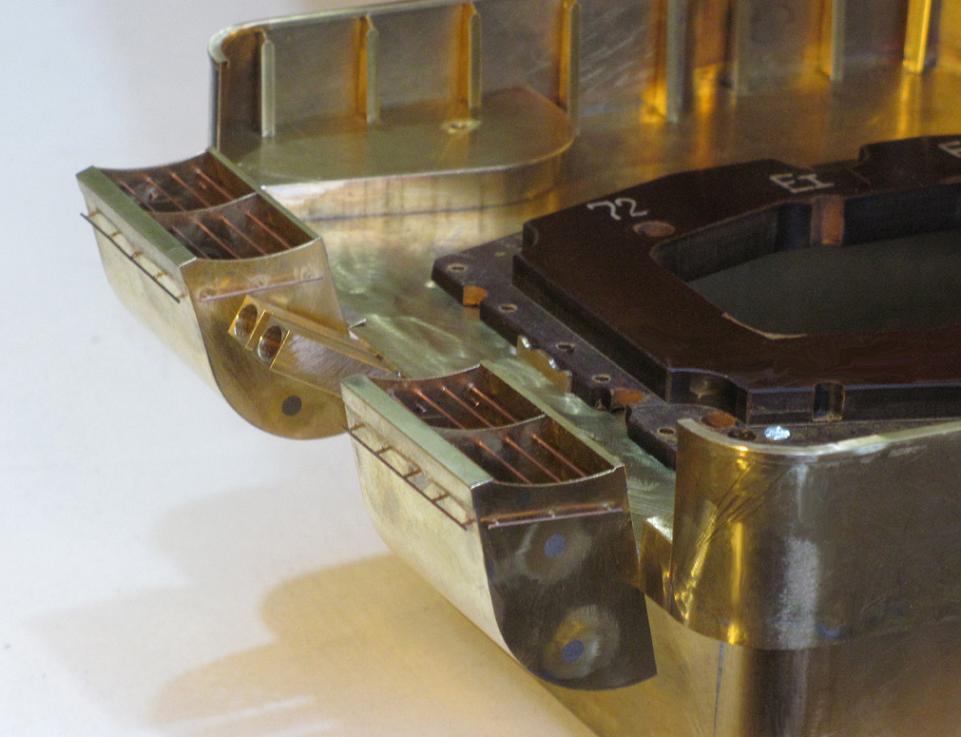
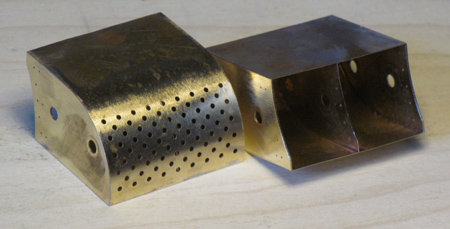
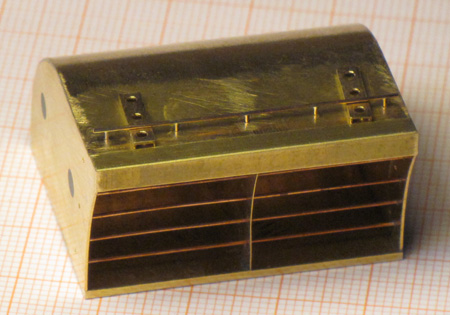
 (Foto anklicken) Rechts erkennt man diese Löcher gut und
links sieht man die je fünf 0,5-mm-Stäbe (Cu-Draht) mit Überlänge eingeschoben.
An diesen Stäben hängen die Signalflaggen zum Trocknen. Die überspachtelten
3-mm-Löcher sind schon überschliffen.
(Foto anklicken) Rechts erkennt man diese Löcher gut und
links sieht man die je fünf 0,5-mm-Stäbe (Cu-Draht) mit Überlänge eingeschoben.
