Trossenwinden
(Teil 2)
hawser reels
(part 2)
Hier nun die Fortsetzung
von Teil 1 der Serie:
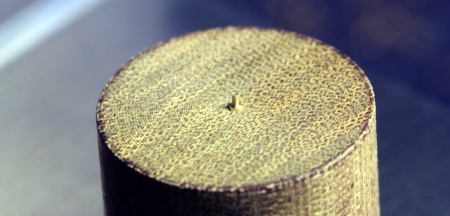
 Für die Herstellung der Trommeln für
eine zweite Form von Trossenwinden gebe ich nur eine Kurzanleitung. Von einem
Profilstück mit einer 6H7-Mittenbohrung und acht 2-mm-Bohrungen werden
wenigstens zehn 0,2 mm dicke Scheiben abgesägt (acht werden benötigt!).
Für die Herstellung der Trommeln für
eine zweite Form von Trossenwinden gebe ich nur eine Kurzanleitung. Von einem
Profilstück mit einer 6H7-Mittenbohrung und acht 2-mm-Bohrungen werden
wenigstens zehn 0,2 mm dicke Scheiben abgesägt (acht werden benötigt!).
 Auch hier werden die Scheiben sauber
entgratet und die Ms-Ringe (0,6-mm-Draht) in einer Pertinax-Lötvorrichtung an
den Rand gelötet. Noch auf der Lötvorrichtung wird überschüssiges Lötzinn
entfernt.
Auch hier werden die Scheiben sauber
entgratet und die Ms-Ringe (0,6-mm-Draht) in einer Pertinax-Lötvorrichtung an
den Rand gelötet. Noch auf der Lötvorrichtung wird überschüssiges Lötzinn
entfernt.
 Das sieht dann so aus.
Das sieht dann so aus.
 Doppelend-Andrehverfahren,
Zapfen-Durchmesser 6 mm, 1,5 mm lang.
Doppelend-Andrehverfahren,
Zapfen-Durchmesser 6 mm, 1,5 mm lang.
 Stücke mit etwas Überlänge
abgestochen.
Stücke mit etwas Überlänge
abgestochen.
 Achsenzapfen werden an die Naben
angedreht.
Achsenzapfen werden an die Naben
angedreht.
 Die 6-mm-Zapfen passen locker in die
Mittenbohrungen der Scheiben.
Die 6-mm-Zapfen passen locker in die
Mittenbohrungen der Scheiben.
 Bei vier Naben werden auf dem
Senkrecht-Teilgerät je sechs 0,45-mm-Arretierbohrungen gebohrt. Sabine, wir
haben vorhin telefoniert, danach habe ich dies noch gemacht...
Bei vier Naben werden auf dem
Senkrecht-Teilgerät je sechs 0,45-mm-Arretierbohrungen gebohrt. Sabine, wir
haben vorhin telefoniert, danach habe ich dies noch gemacht...
 (kleine Fotos anklicken) ...und diese Naben dann noch mit
Sekundenkleber in die Scheiben geklebt (Danke für das angenehme
Telefongespräch!)
(kleine Fotos anklicken) ...und diese Naben dann noch mit
Sekundenkleber in die Scheiben geklebt (Danke für das angenehme
Telefongespräch!)
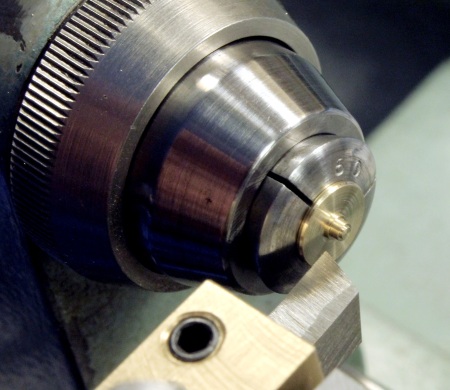
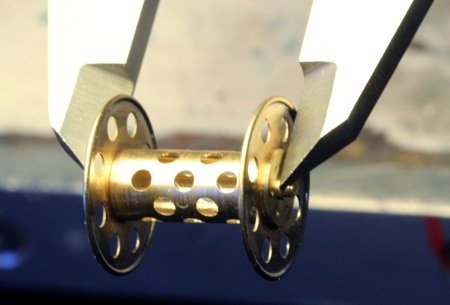
 Die Scheiben sind fertig, jetzt werden
die eigentlichen Trommeln hergestellt. Ms-Materialstücke erhalten
6-mm-Spannzapfen, die etwas länger sind als die Innenlänge der 6-mm-Spannzange
(rechts).
