 Foto von einem Original. Die beiden
Geländer neben der Luke sind nur bei dieser einen vorhanden, immer aber ein
Einstecksockel für einen Ladedavit, den man hinter der Luke erkennen kann.
Foto von einem Original. Die beiden
Geländer neben der Luke sind nur bei dieser einen vorhanden, immer aber ein
Einstecksockel für einen Ladedavit, den man hinter der Luke erkennen kann.Neun Mannlöcher
nine manholes
Neben Einstiegsluken (Mannlöcher) mit rundem Querschnitt finden wir auf dem Hauptdeck des Zerstörers auch neun Luken mit ovalem Querschnitt und verschiedenen Höhen.
Foto von einem Original. Die beiden
Geländer neben der Luke sind nur bei dieser einen vorhanden, immer aber ein
Einstecksockel für einen Ladedavit, den man hinter der Luke erkennen kann.
 15-mm-Ms-Stücke erhalten 6 mm lange
6-mm-Spannzapfen, Spannzangen-Spannung, plandrehen, zentrierbohren,
1-mm-Durchgangsbohrung, vorfräsen...
15-mm-Ms-Stücke erhalten 6 mm lange
6-mm-Spannzapfen, Spannzangen-Spannung, plandrehen, zentrierbohren,
1-mm-Durchgangsbohrung, vorfräsen...
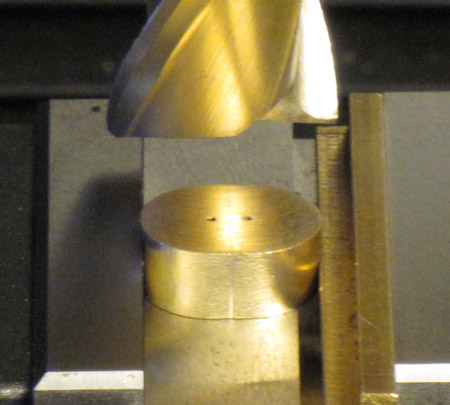
 (Foto anklicken) Per Schlagzahnfräsen werden prismatische
Körper mit D-förmigen Querschnitt hergestellt. Die Rundungsflächen entstehen
dabei als Vielecke (bei mir je 10°!). Ich habe das Foto so groß beigegeben,
damit man das erkennen kann.
(Foto anklicken) Per Schlagzahnfräsen werden prismatische
Körper mit D-förmigen Querschnitt hergestellt. Die Rundungsflächen entstehen
dabei als Vielecke (bei mir je 10°!). Ich habe das Foto so groß beigegeben,
damit man das erkennen kann.
 Mit einer Schlichtfeile habe ich die
Vielecke zu Rundungen verfeilt, das war einmal richtige Handarbeit.
Mit einer Schlichtfeile habe ich die
Vielecke zu Rundungen verfeilt, das war einmal richtige Handarbeit.
 Dann werden die benötigten Teile in der
Stärke auf ein Hundertstel genau abgesägt. Im Bild drei Reihen: vorn die
späteren Deckel, in der Mitte die gleich breiten Sockel (siehe Foto ganz oben)
und hinten die schmaleren Mittelkörper in verschiedenen Höhen. Ganz hinten
liegen die Reste und ein überzähliges Profilstück.
Dann werden die benötigten Teile in der
Stärke auf ein Hundertstel genau abgesägt. Im Bild drei Reihen: vorn die
späteren Deckel, in der Mitte die gleich breiten Sockel (siehe Foto ganz oben)
und hinten die schmaleren Mittelkörper in verschiedenen Höhen. Ganz hinten
liegen die Reste und ein überzähliges Profilstück.
 Je zwei D-Platten werden nach
sorgfältigen Entgraten im Lötprisma zu Ovalkörpern zusammengelötet. Im Bild ist
zu erkennen, daß ich das Lötzinn mit einem heizkräftigen 100-W-Lötkolben weit
oben an die Naht gegeben habe. Wenn man Lötwasser verwendet hat und geduldig
wartet, bis die Flußtemperatur erreicht ist, fließt das Zinn von selbst im Spalt
nach unten. Beide Stirnflächen werden mit einer Schlichtfeile und mit
Spiritus-Zugabe (!) überfeilt, bis sie als durchgängige Flächen zu erkennen
sind. Die Bohrungen sind bei allen Teilen exakt 3 mm voneinander entfernt. Das
Schlagzahn-Fräsverfahren macht das so genau, die Voraussetzung für problemlosen
Weiterbau...
Je zwei D-Platten werden nach
sorgfältigen Entgraten im Lötprisma zu Ovalkörpern zusammengelötet. Im Bild ist
zu erkennen, daß ich das Lötzinn mit einem heizkräftigen 100-W-Lötkolben weit
oben an die Naht gegeben habe. Wenn man Lötwasser verwendet hat und geduldig
wartet, bis die Flußtemperatur erreicht ist, fließt das Zinn von selbst im Spalt
nach unten. Beide Stirnflächen werden mit einer Schlichtfeile und mit
Spiritus-Zugabe (!) überfeilt, bis sie als durchgängige Flächen zu erkennen
sind. Die Bohrungen sind bei allen Teilen exakt 3 mm voneinander entfernt. Das
Schlagzahn-Fräsverfahren macht das so genau, die Voraussetzung für problemlosen
Weiterbau...
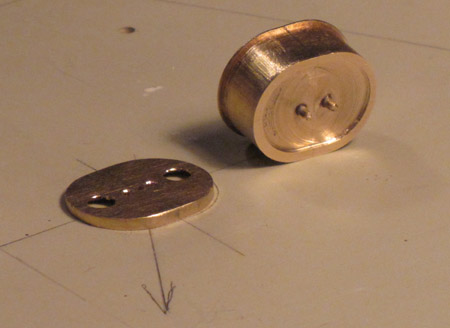
 Nach dem Verputzen sehen die Teile
vorerst so aus.
Nach dem Verputzen sehen die Teile
vorerst so aus.
 Nun habe ich alle Standorte der
Mannlöcher mit spitzem Bleistift auf dem Deck angezeichnet. Unten liegt eine
Sockelplatte. Die Mannlöcher sollen waagerecht liegen. Also müssen die
Decksschrägen (Balkenbucht in Quer- und der Deckssprung in Längsrichtung) durch
den Sockel ausgeglichen werden.
