Trossenwinden
(Teil 1)
hawser reels
(part 1)
Auch an Bord von USS CASSIN
YOUNG gab es diverse Trossenwinden (z.B. für die Lagerung der Festmacherleinen).
Ich baue zuerst zwei derartige Winden mit senkrechter Achse, welche dreifach
unterteilt sind und fast Deckshaushöhe haben. Sie stehen auf den Seitengängen
neben dem mittleren Deckshaus.
 Der Bau der dreifachen Trossenwinden
beginnt mit der Herstellung der Griffringe an den Seiten-Scheiben. Dreifach
bedeutet: ich benötige 2 x 4, also acht Stück solcher Scheiben und folglich auch
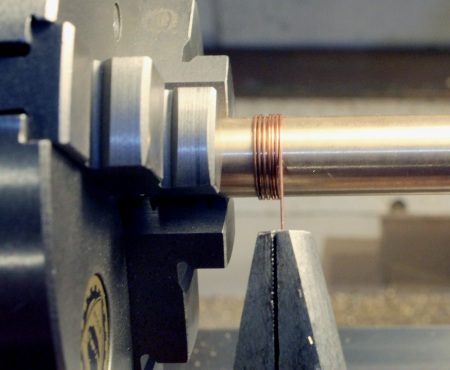
Ringe. Um einen Dorn (Durchmesser 12,85 mm) habe ich auf der Drehmaschine den
streckgerichteten 0,47-mm-Kupferdraht gewickelt. Wenn man das Drahtende mit
einer Kombi-Zange straff hält, kann man es so schön steuern, daß Lage an Lage
liegt. Das Futter drehe ich von Hand! Kurz vor der Zange schneide ich den Draht
dann mit einem Seitenschneider durch, die Wendel springt auf.
Der Bau der dreifachen Trossenwinden
beginnt mit der Herstellung der Griffringe an den Seiten-Scheiben. Dreifach
bedeutet: ich benötige 2 x 4, also acht Stück solcher Scheiben und folglich auch
Ringe. Um einen Dorn (Durchmesser 12,85 mm) habe ich auf der Drehmaschine den
streckgerichteten 0,47-mm-Kupferdraht gewickelt. Wenn man das Drahtende mit
einer Kombi-Zange straff hält, kann man es so schön steuern, daß Lage an Lage
liegt. Das Futter drehe ich von Hand! Kurz vor der Zange schneide ich den Draht
dann mit einem Seitenschneider durch, die Wendel springt auf.
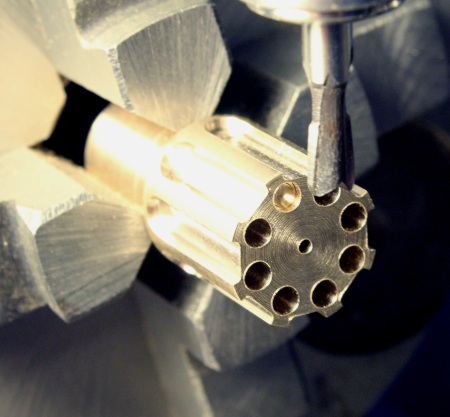
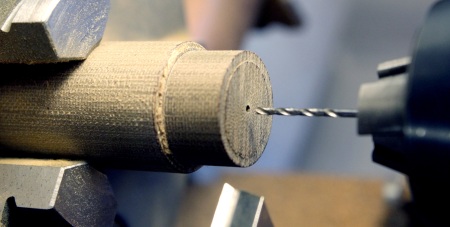
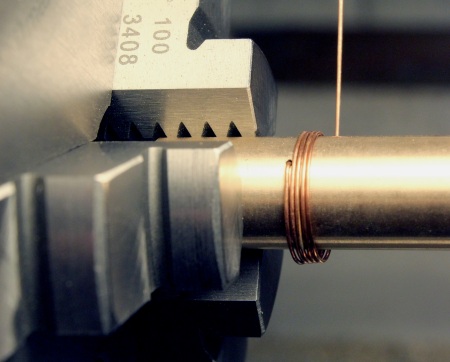 Das ist hier geschehen. Im Foto erkennt man
das radiale 1-mm-Loch, in welches der Drahtanfang gesteckt wird. Nach dem
Aufspringen hat die Wendel einen gewünschten Innendurchmesser von 14,3 mm. Am
Drahtanfang wird die Wendel abgezwickt und vorsichtig, ohne sie zu verbiegen,
vom Dorn gezogen.
Das ist hier geschehen. Im Foto erkennt man
das radiale 1-mm-Loch, in welches der Drahtanfang gesteckt wird. Nach dem
Aufspringen hat die Wendel einen gewünschten Innendurchmesser von 14,3 mm. Am
Drahtanfang wird die Wendel abgezwickt und vorsichtig, ohne sie zu verbiegen,
vom Dorn gezogen.
 Ich habe eine ganze Anzahl so gemacht.
Ich habe eine ganze Anzahl so gemacht.
 Davon wurden viele Ringe abgekniffen...
Davon wurden viele Ringe abgekniffen...
 ...und jeweils mit einem Stück Pertinax auf
eine ebene Fläche gedrückt und so die Enden zusammengelötet.
...und jeweils mit einem Stück Pertinax auf
eine ebene Fläche gedrückt und so die Enden zusammengelötet.
 (alle kleinen Fotos anklicken) In einer Nahaufnahme sieht das so aus. Man muß
hier besonders darauf achten, daß nie zu viel Zinn am Lötkolben ist, denn von
diesen empfindlichen Ringen kann man zuviel Zinn kaum entfernen. Wir wollen die
Ringe ja nicht außer Form bringen.
(alle kleinen Fotos anklicken) In einer Nahaufnahme sieht das so aus. Man muß
hier besonders darauf achten, daß nie zu viel Zinn am Lötkolben ist, denn von
diesen empfindlichen Ringen kann man zuviel Zinn kaum entfernen. Wir wollen die
Ringe ja nicht außer Form bringen.
 Die Seitenscheiben (eigentlich sind es hier
Winden-Böden) werden als Prisma gefertigt. Ein Ms-Stück wird mit 0,05-mm-Spänen
so überdreht, daß acht der Ringe leicht aufzustecken sind.
Die Seitenscheiben (eigentlich sind es hier
Winden-Böden) werden als Prisma gefertigt. Ein Ms-Stück wird mit 0,05-mm-Spänen
so überdreht, daß acht der Ringe leicht aufzustecken sind.