An diesen Stäben hängen die Signalflaggen zum Trocknen. Die überspachtelten
3-mm-Löcher sind schon überschliffen.
 An die Kästen kommen jetzt "Jackstage",
an denen die Persenning-Abdeckungen später festgezurrt werden. Mit um 45°
schräggestelltem Fingerfräser wird eine Lötlehre gemacht. Die Abstände der
0,5-mm-Bohrungen betrugen in den Kästen 8 mm. In den gleichen Abständen werden
nun die V-Nuten gefräst, für 0,5-mm-Cu-Draht etwa 0,3 mm tief!
An die Kästen kommen jetzt "Jackstage",
an denen die Persenning-Abdeckungen später festgezurrt werden. Mit um 45°
schräggestelltem Fingerfräser wird eine Lötlehre gemacht. Die Abstände der
0,5-mm-Bohrungen betrugen in den Kästen 8 mm. In den gleichen Abständen werden
nun die V-Nuten gefräst, für 0,5-mm-Cu-Draht etwa 0,3 mm tief!
 (Foto
anklicken) Ein noch überlanger Draht wird eingelegt, dann werden die
kurzen Stücke eingelegt, vorsichtig herangeschoben, beide werden mit den Spitzen
einer Pinzette in Position gehalten und zusammengelötet. Noch in der Vorrichtung
wird mit der Drahtbürste das überschüssige Lötzinn restlos weggeschliffen.
Lötzinn ist wesentlich weicher als der Kupferdraht!
(Foto
anklicken) Ein noch überlanger Draht wird eingelegt, dann werden die
kurzen Stücke eingelegt, vorsichtig herangeschoben, beide werden mit den Spitzen
einer Pinzette in Position gehalten und zusammengelötet. Noch in der Vorrichtung
wird mit der Drahtbürste das überschüssige Lötzinn restlos weggeschliffen.
Lötzinn ist wesentlich weicher als der Kupferdraht!
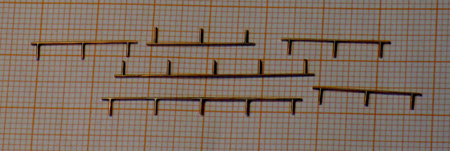 So sehen die "Jackstage" nach dem
Beschneiden fertig aus.
So sehen die "Jackstage" nach dem
Beschneiden fertig aus.
 Damit sie im genau gleichen Abstand in die
Bohrungen geklebt (winzige Tropfen von Sekundenkleber) werden können, lege ich
zwei gleiche Teile unter. Hier sind die seitlichen 0,5-mm-Stäbe abgekniffen und
bündig gefeilt.
Damit sie im genau gleichen Abstand in die
Bohrungen geklebt (winzige Tropfen von Sekundenkleber) werden können, lege ich
zwei gleiche Teile unter. Hier sind die seitlichen 0,5-mm-Stäbe abgekniffen und
bündig gefeilt.
