Kniehebel-Presse
Bei „hoch angesiedeltem“ Modellbau
hat man es auch mit Prägen (Gummikissen-Prägen und -Schneiden, Prägen von
bestimmten Profilen usw.) und Stanzen zu tun (vgl.
hier und
hier). In einfachster Form kann man für die Erzeugung der nötigen
Druckkraft den Schraubstock verwenden. Der Nachteil: wegen der senkrechten
Backen fällt alles nach unten heraus. Auch das Drücken mit der Pinole der
Drehmaschine oder der Bohrpinole der Fräsmaschine (Ständerbohrmaschine) sind
nicht sehr ideal und nur als Behelf zu betrachten. Diese Maschinenteile sind
nicht für hohe Beanspruchungen vorgesehen und dürfen nicht überlastet werden.
Besser ist es, wenn man eine
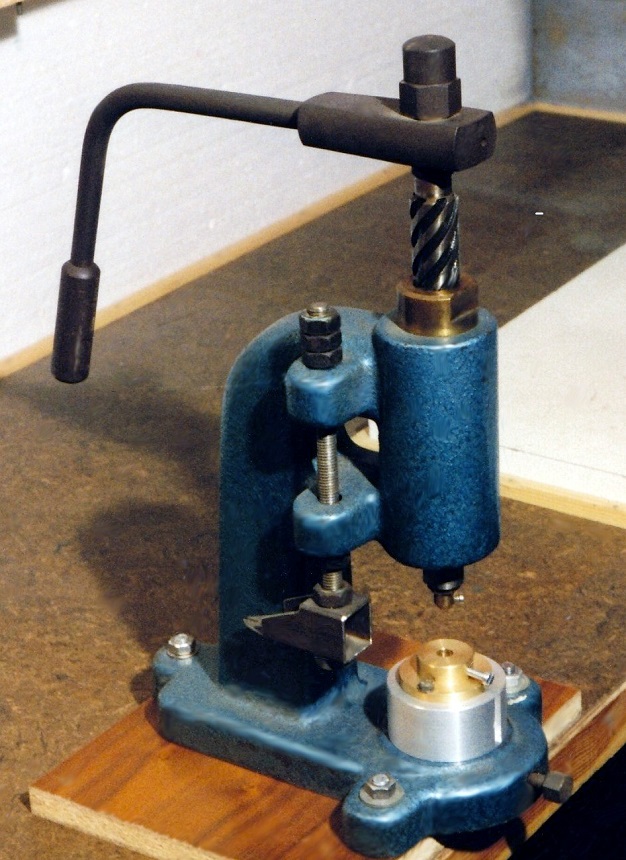
kleine Presse hat. Viele Jahre habe ich eine kleine Spindelpresse (Foto 1
 )
benutzt. Durch das mehrgängige Steilgewinde entwickelt eine solche Presse keine
sehr großen Kräfte, doch der Hub ist recht groß. Weil ich bei meinem Modellbau
besonders in letzter Zeit für eine hohe Qualität oft Prägewerkzeuge anfertige,
habe ich mir jetzt eine Kniehebel-Presse gebaut, welche durch die Möglichkeit
den Druckpunkt beim letzten Strecken des Knies fein einzustellen zu können, eine
enorm hohe Druckkraft entwickelt.
)
benutzt. Durch das mehrgängige Steilgewinde entwickelt eine solche Presse keine
sehr großen Kräfte, doch der Hub ist recht groß. Weil ich bei meinem Modellbau
besonders in letzter Zeit für eine hohe Qualität oft Prägewerkzeuge anfertige,
habe ich mir jetzt eine Kniehebel-Presse gebaut, welche durch die Möglichkeit
den Druckpunkt beim letzten Strecken des Knies fein einzustellen zu können, eine
enorm hohe Druckkraft entwickelt.