Die Scheiben sind fertig, jetzt werden
die eigentlichen Trommeln hergestellt. Ms-Materialstücke erhalten
6-mm-Spannzapfen, die etwas länger sind als die Innenlänge der 6-mm-Spannzange
(rechts).
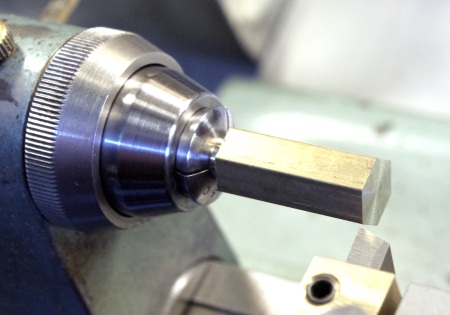 Bei den folgenden Arbeitsgängen werden
diese Zapfen stets "bis zum Anschlag" in die Spannzange geschoben. Zuerst wird
die Länge bei allen vier Teilen gleich plangedreht.
Bei den folgenden Arbeitsgängen werden
diese Zapfen stets "bis zum Anschlag" in die Spannzange geschoben. Zuerst wird
die Länge bei allen vier Teilen gleich plangedreht.
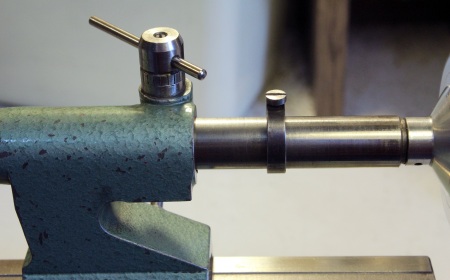 Damit auch die Bohrungen genau gleich tief
werden, ist der Bohrtiefenanschlag auf der Pinole eingestellt.
Damit auch die Bohrungen genau gleich tief
werden, ist der Bohrtiefenanschlag auf der Pinole eingestellt.
 In Stufen wird bis 6H7 aufgebohrt und
-gerieben. Oben steckt die Maschinenreibahle in einem Teil, links steckt ein
Teil auf dem Zentrierzapfen einer Scheibe (neun Fotos weiter oben).
In Stufen wird bis 6H7 aufgebohrt und
-gerieben. Oben steckt die Maschinenreibahle in einem Teil, links steckt ein
Teil auf dem Zentrierzapfen einer Scheibe (neun Fotos weiter oben).
 Dann werden die Außendurchmesser auf 7 mm
überdreht (Wandstärke noch stabile 0,5 mm!).
Dann werden die Außendurchmesser auf 7 mm
überdreht (Wandstärke noch stabile 0,5 mm!).
 Im Waagerecht-Teilgerät werden in
45°-Abständen mit einem 2-mm-Fingerfräser kontrolliert Bohrungsreihen
eingestochen (Tauchfräser, Koordinaten-Fräsen!).
Im Waagerecht-Teilgerät werden in
45°-Abständen mit einem 2-mm-Fingerfräser kontrolliert Bohrungsreihen
eingestochen (Tauchfräser, Koordinaten-Fräsen!).
 Oben: noch 0,5 mm Wandstärke, unten:
Wandstärke 0,15 mm (das entspricht 7,5-mm-Blech beim Original).
Oben: noch 0,5 mm Wandstärke, unten:
Wandstärke 0,15 mm (das entspricht 7,5-mm-Blech beim Original).
 Bei zwei Trossenwinden will ich später
Festmachertrossen aufwinden. Deshalb darf die Wandstärke 0,5 mm bleiben
(rechts). Das Seil wird ja die Bohrungen verdecken. Auch diese Bohrungen sind
dazu da, daß aufgewundenes Seil trocknen kann. Nur die beiden Trommeln, die ich
am Modell ohne Seil zeigen will, werden auf 0,15 mm Wandstärke überdreht. Alle
vier werden auf 14 mm Länge abgestochen. Die Restzapfen liegen jeweils hinten.
Bei zwei Trossenwinden will ich später
Festmachertrossen aufwinden. Deshalb darf die Wandstärke 0,5 mm bleiben
(rechts). Das Seil wird ja die Bohrungen verdecken. Auch diese Bohrungen sind
dazu da, daß aufgewundenes Seil trocknen kann. Nur die beiden Trommeln, die ich
am Modell ohne Seil zeigen will, werden auf 0,15 mm Wandstärke überdreht. Alle
vier werden auf 14 mm Länge abgestochen. Die Restzapfen liegen jeweils hinten.
