Deckshäuser
(Rohbauten/Teil 4)
deckhouses (part
4)
hier nun die Fortsetzung
vom Teil 3 dieser
Fotoserie:
 Die Rundungen (a) und (b) wurden
jeweils zuerst gebogen. Erst danach wurden die Längen der Stücke bei (c) und (d)
angepaßt. Weil man mit dem massiven Lötkolben nicht von innen an die 2 mm nach
oben überstehenden Blechkanten herankommt, mußte ich wieder mit "Heizpunkten"
heften.
Die Rundungen (a) und (b) wurden
jeweils zuerst gebogen. Erst danach wurden die Längen der Stücke bei (c) und (d)
angepaßt. Weil man mit dem massiven Lötkolben nicht von innen an die 2 mm nach
oben überstehenden Blechkanten herankommt, mußte ich wieder mit "Heizpunkten"
heften.
 Die drei nach vorn gerichteten
Schanzkleid-Stücke haben keine Rundungen. Auch hier wird vorerst nur geheftet.
Die drei nach vorn gerichteten
Schanzkleid-Stücke haben keine Rundungen. Auch hier wird vorerst nur geheftet.
 Abgenommen und "auf die Füße gestellt",
sieht das Brückendeck nun so aus. Jetzt kann durchgängig gelötet werden, teils
auch von innen.
Abgenommen und "auf die Füße gestellt",
sieht das Brückendeck nun so aus. Jetzt kann durchgängig gelötet werden, teils
auch von innen.
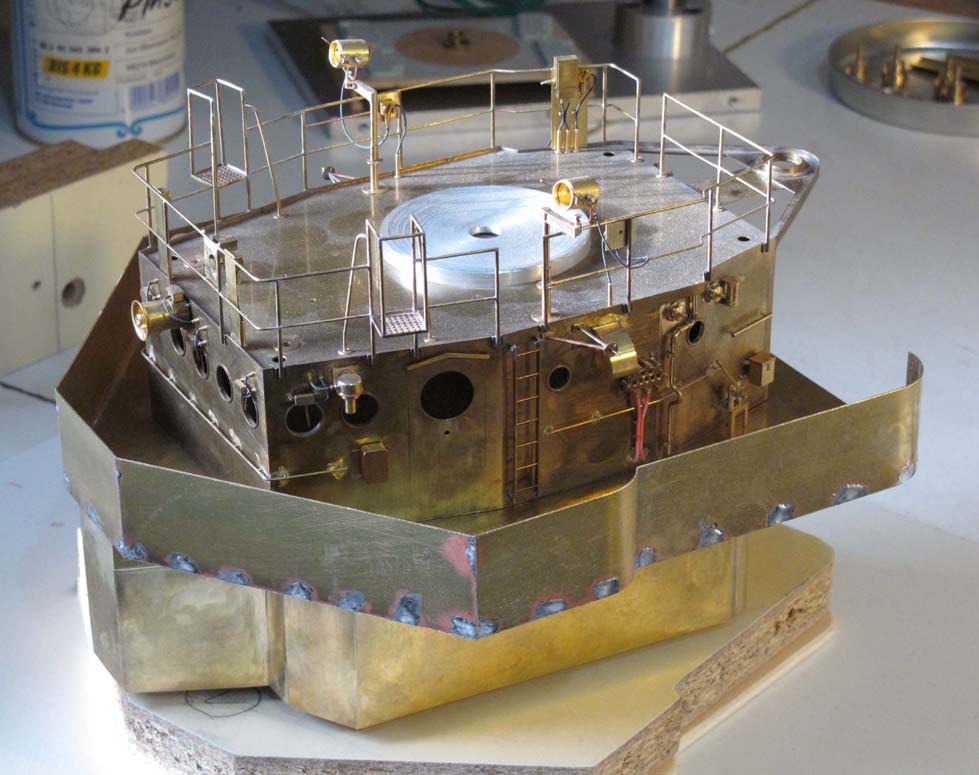
 (Foto anklicken) Das oberste Deckshaus hineingestellt,
erkennt man schon die Zerstörer-Brücke - ist ja alles erst Rohbau!
(Foto anklicken) Das oberste Deckshaus hineingestellt,
erkennt man schon die Zerstörer-Brücke - ist ja alles erst Rohbau!
 (Foto
anklicken) Nach der Lackierung beider Deckshäuser dient dieser Ringkörper
aus 7 mm dickem Novotex für das Aufkleben als Zentrierung. Der aufgeschraubte
(M2-Schrauben) Ring trägt außerdem stark zum Gerade-Richten des Brückendecks
bei. Die angefräste Stufe rundum ist nötig, weil das Deckshaus unten innen einen
Rahmen hat.
(Foto
anklicken) Nach der Lackierung beider Deckshäuser dient dieser Ringkörper
aus 7 mm dickem Novotex für das Aufkleben als Zentrierung. Der aufgeschraubte
(M2-Schrauben) Ring trägt außerdem stark zum Gerade-Richten des Brückendecks
bei. Die angefräste Stufe rundum ist nötig, weil das Deckshaus unten innen einen
Rahmen hat.
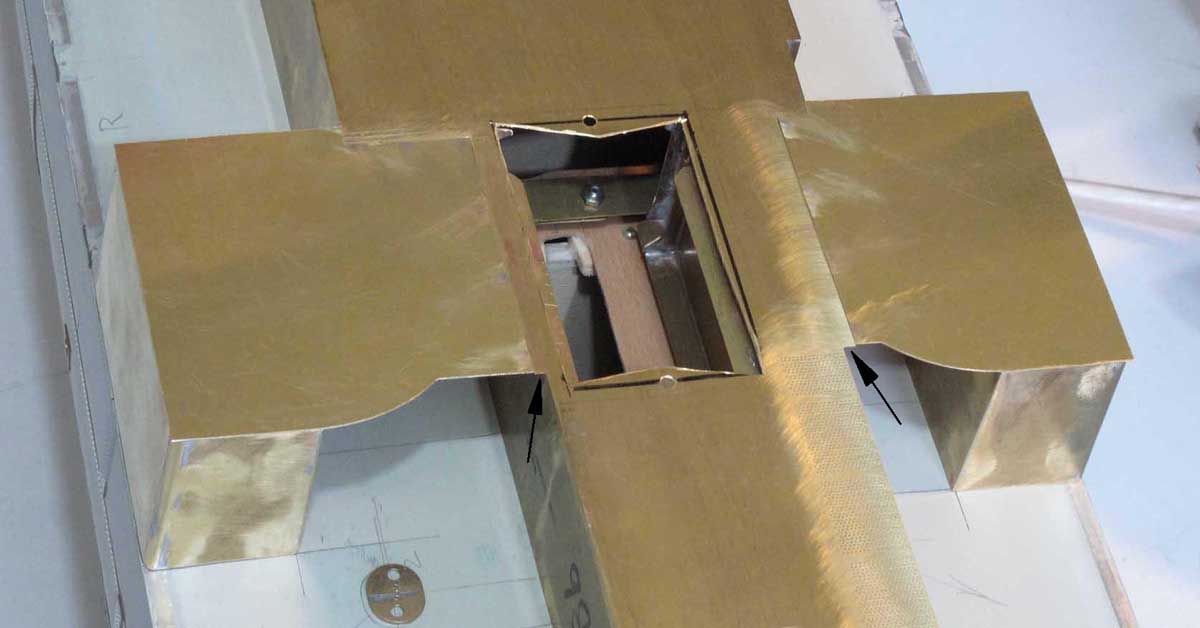
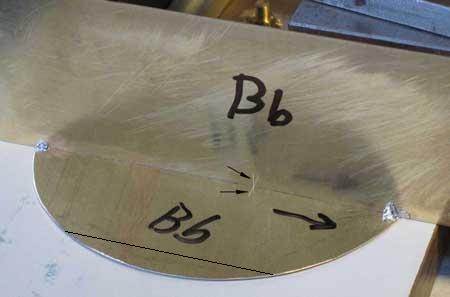 Die 40-mm-Zwillinge stehen in
Waffenwannen, welche die Seitenwand vom vorderen Deckshaus überragen. Im Bild
ist das entsprechende Decksstück an Backbord an die Oberkante der Seitenwand
geheftet. Die Längsausrichtung geben dabei zwei feine Anrisse (kleine Pfeile).
Ich mußte dieses Blechstück noch einmal abbrechen, weil ich vergessen hatte, den
Kreisabschnitt (schwarze Linie unten) abzusägen, damit die Waffenwanne den
richtigen Grundriß hat.
Die 40-mm-Zwillinge stehen in
Waffenwannen, welche die Seitenwand vom vorderen Deckshaus überragen. Im Bild
ist das entsprechende Decksstück an Backbord an die Oberkante der Seitenwand
geheftet. Die Längsausrichtung geben dabei zwei feine Anrisse (kleine Pfeile).