Nun habe ich alle Standorte der
Mannlöcher mit spitzem Bleistift auf dem Deck angezeichnet. Unten liegt eine
Sockelplatte. Die Mannlöcher sollen waagerecht liegen. Also müssen die
Decksschrägen (Balkenbucht in Quer- und der Deckssprung in Längsrichtung) durch
den Sockel ausgeglichen werden.
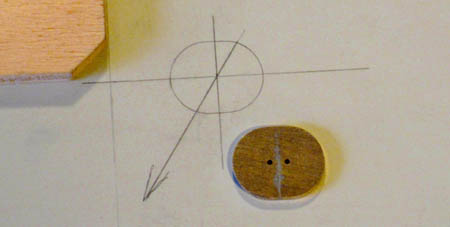
(Die resultierende Schräge (man könnte es auch Gesamtschräge nennen) dieser beiden Schrägflächen habe ich ganz einfach dadurch ermittelt, daß ich oberhalb der Luke eine Kugel auf das Deck gelegt und mir die Richtung gemerkt habe, in welchem Winkel die Kugel nach unten rollt (Es ist dazu nötig, daß der Rumpf sehr genau gerade auf dem Arbeitstisch steht!). Der Pfeil im Foto zeigt die Richtung an, in welcher die Kugel etwa gerollt ist. Weil ich nur einen sog. 2-Achs-Maschinenschraubstock habe, war meine Vorstellung, daß ich den Winkel, der zwischen Pfeil und MS-Linie gebildet wird, messe und um diese Gradzahl den Schraubstock auf der Drehplatte verdrehe: Das Schwenken um die ermittelte Decksschräge (nur wenige Grad) sollte mit der Schwenkmöglichkeit eingestellt werden. Das war jedoch ein Denkfehler. Will ich die Unterseite der Sockelplatte schräg anfräsen, um beide Decksschrägen zu berücksichtigen, benötige ich einen 3-Achs-Maschinenschraubstock und ich müßte auch beide Schrägen getrennt ermitteln. Der Denkansatz mit der Gesamtschräge bei Verwendung eines 2-Achs-Maschinenschraubstock ist nicht falsch, aber: nicht der Schraubstock auf seiner Drehplatte darf gedreht werden, sondern die Sockelplatte auf dem Schraubstock. Man müßte eine Drehscheibe im Schraubstock spannen und die Sockelplatte auf dieser befestigen!)
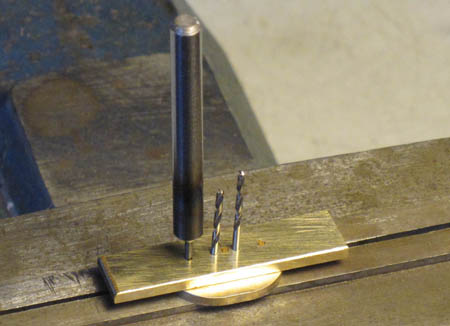
 Um die Sockel an der Unterseite
schräg zu fräsen, ist wieder etwas Vorarbeit nötig. Der
Lochmittenabstand der beiden 1-mm-Löcher wurde ermittelt: Messen des Außenmaßes
(Foto) von recht genau 4 mm, davon wird 1 x die Bohrerstärke 1 mm abgezogen, das
ergibt den Lochabstand von 3 mm.
Um die Sockel an der Unterseite
schräg zu fräsen, ist wieder etwas Vorarbeit nötig. Der
Lochmittenabstand der beiden 1-mm-Löcher wurde ermittelt: Messen des Außenmaßes
(Foto) von recht genau 4 mm, davon wird 1 x die Bohrerstärke 1 mm abgezogen, das
ergibt den Lochabstand von 3 mm.
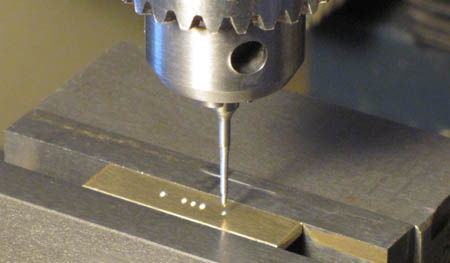 Fertigen einer Bohrschablone per
Koordinaten-Bohren (im Bild das Zentrierbohren), Lochabstände von rechts nach
links: 3,5 - 1,5 - 1,5 und noch einmal 3,5 mm (zusammen 10 mm!).
Fertigen einer Bohrschablone per
Koordinaten-Bohren (im Bild das Zentrierbohren), Lochabstände von rechts nach
links: 3,5 - 1,5 - 1,5 und noch einmal 3,5 mm (zusammen 10 mm!).
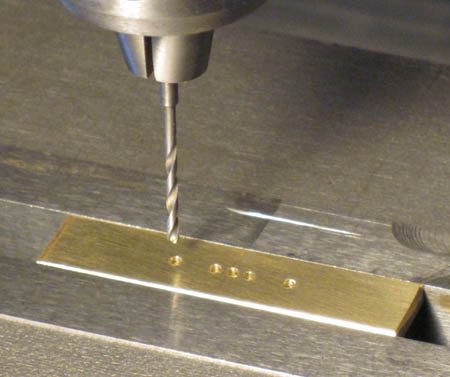 Durchbohren mit 1-mm-Wendelbohrer.
Durchbohren mit 1-mm-Wendelbohrer.
 Die Bohrschablone wird mit zwei
1-mm-Bohrerschäften auf die jeweilige Sockelplatte gesteckt und die beiden
äußeren Bohrungen mit einem 1-mm-Zentrierkörner übertragen. Das Übertragen von
Bohrungen mit Zentrierkörnern hat den Vorteil, daß die Bohrungswandungen der
Bohrschablone (besonders bei Messing) nicht beschädigt werden.
Die Bohrschablone wird mit zwei
1-mm-Bohrerschäften auf die jeweilige Sockelplatte gesteckt und die beiden
äußeren Bohrungen mit einem 1-mm-Zentrierkörner übertragen. Das Übertragen von
Bohrungen mit Zentrierkörnern hat den Vorteil, daß die Bohrungswandungen der
Bohrschablone (besonders bei Messing) nicht beschädigt werden.