 An die Trommeln konnten nun die Scheiben mit Sekundenkleber angeklebt werden.
Damit sich die Bohrungen halbwegs gegenüber liegen, habe ich einen
2-mm-Bohrerschaft eingesteckt und vor dem ersten Tropfen Kleber "per Auge"
ausgerichtet.
An die Trommeln konnten nun die Scheiben mit Sekundenkleber angeklebt werden.
Damit sich die Bohrungen halbwegs gegenüber liegen, habe ich einen
2-mm-Bohrerschaft eingesteckt und vor dem ersten Tropfen Kleber "per Auge"
ausgerichtet.
 Die A-förmigen Seitenteile der
Trossenwinden müssen nun gemacht werden. Ein Drehteil mit 6-mm-Spannzapfen
(nicht zu kurz)...
Die A-förmigen Seitenteile der
Trossenwinden müssen nun gemacht werden. Ein Drehteil mit 6-mm-Spannzapfen
(nicht zu kurz)...
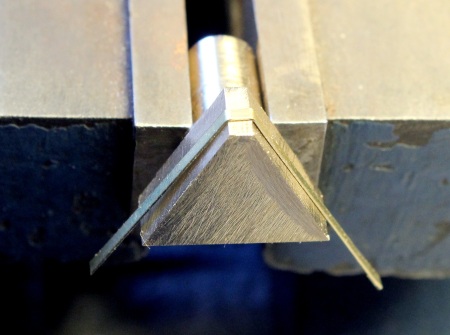
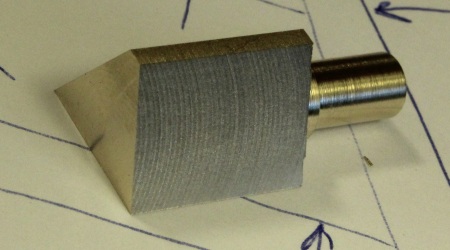 ...wird zu einem Prisma
gefräst.
...wird zu einem Prisma
gefräst.
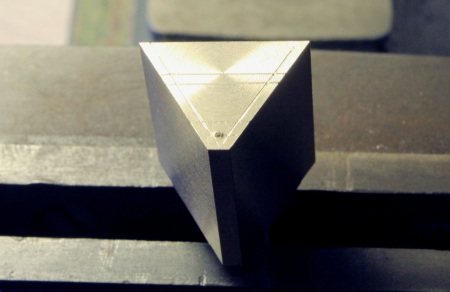 Auf der Stirnseite werden die
Innenkontur-Anrisse aufgezeichnet (Anreiß-Meßschieber).
Auf der Stirnseite werden die
Innenkontur-Anrisse aufgezeichnet (Anreiß-Meßschieber).
 Dieses Stück wird mit der "Bodenfläche" im Senkrecht-Teilgerät (meine Best.-Nr.
mz011, € 6,00 für den
Eigenbau) ausgerichtet und so gespannt. Das T-förmige Teil wird danach
weggenommen.
Dieses Stück wird mit der "Bodenfläche" im Senkrecht-Teilgerät (meine Best.-Nr.
mz011, € 6,00 für den
Eigenbau) ausgerichtet und so gespannt. Das T-förmige Teil wird danach
weggenommen.
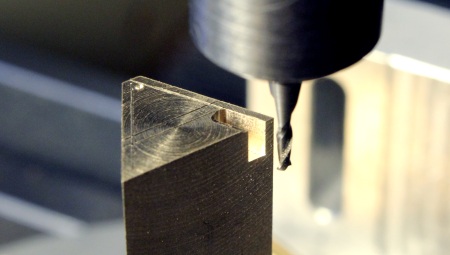 Nach einer 120°-Drehung wird nach dem Anriß
(Uhrmacher-Augenlupe!) die erste Bahn der Innenkontur gefräst. Leider ist das
Schneidenteil des 1,4-mm-Voll-Hartmetall-Fingerfräsers nur etwa 4 mm lang.
Deshalb kann man auch nur so tief fräsen (höchste Drehzahl der Fräsmaschine -
Hartmetall braucht das! - aber von Span zu Span nur maximal 0,3 mm Tiefe
zustellen!).