Ich mußte dieses Blechstück noch einmal abbrechen, weil ich vergessen hatte, den
Kreisabschnitt (schwarze Linie unten) abzusägen, damit die Waffenwanne den
richtigen Grundriß hat.
 Das werden fünf Deckssockel zum
Ausgleich der Decksschrägen. Im Teilgerät werden je sechzehn 1-mm-Bohrungen zur
Aufnahme der Sockelschrauben gebohrt.
Das werden fünf Deckssockel zum
Ausgleich der Decksschrägen. Im Teilgerät werden je sechzehn 1-mm-Bohrungen zur
Aufnahme der Sockelschrauben gebohrt.
 Dann werden die Unterseiten dieser
Ringe im 2-Achs-Maschinenschraubstock schräg angefräst: ein Ring 0°, zwei Ringe
1,5° (die Waffen stehen auf dem mittleren Deckshaus) und zwei Ringe 3,5° (Waffen
auf dem vordersten Deckshaus). Die Gradzahlen habe ich aus dem Seitenriß des
Schiffs (Schräglage der Linie Seite-Deck).
Dann werden die Unterseiten dieser
Ringe im 2-Achs-Maschinenschraubstock schräg angefräst: ein Ring 0°, zwei Ringe
1,5° (die Waffen stehen auf dem mittleren Deckshaus) und zwei Ringe 3,5° (Waffen
auf dem vordersten Deckshaus). Die Gradzahlen habe ich aus dem Seitenriß des
Schiffs (Schräglage der Linie Seite-Deck).
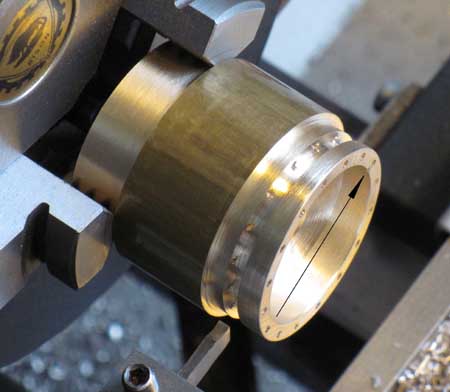 Hier wird ein 3,5° angeschrägter
Ring abgestochen. Damit ich die jeweilige Vorausrichtung bei den vier
angeschrägten Ringen nicht "verlieren" kann, habe ich innen Kerben eingefeilt
(Pfeil).
Hier wird ein 3,5° angeschrägter
Ring abgestochen. Damit ich die jeweilige Vorausrichtung bei den vier
angeschrägten Ringen nicht "verlieren" kann, habe ich innen Kerben eingefeilt
(Pfeil).
 Eine Zentrierscheibe aus Alu
steckt hier in der 3-mm-Bohrung im Deck. Darauf wird der Deckssockel mit der
Kerbe nach vorn gesteckt und so mit Sekundenkleber (von außen) befestigt. Nach
Wegnahme der Zentrierscheibe wurde der Ring noch von innen mit 2-K-Kleber
"vergossen". Weil ich die Übergänge vom großen Deck zu den überragenden Teilen
nicht bündig hinbekommen habe, habe ich hier ausnahmsweise einmal gespachtelt
und geschliffen. Der "Spachtel" ist ein 2-K-Kleber (Marke J-B WELD). Eine
schwarze Masse und eine hellgraue wird zu einer dunkelgrauen verrührt. Der
Kleber härtet in 24 Stunden zu einer wirklich harten Masse aus. Die Klebung hält
im Gegensatz zum "Kleber der kleinen Mannes" (UHU-2-K-Kleber, sofortfest,
schnellfest und endfest) wirklich bombenfest und kann zu Staub fein verschliffen
werden.
Eine Zentrierscheibe aus Alu
steckt hier in der 3-mm-Bohrung im Deck. Darauf wird der Deckssockel mit der
Kerbe nach vorn gesteckt und so mit Sekundenkleber (von außen) befestigt. Nach
Wegnahme der Zentrierscheibe wurde der Ring noch von innen mit 2-K-Kleber
"vergossen". Weil ich die Übergänge vom großen Deck zu den überragenden Teilen
nicht bündig hinbekommen habe, habe ich hier ausnahmsweise einmal gespachtelt
und geschliffen. Der "Spachtel" ist ein 2-K-Kleber (Marke J-B WELD). Eine
schwarze Masse und eine hellgraue wird zu einer dunkelgrauen verrührt. Der
Kleber härtet in 24 Stunden zu einer wirklich harten Masse aus. Die Klebung hält
im Gegensatz zum "Kleber der kleinen Mannes" (UHU-2-K-Kleber, sofortfest,
schnellfest und endfest) wirklich bombenfest und kann zu Staub fein verschliffen
werden.
 (Foto
anklicken) Die beiden "Zwillinge" stehen waagerecht.
(Foto
anklicken) Die beiden "Zwillinge" stehen waagerecht.
 (Foto
anklicken) Der Laufgang an Steuerbord neben dem achteren
Torpedorohr-Fünfling ist perforiertes Blech (Lochblech). Um die zahlreichen
0,4-mm-Bohrungen per Koordinaten-Bohren zu bohren, habe ich das gesamte mittlere
Deckshaus auf eine ausreichend hohe Holzleiste gespannt und nach einem feinem
Anriß mit meinem Mini-Zentrierbohrer in X-Richtung ausgerichtet. Unter den
Spanneisen liegen Ms-Blech-Stücke, damit das Deck nicht verbogen wird. Vorn
liegt das Deckshaus auf einer Holzleiste auf, damit es sich nicht verzieht.
(Foto
anklicken) Der Laufgang an Steuerbord neben dem achteren
Torpedorohr-Fünfling ist perforiertes Blech (Lochblech). Um die zahlreichen
0,4-mm-Bohrungen per Koordinaten-Bohren zu bohren, habe ich das gesamte mittlere
Deckshaus auf eine ausreichend hohe Holzleiste gespannt und nach einem feinem
Anriß mit meinem Mini-Zentrierbohrer in X-Richtung ausgerichtet. Unter den
Spanneisen liegen Ms-Blech-Stücke, damit das Deck nicht verbogen wird. Vorn
liegt das Deckshaus auf einer Holzleiste auf, damit es sich nicht verzieht.
 (Foto
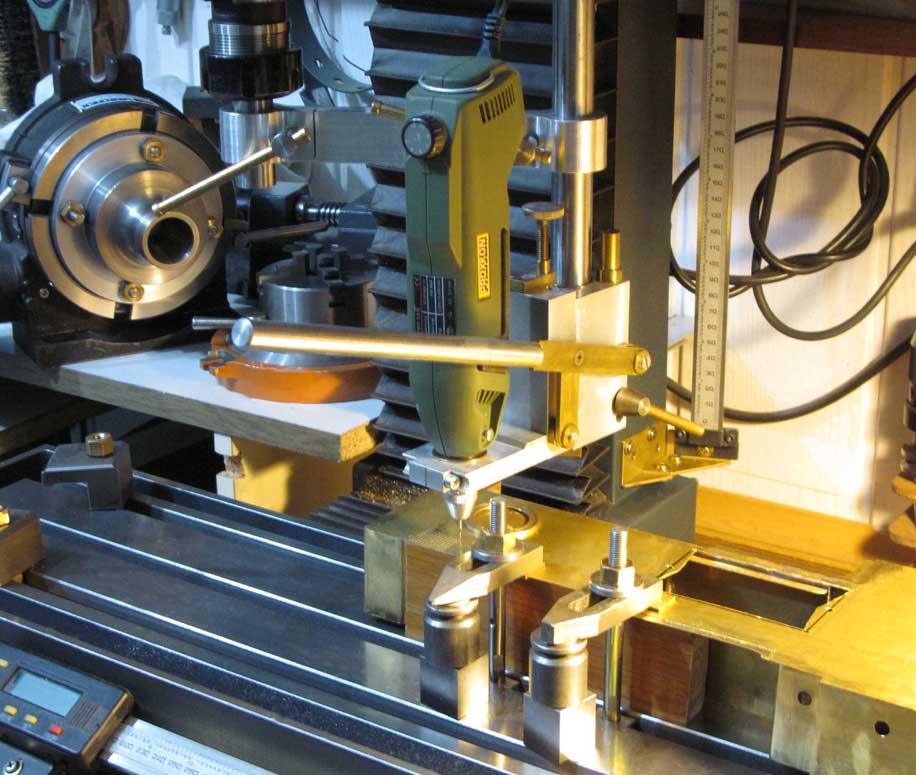
anklicken) Für das Bohren habe ich den bereits bekannten "Ausleger" mit
meinem Eigenbau-Bohrständer verwendet, um für diese winzigen Löcher nicht die
Fräsmaschine mit ihren 1,4 kW zu "bemühen".
(Foto
anklicken) Für das Bohren habe ich den bereits bekannten "Ausleger" mit
meinem Eigenbau-Bohrständer verwendet, um für diese winzigen Löcher nicht die
Fräsmaschine mit ihren 1,4 kW zu "bemühen".