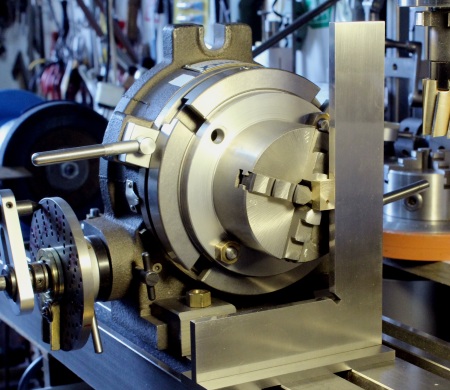
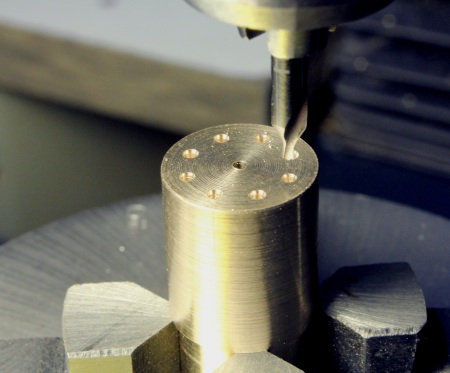 Im Senkrecht-Teilgerät werden auf dem
Teilkreis-Durchmesser 9,8 mm dann acht Zentrierbohrungen gesetzt (je 45°
Entfernung)...
Im Senkrecht-Teilgerät werden auf dem
Teilkreis-Durchmesser 9,8 mm dann acht Zentrierbohrungen gesetzt (je 45°
Entfernung)...
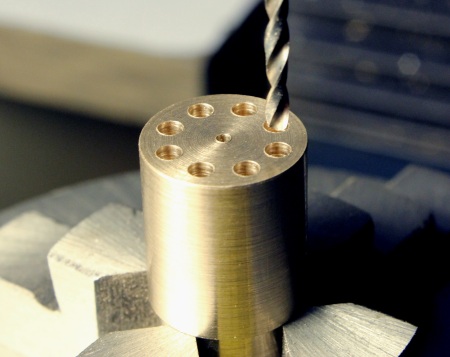 ...2 mm vor-...
...2 mm vor-...
 ...und 2,5 mm fertiggebohrt. Die Tiefe
jeweils wie das ausragende Stück.
...und 2,5 mm fertiggebohrt. Die Tiefe
jeweils wie das ausragende Stück.
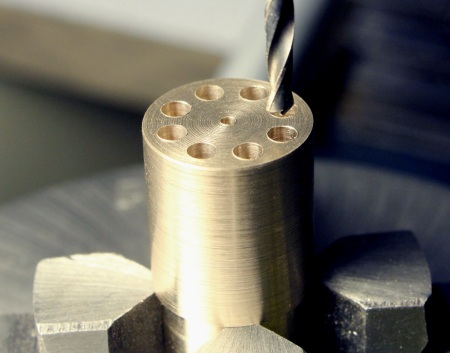
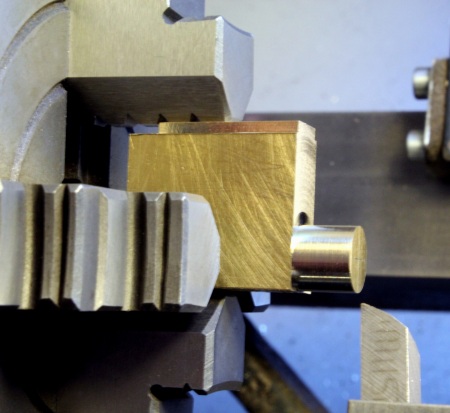
 Das
Teil ist jetzt im stehenden Rundtisch gespannt. Die Grad-Skala steht auf 22,5°
vor 0°. In zwei gegenüberliegende 2,5-mm-Bohrungen werden 2,5-mm-Materialstücke
gesteckt. Das Teil ist im Futter nur leicht, noch verdrehbar, gespannt. So kann
ich die beiden Stifte mit einem großen Anschlagwinkel so ausrichten, daß sie
exakt übereinander stehen. Dann wird das Futter geschlossen.
Das
Teil ist jetzt im stehenden Rundtisch gespannt. Die Grad-Skala steht auf 22,5°
vor 0°. In zwei gegenüberliegende 2,5-mm-Bohrungen werden 2,5-mm-Materialstücke
gesteckt. Das Teil ist im Futter nur leicht, noch verdrehbar, gespannt. So kann
ich die beiden Stifte mit einem großen Anschlagwinkel so ausrichten, daß sie
exakt übereinander stehen. Dann wird das Futter geschlossen.
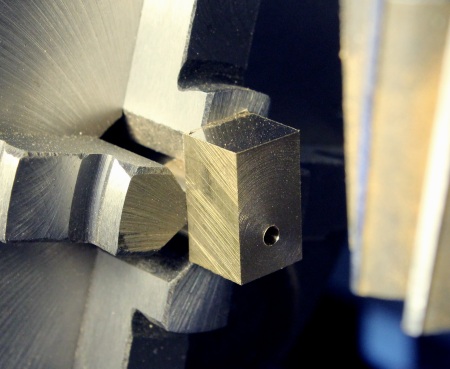
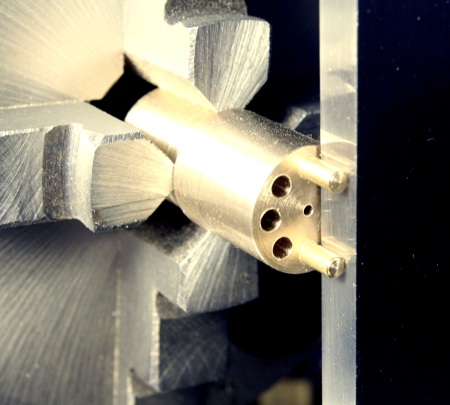 Nahaufnahme von dem Vorgang. Jetzt kann der
Rundtisch von 22,5° vor 0° auf 0° weitergedreht werden.
Nahaufnahme von dem Vorgang. Jetzt kann der
Rundtisch von 22,5° vor 0° auf 0° weitergedreht werden.
