 (Bild anklicken, die Waffenstände
noch ohne Farbe)
(Bild anklicken, die Waffenstände
noch ohne Farbe)Sieben Munitionskisten
seven boxes of ammunition
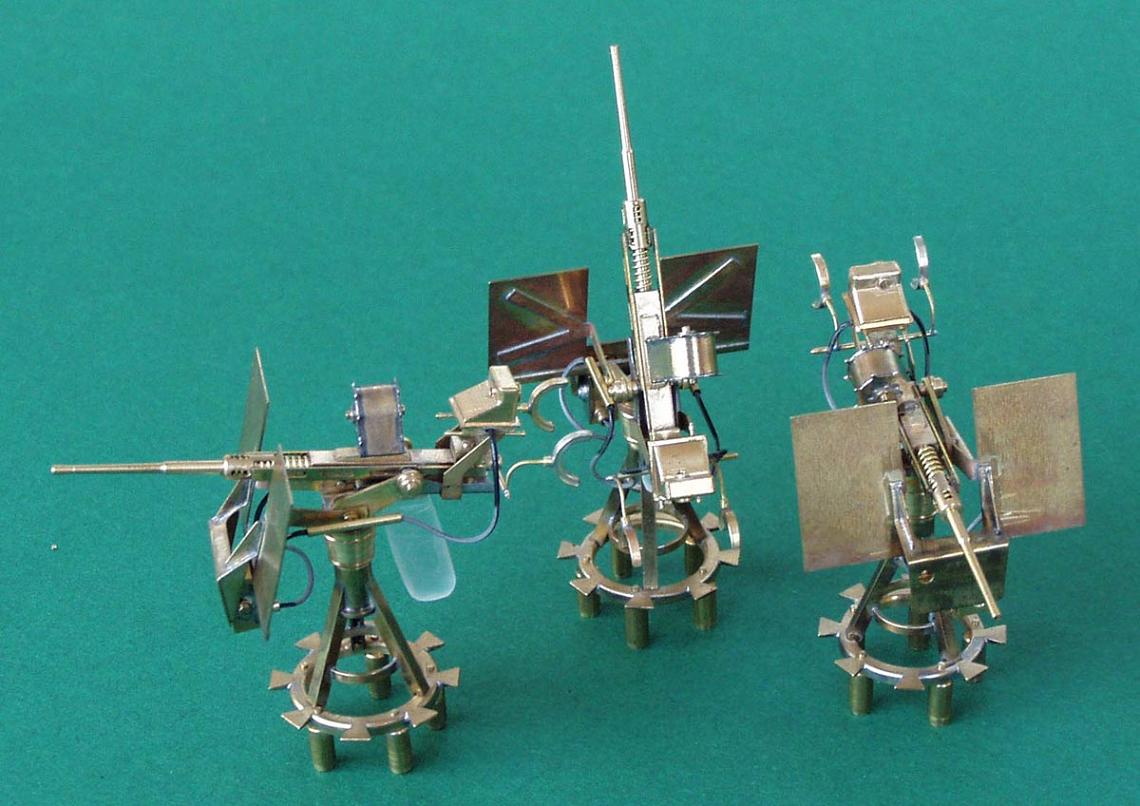
An Bord des Zerstörers USS CASSIN YOUNG sind für die sieben 20-mm-Flak OERLIKON Mk10 mit Zielgerät Mk14 sieben gepanzerte Munitionskisten an Deck, jeweils neben den Waffenständen aufgestellt. Auch diese Kisten habe ich wieder, wie schon die Kisten für die Pyro-Mittel, aus Messing hergestellt. Hier erstmal ein Bild von den Waffen, die ich schon gebaut habe (noch ohne Farbe):
(Bild anklicken, die Waffenstände
noch ohne Farbe)
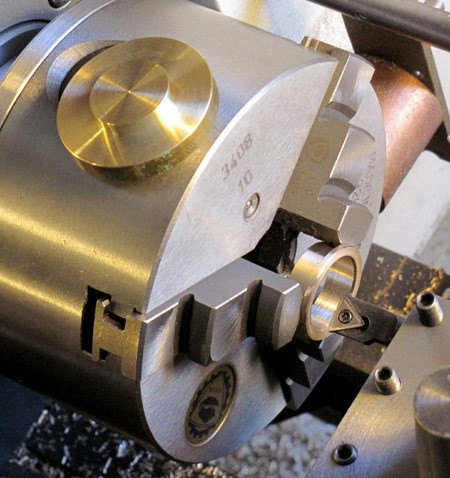
 Auch hier beginnt, wie so oft, alles mit
acht (zur Sicherheit mache ich eine Kiste mehr) Drehteilen, Durchmesser 32 mm,
mit 6 x 6 mm Spannzapfen. Die Planflächen erhalten 1-mm-Bohrungen für den
späteren Zentrierstift (nur etwa 3 mm tief).