 (Foto
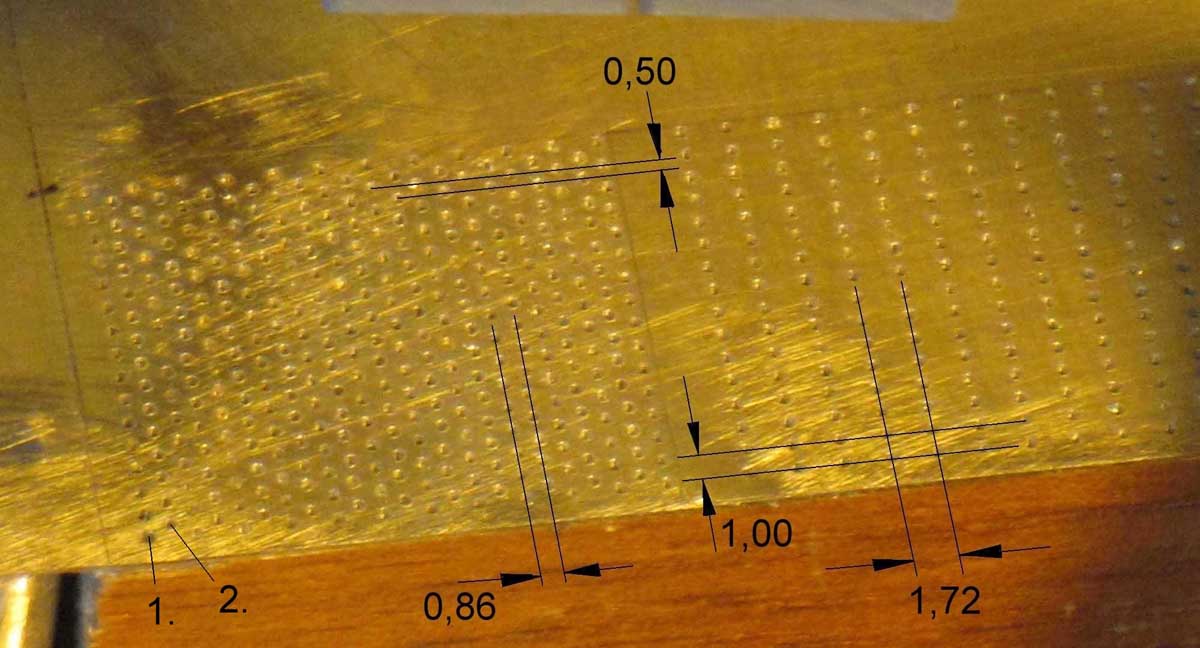
anklicken) Die Reihen haben beim 1. Bohrgang 1,72 mm Entfernung, von
Bohrung zu Bohrung 1,00 mm Abstand. Zwölf Reihen sind gebohrt.
(Foto
anklicken) Die Reihen haben beim 1. Bohrgang 1,72 mm Entfernung, von
Bohrung zu Bohrung 1,00 mm Abstand. Zwölf Reihen sind gebohrt.
 (Foto anklicken) Beim Feld links ist der 2. Bohrgang schon
gebohrt. Rechts sieht man nur den 1. Bohrgang. Ihn beginnt man bei (1.). Danach
wird längs um 0,86 mm versetzt und quer um 0,5 mm (Stellung dann bei 2.) und die
Skalenringe wieder genullt (!), damit man die gleichen Skalenwerte anfahren
kann. So entstehen die charakteristischen 60°-Diagonal-Reihen.
(Foto anklicken) Beim Feld links ist der 2. Bohrgang schon
gebohrt. Rechts sieht man nur den 1. Bohrgang. Ihn beginnt man bei (1.). Danach
wird längs um 0,86 mm versetzt und quer um 0,5 mm (Stellung dann bei 2.) und die
Skalenringe wieder genullt (!), damit man die gleichen Skalenwerte anfahren
kann. So entstehen die charakteristischen 60°-Diagonal-Reihen.
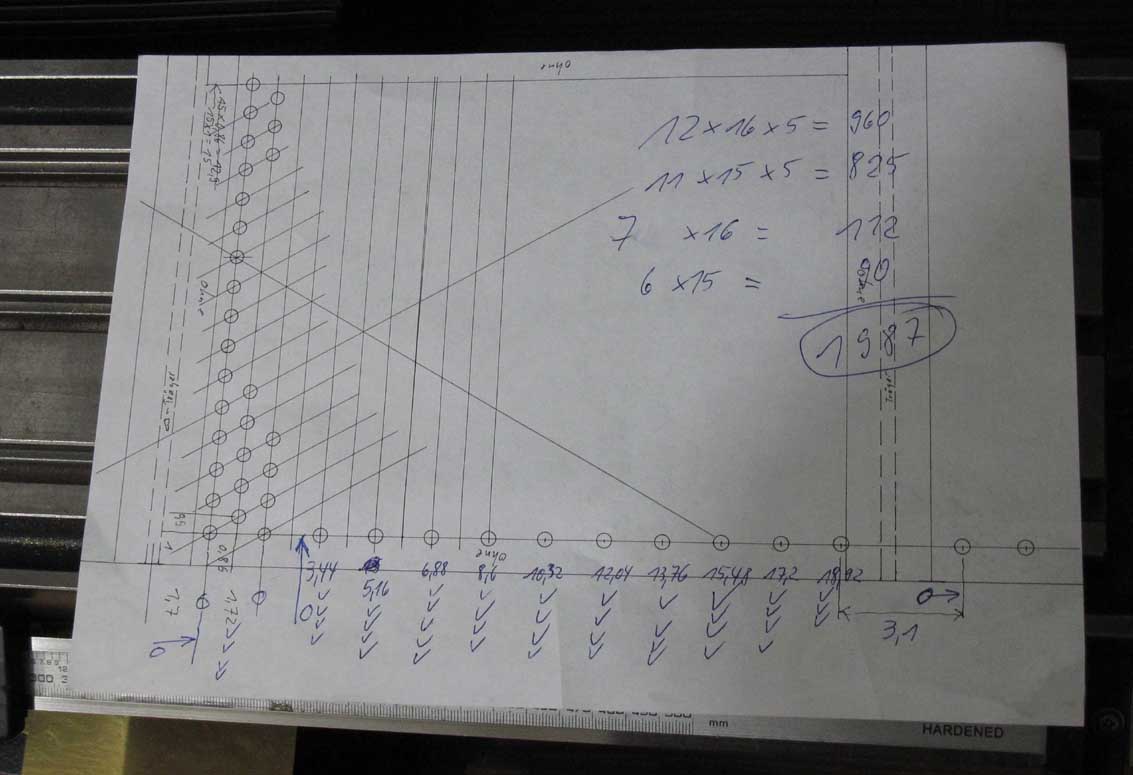
 (Foto
anklicken) Hier habe ich meine 10:1-Zeichnung zur Ermittlung der Werte
für das Bohrbild eines "Feldes" fotografiert. Die Zahlen 1,72 - 3,44 - 5,15 usw.
sind die mit dem X-Support anzufahrenden mm-Werte vom "Start" 0 aus. In der
Querrichtung war das Anfahren ja einfach, je 1 mm Abstand. Die Zahlenwerte
sollte man möglichst auf 1/100 mm genau einhalten, denn bei diesen Dimensionen
erkennt man wenige 1/100 mm schon als Fehler. Gut, wenn man große Skalenringe an
der Fräsmaschine hat. Falls nicht, in meinen Bücher wird nachvollziehbar
beschrieben, wie man sie recht leicht selber vergrößern kann.
(Foto
anklicken) Hier habe ich meine 10:1-Zeichnung zur Ermittlung der Werte
für das Bohrbild eines "Feldes" fotografiert. Die Zahlen 1,72 - 3,44 - 5,15 usw.
sind die mit dem X-Support anzufahrenden mm-Werte vom "Start" 0 aus. In der
Querrichtung war das Anfahren ja einfach, je 1 mm Abstand. Die Zahlenwerte
sollte man möglichst auf 1/100 mm genau einhalten, denn bei diesen Dimensionen
erkennt man wenige 1/100 mm schon als Fehler. Gut, wenn man große Skalenringe an
der Fräsmaschine hat. Falls nicht, in meinen Bücher wird nachvollziehbar
beschrieben, wie man sie recht leicht selber vergrößern kann.
 (Foto
anklicken) Errechnete 1987 0,4-mm-Bohrungen sind gebohrt und an Ober- und
Unterseite des Blechs mit Schleifkörpern entgratet. Ich habe dabei einen (!)
Bohrer abgebrochen, doch nicht beim Bohren. Ich bin ungeschickt mit dem
stehenden Bohrer gegen den Sockel vom Torpedorohr-Satz gefahren - Peng! Bei der
vorletzten Reihe rechts stimmt etwas nicht - frag mich nicht, was ich da gemacht
habe. Eigentlich stimmt das Koordinaten-Bohren immer ganz genau...