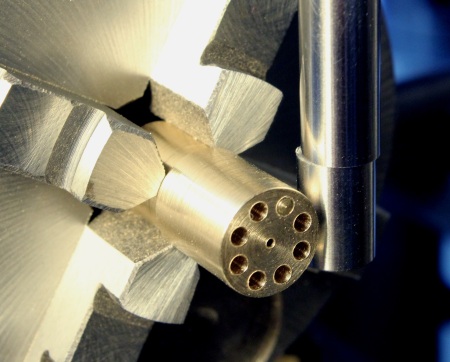 So stehen nun zwei nebeneinanderliegende
Bohrungen "oben" (Bild) und mit einem Kantentaster kann von hinten die Mitte
exakt angefahren werden.
So stehen nun zwei nebeneinanderliegende
Bohrungen "oben" (Bild) und mit einem Kantentaster kann von hinten die Mitte
exakt angefahren werden.
 Wechsel auf einen 4-mm-Fingerfräser
mit von Hand gerundet angeschliffenen Schneidenecken. So werden acht 1 mm tiefe
Längsnuten in das Profil gefräst. Ich muß mich etwas vertan haben, denn die
Nuten liegen nicht richtig mittig zwischen den schon vorhandenen Bohrungen. Beim
nächsten Mal werde ich erst die Längsnuten fräsen und danach erst die Bohrungen
bohren...!
Wechsel auf einen 4-mm-Fingerfräser
mit von Hand gerundet angeschliffenen Schneidenecken. So werden acht 1 mm tiefe
Längsnuten in das Profil gefräst. Ich muß mich etwas vertan haben, denn die
Nuten liegen nicht richtig mittig zwischen den schon vorhandenen Bohrungen. Beim
nächsten Mal werde ich erst die Längsnuten fräsen und danach erst die Bohrungen
bohren...!
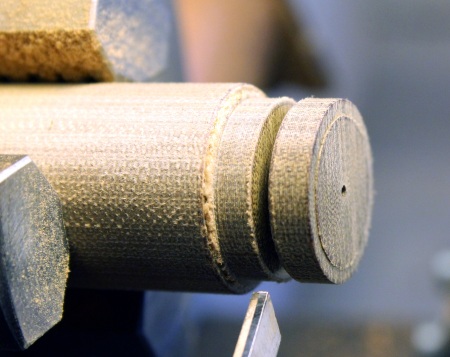
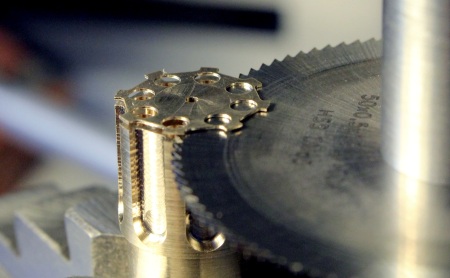 Ich wollte möglichst dünne Scheiben
absägen. An einem anderen Materialstück habe ich vorher getestet. Ich säge durch
Drehen des Rundtischs. Bei der ersten Runde säge ich nur etwa 1,5 mm tief, bei
der zweiten weitere 2 mm und bei der letzten säge ich bis zum
1,2-mm-Zentrierloch in der Mitte (Bild).
Ich wollte möglichst dünne Scheiben
absägen. An einem anderen Materialstück habe ich vorher getestet. Ich säge durch
Drehen des Rundtischs. Bei der ersten Runde säge ich nur etwa 1,5 mm tief, bei
der zweiten weitere 2 mm und bei der letzten säge ich bis zum
1,2-mm-Zentrierloch in der Mitte (Bild).
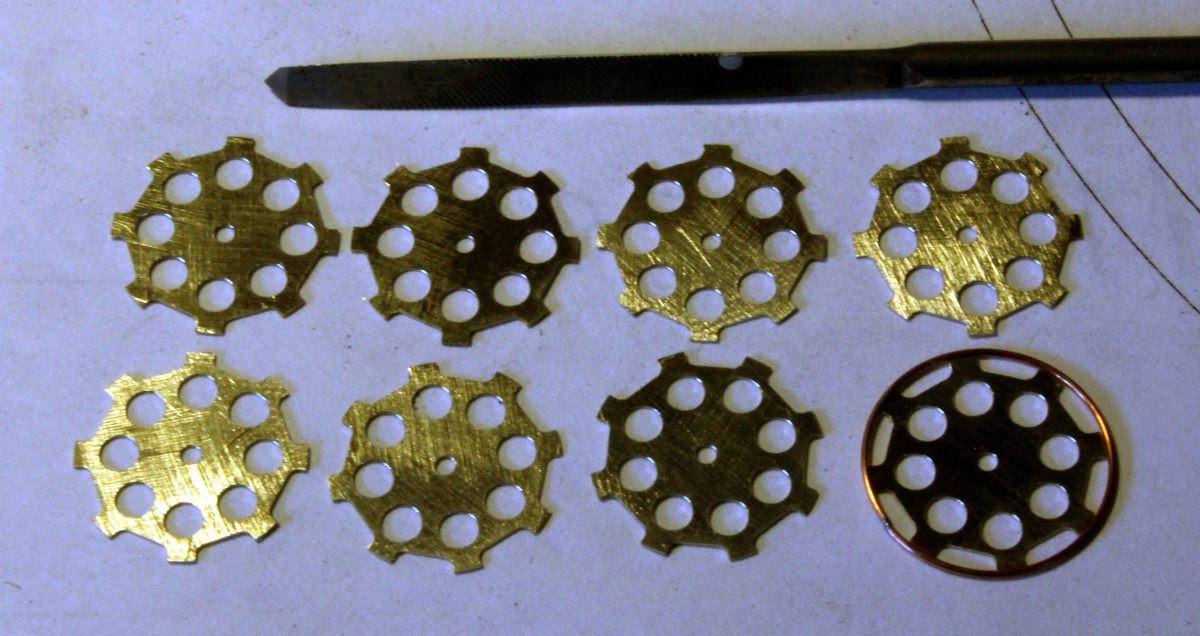
 Vom Profil konnte ich 15 Teile absägen.
Acht werden nur gebraucht. Die Scheiben sind nach dem Verglätten der Sägespuren
0,2 mm dick, ausreichend dünn. Sieht man genau hin, erkennt man die nicht
richtig sitzenden Bohrungen. Sie sind übrigens dazu da, daß die aufgewundenen
Leinen austrocknen können.
Vom Profil konnte ich 15 Teile absägen.
Acht werden nur gebraucht. Die Scheiben sind nach dem Verglätten der Sägespuren
0,2 mm dick, ausreichend dünn. Sieht man genau hin, erkennt man die nicht
richtig sitzenden Bohrungen. Sie sind übrigens dazu da, daß die aufgewundenen
Leinen austrocknen können.