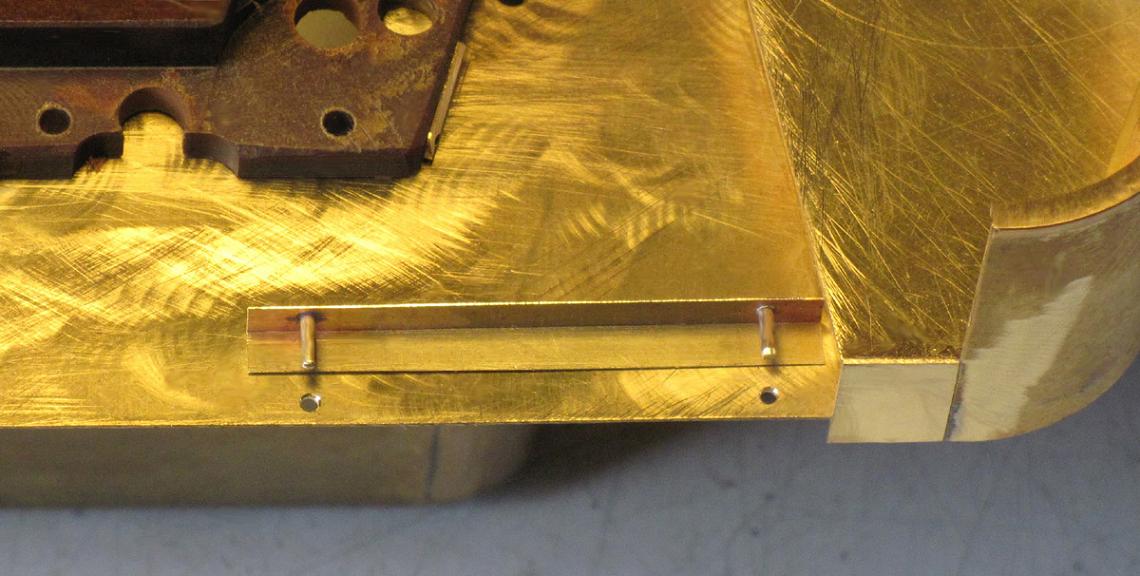
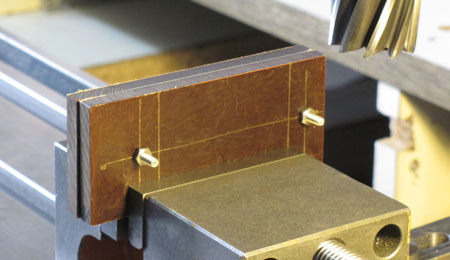
 Das werden die Haltewinkel mit
Zentrierstiften, mit denen die Flaggenkisten nach dem Spritzen an die dann auch
schon gestrichene Deckskante gehängt werden. Oben die Pertinax-Platte für das
exakt senkrechte Einlöten der 1-mm-Stifte. Unten sind mit dem Winkel als
"Bohrlehre" die beiden Löcher schon an die Deckskante gebohrt (und entgratet!).
Das werden die Haltewinkel mit
Zentrierstiften, mit denen die Flaggenkisten nach dem Spritzen an die dann auch
schon gestrichene Deckskante gehängt werden. Oben die Pertinax-Platte für das
exakt senkrechte Einlöten der 1-mm-Stifte. Unten sind mit dem Winkel als
"Bohrlehre" die beiden Löcher schon an die Deckskante gebohrt (und entgratet!).
 (Foto anklicken) Wenn man "abbohrt" müssen die Abstände
stimmen!
(Foto anklicken) Wenn man "abbohrt" müssen die Abstände
stimmen!
 (Foto anklicken) Die Kästen hängen hier noch schräg, weil
sie unten noch kein Gegenlager haben.
(Foto anklicken) Die Kästen hängen hier noch schräg, weil
sie unten noch kein Gegenlager haben.
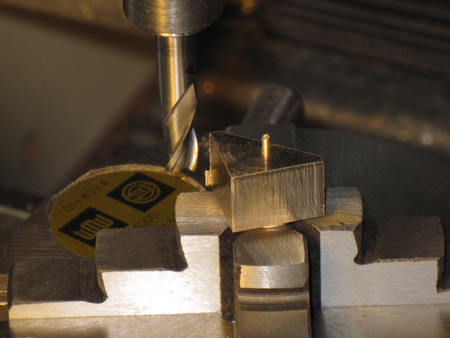
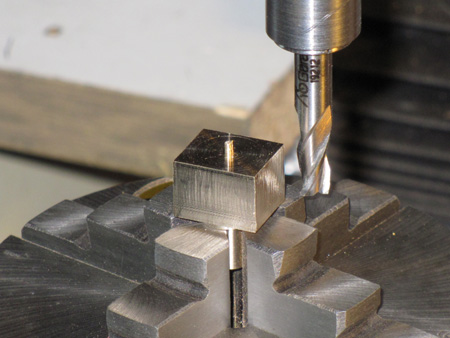 Diese Gegenlager-Konsolen werden nun
gemacht. Senkrecht-Teilgerät, ein Profil 14 x 12 mm an einem 6-mm-Spannzapfen.