(Foto
anklicken) Errechnete 1987 0,4-mm-Bohrungen sind gebohrt und an Ober- und
Unterseite des Blechs mit Schleifkörpern entgratet. Ich habe dabei einen (!)
Bohrer abgebrochen, doch nicht beim Bohren. Ich bin ungeschickt mit dem
stehenden Bohrer gegen den Sockel vom Torpedorohr-Satz gefahren - Peng! Bei der
vorletzten Reihe rechts stimmt etwas nicht - frag mich nicht, was ich da gemacht
habe. Eigentlich stimmt das Koordinaten-Bohren immer ganz genau...
 (Foto
anklicken) Als Nächstes habe ich mir heute die seitlichen Decks als
Plattformen für zwei der fünf 40-mm-Zwillinge vorgenommen. Diese kurzen Decks
und die kleinen Hütten darunter bleiben bis zum Spritzen eigenständige Teile.
Die Sache wäre zu "zerbrechlich", würde ich versuchen, sie zusammen mit dem
mittleren Deckshaus als ein Teil herzustellen. Zuerst waren unter die leicht
überstehenden Decksstreifen Auflagen (a) zu kleben. Sorgfältig mußten die Ecken
eingepaßt werden, damit man später den (Decks-)Spalt fast nicht erkennt. Das
breitere Decksstück links (Backbord) wurde gegen die Auflage mit sechs
1-mm-Stiften verstiftet, die Bohrungen sind schon zu sehen. Auf der anderen
Seite genügten vier Stifte.
(Foto
anklicken) Als Nächstes habe ich mir heute die seitlichen Decks als
Plattformen für zwei der fünf 40-mm-Zwillinge vorgenommen. Diese kurzen Decks
und die kleinen Hütten darunter bleiben bis zum Spritzen eigenständige Teile.
Die Sache wäre zu "zerbrechlich", würde ich versuchen, sie zusammen mit dem
mittleren Deckshaus als ein Teil herzustellen. Zuerst waren unter die leicht
überstehenden Decksstreifen Auflagen (a) zu kleben. Sorgfältig mußten die Ecken
eingepaßt werden, damit man später den (Decks-)Spalt fast nicht erkennt. Das
breitere Decksstück links (Backbord) wurde gegen die Auflage mit sechs
1-mm-Stiften verstiftet, die Bohrungen sind schon zu sehen. Auf der anderen
Seite genügten vier Stifte.
 Damit die Stifte richtig gerade
stehen: Lötlehre! Die Stücke oben werden abgekniffen und zum Deck bündig
gefeilt. Dabei steckt der Stift natürlich wieder im Loch der Lehre!
Damit die Stifte richtig gerade
stehen: Lötlehre! Die Stücke oben werden abgekniffen und zum Deck bündig
gefeilt. Dabei steckt der Stift natürlich wieder im Loch der Lehre!
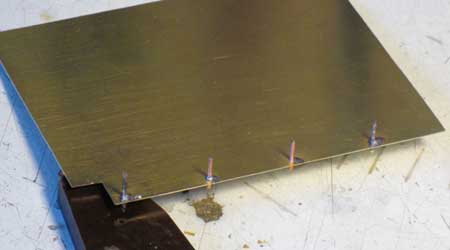
 Oben sehen wir die Oberseite, die
Stifte sind nicht mehr zu erkennen. Unten die Unterseite mit den etwa 2 mm
langen Stiften.
Oben sehen wir die Oberseite, die
Stifte sind nicht mehr zu erkennen. Unten die Unterseite mit den etwa 2 mm
langen Stiften.
 (Foto anklicken) Alles paßt. Die Decks habe zu dem
Zeitpunkt rundum noch etwa 4 bis 5 mm Aufmaß. Auf dem Schacht in der Mitte steht
übrigens später der hintere Kamin. In diesem Zustand kann mit einer Reißnadel
von unten der Umriß der Hütten auf das Deck übertragen werden.
(Foto anklicken) Alles paßt. Die Decks habe zu dem
Zeitpunkt rundum noch etwa 4 bis 5 mm Aufmaß. Auf dem Schacht in der Mitte steht
übrigens später der hintere Kamin. In diesem Zustand kann mit einer Reißnadel
von unten der Umriß der Hütten auf das Deck übertragen werden.
 (Foto anklicken) Die Decks sind ausgesägt, bei den Wänden
der Hütten mit etwa 0,5 mm Aufmaß. Wer Messingblech auf dem Strich sägen kann -
das ist bei etwas Übung sehr einfach - kann auch 0,5 mm daneben sägen! Stücke
vom Deck sind noch etwas zu lang (schwarze Pfeile), doch das kann weggefeilt
werden. Und die Ecken bleiben spitz, sie werden erst später nach dem
Voll-Verlöten gerundet angefeilt.
(Foto anklicken) Die Decks sind ausgesägt, bei den Wänden
der Hütten mit etwa 0,5 mm Aufmaß. Wer Messingblech auf dem Strich sägen kann -
das ist bei etwas Übung sehr einfach - kann auch 0,5 mm daneben sägen! Stücke
vom Deck sind noch etwas zu lang (schwarze Pfeile), doch das kann weggefeilt
werden. Und die Ecken bleiben spitz, sie werden erst später nach dem
Voll-Verlöten gerundet angefeilt.
 Wieder das gewohnte Spiel. Die
Auflagenkanten zu den Hütten werden außerhalb des Modells mit Säure verzinnt
(links) und auf das Deck kommen wieder "Heizpunkte".
Wieder das gewohnte Spiel. Die
Auflagenkanten zu den Hütten werden außerhalb des Modells mit Säure verzinnt
(links) und auf das Deck kommen wieder "Heizpunkte".
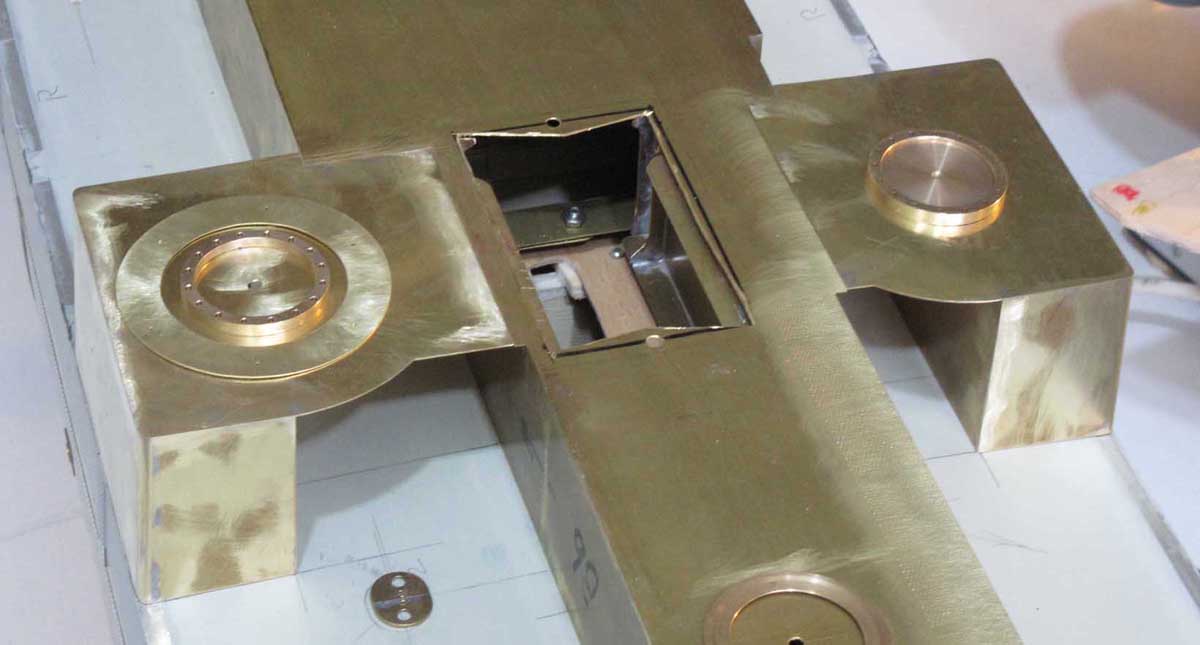
 (Foto anklicken) Hier sind die Decks an die Hütten (voll)
angelötet, der besagte 0,5-mm-Überstand weggefeilt und die Heizpunkte
weggeschabt (grob feilen). Die Geschützsockel sind nur aufgelegt. Den großen
Ring bei der linken Plattform, den man in den Zeichnungen deutlich sieht, deute
ich als Decksschutz (vllt. aus Holz? Bei einem Kreuzer der sowjetischen
SWERDLOV-Klasse habe ich solche Ringe unter den Türmen der 100-mm-Kaliber schon
aus Messing gesehen). In dem Bereich werden die leergeschossenen Patronenhülsen
auf das Deck geschleudert.