 Es
hat mir keine Ruhe gelassen. Ich habe die Teile heute noch einmal gemacht.
Diesmal sitzen die Bohrungen richtig und auch ein Stück weiter innen. Oben liegt
das aus einer Dreikant-Nadelfeile geschliffene Entgrat-Werkzeug, mit dem ich
stets alle kleinen Bohrungen entgrate. Rechts unten habe ich einen Handring so
aufgelegt, wie er nun angelötet werden soll. Das soll nun geschehen, das geht
aber nur mit einer Lötvorrichtung.
Es
hat mir keine Ruhe gelassen. Ich habe die Teile heute noch einmal gemacht.
Diesmal sitzen die Bohrungen richtig und auch ein Stück weiter innen. Oben liegt
das aus einer Dreikant-Nadelfeile geschliffene Entgrat-Werkzeug, mit dem ich
stets alle kleinen Bohrungen entgrate. Rechts unten habe ich einen Handring so
aufgelegt, wie er nun angelötet werden soll. Das soll nun geschehen, das geht
aber nur mit einer Lötvorrichtung.
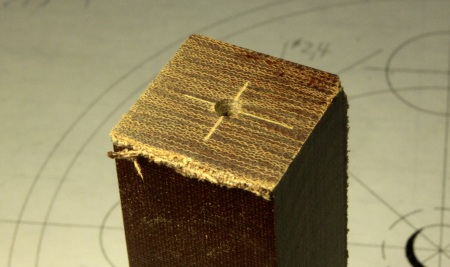 Bei der Gelegenheit will ich kurz zeigen,
wie ich aus einem Vierkant-Materialstück ein rundes mache. An beiden Stirnseiten
wird die Mitte angerissen, gekörnt und zentriergebohrt.
Bei der Gelegenheit will ich kurz zeigen,
wie ich aus einem Vierkant-Materialstück ein rundes mache. An beiden Stirnseiten
wird die Mitte angerissen, gekörnt und zentriergebohrt.
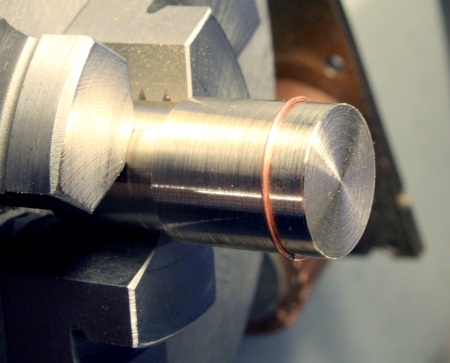
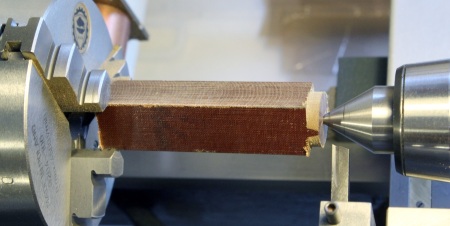 Ein Ende wird recht kurz im
Dreibackenfutter gespannt, gegen das andere wird die mitlaufende Spitze gesetzt
und so wird an der Seite ein etwa 4 mm langer Zapfen rund angedreht. Danach wird
dieser Zapfen im Backenfutter gespannt und am anderen Ende wird die Spitze
dagegengesetzt. So kann die gesamte Länge rund überdreht werden.
Ein Ende wird recht kurz im
Dreibackenfutter gespannt, gegen das andere wird die mitlaufende Spitze gesetzt
und so wird an der Seite ein etwa 4 mm langer Zapfen rund angedreht. Danach wird
dieser Zapfen im Backenfutter gespannt und am anderen Ende wird die Spitze
dagegengesetzt. So kann die gesamte Länge rund überdreht werden.
 Eine Pertinax-Scheibe muß gedreht werden
mit einer 1,2-mm-Mittenbohrung. Damit der Ring (Drahtdurchmesser 0,47 mm) mittig
auf den Scheiben (Dicke 0,2 mm) sitzt, erhält die Pertinax-Scheibe am Rand eine
sehr flache Stufe angedreht. Ich rechne: 0,47 - 0,2 = 0,27 : 2 = 0,135 mm. Die
Stufe sollte also genau genommen 0,135 mm hoch sein. Vor dem Plandrehen habe ich
die Skala vom Obersupport genullt, dann wurde plangedreht und danach der
Obersupport 0,14 mm zugestellt. Das läßt sich noch einigermaßen machen (Bild).
Eine Pertinax-Scheibe muß gedreht werden
mit einer 1,2-mm-Mittenbohrung. Damit der Ring (Drahtdurchmesser 0,47 mm) mittig
auf den Scheiben (Dicke 0,2 mm) sitzt, erhält die Pertinax-Scheibe am Rand eine
sehr flache Stufe angedreht. Ich rechne: 0,47 - 0,2 = 0,27 : 2 = 0,135 mm. Die
Stufe sollte also genau genommen 0,135 mm hoch sein. Vor dem Plandrehen habe ich
die Skala vom Obersupport genullt, dann wurde plangedreht und danach der
Obersupport 0,14 mm zugestellt. Das läßt sich noch einigermaßen machen (Bild).
 Etwa 5 mm breit wird abgestochen.
Etwa 5 mm breit wird abgestochen.