Der Aufbau ist sehr einfach und
läßt sich mit einer Dreh- und Fräsmaschine ausführen. Ich möchte erwähnen, daß
die hier angegebenen Maße selbstverständlich geändert oder auch für eine andere
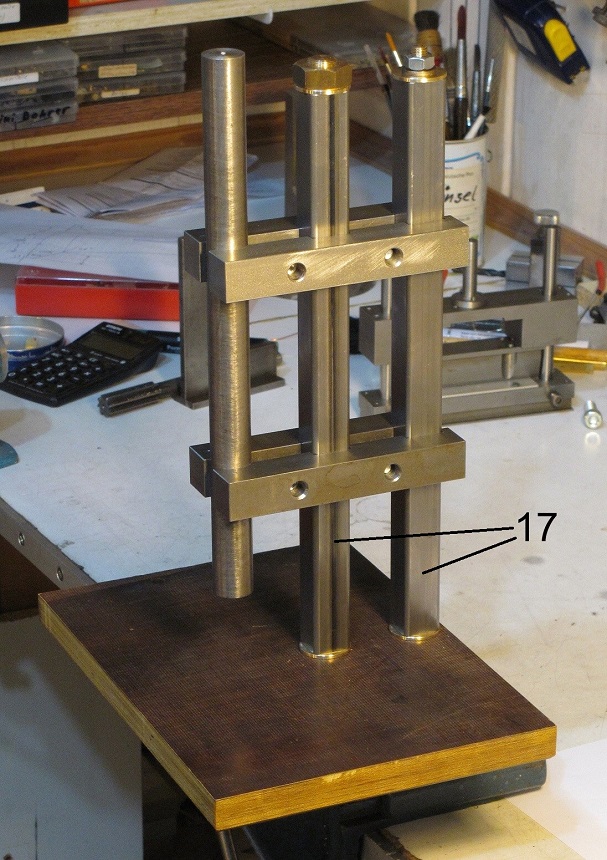
Größe um einen Faktor verkleinert bzw. vergrößert werden können. Im Baumarkt
habe ich für die beiden 288 mm langen Ständer (17 in Foto 2
 )
ein 1 Meter langes 20x20-mm-Vierkantrohr mit gerundeten Kanten gekauft. Die
Wandstärke beträgt 1,5 mm, das reicht für diesen Zweck. Die Ständer (17) müssen
exakt winklig auf Länge plangefräst oder besser in einem Vierbackenfutter
plangedreht werden. Davon ist der senkrechte Stand dieser Teile abhängig. Für
diese beiden Teile habe ich keine Zeichnung angefertigt. Die Zentrierscheiben
(1, 2
)
ein 1 Meter langes 20x20-mm-Vierkantrohr mit gerundeten Kanten gekauft. Die
Wandstärke beträgt 1,5 mm, das reicht für diesen Zweck. Die Ständer (17) müssen
exakt winklig auf Länge plangefräst oder besser in einem Vierbackenfutter
plangedreht werden. Davon ist der senkrechte Stand dieser Teile abhängig. Für
diese beiden Teile habe ich keine Zeichnung angefertigt. Die Zentrierscheiben
(1, 2
 )
sollen recht gut rundlaufen, vor allem der Planlauf soll gut sein. Die Ø 16,8
passen locker in die auch innen entgrateten Vierkantrohre (17). Der Zuganker (3)
nimmt die volle Last beim Pressen auf. Deshalb hat er diesen möglichst großen
Durchmesser. Die Gewinde können auch Normalgewinde M14 oder M14x1,5 sein. Auf
dem M8-Anker (4
)
sollen recht gut rundlaufen, vor allem der Planlauf soll gut sein. Die Ø 16,8
passen locker in die auch innen entgrateten Vierkantrohre (17). Der Zuganker (3)
nimmt die volle Last beim Pressen auf. Deshalb hat er diesen möglichst großen
Durchmesser. Die Gewinde können auch Normalgewinde M14 oder M14x1,5 sein. Auf
dem M8-Anker (4
 )
steht keine Zugkraft, er zentriert nur den hinteren Ständer. Auf diesem Ständer
steht bei der Arbeit mit der Presse Druck.