(Foto anklicken) Hier sind die Decks an die Hütten (voll)
angelötet, der besagte 0,5-mm-Überstand weggefeilt und die Heizpunkte
weggeschabt (grob feilen). Die Geschützsockel sind nur aufgelegt. Den großen
Ring bei der linken Plattform, den man in den Zeichnungen deutlich sieht, deute
ich als Decksschutz (vllt. aus Holz? Bei einem Kreuzer der sowjetischen
SWERDLOV-Klasse habe ich solche Ringe unter den Türmen der 100-mm-Kaliber schon
aus Messing gesehen). In dem Bereich werden die leergeschossenen Patronenhülsen
auf das Deck geschleudert.
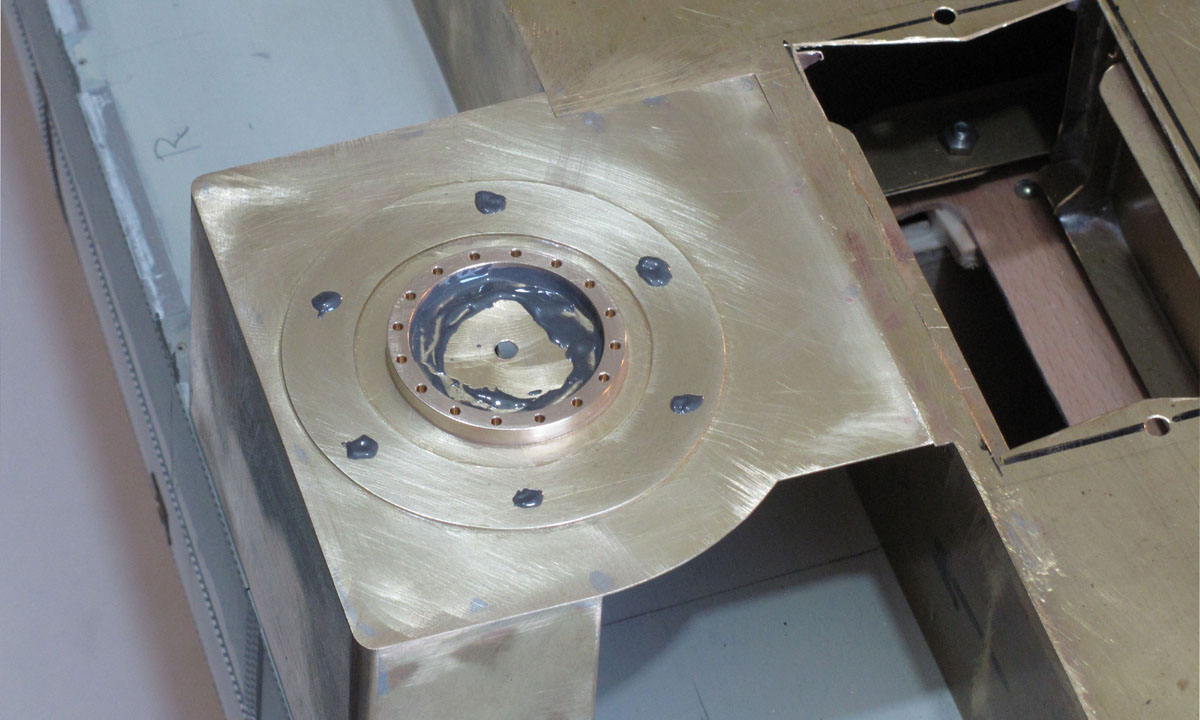
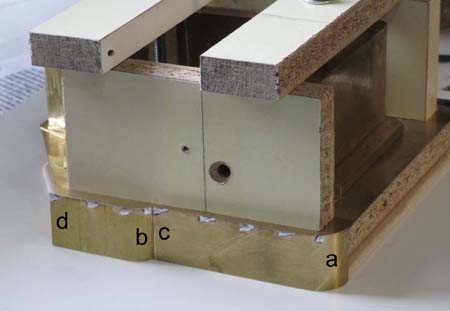
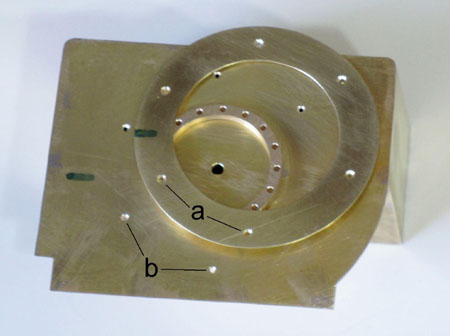 Die mit der Laubsäge ausgesägten
Ringe wollte ich nicht nur ankleben. Je sechs M1-Senkkopfschrauben sollen die
Ringe (0,4-mm-Ms-Blech) vor der Klebung schon an "Ort und Stelle" halten, bevor
die Ränder (innen und außen) mit Sekundenkleber "gefüllt" werden. Die Köpfe der
Schrauben sollen vollkommen "unter der Fläche liegen". Dazu müssen die
1-mm-Bohrungen (vom jeweiligen Ring auf das Deck abgebohrt) im Ring ausreichend
tiefe 90°-Senkungen (a) erhalten. Und damit die Schrauben bei dem dünnen Blech
überhaupt "anziehen", müssen auch die Bohrungen des Decks Senkungen (b)
erhalten.
Die mit der Laubsäge ausgesägten
Ringe wollte ich nicht nur ankleben. Je sechs M1-Senkkopfschrauben sollen die
Ringe (0,4-mm-Ms-Blech) vor der Klebung schon an "Ort und Stelle" halten, bevor
die Ränder (innen und außen) mit Sekundenkleber "gefüllt" werden. Die Köpfe der
Schrauben sollen vollkommen "unter der Fläche liegen". Dazu müssen die
1-mm-Bohrungen (vom jeweiligen Ring auf das Deck abgebohrt) im Ring ausreichend
tiefe 90°-Senkungen (a) erhalten. Und damit die Schrauben bei dem dünnen Blech
überhaupt "anziehen", müssen auch die Bohrungen des Decks Senkungen (b)
erhalten.
 (Foto
anklicken) Nach dem Festschrauben und "Füllen" der Spalten mit
dünnflüssigem Sekundenkleber werden die Schraubenköpfe überspachtelt und bündig
geschliffen...
(Foto
anklicken) Nach dem Festschrauben und "Füllen" der Spalten mit
dünnflüssigem Sekundenkleber werden die Schraubenköpfe überspachtelt und bündig
geschliffen...
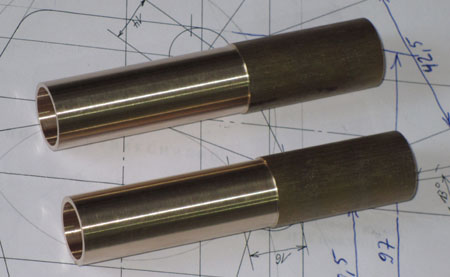 Auf dem hinteren Deckshaus steht eine
"Hütte" für den hinteren 40-mm-Zwilling und dessen Steuersäule. Sie hat einen
sechseckigen Grundriß mit gerundeten Ecken (je Radius 9 mm). Die Schalen für die
beiden vorderen Ecken (je 90°) hatte ich bereits angefertigt, siehe
hier. Für die "Ecken"
an den Seiten und hinten benötige ich je zwei Rundungsschalen von 64° und 26°
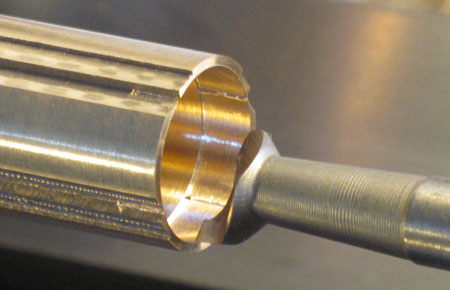
(64° + 26° = 90°). Diese wollte ich diesmal ganz anders anfertigen. Zwei
19-mm-Rundmessing-Stücke wurden in der Spannzange (ausreichend langer
Spannzapfen!!!) auf einen Innendurchmesser von 15 mm ausgebohrt/-gedreht. Danach
wurde der Außendurchmesser auf 18 mm überdreht (das Bohren immer zuerst!!!).
Auf dem hinteren Deckshaus steht eine
"Hütte" für den hinteren 40-mm-Zwilling und dessen Steuersäule. Sie hat einen
sechseckigen Grundriß mit gerundeten Ecken (je Radius 9 mm). Die Schalen für die
beiden vorderen Ecken (je 90°) hatte ich bereits angefertigt, siehe
hier. Für die "Ecken"
an den Seiten und hinten benötige ich je zwei Rundungsschalen von 64° und 26°
(64° + 26° = 90°). Diese wollte ich diesmal ganz anders anfertigen. Zwei
19-mm-Rundmessing-Stücke wurden in der Spannzange (ausreichend langer
Spannzapfen!!!) auf einen Innendurchmesser von 15 mm ausgebohrt/-gedreht. Danach
wurde der Außendurchmesser auf 18 mm überdreht (das Bohren immer zuerst!!!).