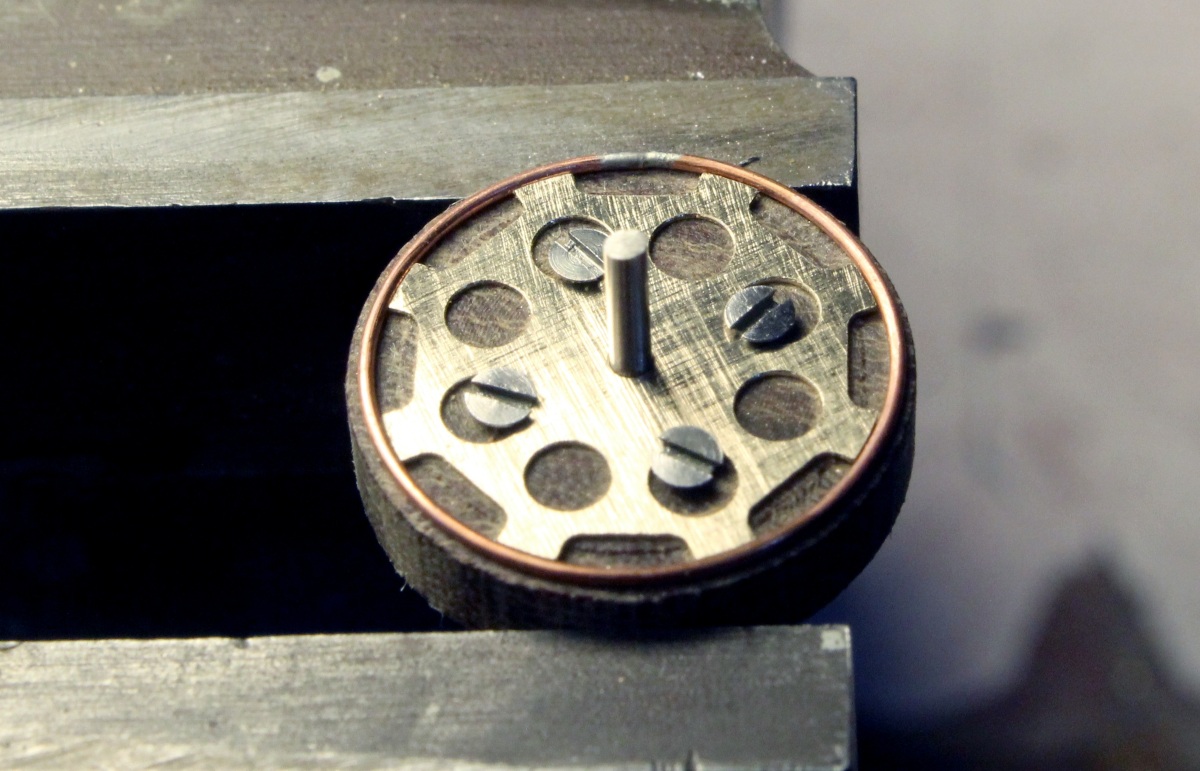
 Jede Scheibe wird mit vier M1-Senkkopf-Schrauben an dieser Pertinax-Scheibe
befestigt. In der Mitte zentriert ein 1,2-mm-Bohrerschaft. Die Schrauben sitzen
so, daß ihre Kopfschrägen das dünne Blech "nieder ziehen". Dann wird der
Drahtring aufgelegt und stückweise mit sehr wenig Zinn angelötet. Damit der Ring
richtig "liegt", drücke ich mit der Spitze der Reißnadel an der jeweiligen
Stelle.
Jede Scheibe wird mit vier M1-Senkkopf-Schrauben an dieser Pertinax-Scheibe
befestigt. In der Mitte zentriert ein 1,2-mm-Bohrerschaft. Die Schrauben sitzen
so, daß ihre Kopfschrägen das dünne Blech "nieder ziehen". Dann wird der
Drahtring aufgelegt und stückweise mit sehr wenig Zinn angelötet. Damit der Ring
richtig "liegt", drücke ich mit der Spitze der Reißnadel an der jeweiligen
Stelle.
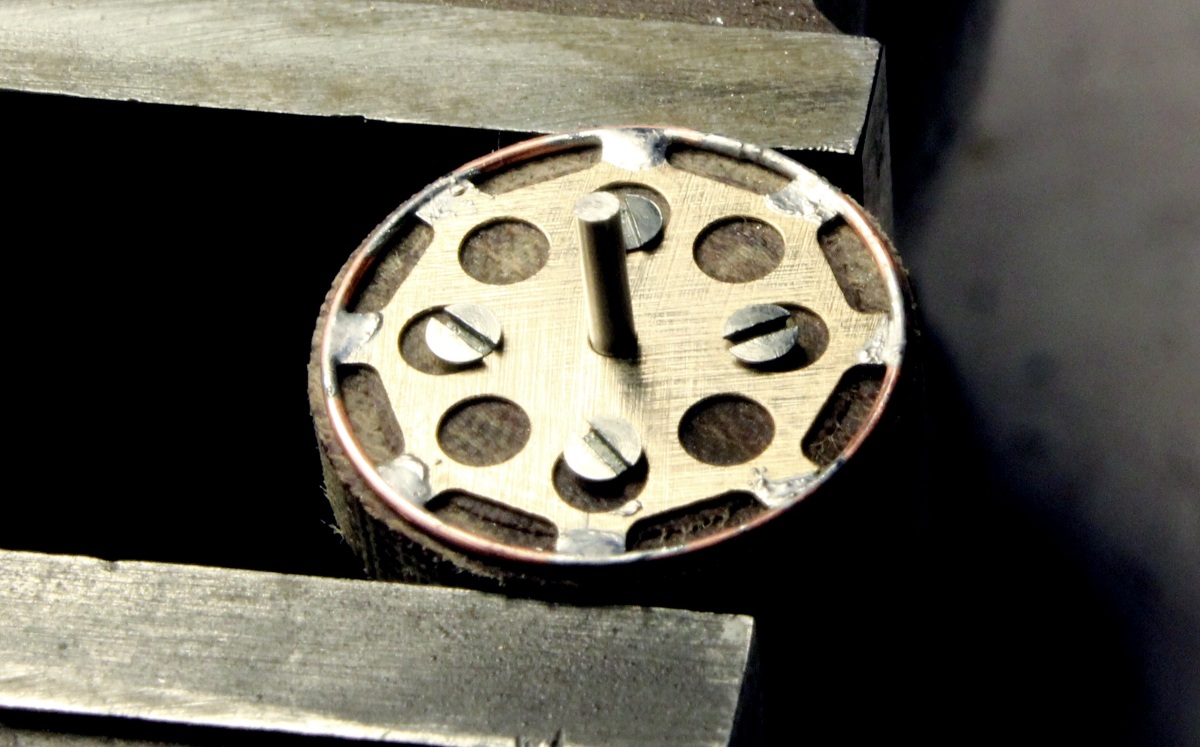
 Fertig gelötet sieht das so aus. Noch auf der Vorrichtung wir das überschüssige
Lötzinn mit einem kleinen Dreikantschaber weggeschnitzt und der Rest mit der
rotierenden Drahtbürste entfernt.
Fertig gelötet sieht das so aus. Noch auf der Vorrichtung wir das überschüssige
Lötzinn mit einem kleinen Dreikantschaber weggeschnitzt und der Rest mit der
rotierenden Drahtbürste entfernt.
 Vorerst fertig. So gefallen die Teile mir.
Vorerst fertig. So gefallen die Teile mir.