Diese Gegenlager-Konsolen werden nun
gemacht. Senkrecht-Teilgerät, ein Profil 14 x 12 mm an einem 6-mm-Spannzapfen.
 Das Futter wird 50° verdreht und eine
Schräge wird angefräst.
Das Futter wird 50° verdreht und eine
Schräge wird angefräst.
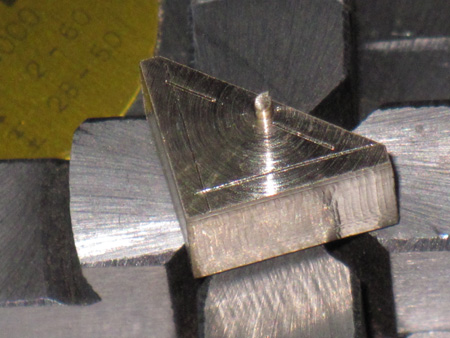 Anriß rundum 1,4 mm breit.
Anriß rundum 1,4 mm breit.
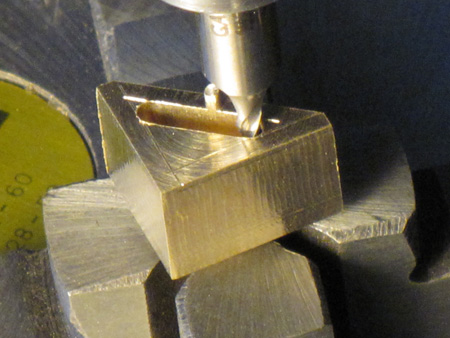 Danach wird mit einem 2-mm-Fingerfräser der
erste Kanal 7 mm tief gefräst, die Enden "nach Sicht" bis zum Anriß, jeder
Spandurchgang nur max. 0,4 mm Spantiefe!
Danach wird mit einem 2-mm-Fingerfräser der
erste Kanal 7 mm tief gefräst, die Enden "nach Sicht" bis zum Anriß, jeder
Spandurchgang nur max. 0,4 mm Spantiefe!
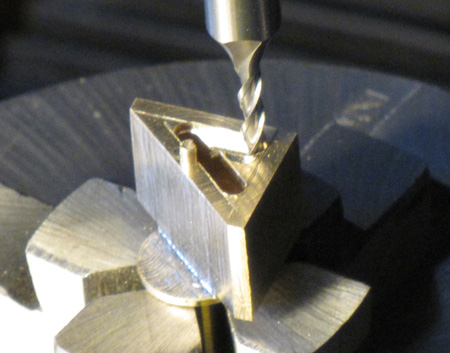 Der zweite Kanal...
Der zweite Kanal...
 ...und der dritte, beide auch nur 7 mm tief.
...und der dritte, beide auch nur 7 mm tief.
 Vier Teile abgesägt und verputzt. Links
liegt das Reststück.
Vier Teile abgesägt und verputzt. Links
liegt das Reststück.
 (Foto anklicken) Die Konsolen werden von unten an die
Deckskante geklebt, bündig und natürlich richtig senkrecht (Winkelklotzanlage,
damit der Winkel stimmt!).
(Foto anklicken) Die Konsolen werden von unten an die
Deckskante geklebt, bündig und natürlich richtig senkrecht (Winkelklotzanlage,
damit der Winkel stimmt!).