Nach einer 120°-Drehung wird nach dem Anriß
(Uhrmacher-Augenlupe!) die erste Bahn der Innenkontur gefräst. Leider ist das
Schneidenteil des 1,4-mm-Voll-Hartmetall-Fingerfräsers nur etwa 4 mm lang.
Deshalb kann man auch nur so tief fräsen (höchste Drehzahl der Fräsmaschine -
Hartmetall braucht das! - aber von Span zu Span nur maximal 0,3 mm Tiefe
zustellen!).
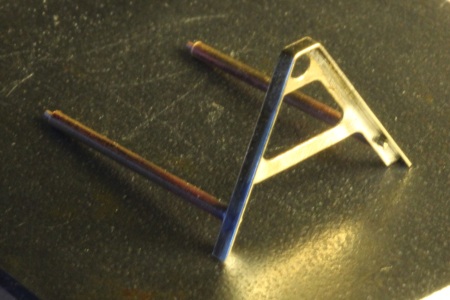
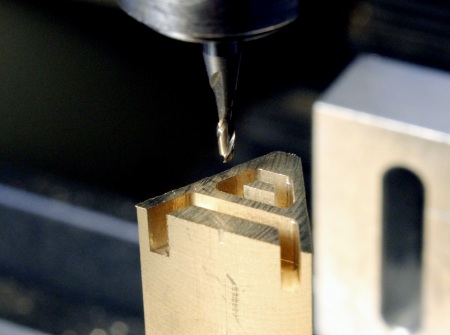 So entsteht die charakteristische A-Form.
Die Stege haben Breiten von 0,8 mm.
So entsteht die charakteristische A-Form.
Die Stege haben Breiten von 0,8 mm.
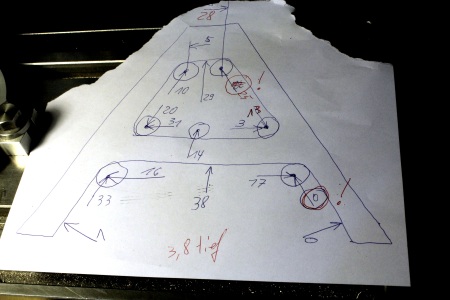 Die Skalen-Anfahrwerte notiere ich mir auf
eine Handskizze, die in der jeweiligen Richtung auf der Fräsmaschine liegt.
Die Skalen-Anfahrwerte notiere ich mir auf
eine Handskizze, die in der jeweiligen Richtung auf der Fräsmaschine liegt.
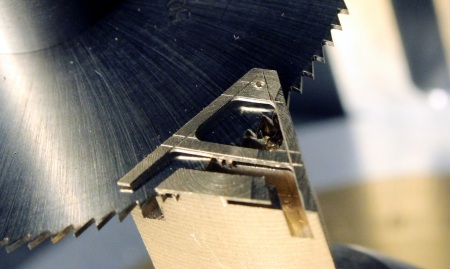 Von beiden Seiten das A´s her werden
Scheiben von 0,2 mm Dicke abgesägt. Die Frässpindelachse muß exakt senkrecht
stehen (habe ich bereits an anderer Stelle erklärt!) und die Metallkreissäge muß
sauscharf sein. Sie verwenden diese Säge nur (!) für Messing (Drehmessing), dann
bleibt sie immer (!) scharf.
Von beiden Seiten das A´s her werden
Scheiben von 0,2 mm Dicke abgesägt. Die Frässpindelachse muß exakt senkrecht
stehen (habe ich bereits an anderer Stelle erklärt!) und die Metallkreissäge muß
sauscharf sein. Sie verwenden diese Säge nur (!) für Messing (Drehmessing), dann
bleibt sie immer (!) scharf.