)
steht keine Zugkraft, er zentriert nur den hinteren Ständer. Auf diesem Ständer
steht bei der Arbeit mit der Presse Druck.
Die Ø 14,2 und 20 bei der
Lagerbuchse (5) sollten in einer Einspannung gedreht werden. Das
Rohmaterialstück sollte daher wenigstens 5 mm länger abgesägt sein. Die
Feingewinde M14x1 bei den Muttern (6) sind für ein besseres Justieren der Presse
vorteilhaft. Auch das Gegenlager (7
 )
soll dieses Feingewinde haben. Die 8-mm-Bohrungen in den Teilen (7), (8
)
soll dieses Feingewinde haben. Die 8-mm-Bohrungen in den Teilen (7), (8
 ),
(9
),
(9
 )
und (11
)
und (11
 )
sollten für die Achsen (10) H7-gerieben sein. Die Teile (8) und (11) erhalten
M3-Bohrungen für M3-Gewindestifte, welche die Achsen (10) und den Handhebel (16
)
sollten für die Achsen (10) H7-gerieben sein. Die Teile (8) und (11) erhalten
M3-Bohrungen für M3-Gewindestifte, welche die Achsen (10) und den Handhebel (16
 )
festhalten. Die drei 7,9 mm breiten Fahnen an den Teilen (8) und (11) sollen
leichtgängig in die Gegenstücke passen. Bei (7) würde ich zuerst das Feingewinde
nur anschneiden, dann bei Spannung auf den Ø14 die beiden 4 mm breiten Fahnen am
anderen Ende und die Rundung R8 fräsen und erst danach das Feingewinde
fertigschneiden.
)
festhalten. Die drei 7,9 mm breiten Fahnen an den Teilen (8) und (11) sollen
leichtgängig in die Gegenstücke passen. Bei (7) würde ich zuerst das Feingewinde
nur anschneiden, dann bei Spannung auf den Ø14 die beiden 4 mm breiten Fahnen am
anderen Ende und die Rundung R8 fräsen und erst danach das Feingewinde
fertigschneiden.
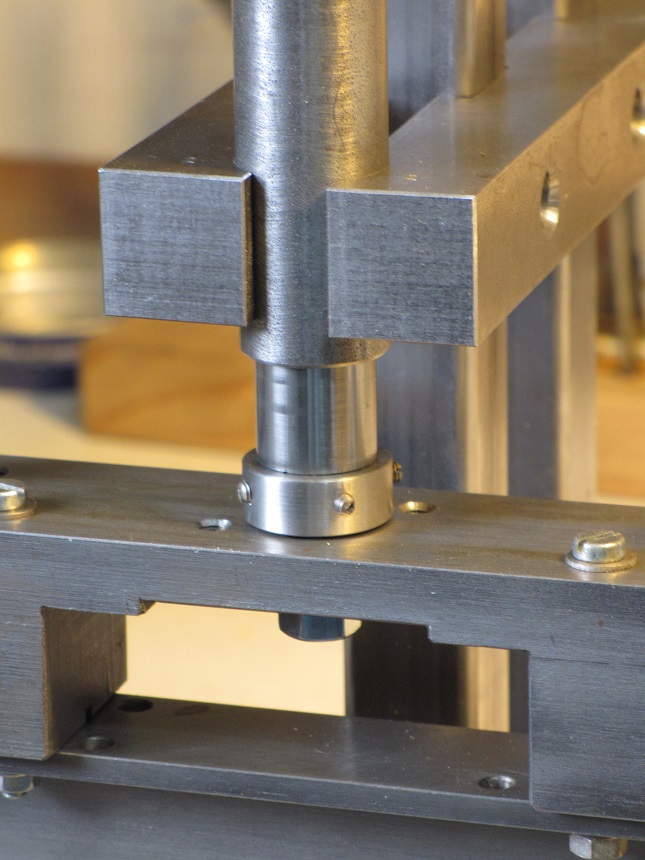
Die Pinole (11) erhält unten eine
10H7-Bohrung zur Aufnahme der späteren Werkzeugzapfen. Dieses Ende wird vierfach
geschlitzt (gut entgraten). So kann der 10-mm-Werkzeugzapfen mit einem Klemmring
(15) und seinen vier M4-Gewindestiften geklemmt werden. Die Rundungen R8 an den
Teilen 7, 8, 9 und 11 kann man sehr schön auf einem Rundtisch fräsen, mit einem
Senkrecht-Teilgerät (Spanndorn für die 8-mm-Bohrung) auch in Stufen vorfräsen
und danach mit der Feile fertig verrunden. Die aufwendigste Art wäre es, diese
Rundungen ganz zu feilen. Dazu dreht man sich eine Ø16-Anreißscheibe, welche mit
einem Zapfen in die 8-mm-Bohrung gesteckt wird. So kann man zumindest die
Rundung genau anreißen.
