Schnell-Fräskopf für meine Fräsmaschine
WABECO F1210
high-speed
vertical head
Häufig habe ich auf meiner
Fräsmaschine WABECO F1210 mit ihrem 1,4-kW-Antriebsmotor Arbeiten mit kleinsten
Bohrern und Fräsern auszuführen. Neulich habe ich eine "Auslegerbohrmaschine",
zu spannen im Zangenfutter (Verwendung der 20-mm-Spannzange), gebaut, siehe
hier. Die Sache ist gut und genau. Ich habe
aber Zweifel wegen der Dauerhaftigkeit des PROXXON-Bohrmaschinen-Spielzeugs,
neulich waren die Geräusche schon beängstigend. Ein guter Freund versorgt mich
ständig mit dies und das vom Schrotthändler. So hat er mir auch schon zwei fast
neue Frässpindeln von einer Gravier-Fräsmaschine besorgt. Er hat Zeit,
regelmäßig zum Schrotthändler zu gehen. Eine dieser Spindeln will ich als
Grundlage für einen Schnell-Fräskopf für meine F1210 verwenden. Große
Werkzeug-Fräsmaschinen haben immer als Zubehör auch einen Schnell-Fräskopf.
Außerdem bekommt mein Fräskopf bei der Gelegenheit einen relativ kleinen
Elektromotor, sodaß in Zukunft auch eine Stromersparnis entsteht.
 (Foto anklicken) In meinem Materiallager fand ich diese 30
mm dicke Alu-Platte. Auf ihr wurde der Ausleger wegen der Form der Platte etwas schrägliegend angerissen.
Die Platte wurde auf Beilagen hochgelagert, die beiden Mitten zentriert,
vorgebohrt und mit Fingerfräsern bis zum Durchmesser 20 mm aufgestochen
(Koordinaten-Bohren!).
(Foto anklicken) In meinem Materiallager fand ich diese 30
mm dicke Alu-Platte. Auf ihr wurde der Ausleger wegen der Form der Platte etwas schrägliegend angerissen.
Die Platte wurde auf Beilagen hochgelagert, die beiden Mitten zentriert,
vorgebohrt und mit Fingerfräsern bis zum Durchmesser 20 mm aufgestochen
(Koordinaten-Bohren!).
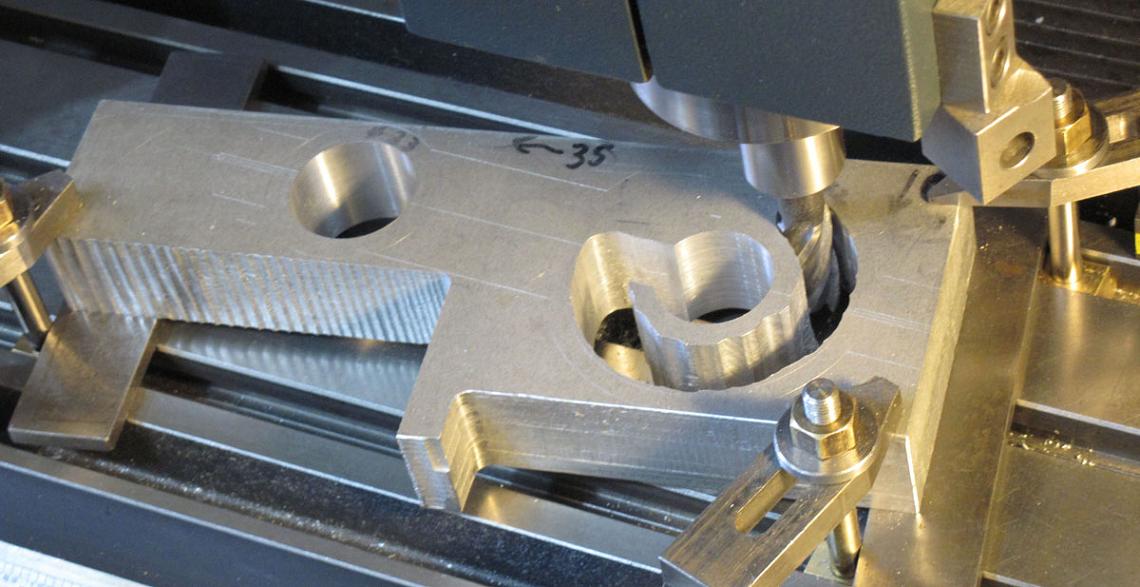
 (Foto anklicken) Die Bohrung links ist bereit mit dem
Bohrkopf auf den Durchmesser 33,05 mm ausgedreht, das ist der Außendurchmesser der
Gravier-Frässpindel (33,0 mm). Die große Bohrung rechts muß auf den Durchmesser 72,05 mm
gebracht werden, das ist der Durchmesser der geschliffenen Fräsmaschinen-Pinole
(72,00 mm).
Ich wollte das viele Material nicht ausspindeln. So habe ich es mit einem
überlangen 10-mm-Fingerfräser von Hand herausgefräst, dabei noch wenigstens 1 mm
bis zum Anriß stehengelassen.
(Foto anklicken) Die Bohrung links ist bereit mit dem
Bohrkopf auf den Durchmesser 33,05 mm ausgedreht, das ist der Außendurchmesser der
Gravier-Frässpindel (33,0 mm). Die große Bohrung rechts muß auf den Durchmesser 72,05 mm
gebracht werden, das ist der Durchmesser der geschliffenen Fräsmaschinen-Pinole
(72,00 mm).