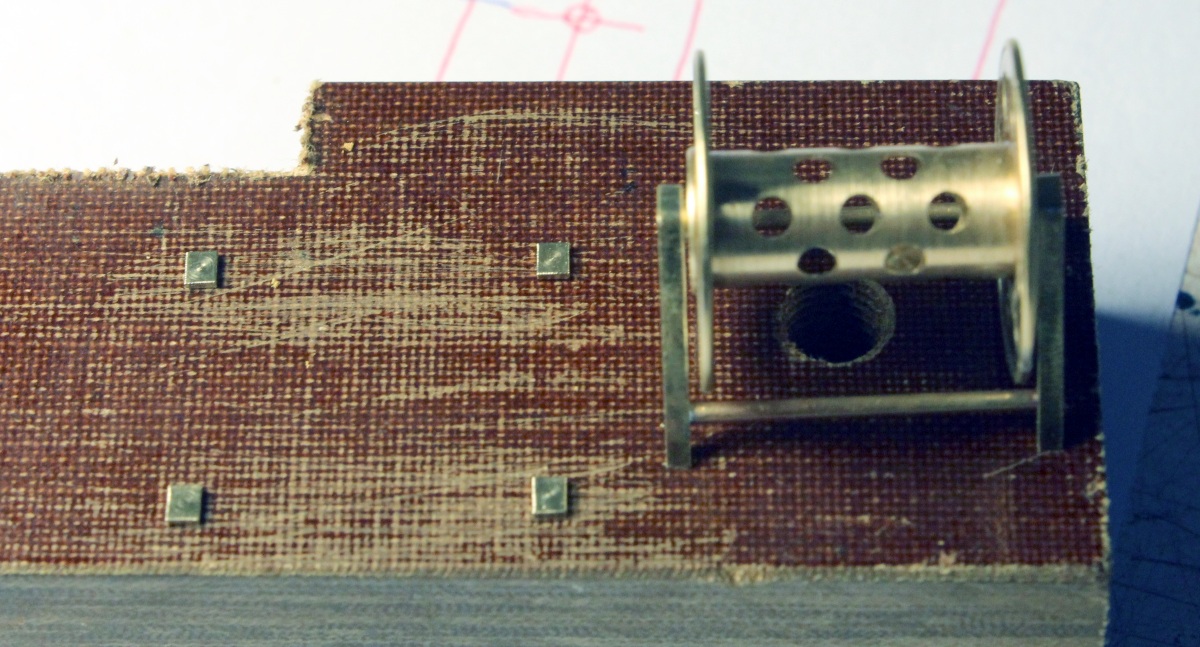
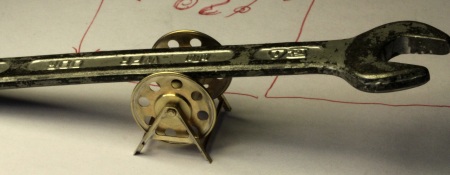
 Acht Teile werden nur benötigt, ich hatte 10 abgesägt. Hier sind sie bereits an
beiden Seiten überschlichtet. Rechts habe ich zum Größenvergleich eine fertige
Trommel mit fotografiert. Links liegt der Rest vom Profilstück, es wird noch
gebraucht!
Acht Teile werden nur benötigt, ich hatte 10 abgesägt. Hier sind sie bereits an
beiden Seiten überschlichtet. Rechts habe ich zum Größenvergleich eine fertige
Trommel mit fotografiert. Links liegt der Rest vom Profilstück, es wird noch
gebraucht!
 Die
A-Träger erhalten L-Winkel-Versteifungen. Dazu scheide ich mit meiner
Fotoschere (die Seite etwa
halb herunterscrollen) Ms-Blech-Streifen 0,2 x 1,2 mm und mache sie durch
Streckrichten schnurgerade.
Die
A-Träger erhalten L-Winkel-Versteifungen. Dazu scheide ich mit meiner
Fotoschere (die Seite etwa
halb herunterscrollen) Ms-Blech-Streifen 0,2 x 1,2 mm und mache sie durch
Streckrichten schnurgerade.
 Der Rest vom Profil (zwei Fotos weiter
oben) wird kräftig im Schraubstock gespannt und darüber die Blechstreifen
gebogen. Ein kleiner Schraubenzieher hält den Streifen oben in der Mitte, mit
dem zweiten werden die Längen heruntergebogen. Das Ms-Blech ist recht weich,
daher federt es nur sehr wenig zurück.
Der Rest vom Profil (zwei Fotos weiter
oben) wird kräftig im Schraubstock gespannt und darüber die Blechstreifen
gebogen. Ein kleiner Schraubenzieher hält den Streifen oben in der Mitte, mit
dem zweiten werden die Längen heruntergebogen. Das Ms-Blech ist recht weich,
daher federt es nur sehr wenig zurück.
 Jeweils ein A wird mit einer M3-Schraube an
einer ebenen Pertinax-Platte befestigt...
Jeweils ein A wird mit einer M3-Schraube an
einer ebenen Pertinax-Platte befestigt...
 ...der Blechstreifen herangeschoben und
(hier links) mit einer C-Klemme festgehalten. Rechts drücke ich mit einem
Pertinax-Stück das lose Ende an den A-Schenkel und löte es mit extrem wenig Zinn
an (Lötwasser!). Der Schraubenkopf sitzt dabei ganz links, damit ich die
messerförmige Lötkolbenspitze ganz nach oben schieben kann. Beim Anlöten der
anderen Seite sitzt er dann ganz rechts.