Auch hier beginnt, wie so oft, alles mit
acht (zur Sicherheit mache ich eine Kiste mehr) Drehteilen, Durchmesser 32 mm,
mit 6 x 6 mm Spannzapfen. Die Planflächen erhalten 1-mm-Bohrungen für den
späteren Zentrierstift (nur etwa 3 mm tief).
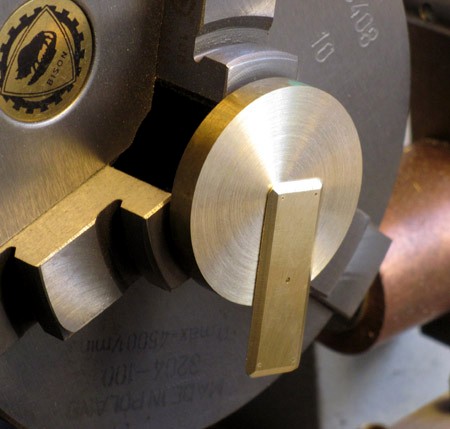
 Die Körper werden mit 1 mm Aufmaß
vorgefräst.
Die Körper werden mit 1 mm Aufmaß
vorgefräst.
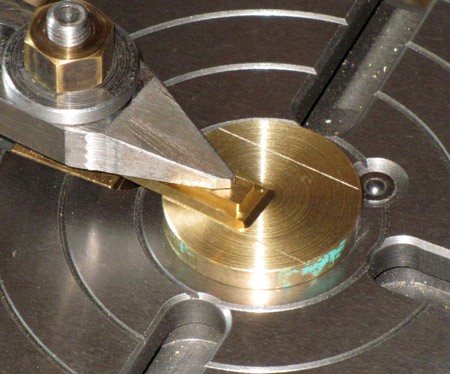
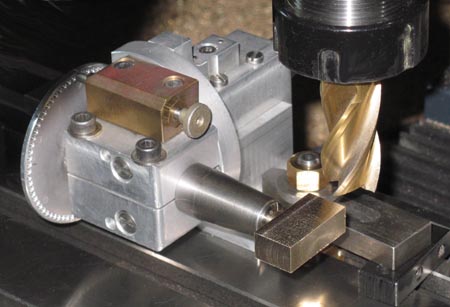 Im Waagerecht-Teilgerät werden sie zu
Prismen 30 x 10 mm gefräst und dabei sitzt zwangsläufig die 1-mm-Bohrung exakt
in der Mitte (auf dem Foto ist die kleine Bohrung nicht zu sehen). Alle je vier
Flächen wurden etwas mühselig mit einer Schlichtfeile geglättet. Es besteht
sonst die Gefahr, daß man die Frässpuren nach der Spritzlackierung sieht.
Im Waagerecht-Teilgerät werden sie zu
Prismen 30 x 10 mm gefräst und dabei sitzt zwangsläufig die 1-mm-Bohrung exakt
in der Mitte (auf dem Foto ist die kleine Bohrung nicht zu sehen). Alle je vier
Flächen wurden etwas mühselig mit einer Schlichtfeile geglättet. Es besteht
sonst die Gefahr, daß man die Frässpuren nach der Spritzlackierung sieht.