 Das sieht nach Wegnahme der
Bohrschablone so aus. Die beiden Bohrungen werden ebenfalls 1 mm gebohrt und
dann mit einem neutral geschliffenen (Messing!) 2-mm-Bohrer aufgebohrt.
Das sieht nach Wegnahme der
Bohrschablone so aus. Die beiden Bohrungen werden ebenfalls 1 mm gebohrt und
dann mit einem neutral geschliffenen (Messing!) 2-mm-Bohrer aufgebohrt.
 Diese beiden 2-mm-Bohrungen werden von
der späteren Unterseite her mit einem 90°-Senker gesenkt - so tief, daß der Kopf
einer M2-Senkkopfschraube deutlich "unter der Fläche liegt". Die Senktiefe
bestimmt der eingestellte Bohrtiefenanschlag der Fräsmaschinen-Bohrpinole, damit
alle Senkungen gleich tief werden. Der Stift links dient dabei als
Verdrehungsschutz, denn ein Spitzsenker kann ganz schön "ruppig" sein.
Diese beiden 2-mm-Bohrungen werden von
der späteren Unterseite her mit einem 90°-Senker gesenkt - so tief, daß der Kopf
einer M2-Senkkopfschraube deutlich "unter der Fläche liegt". Die Senktiefe
bestimmt der eingestellte Bohrtiefenanschlag der Fräsmaschinen-Bohrpinole, damit
alle Senkungen gleich tief werden. Der Stift links dient dabei als
Verdrehungsschutz, denn ein Spitzsenker kann ganz schön "ruppig" sein.
 Alle Senkungen sind in den Platten, auch
die mittlere 1-mm-Bohrung wurde übertragen, die Flächen oben und unten noch
einmal leicht überschlichtet.
Alle Senkungen sind in den Platten, auch
die mittlere 1-mm-Bohrung wurde übertragen, die Flächen oben und unten noch
einmal leicht überschlichtet.
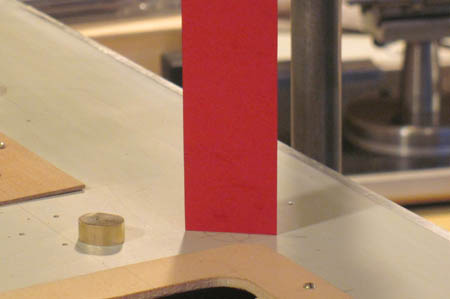 An einen 30 mm breiten Kartonstreifen
habe ich in 1/2°-Schritten, bei 1,5° beginnend, eine schräge Stirn angeschnitten
und mit dieser Stirn auf das Deck in Richtung der oben genannten Pfeile
gestellt. Bei 2,5° stand der Kartonstreifen ausreichend genau senkrecht
(Vergleich mit der im Hintergrund zu sehenden Bohrmaschinensäule). Also wußte
ich: an den Sockeln müssen die Bodenflächen 2,5° schräg gefräst werden, damit
die darauf stehenden Luken gerade stehen...!
An einen 30 mm breiten Kartonstreifen
habe ich in 1/2°-Schritten, bei 1,5° beginnend, eine schräge Stirn angeschnitten
und mit dieser Stirn auf das Deck in Richtung der oben genannten Pfeile
gestellt. Bei 2,5° stand der Kartonstreifen ausreichend genau senkrecht
(Vergleich mit der im Hintergrund zu sehenden Bohrmaschinensäule). Also wußte
ich: an den Sockeln müssen die Bodenflächen 2,5° schräg gefräst werden, damit
die darauf stehenden Luken gerade stehen...!
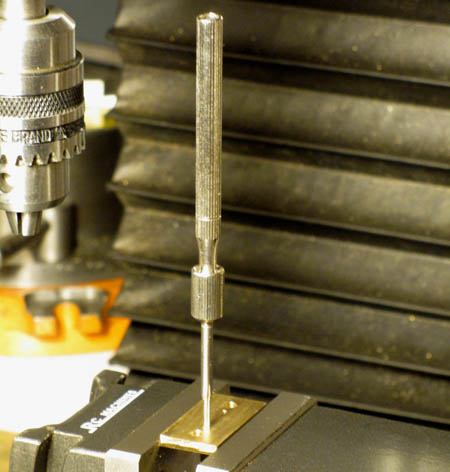 In einem 2-Achs-Maschinenschraubstock
wurde eine kleine Platte gespannt und bei 0° überfräst. Dann wurden in diese
Platte in 10 mm Abstand (siehe oben) zwei M2-Durchgangsbohrungen gebohrt
(Koordinaten-Bohren!). Die hier auch zu sehenden etwas größeren Bohrungen
stammen noch von einer anderen Arbeit. Im Foto sehen wir das Einbohren eines
Gewinde-Bohrers. Das macht man bei so kleinen Gewinden immer mit einem
Stiftenklöbchen, nie mit einem viel zu gefühllosen Windeisen.
In einem 2-Achs-Maschinenschraubstock
wurde eine kleine Platte gespannt und bei 0° überfräst. Dann wurden in diese
Platte in 10 mm Abstand (siehe oben) zwei M2-Durchgangsbohrungen gebohrt
(Koordinaten-Bohren!). Die hier auch zu sehenden etwas größeren Bohrungen
stammen noch von einer anderen Arbeit. Im Foto sehen wir das Einbohren eines
Gewinde-Bohrers. Das macht man bei so kleinen Gewinden immer mit einem
Stiftenklöbchen, nie mit einem viel zu gefühllosen Windeisen.
 Wichtig: auch die M2-Bohrungen müssen so
tief gesenkt werden, daß die Schraubenköpfe sicher "anziehen".
Wichtig: auch die M2-Bohrungen müssen so
tief gesenkt werden, daß die Schraubenköpfe sicher "anziehen".
 Die erste Platte ist bei 2,5° schräg
gestellten Schraubstock aufgeschraubt und die Fläche ist fast fertig überfräst.
Der Fräskopf muß noch etwa 0,1 mm tiefer gestellt werden, damit die Bodenfläche
bis ganz nach links "fertig" ist.