Das Pinolenlager (12) erhält für
eine leichtgängige Führung der Pinole (11) eine geriebene 16-mm-Bohrung. Bei den
Traversen (13 und 14
 )
werden die je zwei Quernuten 5 x 20 mm am besten mit einem
Schraubstock-Anschlagfinger und nach justierten Skalen gefräst. Auf diese Weise
sind die Maße 5, 20, 30 und 20 bei allen vier Teilen gleich. Die Breiten 20 mm
sollen stramm auf die Ständer (17) passen. Wenn auf diese Weise auch die
Bohrungen für die M8-Inbusschrauben fertig sind, können die Ø20-Rundungen mit
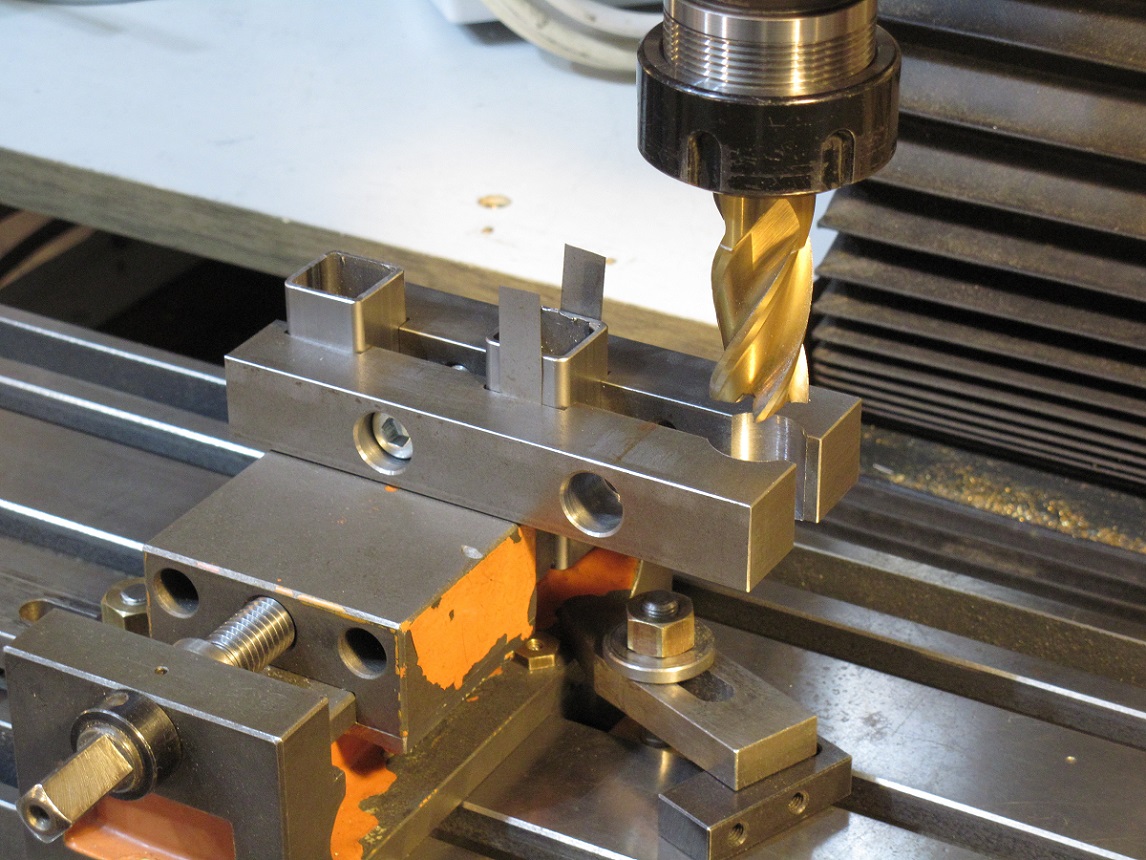
einem 20-mm-Fingerfräser eingestochen werden. Das macht man, indem man eine
Traverse I und eine Traverse II an zwei kurze Reststummel der
20-mm-Ständer-Rohre im Schraubstock klemmt. Außerdem werden am vorderen
Rohrstück zwei dünne 0,1-mm-Bleche außen mit geklemmt (Foto 3
)
werden die je zwei Quernuten 5 x 20 mm am besten mit einem
Schraubstock-Anschlagfinger und nach justierten Skalen gefräst. Auf diese Weise