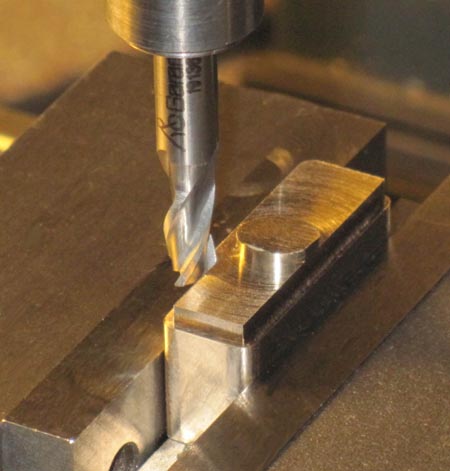
 Nachdem die Spannzapfen abgesägt wurden,
wurden die senkrechten Kanten der Kisten mit einem Eigenbau-Abrundfräser Radius
1,5 mm (gehärteter Silberstahl) gerundet. Die Kante, welche gerundet werden
soll, muß dabei an der festen Schraubstockbacke anliegen, damit man nicht
ständig in X-Richtung neu anfahren muß...!
Nachdem die Spannzapfen abgesägt wurden,
wurden die senkrechten Kanten der Kisten mit einem Eigenbau-Abrundfräser Radius
1,5 mm (gehärteter Silberstahl) gerundet. Die Kante, welche gerundet werden
soll, muß dabei an der festen Schraubstockbacke anliegen, damit man nicht
ständig in X-Richtung neu anfahren muß...!
 Auch diese Kisten haben oben und unten
einen umlaufenden Absatz. Der mittlere gerundete Teil der Höhe ist ja die
Panzerung dieser Muni-Kisten. Auch hier: die jeweils zu fräsende Stufe liegt an
der festen Schraubstockbacke an.
Auch diese Kisten haben oben und unten
einen umlaufenden Absatz. Der mittlere gerundete Teil der Höhe ist ja die
Panzerung dieser Muni-Kisten. Auch hier: die jeweils zu fräsende Stufe liegt an
der festen Schraubstockbacke an.
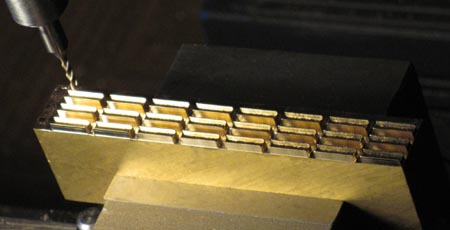
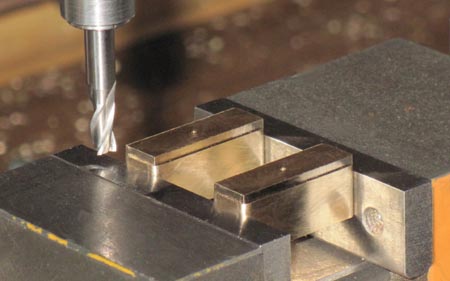 Weil das Längenmaß (30 mm) bei allen acht
Kisten exakt gleich groß ist, kann man beim Anfräsen der Stufen an den
Stirnseiten der Kisten zwei Teile - mit etwas Abstand - einspannen. Beide werden
dabei gleich kräftig angedrückt. Hier erkennt man oben die exakt in der Mitte
liegenden 1-mm-Bohrungen.
Weil das Längenmaß (30 mm) bei allen acht
Kisten exakt gleich groß ist, kann man beim Anfräsen der Stufen an den
Stirnseiten der Kisten zwei Teile - mit etwas Abstand - einspannen. Beide werden
dabei gleich kräftig angedrückt. Hier erkennt man oben die exakt in der Mitte
liegenden 1-mm-Bohrungen.