Die erste Platte ist bei 2,5° schräg
gestellten Schraubstock aufgeschraubt und die Fläche ist fast fertig überfräst.
Der Fräskopf muß noch etwa 0,1 mm tiefer gestellt werden, damit die Bodenfläche
bis ganz nach links "fertig" ist.
 Die Platte habe ich nun auf die
betreffende Decksstelle gelegt, darauf den parallelen Mittelkörper, darauf eine
plangeschliffene Stahlplatte und darauf eine Doppel-Wasserwaage (Baumarkt). So
konnte ich sehen, daß die Querrichtung stimmt, die Längsrichtung jedoch noch
nicht.
Die Platte habe ich nun auf die
betreffende Decksstelle gelegt, darauf den parallelen Mittelkörper, darauf eine
plangeschliffene Stahlplatte und darauf eine Doppel-Wasserwaage (Baumarkt). So
konnte ich sehen, daß die Querrichtung stimmt, die Längsrichtung jedoch noch
nicht.
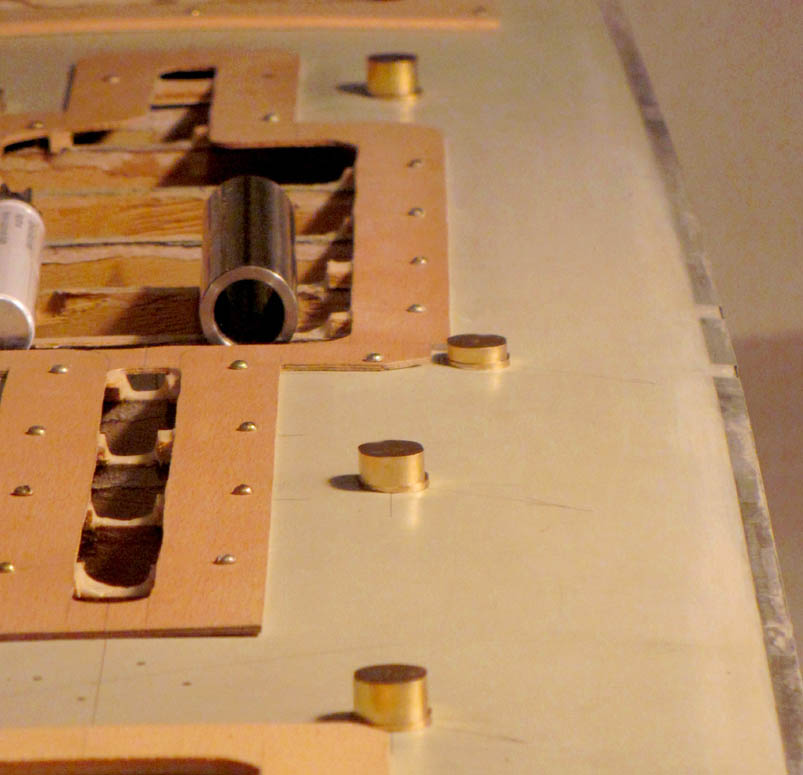 (Foto anklicken) Hier sehen wir in Tele-Sicht vom
Achterschiff über den Steuerbord-Seitengang. Wir sehen vier Lukensockel mit den
aufgestellten Mittelkörpern und wir sehen, daß die Luken schön genau waagerecht
stehen. Sie haben, bis auf eine, nahezu den gleichen Abstand von MS, also kann
der Winkel von 2,5° am Schwenkschraubstock eingestellt bleiben.
(Foto anklicken) Hier sehen wir in Tele-Sicht vom
Achterschiff über den Steuerbord-Seitengang. Wir sehen vier Lukensockel mit den
aufgestellten Mittelkörpern und wir sehen, daß die Luken schön genau waagerecht
stehen. Sie haben, bis auf eine, nahezu den gleichen Abstand von MS, also kann
der Winkel von 2,5° am Schwenkschraubstock eingestellt bleiben.
 Die Mittelkörper werden in
Längsrichtung an der Bodenfläche 1,5° schräg gefräst. Das ist der Winkel, den
man aus dem Generalplan des Schiffes aus der Seitenansicht (Linie Seite Deck)
herausmessen kann. Er ist beim FLETCHER im Mittschiffsbereich über weite
Strecken nahezu gleich.
Die Mittelkörper werden in
Längsrichtung an der Bodenfläche 1,5° schräg gefräst. Das ist der Winkel, den
man aus dem Generalplan des Schiffes aus der Seitenansicht (Linie Seite Deck)
herausmessen kann. Er ist beim FLETCHER im Mittschiffsbereich über weite
Strecken nahezu gleich.
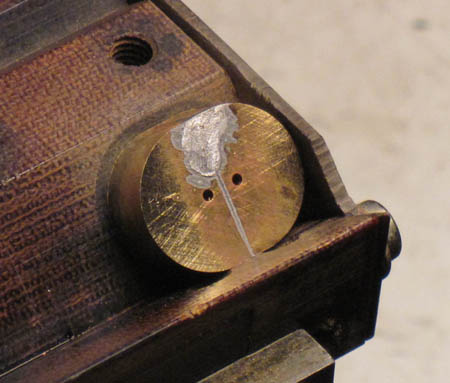
 Damit die Sockelplatte mit ihrer
Unterseite sicher nur mit dem Rand auf dem Deck aufliegt, habe ich mit einem
12-mm-Fingerfräser das Zentrum gering freigefräst.
Damit die Sockelplatte mit ihrer
Unterseite sicher nur mit dem Rand auf dem Deck aufliegt, habe ich mit einem
12-mm-Fingerfräser das Zentrum gering freigefräst.
 Gleiches auch mit den Mittelkörpern
(rechts). Hier ist der Deckel mit zwei 1-mm-Zentrierstiften schon auf den
Mittelkörper geklebt (Sekundenkleber). Die Zentrierstifte ragen unten nur so
weit heraus, daß sie gerade in die Sockelplatte reichen. Letztere ist hier
bereits auf des Deck geklebt (2-K-Kleber als "Vorklebung" und "Abdichtung" der
Kante mit Sekundenkleber).