Ich wollte das viele Material nicht ausspindeln. So habe ich es mit einem
überlangen 10-mm-Fingerfräser von Hand herausgefräst, dabei noch wenigstens 1 mm
bis zum Anriß stehengelassen.
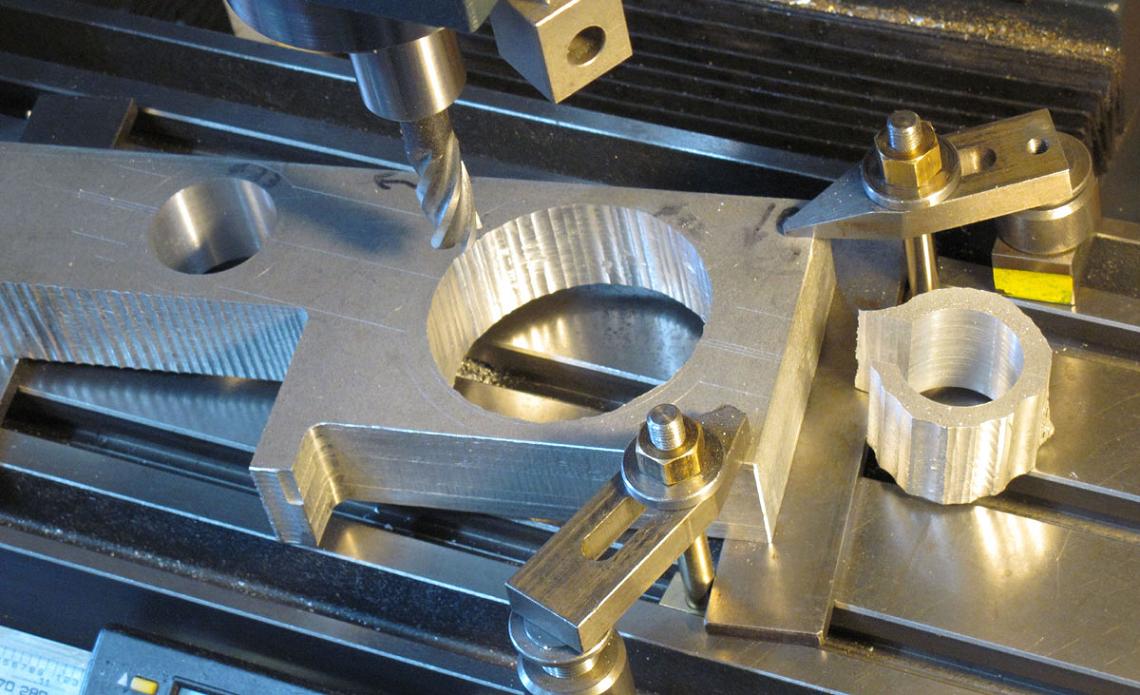
 (Foto anklicken) Hier ist die große Bohrung vorgefräst.
(Foto anklicken) Hier ist die große Bohrung vorgefräst.
 (Foto anklicken) Der Rest bis zum Durchmesser 72 wurde
dann natürlich mit einem HSS-Eckbohrstahl ausgedreht. Ich verwende nur selbst
geschliffene HSS-Drehwerkzeuge. Vergessen Sie Hartmetall-Drehstähle und
-Plättchen, es wird nix, nicht auf unseren leichten Maschinchen!
(Foto anklicken) Der Rest bis zum Durchmesser 72 wurde
dann natürlich mit einem HSS-Eckbohrstahl ausgedreht. Ich verwende nur selbst
geschliffene HSS-Drehwerkzeuge. Vergessen Sie Hartmetall-Drehstähle und
-Plättchen, es wird nix, nicht auf unseren leichten Maschinchen!
 (Foto anklicken) Beide Bohrungen habe ich mit etwa 0,05
bis 0,1 mm Übermaß ausgedreht. Hier sind die Teile nur zusammengesteckt. Man
erkennt, wie die Schnellfrässpindel später neben dem Fräskopf sitzt.
(Foto anklicken) Beide Bohrungen habe ich mit etwa 0,05
bis 0,1 mm Übermaß ausgedreht. Hier sind die Teile nur zusammengesteckt. Man
erkennt, wie die Schnellfrässpindel später neben dem Fräskopf sitzt.
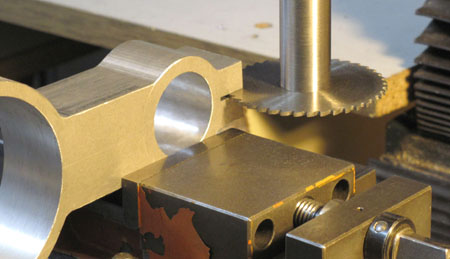
 Hier wird die Außenkontur beim Durchmesser
72 auf dem Rundtisch angefräst...
Hier wird die Außenkontur beim Durchmesser
72 auf dem Rundtisch angefräst...
 ...und hier am Durchmesser 33, Spannfahnen
bleiben stehen.
...und hier am Durchmesser 33, Spannfahnen
bleiben stehen.
 Die Spannfahnen werden geschlitzt. Sie
erhalten M8-Gewinde für das Klemmen.