...der Blechstreifen herangeschoben und
(hier links) mit einer C-Klemme festgehalten. Rechts drücke ich mit einem
Pertinax-Stück das lose Ende an den A-Schenkel und löte es mit extrem wenig Zinn
an (Lötwasser!). Der Schraubenkopf sitzt dabei ganz links, damit ich die
messerförmige Lötkolbenspitze ganz nach oben schieben kann. Beim Anlöten der
anderen Seite sitzt er dann ganz rechts.
 Die Blechstreifen sind rundum angelötet,
die überlangen Enden noch mit etwas Übermaß abgeschnitten, überschüssiges Zinn
ist entfernt. 1,3 mm unterhalb der oberen Innenkante sollen die Bohrungen für
die Trommel-Lager hinkommen. Mit einem 2,6-mm-Zentrierkörner habe ich diese
Bohrungen auf einer Stahl-Unterlage gekörnt...
Die Blechstreifen sind rundum angelötet,
die überlangen Enden noch mit etwas Übermaß abgeschnitten, überschüssiges Zinn
ist entfernt. 1,3 mm unterhalb der oberen Innenkante sollen die Bohrungen für
die Trommel-Lager hinkommen. Mit einem 2,6-mm-Zentrierkörner habe ich diese
Bohrungen auf einer Stahl-Unterlage gekörnt...
 ...und in Stufen auf 1,6 mm aufgebohrt (die
Zapfen der Trommel-Lager haben 1,5 mm Durchmesser).
...und in Stufen auf 1,6 mm aufgebohrt (die
Zapfen der Trommel-Lager haben 1,5 mm Durchmesser).
 Sieht schon schwer nach Trossenwinde aus.
Sieht schon schwer nach Trossenwinde aus.
 Die noch etwas überragenden
Blechstreifen schleife ich auf dem rechtwinklig eingestellten Tisch der
Teller-Schleifmaschine ab, jede Seite getrennt.
Die noch etwas überragenden
Blechstreifen schleife ich auf dem rechtwinklig eingestellten Tisch der
Teller-Schleifmaschine ab, jede Seite getrennt.
 Das ist so schön genau geworden, daß die
A-Träger mit ihren nur 1,2 x 1,2 mm großen Grundflächen auf dem Arbeitstisch
stehen bleiben. Der hier noch sichtbare feine Grat wird mit einer Papierschere
abgeschnitten.
Das ist so schön genau geworden, daß die
A-Träger mit ihren nur 1,2 x 1,2 mm großen Grundflächen auf dem Arbeitstisch
stehen bleiben. Der hier noch sichtbare feine Grat wird mit einer Papierschere
abgeschnitten.
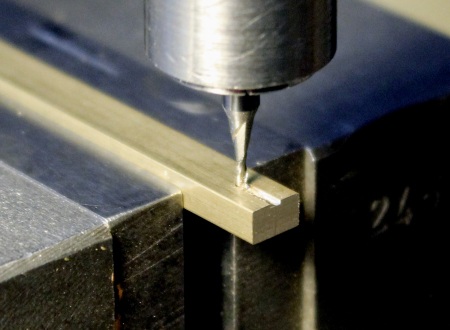 In die 1 mm breiten Füße dieser A-Träger
müssen im unteren Bereich exakt mittig 0,4-mm-Bohrungen für die Montage von
Abstandsstangen gebohrt werden. Das geht wirklich genau nur mit einer einfachen
Bohrlehre. In einen Ms-Stab (5 x 3 mm) wird mit einem
1-mm-Voll-Hartmetall-Fingerfräser 0,3 mm tief und von einer angefrästen
Stirnfläche aus 4 mm lang eine Nut gefräst. Der Y-Support ist und bleibt fest
geklemmt.
In die 1 mm breiten Füße dieser A-Träger
müssen im unteren Bereich exakt mittig 0,4-mm-Bohrungen für die Montage von
Abstandsstangen gebohrt werden. Das geht wirklich genau nur mit einer einfachen
Bohrlehre. In einen Ms-Stab (5 x 3 mm) wird mit einem
1-mm-Voll-Hartmetall-Fingerfräser 0,3 mm tief und von einer angefrästen
Stirnfläche aus 4 mm lang eine Nut gefräst. Der Y-Support ist und bleibt fest
geklemmt.