Gleiches auch mit den Mittelkörpern
(rechts). Hier ist der Deckel mit zwei 1-mm-Zentrierstiften schon auf den
Mittelkörper geklebt (Sekundenkleber). Die Zentrierstifte ragen unten nur so
weit heraus, daß sie gerade in die Sockelplatte reichen. Letztere ist hier
bereits auf des Deck geklebt (2-K-Kleber als "Vorklebung" und "Abdichtung" der
Kante mit Sekundenkleber).
 Die nach oben ausragenden Zentrierstifte
habe ich abgekniffen und die Fläche mit der Feile noch einmal überschlichtet,
damit nichts davon noch zu sehen ist. Die Sockelplatte wird später in
dunkelgrauer Decksfarbe gespritzt und die gesamte Luke hellgrau. Erst danach
wird die Luke mit allem Drum und Dran angeklebt (als Klebehilfe die beiden
Zentrierstifte).
Die nach oben ausragenden Zentrierstifte
habe ich abgekniffen und die Fläche mit der Feile noch einmal überschlichtet,
damit nichts davon noch zu sehen ist. Die Sockelplatte wird später in
dunkelgrauer Decksfarbe gespritzt und die gesamte Luke hellgrau. Erst danach
wird die Luke mit allem Drum und Dran angeklebt (als Klebehilfe die beiden
Zentrierstifte).
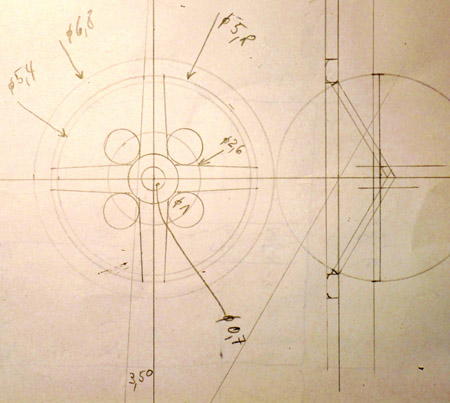 Die Herstellung der Handräder beginnt
mit einer 10:1-Zeichnung. Die "Speichen" sollen, wie beim Original auch, nach
außen konisch sein (2 x 3,5°) und von der Nabe zum Griffring 30° nach oben
gehen!
Die Herstellung der Handräder beginnt
mit einer 10:1-Zeichnung. Die "Speichen" sollen, wie beim Original auch, nach
außen konisch sein (2 x 3,5°) und von der Nabe zum Griffring 30° nach oben
gehen!
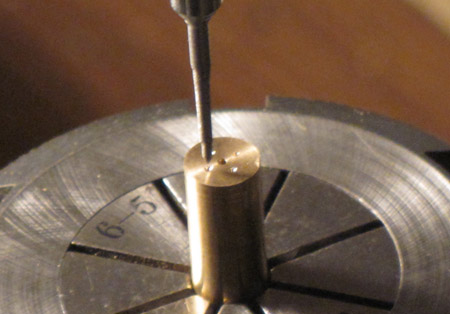 Die Speichen entstehen aus einem
sternförmigen Profil. Ein 6-mm-Rund-Ms-Stab erhält dazu eine mittige 0,7-mm-Bohrung
(20 mm tief). Zuerst wird (im liegenden Rundtisch) vier mal zentriert...
Die Speichen entstehen aus einem
sternförmigen Profil. Ein 6-mm-Rund-Ms-Stab erhält dazu eine mittige 0,7-mm-Bohrung
(20 mm tief). Zuerst wird (im liegenden Rundtisch) vier mal zentriert...
 ...dann ebenfalls 20 mm tief 1 mm
gebohrt. (Wenn dabei der Bohrer abbricht, hat das nur zwei Gründe: er wurde
nicht oft genug aus der Bohrung gezogen, um die Späne abzukehren und es wurde
bei jedem "Bohrgang" zu tief gebohrt, denn dabei verklemmen die Späne in den
Spannuten)
...dann ebenfalls 20 mm tief 1 mm
gebohrt. (Wenn dabei der Bohrer abbricht, hat das nur zwei Gründe: er wurde
nicht oft genug aus der Bohrung gezogen, um die Späne abzukehren und es wurde
bei jedem "Bohrgang" zu tief gebohrt, denn dabei verklemmen die Späne in den
Spannuten)
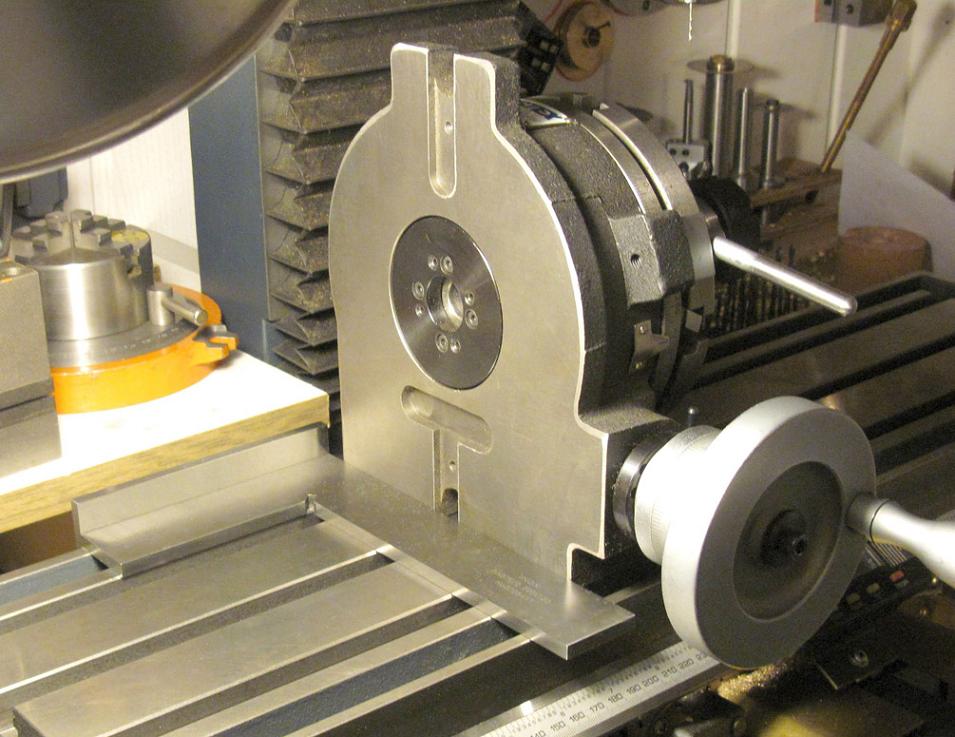 (Foto anklicken) Der Rundtisch wird nun "gestellt" und mit
einem Anschlagwinkel wird die Teilachse in X-Richtung ausgerichtet. Bei einer
guten Fräsmaschine liegen die bearbeiteten (!) Seitenflächen exakt in
X-Zugrichtung! Das sollte man einmal mit einem Feintaster ergründen. Ansonsten kann man
auch nach den Tischnuten ausrichten, denn diese sollten auch sehr genau in
X-Richtung liegen und ebenfalls feinbearbeitet sein.