Die Spannfahnen werden geschlitzt. Sie
erhalten M8-Gewinde für das Klemmen.
 Hier sind beide Durchmesser bereits
geklemmt. Weil beide Bohrungen "in einer Einspannung" ausgedreht wurden, sind
ihre Achsen exakt parallel und so steht meine Schnellfrässpindel so genau
senkrecht, wie die Frässpindel der WABECO.
Hier sind beide Durchmesser bereits
geklemmt. Weil beide Bohrungen "in einer Einspannung" ausgedreht wurden, sind
ihre Achsen exakt parallel und so steht meine Schnellfrässpindel so genau
senkrecht, wie die Frässpindel der WABECO.
 Die Bohrpinole der F1210 läßt sich
einen winzigen Gradbetrag verdrehen. Sie ist ja auch nicht für den Zweck eines
seitlichen "Auslegers" gemacht worden. Das bedeutet, daß die Schnellfrässpindel
ständig unkontrolliert "außer Mitte" kommt. Als Verdrehsicherung erhielt der
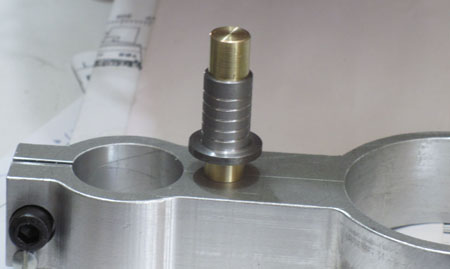
Ausleger, wie im Bild zu sehen, einen exakt senkrechtstehenden 12-mm-Ms-Bolzen.
Er steckt mit einem langen 8-mm-Zapfen in einer geriebenen 8-mm-Bohrung des
Auslegers. Der Zapfen ist in der 12-mm-Spannzange angedreht und die
Anlage-Planfläche hat einen Freistich! Auf dem Zapfen steckt hier bereits die
dünnwandige, geriebene Stahl-Gleitbuchse. Die fünf kleinen eingestochenen Rillen
dienen dem Formschluß beim Vergießen.
Die Bohrpinole der F1210 läßt sich
einen winzigen Gradbetrag verdrehen. Sie ist ja auch nicht für den Zweck eines
seitlichen "Auslegers" gemacht worden. Das bedeutet, daß die Schnellfrässpindel
ständig unkontrolliert "außer Mitte" kommt. Als Verdrehsicherung erhielt der
Ausleger, wie im Bild zu sehen, einen exakt senkrechtstehenden 12-mm-Ms-Bolzen.
Er steckt mit einem langen 8-mm-Zapfen in einer geriebenen 8-mm-Bohrung des
Auslegers. Der Zapfen ist in der 12-mm-Spannzange angedreht und die
Anlage-Planfläche hat einen Freistich! Auf dem Zapfen steckt hier bereits die
dünnwandige, geriebene Stahl-Gleitbuchse. Die fünf kleinen eingestochenen Rillen
dienen dem Formschluß beim Vergießen.
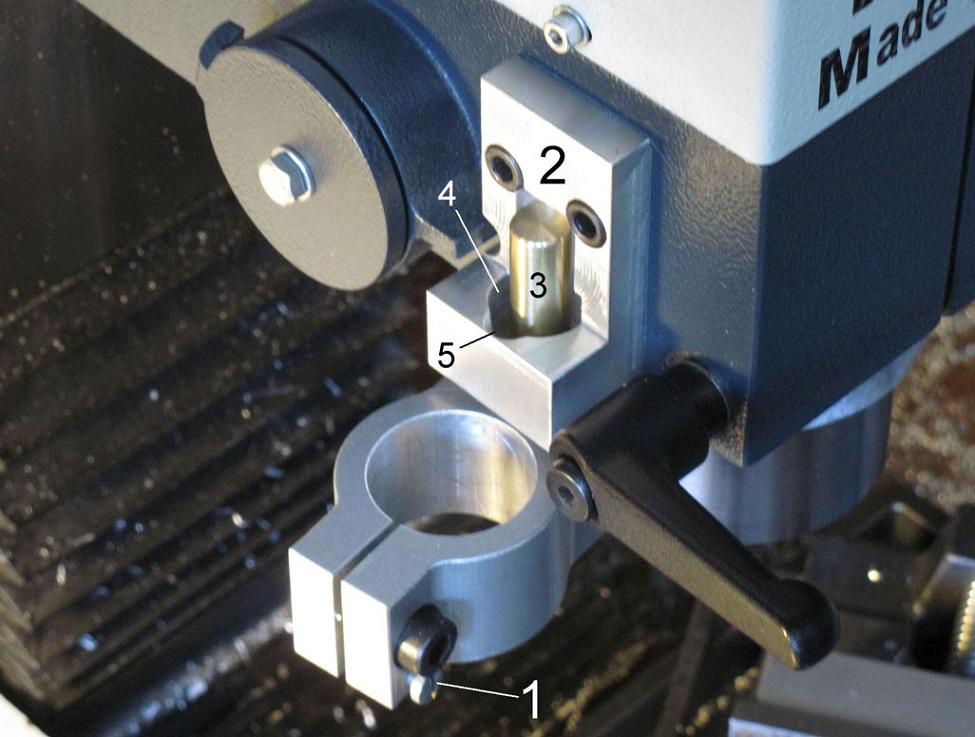
 (Foto
anklicken) Hier sieht man den 12-mm-Bolzen (3) in einem Alu-Haltewinkel
(2), welcher mit zwei M6-Inbus-Schrauben am Fräskopf angeschraubt und angeklebt
(!) ist. Die Bohrung ist mit einem 20-mm-Fingerfräser eingestochen, sodaß sich
ein Zwischenraum (4) ergibt. In diesem Raum findet die Gleitbuchse Platz - und
der Verguß zum Haltewinkel. Ein 10-mm-Fingerfräser wurde etwa 30° schräggestellt
und so ein "Anguß" (5) für das Eingießen (UHU Endfest 300) eingefräst. Beide
Klemmungen erhielten M4-"Aufdrückschrauben" (1). Mit diesen läßt sich der
Durchmesser der Klemmringe leicht vergrößern und die Teile lassen sich so besser
zusammenstecken.