 So kann auf einen 0,4-mm-Wendelbohrer
gewechselt werden. Mit dem werden 1,5 mm von vorn und dann noch bei 4 mm (die
gleiche X-Stellung und Anfahrrichtung wie beim Fräser) Durchgangslöcher gebohrt.
So kann auf einen 0,4-mm-Wendelbohrer
gewechselt werden. Mit dem werden 1,5 mm von vorn und dann noch bei 4 mm (die
gleiche X-Stellung und Anfahrrichtung wie beim Fräser) Durchgangslöcher gebohrt.
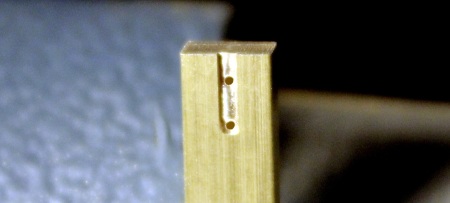 Von oben sieht das so aus.
Von oben sieht das so aus.
 In die hintere Bohrung stecke ich
einen 0,4-mm-Cu-Draht. Er ist leicht gequetscht, damit er nicht herausrutschen
kann.
In die hintere Bohrung stecke ich
einen 0,4-mm-Cu-Draht. Er ist leicht gequetscht, damit er nicht herausrutschen
kann.
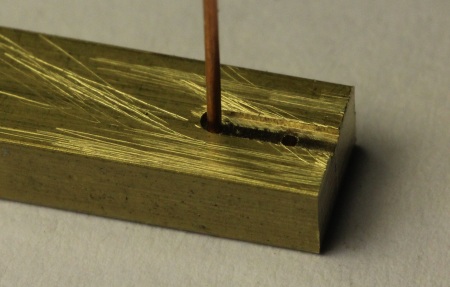
 Der Draht dient als Anschlag beim
Aufstecken auf die A-Füße. Er wird kurz ausragend abgeschnitten.
Der Draht dient als Anschlag beim
Aufstecken auf die A-Füße. Er wird kurz ausragend abgeschnitten.
 Beim Bohren der Füße sind diese leicht
schräg im Schraubstock gespannt.
Beim Bohren der Füße sind diese leicht
schräg im Schraubstock gespannt.
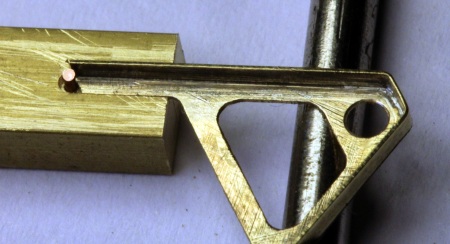
 Die Bohrschablone wird aufgesteckt und so
können die Löcher abgebohrt werden. Sie haben stets von unten den gleichen
Abstand - und liegen exakt in der Mitte.
Die Bohrschablone wird aufgesteckt und so
können die Löcher abgebohrt werden. Sie haben stets von unten den gleichen
Abstand - und liegen exakt in der Mitte.
 Alle Füße sind gebohrt.
Alle Füße sind gebohrt.
 Die Länge der Trommelachse wird gemessen:
16, 4 mm.
Die Länge der Trommelachse wird gemessen:
16, 4 mm.
 Dieses Längen-Maß erhalten die mittleren
Bereiche der 1 mm starken Abstandsbolzen. Die Zapfen an beiden Seiten haben
einen Durchmesser von 0,4 mm und sind 0,6 mm lang.
Dieses Längen-Maß erhalten die mittleren
Bereiche der 1 mm starken Abstandsbolzen. Die Zapfen an beiden Seiten haben
einen Durchmesser von 0,4 mm und sind 0,6 mm lang.
 Aus Pertinax habe ich ein Teil mit einer
1-mm-Durchgangsbohrung gedreht. Es ist so lang, daß die 1-mm-Bereiche der
Abstandsbolzen nur etwa 0,05 mm ausragen.
Aus Pertinax habe ich ein Teil mit einer
1-mm-Durchgangsbohrung gedreht. Es ist so lang, daß die 1-mm-Bereiche der
Abstandsbolzen nur etwa 0,05 mm ausragen.
 Darauf wird das A gesteckt und kann so mit sehr wenig Lötzinn am Kolben (kräftig
gegen den Fußboden abschütteln) angelötet werden. Weil das A dabei auf der
gedrehten Planfläche aufliegt, erfolgt dieses Anlöten 100%ig senkrecht.