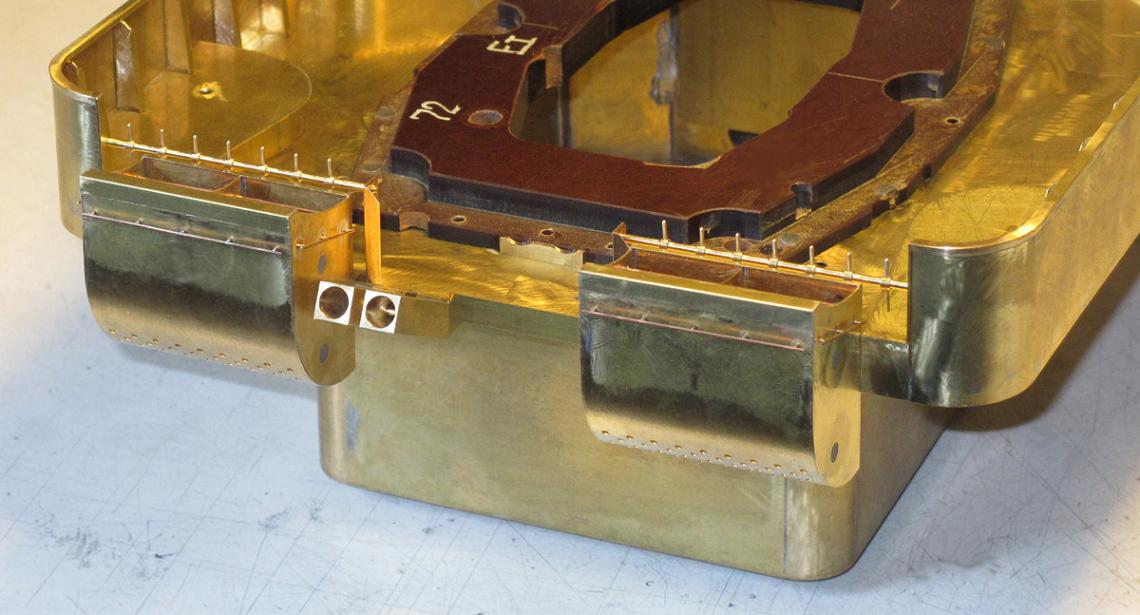
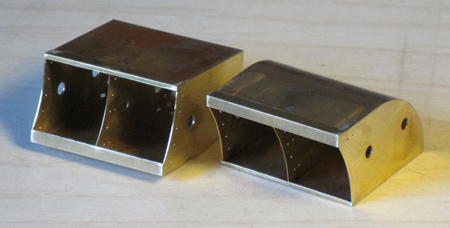
 (Foto anklicken) So hängen die Kästen jetzt gerade.
(Foto anklicken) So hängen die Kästen jetzt gerade.
 (Foto anklicken) Vor den Kästen nun noch zwei "Nagelbänke"
für die Flaggleinen hoch zur Signalrah. Die je sieben 0,45-mm-Querbohrungen
wurden zuerst auf 8-mm-Abstände in das 2-mm-Rundmessing gebohrt
(Koordinaten-Bohren auch für die "Breite", damit die Mitte des 2-mm-Stabes exakt
getroffen wird). Danach erst wurden die "Einschnürungen" auf Durchmesser 1,4 mm
eingestochen. Die Belegnägel sind 8 mm lang und haben 0,45- und
0,7-mm-Durchmesser, eigentlich ganz einfache Drehteile.
(Foto anklicken) Vor den Kästen nun noch zwei "Nagelbänke"
für die Flaggleinen hoch zur Signalrah. Die je sieben 0,45-mm-Querbohrungen
wurden zuerst auf 8-mm-Abstände in das 2-mm-Rundmessing gebohrt
(Koordinaten-Bohren auch für die "Breite", damit die Mitte des 2-mm-Stabes exakt
getroffen wird). Danach erst wurden die "Einschnürungen" auf Durchmesser 1,4 mm
eingestochen. Die Belegnägel sind 8 mm lang und haben 0,45- und
0,7-mm-Durchmesser, eigentlich ganz einfache Drehteile.
055

zurück/back |
home