(Foto
anklicken) Hier sieht man den 12-mm-Bolzen (3) in einem Alu-Haltewinkel
(2), welcher mit zwei M6-Inbus-Schrauben am Fräskopf angeschraubt und angeklebt
(!) ist. Die Bohrung ist mit einem 20-mm-Fingerfräser eingestochen, sodaß sich
ein Zwischenraum (4) ergibt. In diesem Raum findet die Gleitbuchse Platz - und
der Verguß zum Haltewinkel. Ein 10-mm-Fingerfräser wurde etwa 30° schräggestellt
und so ein "Anguß" (5) für das Eingießen (UHU Endfest 300) eingefräst. Beide
Klemmungen erhielten M4-"Aufdrückschrauben" (1). Mit diesen läßt sich der
Durchmesser der Klemmringe leicht vergrößern und die Teile lassen sich so besser
zusammenstecken.
 Unter dem Haltewinkel wurde die Farbe bis
auf den Grauguß-Grund weggefräst (Zahnarzt-Kugelfräser), damit die Klebung richtig
hält! Die beiden M6-Bohrungen sind an der Maschine bereits vorhanden (Ex-Späneschutz-Halterung).
Unter dem Haltewinkel wurde die Farbe bis
auf den Grauguß-Grund weggefräst (Zahnarzt-Kugelfräser), damit die Klebung richtig
hält! Die beiden M6-Bohrungen sind an der Maschine bereits vorhanden (Ex-Späneschutz-Halterung).
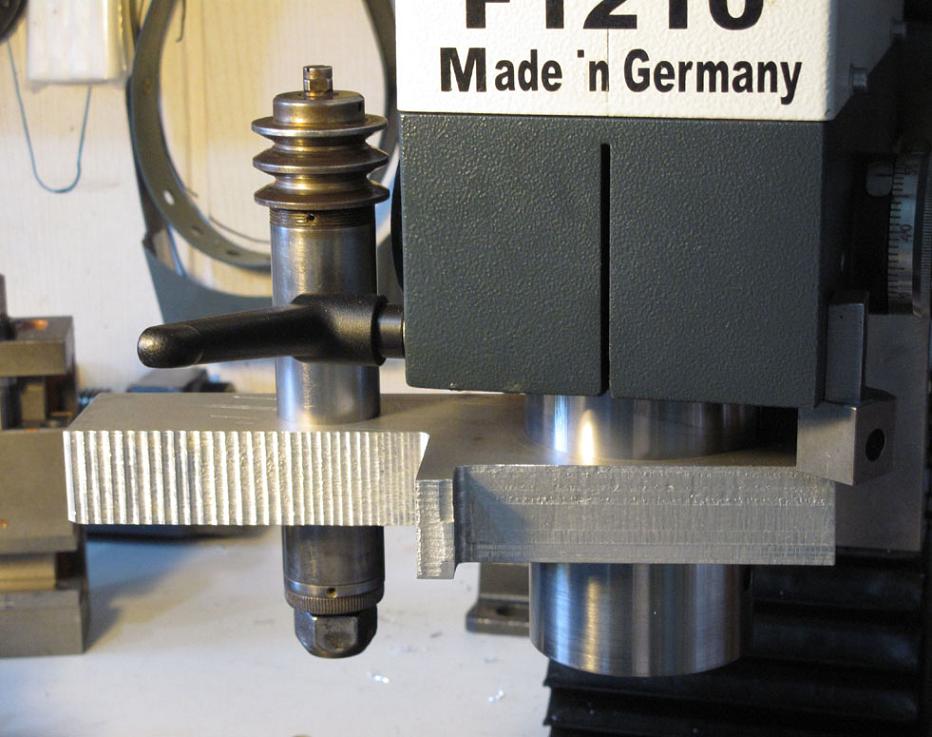
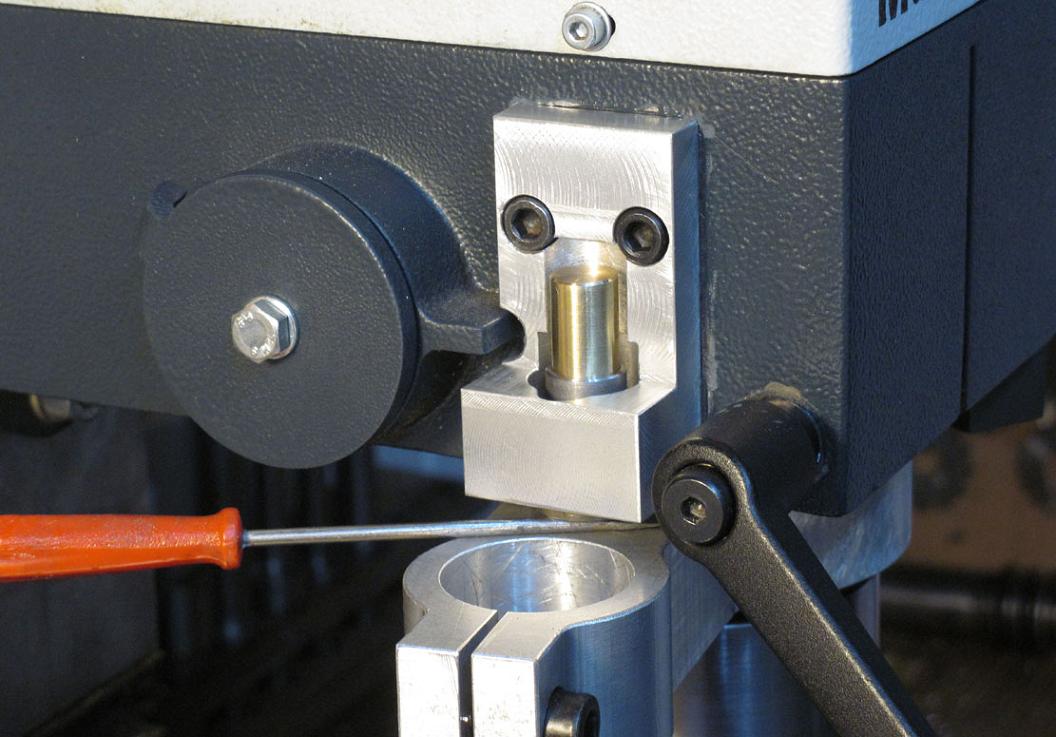
 (Foto anklicken) Hier ist der Haltewinkel bereits
angeklebt. Die Gleitbuchse wird eben eingeklebt. Nur am unteren Bund der