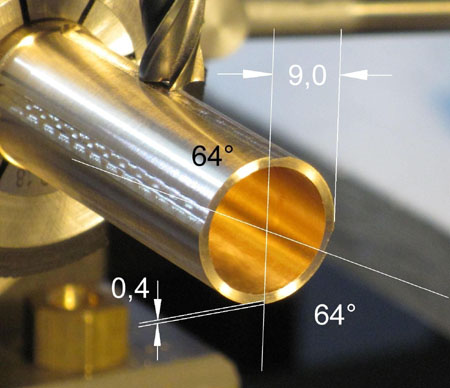 Im Teilkopf geht es weiter, er wird "genullt".
8-mm-Fingerfräser. Vom "Ankratzen" an der Seite des "Rohrs" die Kante des Fräsers 9 mm bis zur
Werkstückmitte fahren. Die Höhe: vom Ankratzen exakt 0,4 mm auf Tiefe gehen
(0,4-mm-Ms-Blech soll später hier angelötet werden), zwei Stufen fräsen, je 180°
entfernt. Die Teilspindel 64° weiterdrehen, Ankratzen von der anderen Seite,
wieder 9 mm zustellen, auf die gleiche Tiefe gehen, zwei Stufen fräsen,
ebenfalls 180° entfernt...
Im Teilkopf geht es weiter, er wird "genullt".
8-mm-Fingerfräser. Vom "Ankratzen" an der Seite des "Rohrs" die Kante des Fräsers 9 mm bis zur
Werkstückmitte fahren. Die Höhe: vom Ankratzen exakt 0,4 mm auf Tiefe gehen
(0,4-mm-Ms-Blech soll später hier angelötet werden), zwei Stufen fräsen, je 180°
entfernt. Die Teilspindel 64° weiterdrehen, Ankratzen von der anderen Seite,
wieder 9 mm zustellen, auf die gleiche Tiefe gehen, zwei Stufen fräsen,
ebenfalls 180° entfernt...
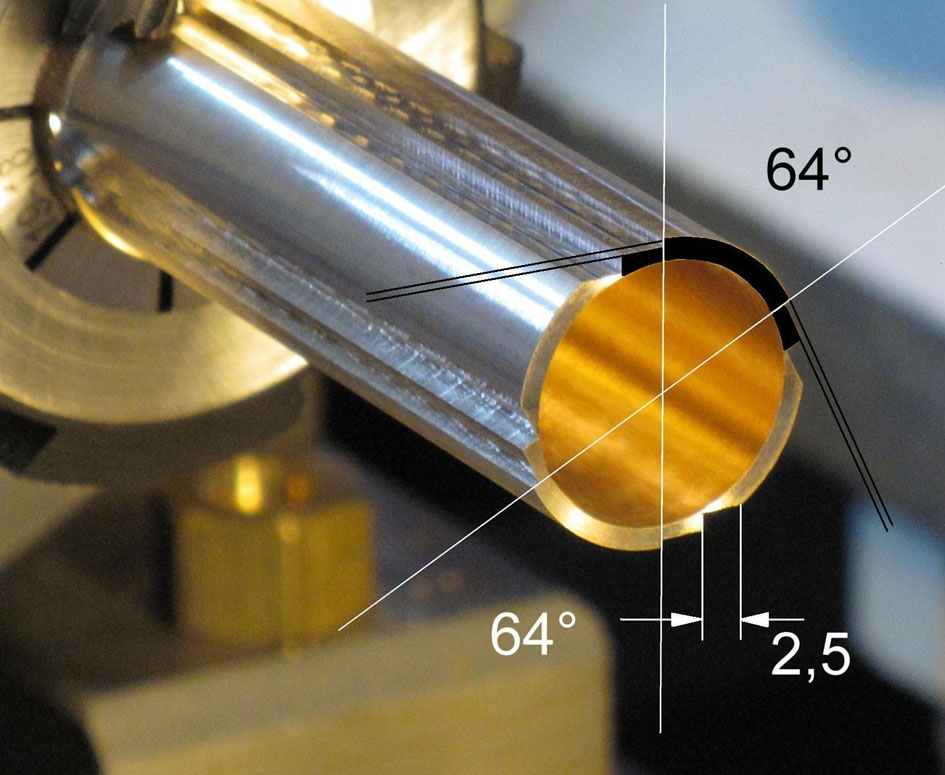
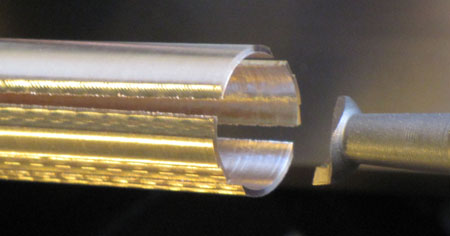
 (Foto anklicken) Hier habe ich eine der beiden
entstehenden Rundungsschalen geschwärzt. Je zwei 2,5 mm breite Stufen werden nur
bis knapp an den Innendurchmesser gefräst. Mit schwarzen Linien habe ich die
später anzulötenden Seitenwände dargestellt.
(Foto anklicken) Hier habe ich eine der beiden
entstehenden Rundungsschalen geschwärzt. Je zwei 2,5 mm breite Stufen werden nur
bis knapp an den Innendurchmesser gefräst. Mit schwarzen Linien habe ich die
später anzulötenden Seitenwände dargestellt.
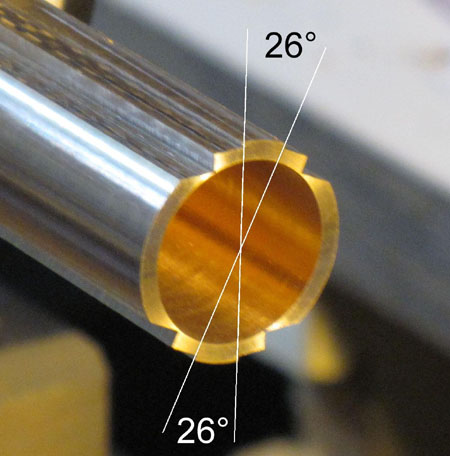 Das andere Rohr wird zu zwei
Rundungsschalen mit je 26° gefräst.
Das andere Rohr wird zu zwei
Rundungsschalen mit je 26° gefräst.
 Die Teile kommen wieder in die
Drehmaschinen-Spannzange und werden mit einem Eckbohrstahl geringfügig soweit
ausgedreht, daß vier Profilstücke entstehen: zwei Rundungsschalen und zwei
Abfälle.
Die Teile kommen wieder in die
Drehmaschinen-Spannzange und werden mit einem Eckbohrstahl geringfügig soweit
ausgedreht, daß vier Profilstücke entstehen: zwei Rundungsschalen und zwei
Abfälle.
 Erwartungsgemäß spreizen die vier Teile
auf.
Erwartungsgemäß spreizen die vier Teile
auf.
 Links die 26°- und rechts die
64°-Schalen.
Links die 26°- und rechts die
64°-Schalen.
 Die Lötkolbenspitze war durch das viele
Löten zu kurz geworden. Ein konisches Stück, welches im Heizkörper steckt, habe
ich lang genug aus Messing gedreht. Darauf wird die eigentliche Kupfer-Spitze
geschraubt. Die "Erfindung" hat sich gut bewährt. Die Spitze wird vorn nicht
mehr so sehr heiß, daß ständig das Zinn verbrennt.
Die Lötkolbenspitze war durch das viele
Löten zu kurz geworden. Ein konisches Stück, welches im Heizkörper steckt, habe
ich lang genug aus Messing gedreht. Darauf wird die eigentliche Kupfer-Spitze
geschraubt. Die "Erfindung" hat sich gut bewährt. Die Spitze wird vorn nicht
mehr so sehr heiß, daß ständig das Zinn verbrennt.
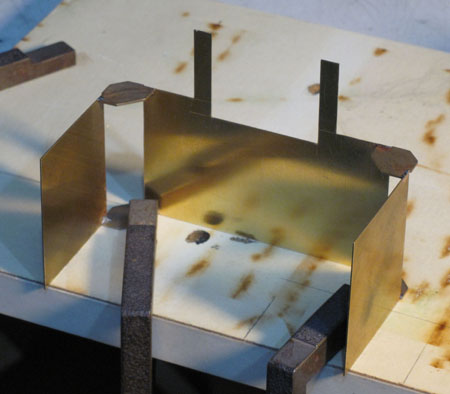
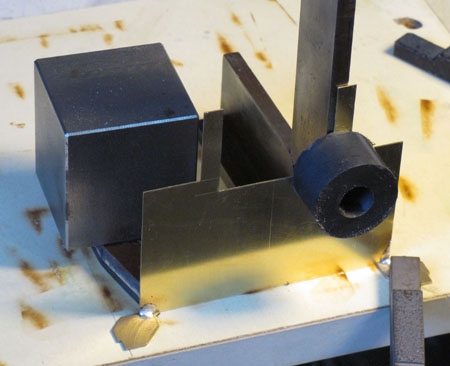 An die vordere Stirnwand werden unten
zwei "Abstandshalter" gelötet. Der runde Magnet hält die Wand dabei am
Anschlagwinkel schön genau senkrecht.