(Foto anklicken) Der Rundtisch wird nun "gestellt" und mit
einem Anschlagwinkel wird die Teilachse in X-Richtung ausgerichtet. Bei einer
guten Fräsmaschine liegen die bearbeiteten (!) Seitenflächen exakt in
X-Zugrichtung! Das sollte man einmal mit einem Feintaster ergründen. Ansonsten kann man
auch nach den Tischnuten ausrichten, denn diese sollten auch sehr genau in
X-Richtung liegen und ebenfalls feinbearbeitet sein.
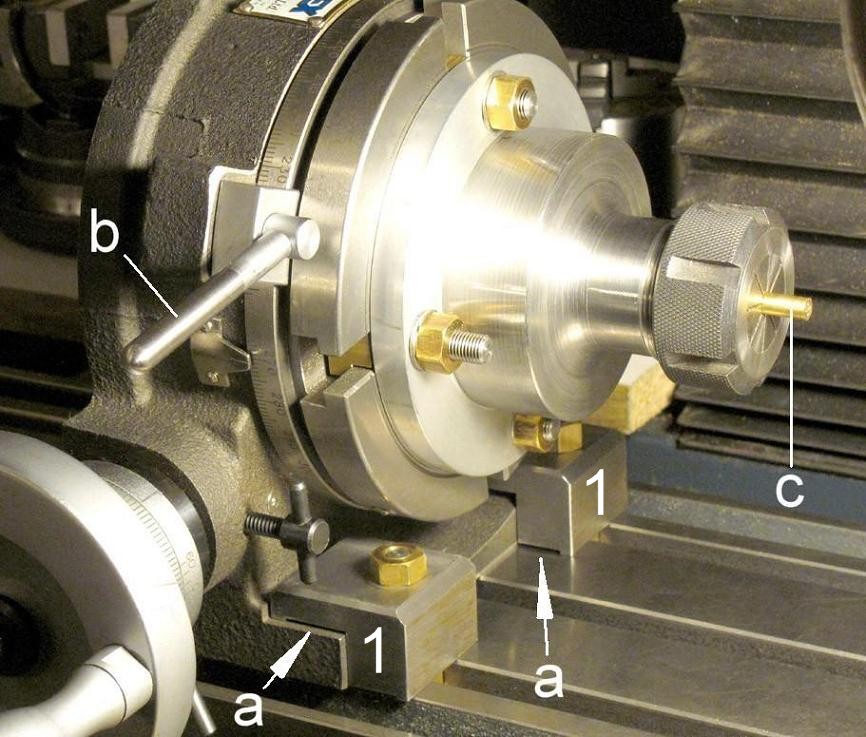 (Foto anklicken) Der Rundtisch von der anderen Seite.
Festgehalten wird er von zwei selbst gefrästen Spanneisen (1). Damit diese
richtig möglichst nur in der Mitte der Standfläche drücken, müssen
Freistiche (a) an beiden Stufen vorhanden sein. Wer die Rundtische von VERTEX
kennt, wird sehen, daß ich die Knebelgriffe (b) für ein besseres Handling
deutlich verlängert habe. Im selbst gedrehten Zangenfutter (Alu-Grundplatte,
Stahl-Futter) ist das 6-mm-Werkstück (c) schon eingespannt.
(Foto anklicken) Der Rundtisch von der anderen Seite.
Festgehalten wird er von zwei selbst gefrästen Spanneisen (1). Damit diese
richtig möglichst nur in der Mitte der Standfläche drücken, müssen
Freistiche (a) an beiden Stufen vorhanden sein. Wer die Rundtische von VERTEX
kennt, wird sehen, daß ich die Knebelgriffe (b) für ein besseres Handling
deutlich verlängert habe. Im selbst gedrehten Zangenfutter (Alu-Grundplatte,
Stahl-Futter) ist das 6-mm-Werkstück (c) schon eingespannt.
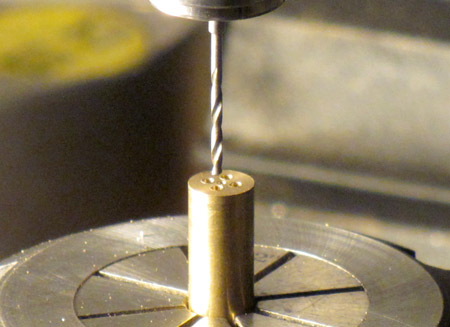
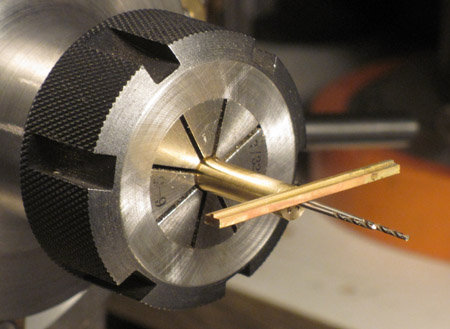 Bei 0°-Stellung des Rundtischs wird das
Messingstück mit den vier Bohrungen so gedreht (und dann erst gespannt), daß
zwei recht genau waagerecht liegen. Weil man das kaum messen kann, habe ich ein
Profilstück auf zwei eingesteckte 1-mm-Bohrerschäfte gelegt.
Bei 0°-Stellung des Rundtischs wird das
Messingstück mit den vier Bohrungen so gedreht (und dann erst gespannt), daß
zwei recht genau waagerecht liegen. Weil man das kaum messen kann, habe ich ein
Profilstück auf zwei eingesteckte 1-mm-Bohrerschäfte gelegt.