Gleitbuchse ist Kleber. Es ist die "Vorklebung" (UHU sofortfest), welche den
Zwischenraum nach unten vorerst nur abdichtet. Der zwischengeklemmte
Schraubenzieher drückt die Gleitbuchse mit der Federkraft der Pinole nach oben
gegen den Haltewinkel. Nach der Trocknung wird der Zwischenraum mit Endfest 300
ausgegossen. Auf diese Weise ist gesichert, daß die Achse der Gleitbuchse exakt parallel
zu beiden (!) Frässpindeln steht.
(Foto anklicken) Hier ist der Haltewinkel bereits
angeklebt. Die Gleitbuchse wird eben eingeklebt. Nur am unteren Bund der
Gleitbuchse ist Kleber. Es ist die "Vorklebung" (UHU sofortfest), welche den
Zwischenraum nach unten vorerst nur abdichtet. Der zwischengeklemmte
Schraubenzieher drückt die Gleitbuchse mit der Federkraft der Pinole nach oben
gegen den Haltewinkel. Nach der Trocknung wird der Zwischenraum mit Endfest 300
ausgegossen. Auf diese Weise ist gesichert, daß die Achse der Gleitbuchse exakt parallel
zu beiden (!) Frässpindeln steht.
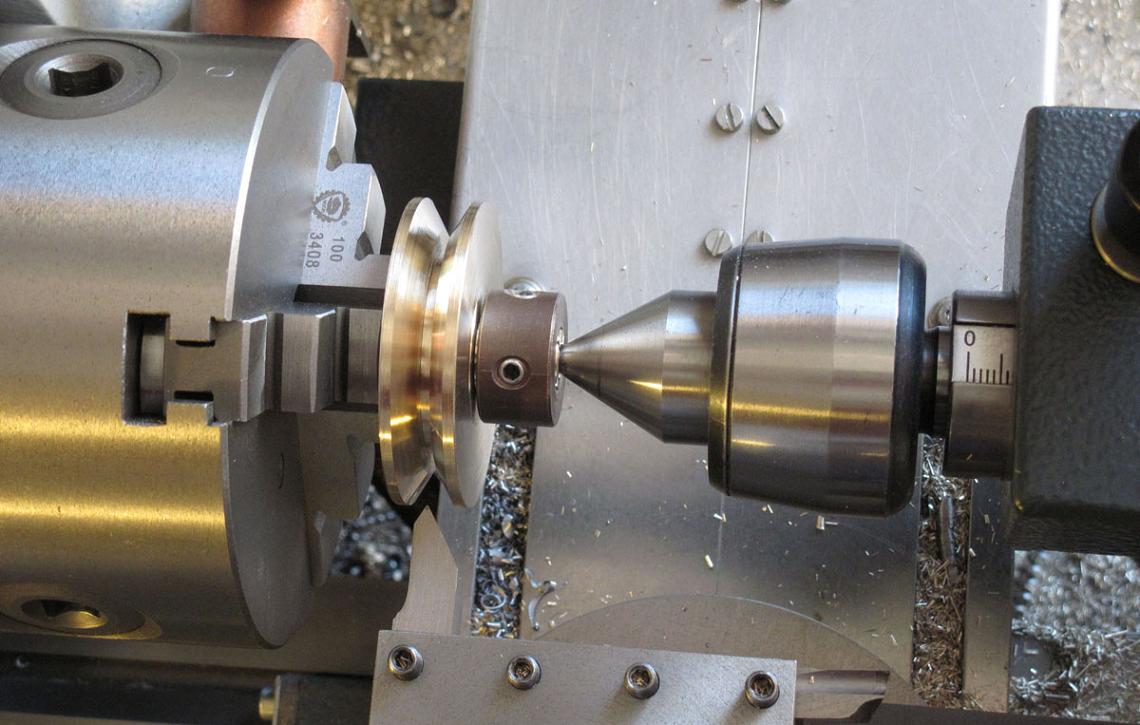
 (Foto anklicken) Das Riemenrad für den Antriebsmotor wird
gedreht, wie bei mir üblich mit Klemmring und auf einem angedrehten
6-mm-Fliegenden Dorn. Mit Spitzenunterstützung, damit sich der 6-mm-Dorn nicht
verbiegen kann.