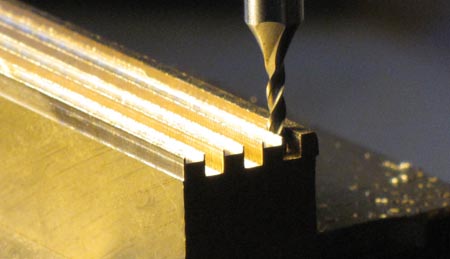
 Mit dem Anschlagfinger, der in die
Schraubstockbacken hineinreicht, werden jeweils zwei Zentrierbohrungen (auf
Umschlag) gebohrt, die.....
Mit dem Anschlagfinger, der in die
Schraubstockbacken hineinreicht, werden jeweils zwei Zentrierbohrungen (auf
Umschlag) gebohrt, die.....
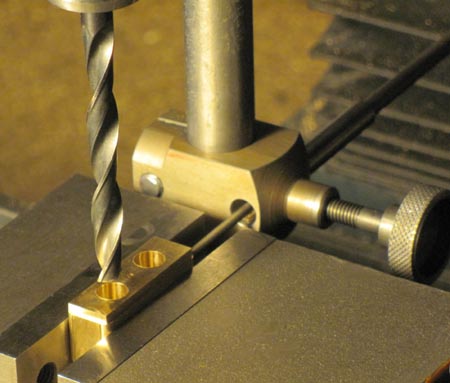 ....anschließend mit einem
6-mm-Wendelbohrer als Durchgangsbohrungen aufgebohrt werden.
....anschließend mit einem
6-mm-Wendelbohrer als Durchgangsbohrungen aufgebohrt werden.
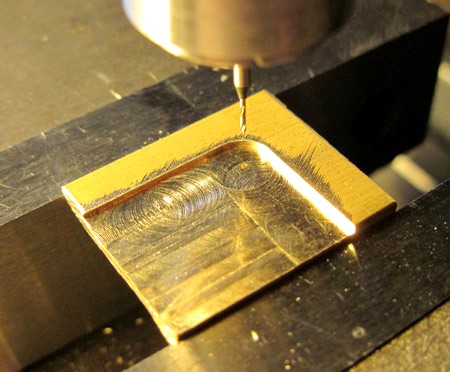
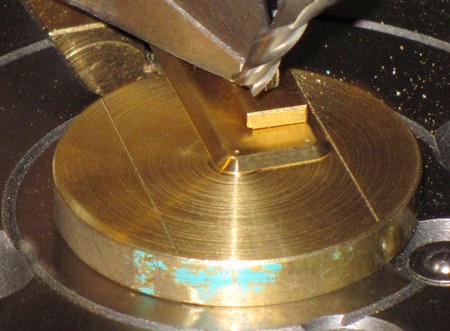
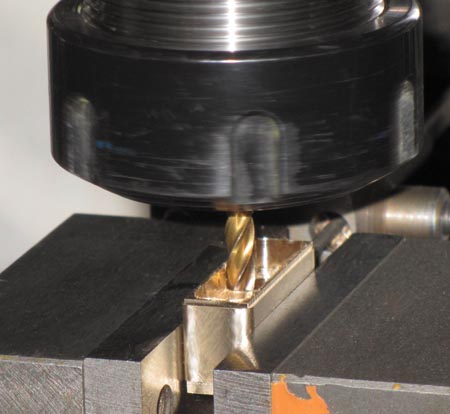 Die Kisten sind 13 mm hoch. Von unten
werden sie nun zur Gewichtseinsparung auf eine rundum geringe Wandstärke mit
einem 4-mm-Fingerfräser in Gegen-Uhrzeiger-Richtung auf eine Tiefe von 12 mm
leergefräst (von Runde zu Runde dabei je 1 mm tiefer).
Die Kisten sind 13 mm hoch. Von unten
werden sie nun zur Gewichtseinsparung auf eine rundum geringe Wandstärke mit
einem 4-mm-Fingerfräser in Gegen-Uhrzeiger-Richtung auf eine Tiefe von 12 mm
leergefräst (von Runde zu Runde dabei je 1 mm tiefer).