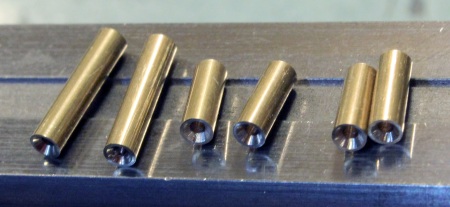 Für den Fortgang der Arbeiten werden
Abstandsrollen aus 3-mm-Rund-Messing gebraucht: zwei x 14 mm und vier x 8,5 mm
lang. Die 1,3-mm-Bohrungen gehen ganz durch. An beiden Enden erhalten die
Bohrungen sehr große Senkungen (Dreikantschaber).
Für den Fortgang der Arbeiten werden
Abstandsrollen aus 3-mm-Rund-Messing gebraucht: zwei x 14 mm und vier x 8,5 mm
lang. Die 1,3-mm-Bohrungen gehen ganz durch. An beiden Enden erhalten die
Bohrungen sehr große Senkungen (Dreikantschaber).
 In
dieser Reihenfolge werden die Teile auf einem 1,2-mm-Ms-Rundstab montiert.
In
dieser Reihenfolge werden die Teile auf einem 1,2-mm-Ms-Rundstab montiert.
 Im Schraubstock wird ein 1,2-mm-Draht exakt
senkrecht geklemmt.
Im Schraubstock wird ein 1,2-mm-Draht exakt
senkrecht geklemmt.
 Darauf werden die Teile gesteckt und mit
kleinen Tropfen Sekundenkleber aneinander befestigt. Die Rolle ganz unten wird
nicht mit angeklebt. Bei der Vorklebung nur sehr wenig Kleber, es darf keine
Verbindung mit dem Draht entstehen.
Darauf werden die Teile gesteckt und mit
kleinen Tropfen Sekundenkleber aneinander befestigt. Die Rolle ganz unten wird
nicht mit angeklebt. Bei der Vorklebung nur sehr wenig Kleber, es darf keine
Verbindung mit dem Draht entstehen.
 Eine der beiden Rollen fertig
geklebt.
Eine der beiden Rollen fertig
geklebt.
 Ein Ms-Stück erhält einen Spannzapfen.
Ein Ms-Stück erhält einen Spannzapfen.
 Dann wird das Stück noch etwas kleiner
gesägt, plangedreht und erhält eine 2,4-mm-Durchgangsbohrung.
Dann wird das Stück noch etwas kleiner
gesägt, plangedreht und erhält eine 2,4-mm-Durchgangsbohrung.
 Die Rundtisch-Skala steht auf 0°, das Teil
wird eingespannt und ausgerichtet.
Die Rundtisch-Skala steht auf 0°, das Teil
wird eingespannt und ausgerichtet.
 Zuerst wird seine "Länge" mit einem
Walzen-Stirnfräser gefräst.
Zuerst wird seine "Länge" mit einem
Walzen-Stirnfräser gefräst.
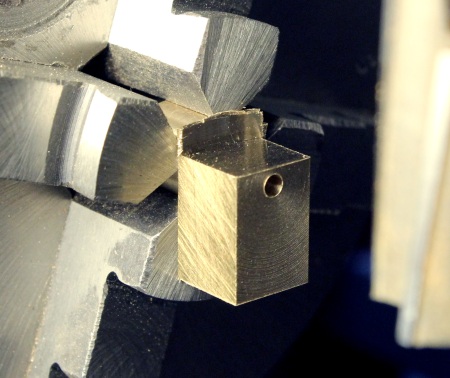 Nach Drehung um 180° wird die "Wandstärke"
0,8 mm gefräst (Abstand zur Bohrung).
Nach Drehung um 180° wird die "Wandstärke"
0,8 mm gefräst (Abstand zur Bohrung).
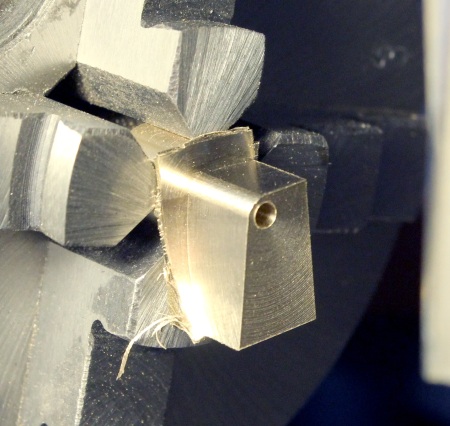 In 4°-Schritten wird die Rundung nach einer
Seite über 80° angefräst (4°, das ist bei einem 1:90-Rundtisch eine
Kurbelumdrehung). Der Fräser steht in der Y-Richtung in der Mitte der
Teilspindel.
In 4°-Schritten wird die Rundung nach einer
Seite über 80° angefräst (4°, das ist bei einem 1:90-Rundtisch eine
Kurbelumdrehung). Der Fräser steht in der Y-Richtung in der Mitte der
Teilspindel.
 Nach der anderen Seite ebenfalls 80°. Sind
80° erreicht, fahre ich den Fräser nach hinten heraus.
Nach der anderen Seite ebenfalls 80°. Sind
80° erreicht, fahre ich den Fräser nach hinten heraus.
 Zurückgedreht mache ich das Gleiche nach
vorn.
Zurückgedreht mache ich das Gleiche nach
vorn.
 Von dem Prisma werden die Teile abgesägt.
Im Bild: der Rest nach dem Absägen (je 0,3 mm dick) der acht Teile, vier werden
nur benötigt.
Von dem Prisma werden die Teile abgesägt.
Im Bild: der Rest nach dem Absägen (je 0,3 mm dick) der acht Teile, vier werden
nur benötigt.
 Diese sechs Teile werden als Nächstes zu
einem Grundkörper zusammengelötet. Die linken Enden der Blechstreifen sind etwa
2° schräg angearbeitet. Das ist der Betrag des Deckssprungs an der Stelle, wo
die Trossenwinden stehen.
Diese sechs Teile werden als Nächstes zu
einem Grundkörper zusammengelötet. Die linken Enden der Blechstreifen sind etwa
2° schräg angearbeitet. Das ist der Betrag des Deckssprungs an der Stelle, wo
die Trossenwinden stehen.