sind die Maße 5, 20, 30 und 20 bei allen vier Teilen gleich. Die Breiten 20 mm
sollen stramm auf die Ständer (17) passen. Wenn auf diese Weise auch die
Bohrungen für die M8-Inbusschrauben fertig sind, können die Ø20-Rundungen mit
einem 20-mm-Fingerfräser eingestochen werden. Das macht man, indem man eine
Traverse I und eine Traverse II an zwei kurze Reststummel der
20-mm-Ständer-Rohre im Schraubstock klemmt. Außerdem werden am vorderen
Rohrstück zwei dünne 0,1-mm-Bleche außen mit geklemmt (Foto 3
 ).
Nur so werden später die Lagerbuchse (5) und das Pinolenlager (12) sicher
geklemmt. Man sollte auch diese Rundungen mit einem 18-mm-Fingerfräser
vorstechen. Damit man die zusammengehörigen Traversen-Paare nicht vertauschen
kann, werden sie markiert (Foto 4
).
Nur so werden später die Lagerbuchse (5) und das Pinolenlager (12) sicher
geklemmt. Man sollte auch diese Rundungen mit einem 18-mm-Fingerfräser
vorstechen. Damit man die zusammengehörigen Traversen-Paare nicht vertauschen
kann, werden sie markiert (Foto 4
 ).
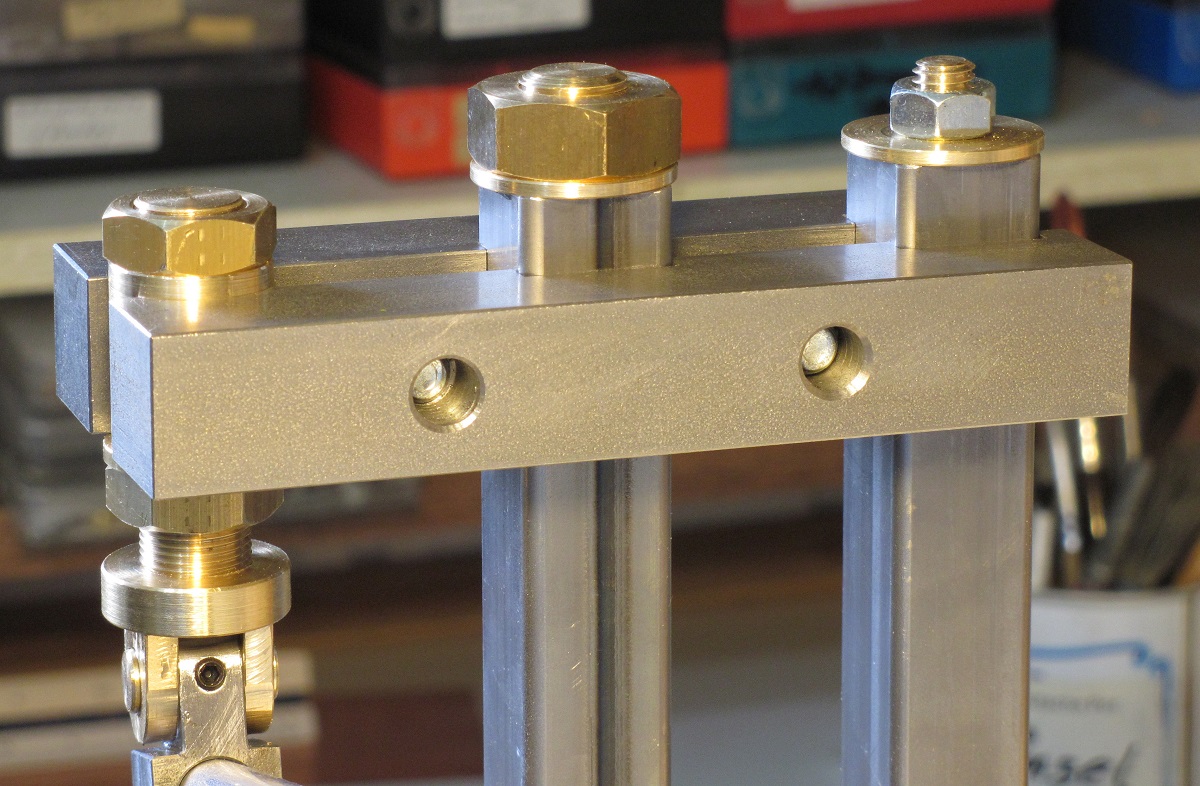
Die Fotos 5
).
Die Fotos 5
 ,
6
,
6
 ,
7
,
7
 und 8
und 8
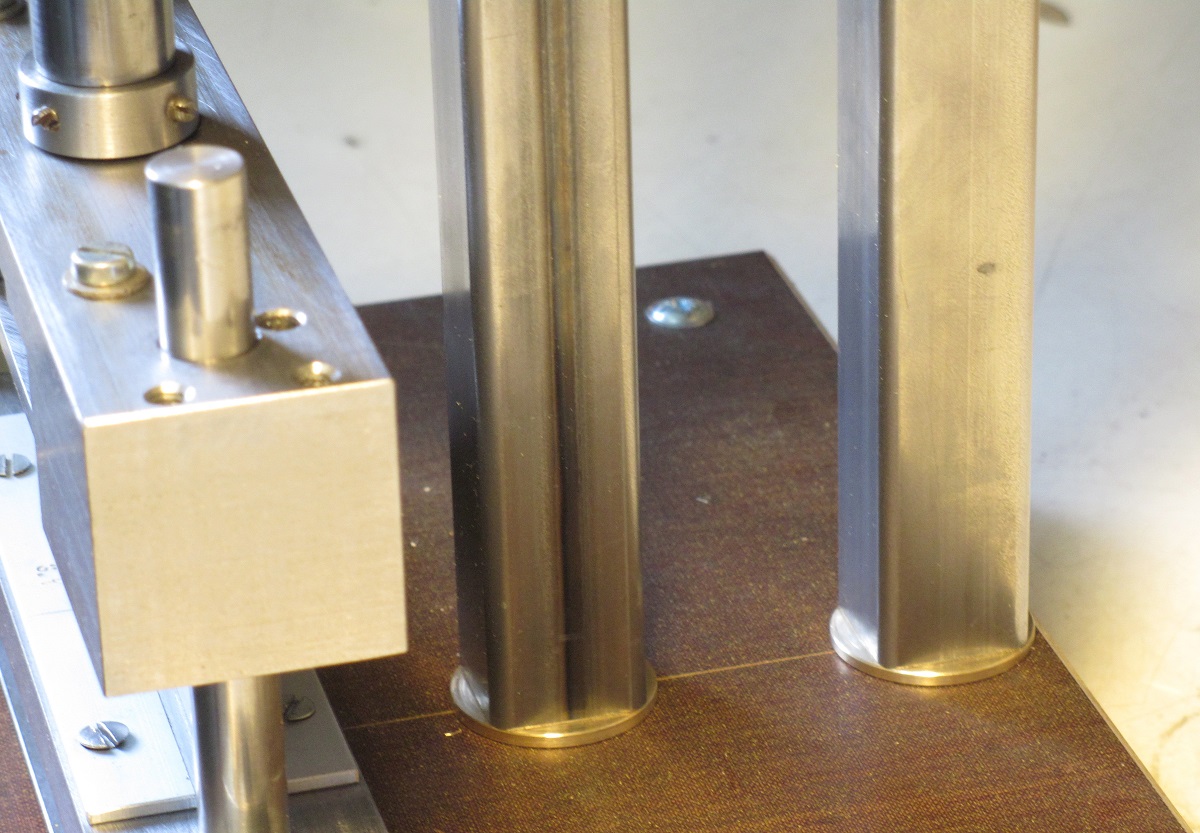
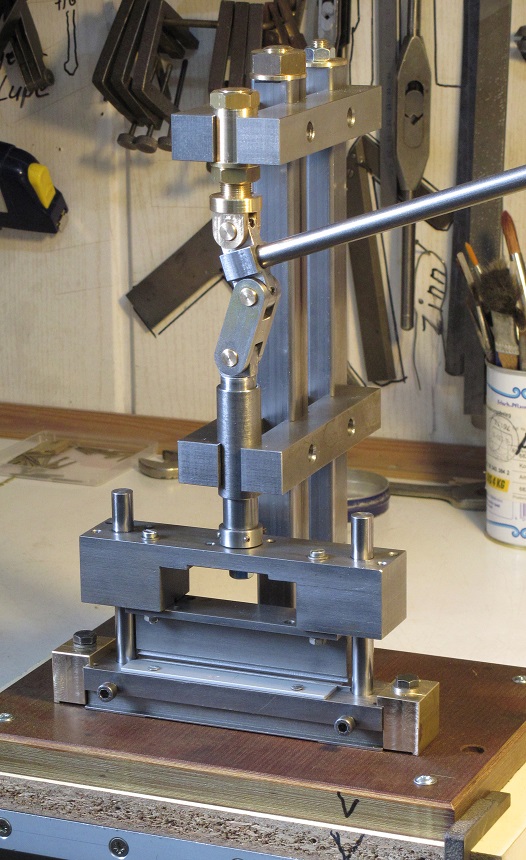
 zeigen Details der Presse und das Foto 9
zeigen Details der Presse und das Foto 9
 die Gesamtansicht mit dem „Säulengestell“ einer L-Winkel-Prägevorrichtung. Mit
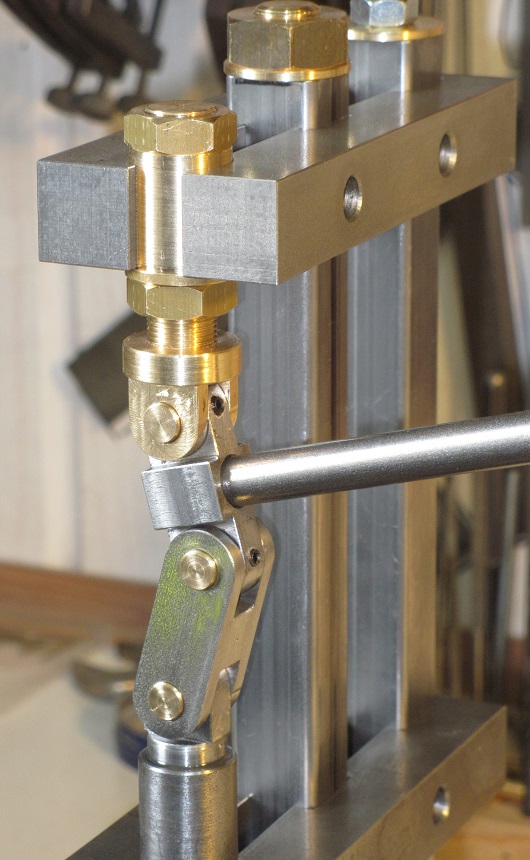
den beiden Feingewinde-Muttern (links im Foto 5) wird der „Druckpunkt“ der
Kniehebelpresse eingestellt. Foto 6 und die Abb. 9
die Gesamtansicht mit dem „Säulengestell“ einer L-Winkel-Prägevorrichtung. Mit
den beiden Feingewinde-Muttern (links im Foto 5) wird der „Druckpunkt“ der
Kniehebelpresse eingestellt. Foto 6 und die Abb. 9
 zeigen die Ständerfüße und die Einbindung in die Grundplatte (18). Die
benötigten Materialien gemäß der Stückliste bestellt man z.B. bei WILMS-Metall (
www.wilmsmetall.de
).
zeigen die Ständerfüße und die Einbindung in die Grundplatte (18). Die