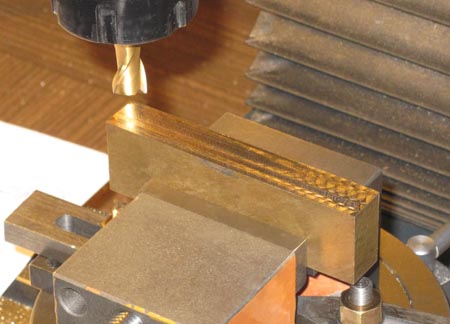
 Das sieht dann, nachdem allen Kanten
leicht entgratet wurden, so aus.
Das sieht dann, nachdem allen Kanten
leicht entgratet wurden, so aus.
Als Nächstes habe ich mir die 24 U-Winkelprofile (je Kiste drei) vorgenommen, auf denen die Kisten auf Deck stehen.
 Im Schraubstock wurde für deren
Herstellung ein 100 mm langes Messing-Profilstück zuerst überstirnt.
Im Schraubstock wurde für deren
Herstellung ein 100 mm langes Messing-Profilstück zuerst überstirnt.
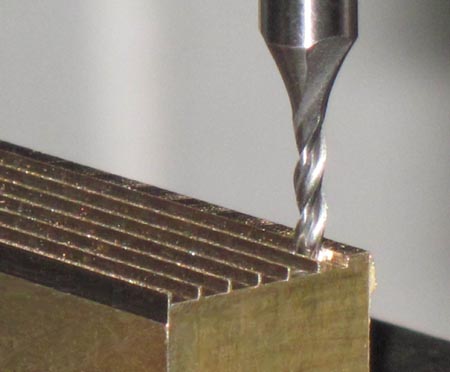 Dann wurden mit einem 2-mm-Fingerfräser
in Abständen von 2,6 mm sechs Nuten 0,6 mm tief eingefräst. Durch das Maß 2,6
entsteht die Wandstärke des U-Profils von 0,3 mm von selbst. Das sind je drei
Fräsdurchgänge und der Fräser dreht die höchste Drehzahl, welche die
Fräsmaschine hat, etwa 3.000 U/min.
Dann wurden mit einem 2-mm-Fingerfräser
in Abständen von 2,6 mm sechs Nuten 0,6 mm tief eingefräst. Durch das Maß 2,6
entsteht die Wandstärke des U-Profils von 0,3 mm von selbst. Das sind je drei
Fräsdurchgänge und der Fräser dreht die höchste Drehzahl, welche die
Fräsmaschine hat, etwa 3.000 U/min.
 Anschließend wurde jede zweite Nut noch
auf eine Tiefe von 2,3 mm gebracht. Man arbeitet bei all dem streng nach
Koordinaten!
Anschließend wurde jede zweite Nut noch
auf eine Tiefe von 2,3 mm gebracht. Man arbeitet bei all dem streng nach
Koordinaten!
 Mit dem gleichen Fräser wurden nun in
Abständen von 12 mm Quernuten, ebenfalls 2,3 mm tief eingefräst. Besser wäre es,
hätte ich die Quernuten zuerst gefräst!
Mit dem gleichen Fräser wurden nun in
Abständen von 12 mm Quernuten, ebenfalls 2,3 mm tief eingefräst. Besser wäre es,
hätte ich die Quernuten zuerst gefräst!
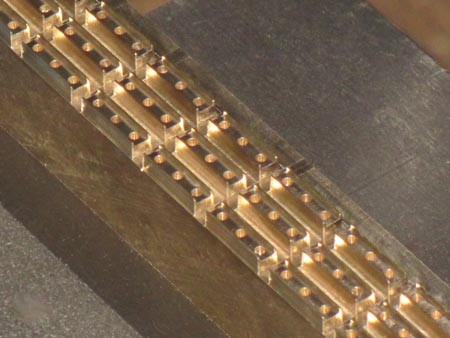 Die Anfahr-Skalenwerte für die Längsnuten
hat man sich (in einer Handskizze) notiert. So kann man nun die Nut-Mitten
erneut anfahren und mit einem 1,2-mm-Wendelbohrer die je drei
Erleichterungslöcher bohren, welche diese U-Stücke haben müssen. Noch "am Stück"
habe ich alle Kanten mit der rotierenden Drahtbürste entgratet.