(Foto anklicken) Das Riemenrad für den Antriebsmotor wird
gedreht, wie bei mir üblich mit Klemmring und auf einem angedrehten
6-mm-Fliegenden Dorn. Mit Spitzenunterstützung, damit sich der 6-mm-Dorn nicht
verbiegen kann.
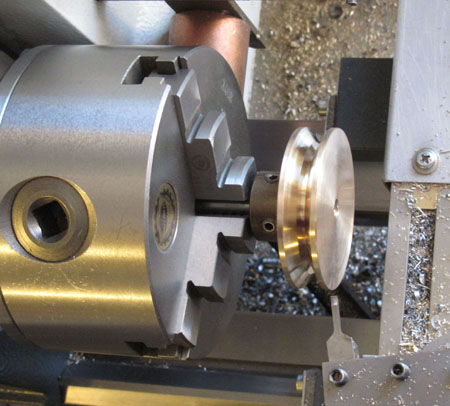 Die Oberseite wird mit sehr kleiner
Spanabnahme plangedreht.
Die Oberseite wird mit sehr kleiner
Spanabnahme plangedreht.
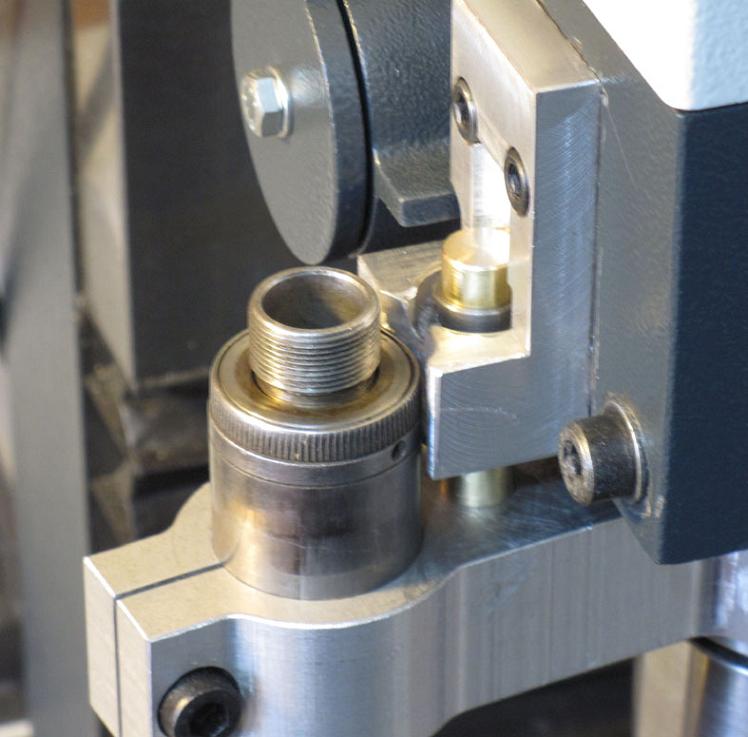
 (Foto
anklicken) Die Gleitbuchse ist eingegossen, die Pinole den noch möglichen
Weg nach unten gefahren. Der Bohrhub hat sich
selbstverständlich um den Betrag der Dicke vom Ausleger (30 mm) verringert. Der
Resthub genügt aber für kleinere Bohrer. Der Pfeil bezeichnet die Stelle, wo der
(dickflüssige) Kleber eingegossen wurde.
(Foto
anklicken) Die Gleitbuchse ist eingegossen, die Pinole den noch möglichen
Weg nach unten gefahren. Der Bohrhub hat sich
selbstverständlich um den Betrag der Dicke vom Ausleger (30 mm) verringert. Der
Resthub genügt aber für kleinere Bohrer. Der Pfeil bezeichnet die Stelle, wo der
(dickflüssige) Kleber eingegossen wurde.
 (Foto
anklicken) Entgegen meiner Gewohnheit hatte ich vom Haltewinkel keine
Konstruktionszeichnung gemacht. Ergebnis: Ich konnte die Schnellfrässpindel
nicht in die Klemmbohrung (Durchmesser 33 mm) stecken. Von Hand mußte ich nun
mit einem Bohrfräser Platz schaffen. Die Frässpindel ist hier mit dem
Zangenfutter nach oben eingesteckt.