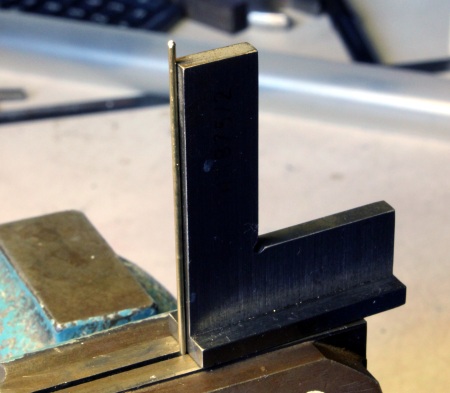
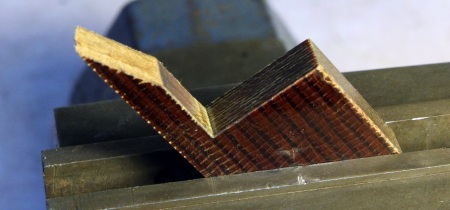 Eine Pertinax-Platte erhielt zuerst
mit einem Walzenstirnfräser eine 90°-Ecke eingefräst. Danach wurde das Stück mit
einem 2°-Winkelendmaß (zu beziehen z.B. bei WABECO) 2° schräggestellt und der
"Boden" so noch einmal überstirnt. Die Ecke hat nun eine "Öffnung" von 92°, das
kann man an dem Foto kaum sehen. Diese 2° sind in etwa die Schräge, welche sich
aus der Balkenbucht, an der Stelle ergibt, wo die Winde dann auf dem Deck steht.
Eine Pertinax-Platte erhielt zuerst
mit einem Walzenstirnfräser eine 90°-Ecke eingefräst. Danach wurde das Stück mit
einem 2°-Winkelendmaß (zu beziehen z.B. bei WABECO) 2° schräggestellt und der
"Boden" so noch einmal überstirnt. Die Ecke hat nun eine "Öffnung" von 92°, das
kann man an dem Foto kaum sehen. Diese 2° sind in etwa die Schräge, welche sich
aus der Balkenbucht, an der Stelle ergibt, wo die Winde dann auf dem Deck steht.
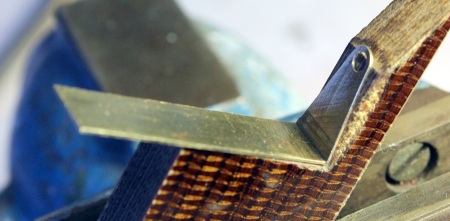 So konnte in diesem "Lötprisma" der untere Träger 2° schräg an das senkrechte
Blech angelötet werden.
So konnte in diesem "Lötprisma" der untere Träger 2° schräg an das senkrechte
Blech angelötet werden.
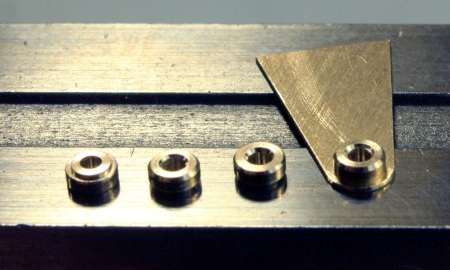 Die Träger erhalten als Lager für die
Windenwelle vier Buchsen (Durchmesser 3 mm, Bohrung 1,3 mm). Links liegt eine
Buchse verkehrt herum. Man erkennt den 0,25 mm hohen Zentrier-Absatz (die Träger
sind 0,3 mm dick).
Die Träger erhalten als Lager für die
Windenwelle vier Buchsen (Durchmesser 3 mm, Bohrung 1,3 mm). Links liegt eine
Buchse verkehrt herum. Man erkennt den 0,25 mm hohen Zentrier-Absatz (die Träger
sind 0,3 mm dick).
 Für das winkelgerechte Anlöten des oberen
Trägers habe ich einen Abstandbolzen aus Pertinax gedreht. Oben (links) hat er
einen sehr flachen Zentrier-Absatz und ein M1-Innengewinde, damit der Träger
zentriert festgeschraubt werden kann. Und unten steckt ein 1,2-mm-Zentrierstift.
Für das winkelgerechte Anlöten des oberen
Trägers habe ich einen Abstandbolzen aus Pertinax gedreht. Oben (links) hat er
einen sehr flachen Zentrier-Absatz und ein M1-Innengewinde, damit der Träger
zentriert festgeschraubt werden kann. Und unten steckt ein 1,2-mm-Zentrierstift.
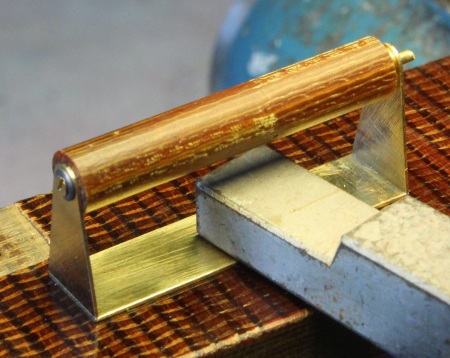
 So kann dieses Stück aufgesetzt und schön
gerade angelötet werden. Danach kann der Stift (hier links) herausgezogen, die
M1-Schraube (mit der Unterlegscheibe) entfernt und der Abstandsbolzen
weggenommen werden.
So kann dieses Stück aufgesetzt und schön
gerade angelötet werden. Danach kann der Stift (hier links) herausgezogen, die
M1-Schraube (mit der Unterlegscheibe) entfernt und der Abstandsbolzen
weggenommen werden.
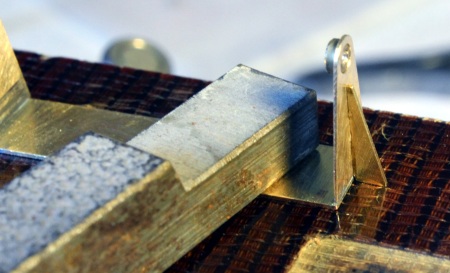
 Damit das Teil beim Anlöten nicht
verrutschen kann, wird es selbstverständlich mit einer C-Klemme auf einer
Pertinax-Platte geklemmt. An der linken Innenecke erkennt man, daß das Zinn
bereits sauber entfernt wurde.
Damit das Teil beim Anlöten nicht
verrutschen kann, wird es selbstverständlich mit einer C-Klemme auf einer
Pertinax-Platte geklemmt. An der linken Innenecke erkennt man, daß das Zinn
bereits sauber entfernt wurde.