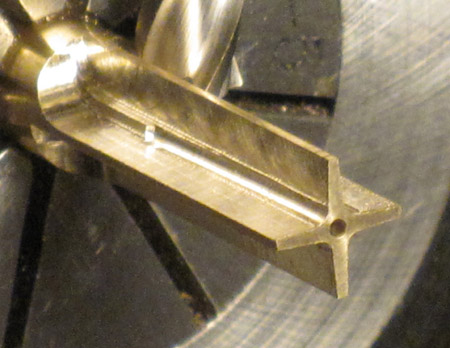
 Hier wird das Sternprofil gefräst. Die
vier rechten Flächen (a) sind schon fertig (bei 0°-, 90°-, 180°- und
270°-Verstellung plus jeweils 3,5°!). Im Bild beginnt der Fingerfräser die
gegenüberliegenden Flächen zu fräsen (z.B. 0°-Verstellung minus 3,5° usw.).
Hier wird das Sternprofil gefräst. Die
vier rechten Flächen (a) sind schon fertig (bei 0°-, 90°-, 180°- und
270°-Verstellung plus jeweils 3,5°!). Im Bild beginnt der Fingerfräser die
gegenüberliegenden Flächen zu fräsen (z.B. 0°-Verstellung minus 3,5° usw.).
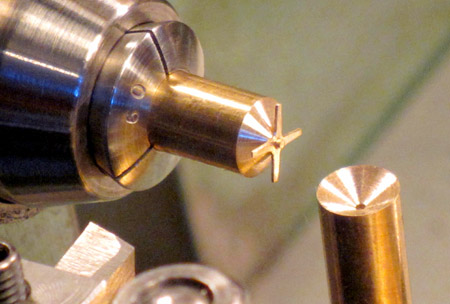
 Das Sternprofil ist fertig. Schön, die
so entstandenen Innenrundungen! Ohne die Rundung zu "bohren" würde man das
Profil auch gut mit einem 1-mm-Radius-Fräser fräsen.
Das Sternprofil ist fertig. Schön, die
so entstandenen Innenrundungen! Ohne die Rundung zu "bohren" würde man das
Profil auch gut mit einem 1-mm-Radius-Fräser fräsen.
 Damit die heute allgemein üblichen,
völlig unsinnigen Druckspannzangen (die ER-Typen) überhaupt richtig rundlaufend
spannen, muß der Spannzapfen so lang wie die Zange selbst sein!
Damit die heute allgemein üblichen,
völlig unsinnigen Druckspannzangen (die ER-Typen) überhaupt richtig rundlaufend
spannen, muß der Spannzapfen so lang wie die Zange selbst sein!
 Die vom Profil abgesägten 0,3 mm dicken
"Sterne", bereits entgratet (eine (Hand-)Arbeit für Sträflinge).
Die vom Profil abgesägten 0,3 mm dicken
"Sterne", bereits entgratet (eine (Hand-)Arbeit für Sträflinge).
 Für das 30°-Schrägprägen der Speichen
habe ich Stempel und Matritze gedreht. Der Stempel hat einen kurzen
0,7-mm-Zapfen, damit der Stern beim Prägen nicht verrutschen kann.
Für das 30°-Schrägprägen der Speichen
habe ich Stempel und Matritze gedreht. Der Stempel hat einen kurzen
0,7-mm-Zapfen, damit der Stern beim Prägen nicht verrutschen kann.
 Zuvor habe ich die kleinen Sterne
allerdings ausgeglüht.
Zuvor habe ich die kleinen Sterne
allerdings ausgeglüht.
 Gedrückt habe ich die nun butterweichen
kleinen Teile im Uhrmacherdrehstuhl.
Gedrückt habe ich die nun butterweichen
kleinen Teile im Uhrmacherdrehstuhl.
 Alle sind um den gleichen Winkel
gebogen. Für das nun folgende Drehen der Griffringe, kann man nun "über Eck" die
tatsächlichen Breiten der Sterne messen.
Alle sind um den gleichen Winkel
gebogen. Für das nun folgende Drehen der Griffringe, kann man nun "über Eck" die
tatsächlichen Breiten der Sterne messen.
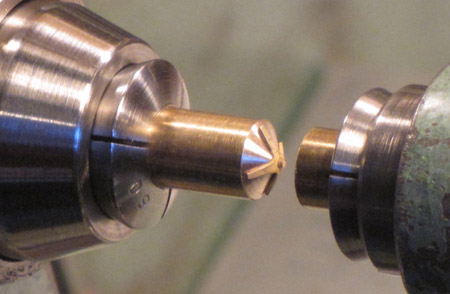
 Restteile vom Schlagzahnfräsen habe ich
für das Drehen der Griffringe verwendet. Rechts-vorn liegt ein Stern. Er paßt
genau in die angedrehten Rohrstücke.
Restteile vom Schlagzahnfräsen habe ich
für das Drehen der Griffringe verwendet. Rechts-vorn liegt ein Stern. Er paßt
genau in die angedrehten Rohrstücke.
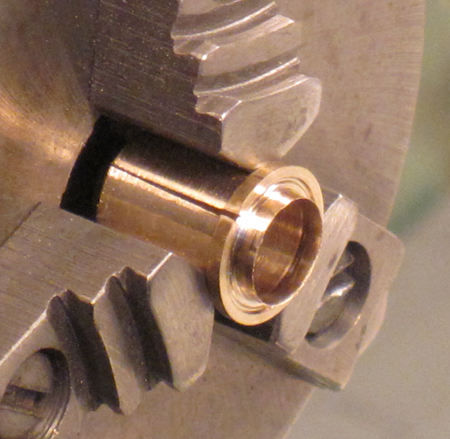
 Die Rohrstücke werden für die
Griffringe mit einem schmalen (0,8 breit) Stechstahl auf 0,4 mm Breite zuerst
nur angestochen. Mit einem scharfen Dreikantschaber werden die beiden etwas
größeren Rundungen an der Planseite sehr vorsichtig "angedrechselt"; danach auch eine kleinere
Rundung an der Nutseite außen. Dann wird ganz abgestochen. Die Ringe sehen dann
so aus, wie hier auf den Foto. Sie haben vom Anstechen noch einen Rest (a) an
der Rückseite. Fast ohne dem geht es auch, wenn man die Hauptschneide vom
Stechstahl leicht schräg schleift. Das wollte ich aber nicht tun.