(Foto
anklicken) Entgegen meiner Gewohnheit hatte ich vom Haltewinkel keine
Konstruktionszeichnung gemacht. Ergebnis: Ich konnte die Schnellfrässpindel
nicht in die Klemmbohrung (Durchmesser 33 mm) stecken. Von Hand mußte ich nun
mit einem Bohrfräser Platz schaffen. Die Frässpindel ist hier mit dem
Zangenfutter nach oben eingesteckt.
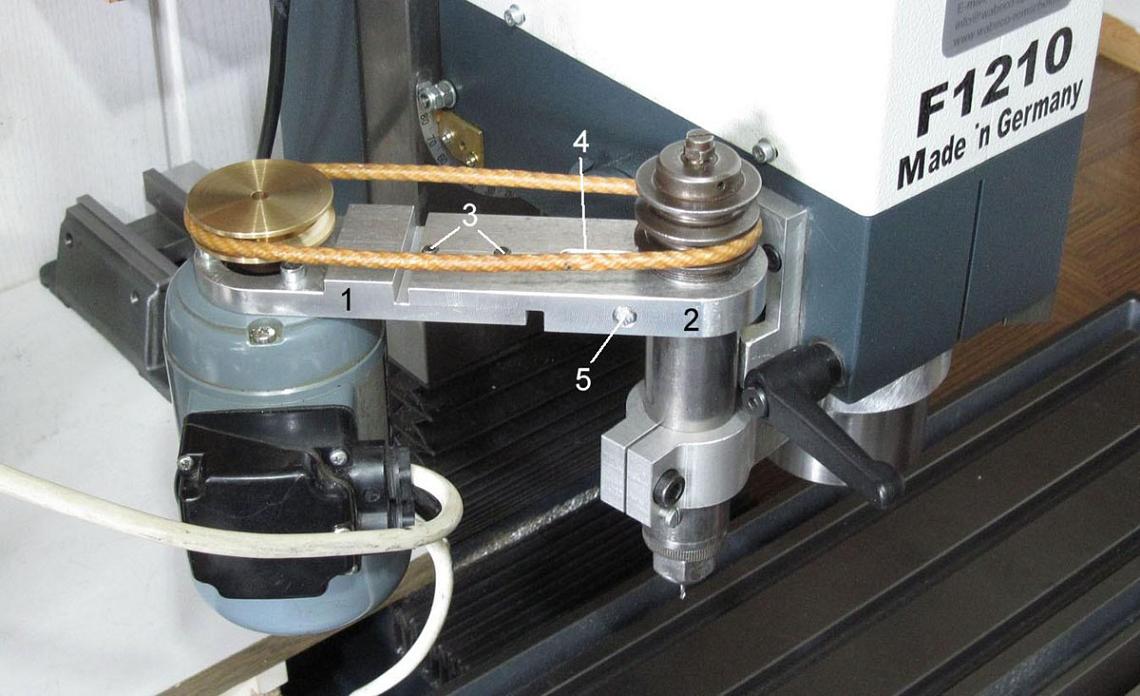
 (Foto
anklicken) Die Motorhalterung. Die beiden Einzelteile (1 und 2)
überlappen sich und sind für das Einstellen der Riemenspannung verschiebbar
(M6-Schrauben in Langlöchern). Das Klemmteil (2) ist geschlitzt (4) und wird von
einer M8-Inbus-Schraube (5) an den Hals der Frässpindel geklemmt.
(Foto
anklicken) Die Motorhalterung. Die beiden Einzelteile (1 und 2)
überlappen sich und sind für das Einstellen der Riemenspannung verschiebbar
(M6-Schrauben in Langlöchern). Das Klemmteil (2) ist geschlitzt (4) und wird von
einer M8-Inbus-Schraube (5) an den Hals der Frässpindel geklemmt.
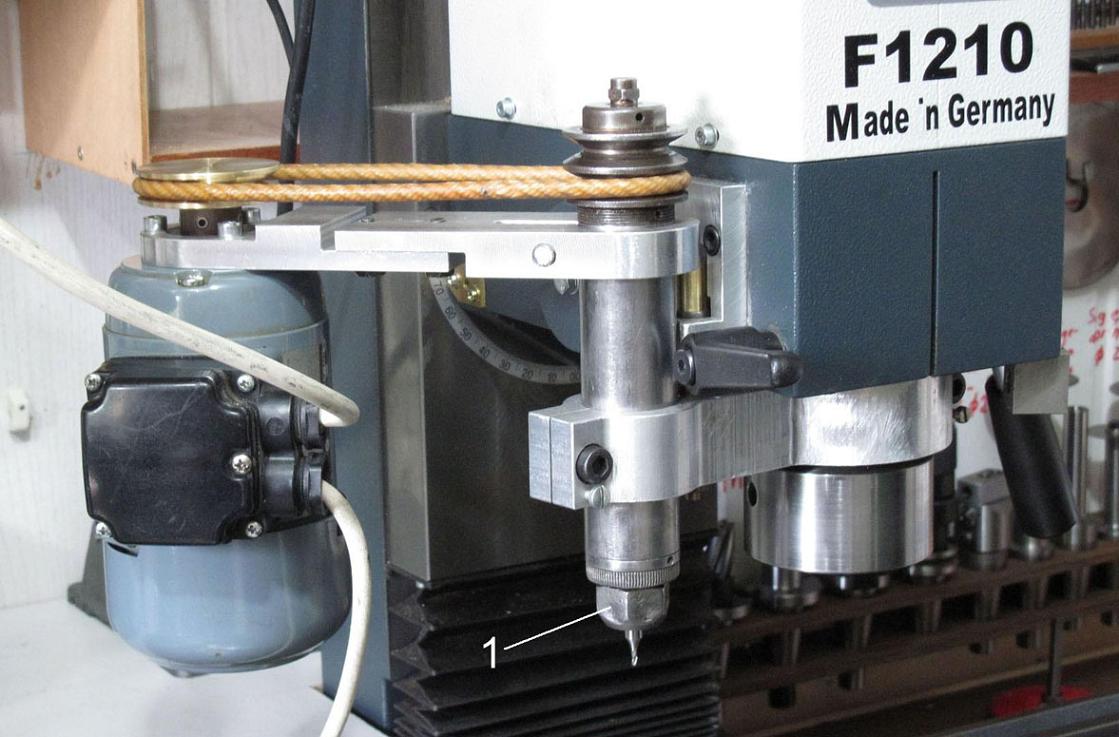
 (Foto anklicken) Alles noch einmal aus einer seitlichen
Sicht. (1) ist die Überwurfmutter mit 24 mm Schlüsselweite vom Zangenfutter.