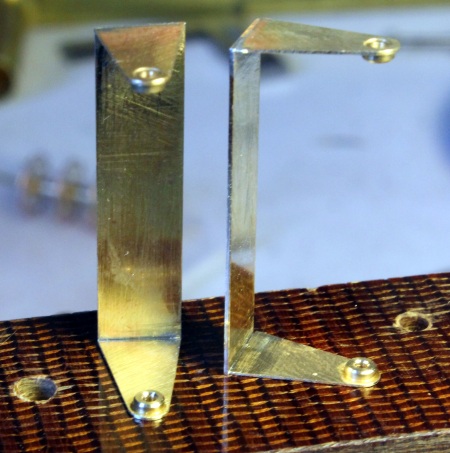 Alle Träger sind angelötet, überschüssiges
Zinn ist entfernt.
Alle Träger sind angelötet, überschüssiges
Zinn ist entfernt.
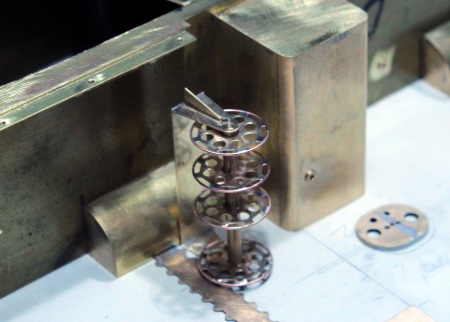
 Oben wird noch jeweils auf einer ebenen
Unterlage ein Versteifungswinkel mit Sekundenkleber angeklebt.
Oben wird noch jeweils auf einer ebenen
Unterlage ein Versteifungswinkel mit Sekundenkleber angeklebt.
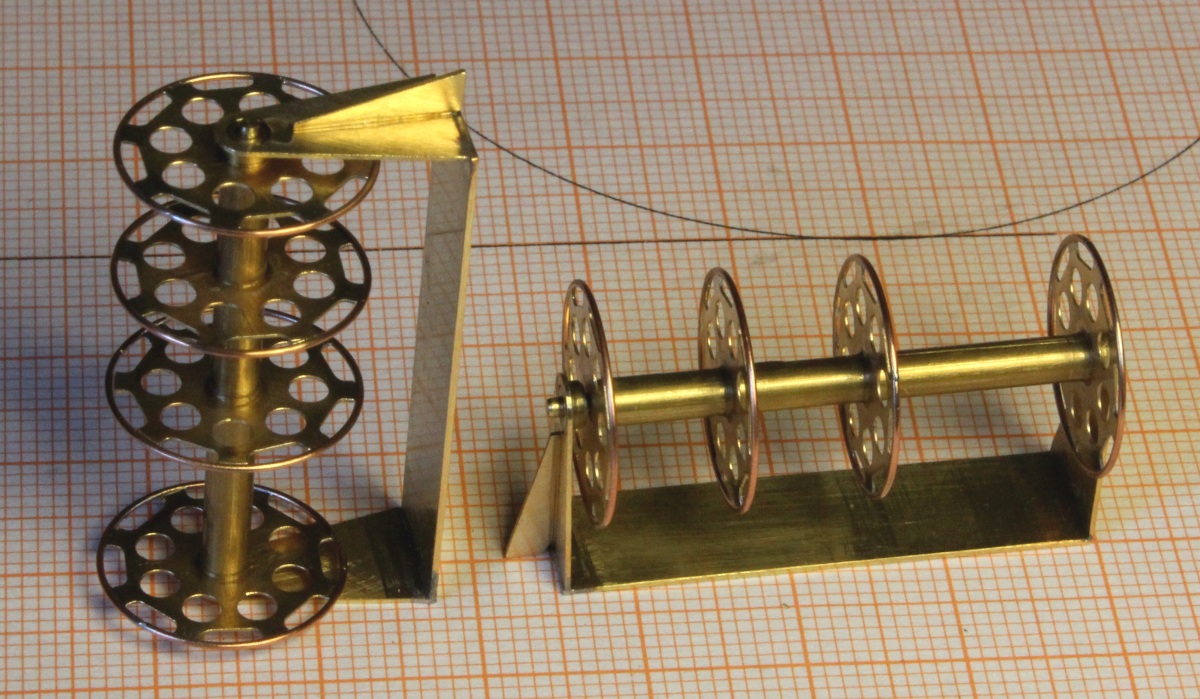
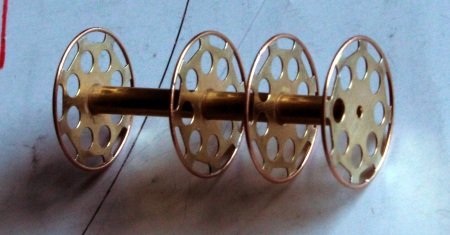
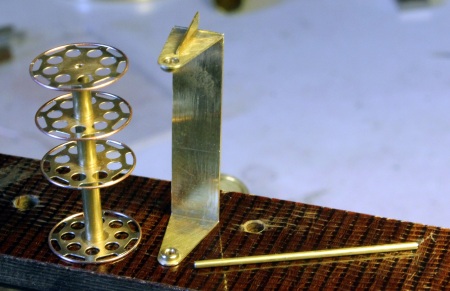 Von links nach rechts: dreiteilige
Seiltrommel, Träger, 1,2-mm-Achse.
Von links nach rechts: dreiteilige
Seiltrommel, Träger, 1,2-mm-Achse.
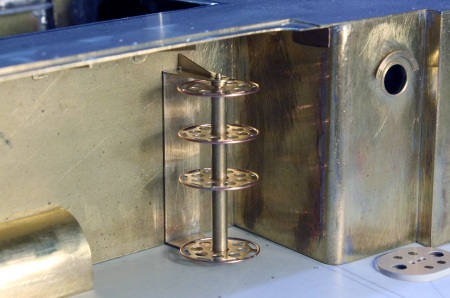
 Diese Teile zusammengefügt...
Diese Teile zusammengefügt...
 ...und an der Steuerbord-Deckshauswand
verbaut.
...und an der Steuerbord-Deckshauswand
verbaut.
 An Backbord sieht es etwas anders aus.
Leider sieht man später am fertigen Modell wenig von diesen Winden, weil hier
Decks darüber gehen, welche hier noch nicht eingebaut sind.
An Backbord sieht es etwas anders aus.
Leider sieht man später am fertigen Modell wenig von diesen Winden, weil hier
Decks darüber gehen, welche hier noch nicht eingebaut sind.
Weiter geht es im
Teil 2
der Serie.

zurück/back |
home