Die Anfahr-Skalenwerte für die Längsnuten
hat man sich (in einer Handskizze) notiert. So kann man nun die Nut-Mitten
erneut anfahren und mit einem 1,2-mm-Wendelbohrer die je drei
Erleichterungslöcher bohren, welche diese U-Stücke haben müssen. Noch "am Stück"
habe ich alle Kanten mit der rotierenden Drahtbürste entgratet.
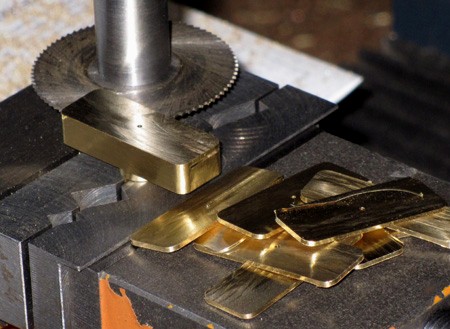
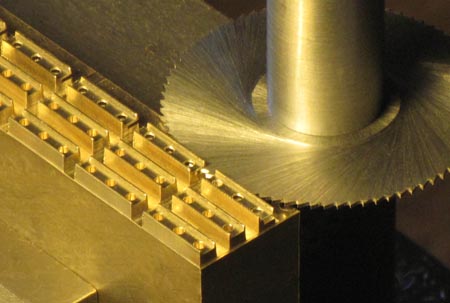 Danach wurden alle 24 Teile mit einer
0,4-mm-Metallkreissäge abgesägt.
Danach wurden alle 24 Teile mit einer
0,4-mm-Metallkreissäge abgesägt.
 Hinterher sah das Reststück so aus.
Hinterher sah das Reststück so aus.
![]() (Foto anklicken) Die abgesägten Teile, sie müssen noch von
Hand verputzt werden.
(Foto anklicken) Die abgesägten Teile, sie müssen noch von
Hand verputzt werden.
 Hier ist das Foto von den verputzten
U-Profil-Stücken.
Hier ist das Foto von den verputzten
U-Profil-Stücken.
Jeweils drei davon werden nun an den Boden jeder Muni-Kiste gelötet; selbstverständlich mit einer schnell gefrästen Lötvorrichtung, damit auch das genau wird... Die Idee dazu ist schon im Kopf...
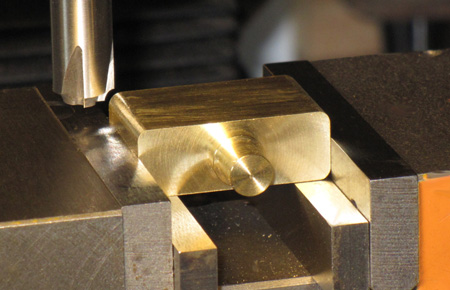
 Vorerst habe ich mir aber die Herstellung
der acht Panzerdeckel vorgenommen. Dazu wird ein Drehteil, Durchmesser 34 mit
7x7-mm-Spannzapfen im Schraubstock zu einem Quader 13 x 33 vorgefräst. Die
Planfläche (im Foto nicht sichtbar) hat wieder eine tiefe 1-mm-Zentrierbohrung.
Vorerst habe ich mir aber die Herstellung
der acht Panzerdeckel vorgenommen. Dazu wird ein Drehteil, Durchmesser 34 mit
7x7-mm-Spannzapfen im Schraubstock zu einem Quader 13 x 33 vorgefräst. Die
Planfläche (im Foto nicht sichtbar) hat wieder eine tiefe 1-mm-Zentrierbohrung.
 Wieder, wie üblich, im
Waagerecht-Teilgerät ausgerichtet....
Wieder, wie üblich, im
Waagerecht-Teilgerät ausgerichtet....