An die vordere Stirnwand werden unten
zwei "Abstandshalter" gelötet. Der runde Magnet hält die Wand dabei am
Anschlagwinkel schön genau senkrecht.
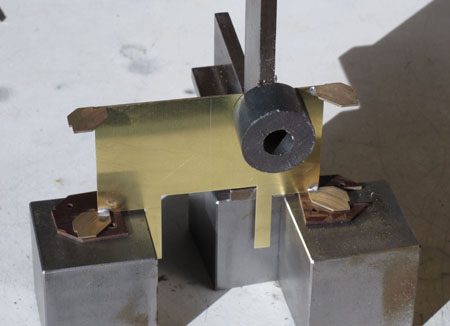 Das Gleiche oben. Damit die Stahlklötze
"die Hitze nicht wegnehmen", steht das Teil auf Novotex-Scheiben.
Das Gleiche oben. Damit die Stahlklötze
"die Hitze nicht wegnehmen", steht das Teil auf Novotex-Scheiben.
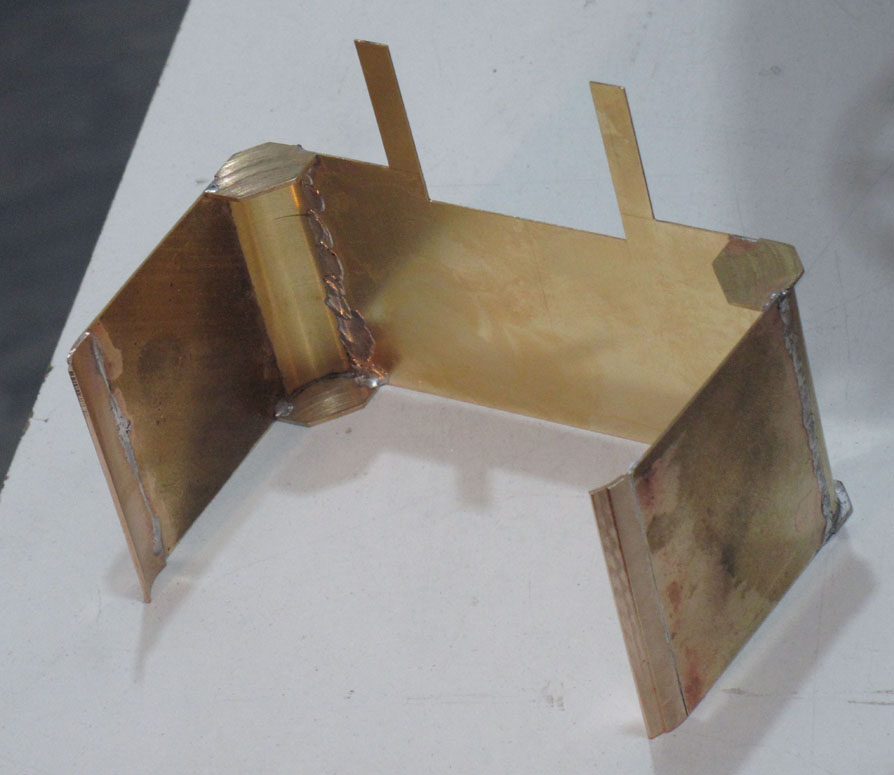
 Die parallelen Seitenwände und die
beiden 90°-Viertelschalen werden wie gehabt angelötet...
Die parallelen Seitenwände und die
beiden 90°-Viertelschalen werden wie gehabt angelötet...
 ...und daran je eine
26°-Rundungsschale. Auf Bündigkeit am Deck achten! (Pertinaxklotz)
...und daran je eine
26°-Rundungsschale. Auf Bündigkeit am Deck achten! (Pertinaxklotz)
 (Foto anklicken) Zwischenstand. Bei allen Blechteilen
achte ich sehr genau auf Rechte Winkel, wo sie denn sein sollen, und Maße halte
ich nahezu auf 1/100-mm ein. Ich säge immer mit geringem Aufmaß und feile dann
auf Maß (längs angelegte Feile).
(Foto anklicken) Zwischenstand. Bei allen Blechteilen
achte ich sehr genau auf Rechte Winkel, wo sie denn sein sollen, und Maße halte
ich nahezu auf 1/100-mm ein. Ich säge immer mit geringem Aufmaß und feile dann
auf Maß (längs angelegte Feile).
 Auf halber Höhe wird ein
Versteifungs-U eingelötet, damit die Seitenwände für die folgenden
Arbeitsschritte richtig parallel stehen, soviel Zeit muß sein!
Auf halber Höhe wird ein
Versteifungs-U eingelötet, damit die Seitenwände für die folgenden
Arbeitsschritte richtig parallel stehen, soviel Zeit muß sein!
 An die schrägen Seitenwände werden
zuerst die 64°-Rundungsschalen angelötet...
An die schrägen Seitenwände werden
zuerst die 64°-Rundungsschalen angelötet...
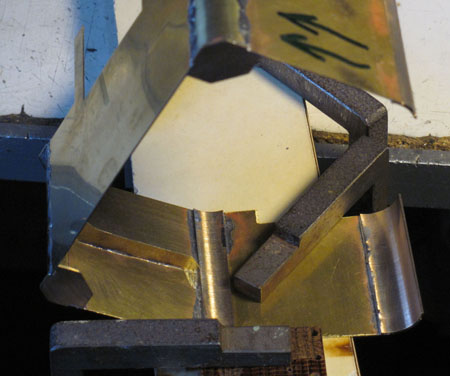 ...bevor auch diese angelötet werden -
vorzugsweise von innen.
...bevor auch diese angelötet werden -
vorzugsweise von innen.
 Nun die andere Seite.
Nun die andere Seite.
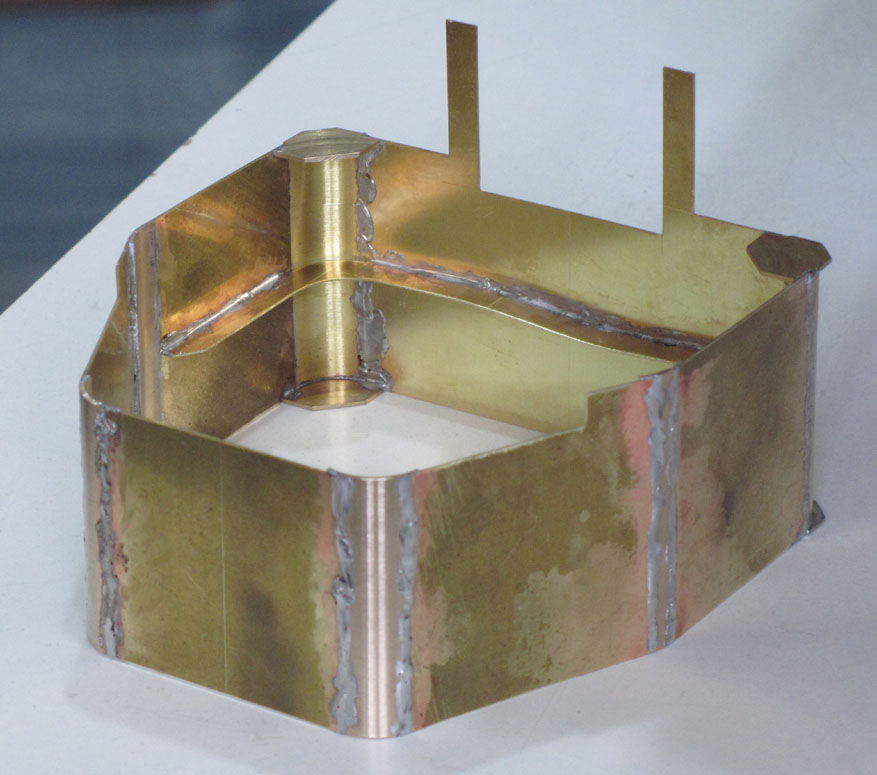
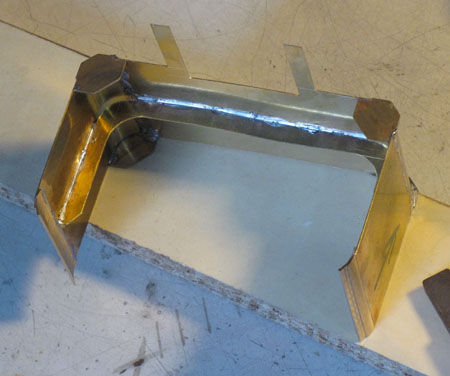
 Der Ring ist fast geschlossen. Am
Versteifungs-U hinten erkennt man, wie sich Messingblech bei Erwärmung streckt
und weil es nicht ausweichen kann, verbiegt. In dem Fall ist das jedoch Jacke
wie Hose... Man sieht es ja innen nicht.