Die Rohrstücke werden für die
Griffringe mit einem schmalen (0,8 breit) Stechstahl auf 0,4 mm Breite zuerst
nur angestochen. Mit einem scharfen Dreikantschaber werden die beiden etwas
größeren Rundungen an der Planseite sehr vorsichtig "angedrechselt"; danach auch eine kleinere
Rundung an der Nutseite außen. Dann wird ganz abgestochen. Die Ringe sehen dann
so aus, wie hier auf den Foto. Sie haben vom Anstechen noch einen Rest (a) an
der Rückseite. Fast ohne dem geht es auch, wenn man die Hauptschneide vom
Stechstahl leicht schräg schleift. Das wollte ich aber nicht tun.
 Ich habe die Ringe dann
nacheinander in einer ausgedrehten und geschlitzten (!) Klemmbuchse gespannt,
konnte so den Abstechrest abdrehen und die innere (auch kleinere) Rundung auch
hier andrechseln.
Ich habe die Ringe dann
nacheinander in einer ausgedrehten und geschlitzten (!) Klemmbuchse gespannt,
konnte so den Abstechrest abdrehen und die innere (auch kleinere) Rundung auch
hier andrechseln.
 Fertig sehen die Griffringe so aus. Sie
sind nur 0,4 mm dick.
Fertig sehen die Griffringe so aus. Sie
sind nur 0,4 mm dick.
 An ein Pertinax-Stück wurde ein Zapfen
angedreht, welcher den Innendurchmesser der Ringe hat und vorerst 0,5 mm lang
ist, damit man den Durchmesser überhaupt messen kann. Die Ringe sollen spielfrei
darauf passen. Danach wird der Zapfen auf eine "Länge" von nur 0,2 mm abgedreht
(Foto!).
An ein Pertinax-Stück wurde ein Zapfen
angedreht, welcher den Innendurchmesser der Ringe hat und vorerst 0,5 mm lang
ist, damit man den Durchmesser überhaupt messen kann. Die Ringe sollen spielfrei
darauf passen. Danach wird der Zapfen auf eine "Länge" von nur 0,2 mm abgedreht
(Foto!).
 Darauf wird der Ring mit der Unterseite
nach oben "gesteckt" und dahinein ein geprägter "Stern".
Darauf wird der Ring mit der Unterseite
nach oben "gesteckt" und dahinein ein geprägter "Stern".
 Er wird angelötet. Im Foto sieht man,
daß dabei recht viel überschüssiges Lötzinn am Teil ist. Ich löte hier mit einem
20-Watt-Lötkolben mit sehr feiner Spitze. Sehr wichtig ist bei jedem Lötkolben,
wie weit die Cu-Spitze aus dem Heizkörper herausragt. Ragt sie zu weit
heraus, wird die Spitze nicht heiß genug. Ist die Ausraglänge zu kurz, verbrennt
ständig das Lötzinn an der Spitze. Lesen Sie zum richtigen Löten mein Heft "Modellbautechniken".
Er wird angelötet. Im Foto sieht man,
daß dabei recht viel überschüssiges Lötzinn am Teil ist. Ich löte hier mit einem
20-Watt-Lötkolben mit sehr feiner Spitze. Sehr wichtig ist bei jedem Lötkolben,
wie weit die Cu-Spitze aus dem Heizkörper herausragt. Ragt sie zu weit
heraus, wird die Spitze nicht heiß genug. Ist die Ausraglänge zu kurz, verbrennt
ständig das Lötzinn an der Spitze. Lesen Sie zum richtigen Löten mein Heft "Modellbautechniken".
 Noch auf dem Pertinax-Stück wird das
Lötzinn mit einem scharfen Dreikantschaber "abgeschnitzt"...
Noch auf dem Pertinax-Stück wird das
Lötzinn mit einem scharfen Dreikantschaber "abgeschnitzt"...
 ...und der Rest mit der Drahtbürste
abgeputzt. Sauber und fertig sind die Teile nur, wenn kein überschüssiges
Lötzinn zu sehen ist! Fliegen heißt Landen, sagen die Piloten und Löten heißt
Verputzen der Lötstellen, sage ich.
...und der Rest mit der Drahtbürste
abgeputzt. Sauber und fertig sind die Teile nur, wenn kein überschüssiges
Lötzinn zu sehen ist! Fliegen heißt Landen, sagen die Piloten und Löten heißt
Verputzen der Lötstellen, sage ich.
 Die Matritze vom Prägen ist die ideale
Aufnahme, um das fertige Handrad auch an der Oberseite mit der Drahtbürste zu
säubern und zu glätten.
Die Matritze vom Prägen ist die ideale
Aufnahme, um das fertige Handrad auch an der Oberseite mit der Drahtbürste zu
säubern und zu glätten.
 (Foto anklicken) Wo, meine lieben Modellbau-Kollegen,
bekommt man so schöne geätzte Handräder her? Ich würde niemals solchen Schruz
an meine Modelle anbauen. Okay, wenn man sich garnicht anders zu helfen weiß, muß
man halt Ätzteile nehmen. Versuchen Sie es ebenfalls einmal so, es ist
nicht zu schwierig. Mein Tip: zuerst drei Nummern größer für den Anfang. Und was
man drei Nummern größer fertigbringt, das gelingt danach auch wesentlich kleiner.
(Foto anklicken) Wo, meine lieben Modellbau-Kollegen,
bekommt man so schöne geätzte Handräder her? Ich würde niemals solchen Schruz
an meine Modelle anbauen. Okay, wenn man sich garnicht anders zu helfen weiß, muß
man halt Ätzteile nehmen. Versuchen Sie es ebenfalls einmal so, es ist
nicht zu schwierig. Mein Tip: zuerst drei Nummern größer für den Anfang. Und was
man drei Nummern größer fertigbringt, das gelingt danach auch wesentlich kleiner.
Weiter geht es im Teil 2 dieses Fotoreports.
![]()