benötigten Materialien gemäß der Stückliste bestellt man z.B. bei WILMS-Metall (
www.wilmsmetall.de
).
Stückliste
Ast = Automatenstahl 9SMN28K, Ms =
Dreh-Messing Ms58, Novotex = Hartpapier oder Pertinax = Hartgewebe
Jürgen Eichardt
Bildtexte:
(alle Fotos: Jürgen Eichardt)
Foto 01: Mit dieser Spindelpresse
habe ich z.B. Hunderte von winzigen Nietkopf-Imitaten gestanzt.
Foto 02: Nur zur Probe ist hier
eine 20-mm-Rundstange geklemmt.
Foto 03: Der Frästisch ist in
beiden Richtungen geklemmt und die Fräserdrehzahl sehr gering. Nur eine
M8-Schraube klemmt die Traversen bei diesem Arbeitsgang.
Foto 04:
Schlagzahlen-Markierungen, Körnerschläge genügen auch.
Foto 05: Ich stelle viele Teile
aus Messing her, die man besser aus Stahl machen sollte.
Foto 06: Die Zentrierscheiben
würde ich nicht weglassen.
Foto 07: Ab etwa dieser Stellung
sollte die Presse drücken.
Foto 08: Hier hat der Klemmring
noch M3-Stifte, zu klein!
Foto 09: Das Werkzeug (hier eine
L-Winkel-Prägevorrichtung) wird mit Spanneisen (hier zwei Messing-Klötze) an der
Grundplatte gehalten.

zurück/back |
home
 )
benutzt. Durch das mehrgängige Steilgewinde entwickelt eine solche Presse keine
sehr großen Kräfte, doch der Hub ist recht groß. Weil ich bei meinem Modellbau
besonders in letzter Zeit für eine hohe Qualität oft Prägewerkzeuge anfertige,
habe ich mir jetzt eine Kniehebel-Presse gebaut, welche durch die Möglichkeit
den Druckpunkt beim letzten Strecken des Knies fein einzustellen zu können, eine
enorm hohe Druckkraft entwickelt.
)
benutzt. Durch das mehrgängige Steilgewinde entwickelt eine solche Presse keine
sehr großen Kräfte, doch der Hub ist recht groß. Weil ich bei meinem Modellbau
besonders in letzter Zeit für eine hohe Qualität oft Prägewerkzeuge anfertige,
habe ich mir jetzt eine Kniehebel-Presse gebaut, welche durch die Möglichkeit
den Druckpunkt beim letzten Strecken des Knies fein einzustellen zu können, eine
enorm hohe Druckkraft entwickelt.