Der Ring ist fast geschlossen. Am
Versteifungs-U hinten erkennt man, wie sich Messingblech bei Erwärmung streckt
und weil es nicht ausweichen kann, verbiegt. In dem Fall ist das jedoch Jacke
wie Hose... Man sieht es ja innen nicht.
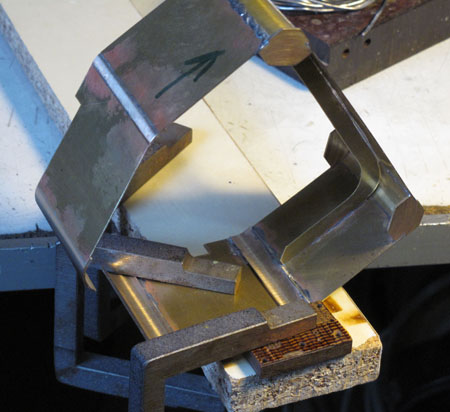
 Die ebene Spanplatte simuliert das
Deck. Ein MS-Anriß, dazu eine rechtwinklige Linie, daran wird eine Stahlschiene
geklemmt, daran die vordere Stirnwand der Hütte - mittig ausgerichtet -
geschoben...
Die ebene Spanplatte simuliert das
Deck. Ein MS-Anriß, dazu eine rechtwinklige Linie, daran wird eine Stahlschiene
geklemmt, daran die vordere Stirnwand der Hütte - mittig ausgerichtet -
geschoben...
 ...das Ganze von Gewichten belastet,
kann nun die hintere Stirnwand angelötet werden (hier nur geheftet). Man erkennt
den feinen Mittenanriß.
...das Ganze von Gewichten belastet,
kann nun die hintere Stirnwand angelötet werden (hier nur geheftet). Man erkennt
den feinen Mittenanriß.
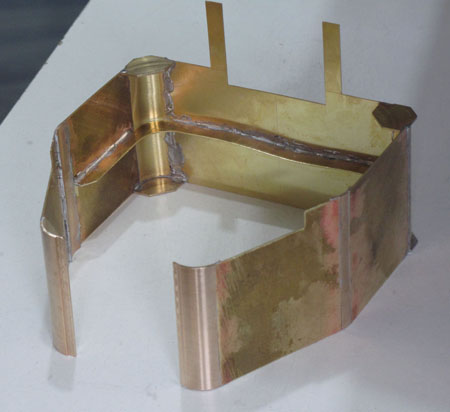
 (Foto anklicken) Geplant war, nur von innen zu löten,
damit ich außen nicht viel feilen muß. Das Zinn ist aber nicht an allen Stellen
nach außen durchgedrungen. Deshalb habe ich auch von außen sparsam gelötet und
danach, wie üblich, gefeilt.
(Foto anklicken) Geplant war, nur von innen zu löten,
damit ich außen nicht viel feilen muß. Das Zinn ist aber nicht an allen Stellen
nach außen durchgedrungen. Deshalb habe ich auch von außen sparsam gelötet und
danach, wie üblich, gefeilt.
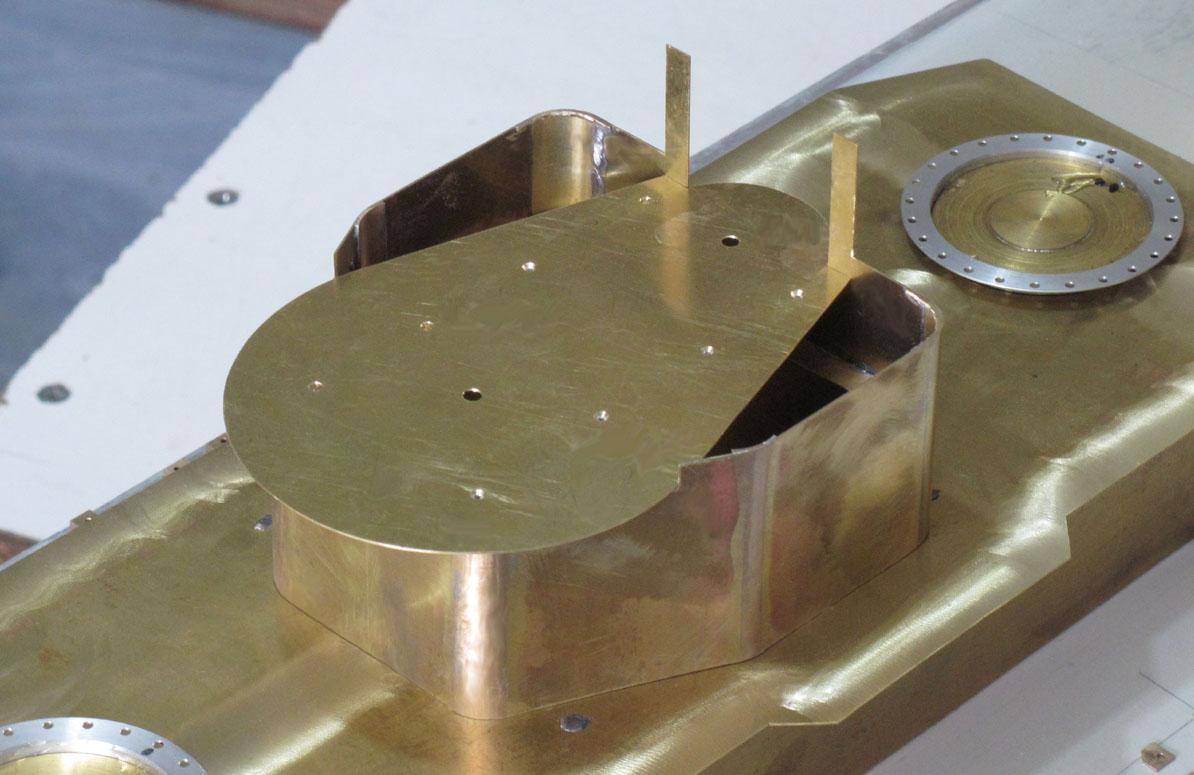
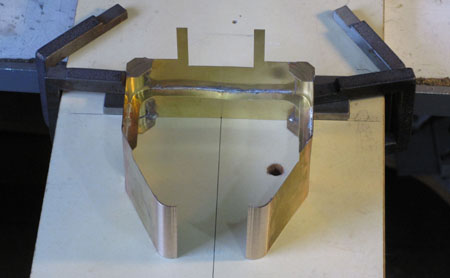
 (Foto anklicken) Die vier "Abstandshalter" habe ich mit
einer Trennscheibe fast vollständig weggeschliffen. Die Hütte steht hier etwa an
der Stelle, wo sie stehen muß. Die Plattform für den 40-mm-Zwilling (großer
Durchmesser) und für den Sockel der Steuersäule (kleiner Durchmesser) ist schon
eingelötet. Damit diese Platte vollkommen eben bleibt, sind zwei Alu-L-Winkel 10
x 10 mm längs untergeklebt. Die Klebung wird von acht M1-Senkkopfschrauben
unterstützt. Habe diese gerade erst bei Hüttl-Wagener bestellt...
(Foto anklicken) Die vier "Abstandshalter" habe ich mit
einer Trennscheibe fast vollständig weggeschliffen. Die Hütte steht hier etwa an
der Stelle, wo sie stehen muß. Die Plattform für den 40-mm-Zwilling (großer
Durchmesser) und für den Sockel der Steuersäule (kleiner Durchmesser) ist schon
eingelötet. Damit diese Platte vollkommen eben bleibt, sind zwei Alu-L-Winkel 10
x 10 mm längs untergeklebt. Die Klebung wird von acht M1-Senkkopfschrauben
unterstützt. Habe diese gerade erst bei Hüttl-Wagener bestellt...
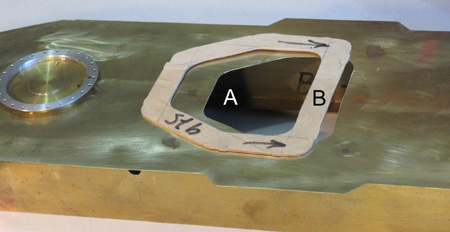 Damit die Hütte nach der Lackierung
problemlos an der richtigen Stelle auf das Deck geklebt werden kann, erhielt
dieses einen Sperrholzrahmen (B) mit dem Grundriß der Hütte. Er wurde mit vier
M2-Schrauben fixiert. Das Decks selbst erhielt an der Stelle einen Durchbruch
(A) mit einer Trennscheibe eingeschnitten.
Damit die Hütte nach der Lackierung
problemlos an der richtigen Stelle auf das Deck geklebt werden kann, erhielt
dieses einen Sperrholzrahmen (B) mit dem Grundriß der Hütte. Er wurde mit vier
M2-Schrauben fixiert. Das Decks selbst erhielt an der Stelle einen Durchbruch
(A) mit einer Trennscheibe eingeschnitten.
Weiter geht es im
Teil 5 dieser
Fotoserie...

zurück/back |
home