Darauf wird das A gesteckt und kann so mit sehr wenig Lötzinn am Kolben (kräftig
gegen den Fußboden abschütteln) angelötet werden. Weil das A dabei auf der
gedrehten Planfläche aufliegt, erfolgt dieses Anlöten 100%ig senkrecht.
 Aus anderer Perspektive.
Aus anderer Perspektive.
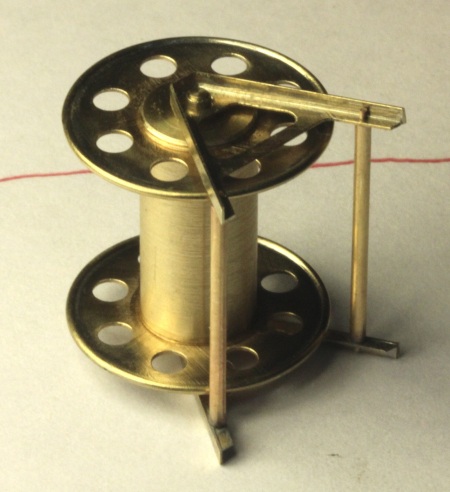
 Diese beiden Bolzen sind angelötet.
Diese beiden Bolzen sind angelötet.
 Man erkennt schon so die Genauigkeit.
Man erkennt schon so die Genauigkeit.
 Die Montage der Trommel und des zweiten A´s
nun mit Sekundenkleber ist vergleichsweise ein Kinderspiel.
Die Montage der Trommel und des zweiten A´s
nun mit Sekundenkleber ist vergleichsweise ein Kinderspiel.
 Beim Aushärten des Klebers soll die
Trossenwinde unter Last auf einer ebenen Unterlage stehen.
Beim Aushärten des Klebers soll die
Trossenwinde unter Last auf einer ebenen Unterlage stehen.
 Vorerst fertig.
Vorerst fertig.
 Die 16 Füße werden gedreht,
gefräst, abgestochen
und plangedreht. Die runden Zapfen haben 1 mm Durchmesser, die Rechtecke sind 2
x 1,6 x 0,5 mm groß.
Die 16 Füße werden gedreht,
gefräst, abgestochen
und plangedreht. Die runden Zapfen haben 1 mm Durchmesser, die Rechtecke sind 2
x 1,6 x 0,5 mm groß.
 Eine Bohrschablone aus 0,4-mm-Ms-Blech muß
angefertigt werden.
Eine Bohrschablone aus 0,4-mm-Ms-Blech muß
angefertigt werden.
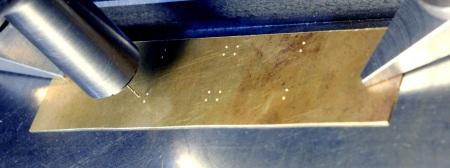 Per Koordinaten-Bohren werden die richtigen
Abstände mit einem 0,4-mm-Wendelbohrer angebohrt.
Per Koordinaten-Bohren werden die richtigen
Abstände mit einem 0,4-mm-Wendelbohrer angebohrt.
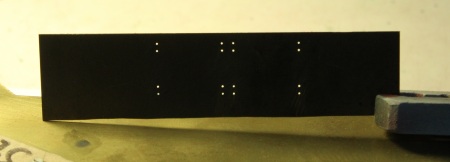 Außerhalb der Fräsmaschine werden die
Anbohrungen durchgebohrt, hier eine Gegenlicht-Aufnahme davon.
Außerhalb der Fräsmaschine werden die
Anbohrungen durchgebohrt, hier eine Gegenlicht-Aufnahme davon.
 Diese Bohrschablone wird mit Klebeband am
entsprechenden Deck befestigt, abgebohrt...
Diese Bohrschablone wird mit Klebeband am
entsprechenden Deck befestigt, abgebohrt...
 ...und die äußeren Bohrungen auf 1,2 mm
aufgebohrt.
...und die äußeren Bohrungen auf 1,2 mm
aufgebohrt.
 Gleichzeitig werden mit der Bohrschablone vier Bohrungen in eine Pertinax-Platte
abgebohrt. Hier werden die Füße eingesteckt...
Gleichzeitig werden mit der Bohrschablone vier Bohrungen in eine Pertinax-Platte
abgebohrt. Hier werden die Füße eingesteckt...
Weiter geht es im
Teil 3
dieser Serie.

zurück/back |
home