Eingespannt ist ein abgesetzter 1,5-mm-Fingerfräser mit einem 6-mm-Schaft. Will
sehen, wie sich der Motor (leider nur 1.300 U/min) bei den nächsten kleinen
Fräsarbeiten bewährt.
(Foto anklicken) Alles noch einmal aus einer seitlichen
Sicht. (1) ist die Überwurfmutter mit 24 mm Schlüsselweite vom Zangenfutter.
Eingespannt ist ein abgesetzter 1,5-mm-Fingerfräser mit einem 6-mm-Schaft. Will
sehen, wie sich der Motor (leider nur 1.300 U/min) bei den nächsten kleinen
Fräsarbeiten bewährt.
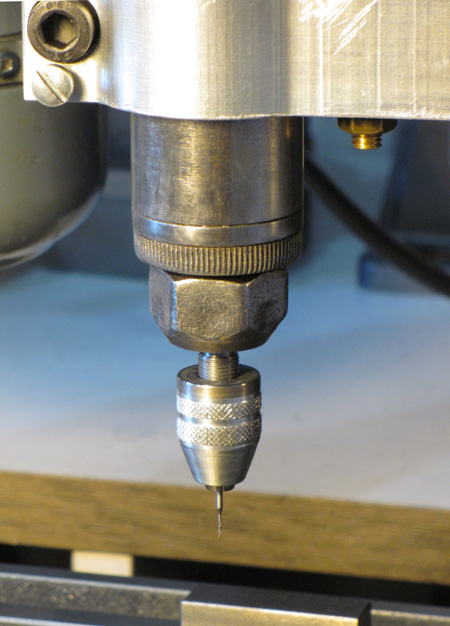 Ich habe mir noch einen Adapter für ein
kleines Bohrfutter gedreht. Er hat einen langen 6-mm-Zapfen für das Spannen in
der 6-mm-Zange und unten ist ein Feingewinde M8x0,75. Auf guten Rundlauf ist zu
achten - wenn schon das Bohrfutter nicht richtig rundläuft. Eingespannt ist hier
ein 0,45-mm-Wendelbohrer (mit 1,2-mm-Schaft). Er lief recht gut rund.
Ich habe mir noch einen Adapter für ein
kleines Bohrfutter gedreht. Er hat einen langen 6-mm-Zapfen für das Spannen in
der 6-mm-Zange und unten ist ein Feingewinde M8x0,75. Auf guten Rundlauf ist zu
achten - wenn schon das Bohrfutter nicht richtig rundläuft. Eingespannt ist hier
ein 0,45-mm-Wendelbohrer (mit 1,2-mm-Schaft). Er lief recht gut rund.

zurück/back |
home
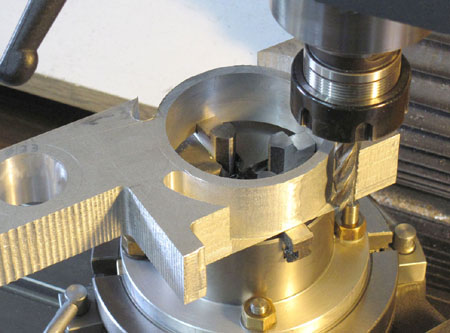
 (Foto anklicken) In meinem Materiallager fand ich diese 30
mm dicke Alu-Platte. Auf ihr wurde der Ausleger wegen der Form der Platte etwas schrägliegend angerissen.
Die Platte wurde auf Beilagen hochgelagert, die beiden Mitten zentriert,
vorgebohrt und mit Fingerfräsern bis zum Durchmesser 20 mm aufgestochen
(Koordinaten-Bohren!).
(Foto anklicken) In meinem Materiallager fand ich diese 30
mm dicke Alu-Platte. Auf ihr wurde der Ausleger wegen der Form der Platte etwas schrägliegend angerissen.
Die Platte wurde auf Beilagen hochgelagert, die beiden Mitten zentriert,
vorgebohrt und mit Fingerfräsern bis zum Durchmesser 20 mm aufgestochen
(Koordinaten-Bohren!).