 ...wird daraus (mit geringer Spanabnahme)
ein sehr genaues Prisma 11,5 x 31,5 gefräst.
...wird daraus (mit geringer Spanabnahme)
ein sehr genaues Prisma 11,5 x 31,5 gefräst.
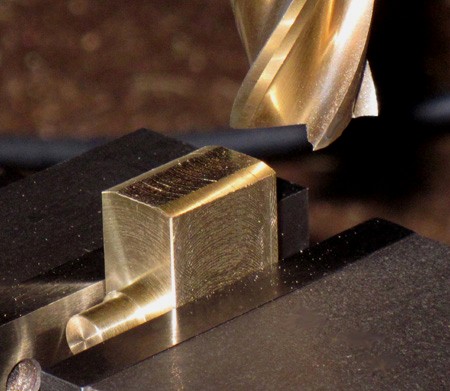
 Nach dem Überschlichten der vier
Außenseiten mit einer Schlichtfeile von Hand werden die Kanten mit einem
2,5-mm-Radius-Abrundfräser gerundet; die jeweilige Fläche liegt dabei an der
festen Schraubstockbacke (links im Bild) an.
Nach dem Überschlichten der vier
Außenseiten mit einer Schlichtfeile von Hand werden die Kanten mit einem
2,5-mm-Radius-Abrundfräser gerundet; die jeweilige Fläche liegt dabei an der
festen Schraubstockbacke (links im Bild) an.
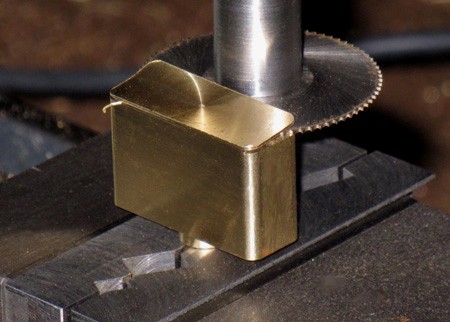 Nach einem recht dünnem (Null-)Startschnitt...
Nach einem recht dünnem (Null-)Startschnitt...
 ...konnte ich insgesamt neun Scheiben, 1
mm dick, absägen. Die Metallkreissäge ist 0,55 mm dick. Also mußte ich den
Fräser von Span zu Span jeweils 1,55 mm absenken. Mit der digitalen
Höhenmeßeinrichtung ist das ja sehr genau möglich. Bei diesem Foto erkennt man
die 1-mm-Bohrungen in der Mitte der Scheiben, die durch das Umschlagfräsen, man
kann es auch Tangential-Fräsen (drei Fotos weiter oben) nennen, zwangsläufig
sehr genau im Zentrum sitzen.
...konnte ich insgesamt neun Scheiben, 1
mm dick, absägen. Die Metallkreissäge ist 0,55 mm dick. Also mußte ich den
Fräser von Span zu Span jeweils 1,55 mm absenken. Mit der digitalen
Höhenmeßeinrichtung ist das ja sehr genau möglich. Bei diesem Foto erkennt man
die 1-mm-Bohrungen in der Mitte der Scheiben, die durch das Umschlagfräsen, man
kann es auch Tangential-Fräsen (drei Fotos weiter oben) nennen, zwangsläufig
sehr genau im Zentrum sitzen.
 Die abgesägten Platten werden kurz
ausragend im Schraubstock gespannt und mit einem um 30° schräg gestellten
Fingerfräser werden rundum Schrägen angefräst. (Vorfrässpan und
Gleichlauf-Schlichtfrässpan!)
Die abgesägten Platten werden kurz
ausragend im Schraubstock gespannt und mit einem um 30° schräg gestellten
Fingerfräser werden rundum Schrägen angefräst. (Vorfrässpan und
Gleichlauf-Schlichtfrässpan!)
 Die Schrägen an den Seitenkanten gehen
auch um die Ecken herum. Weil ich das nicht so gut wie nötig feilen kann und bei
diesen geringen Dimensionen auch nicht will, habe ich mir in den Kopf gesetzt,
diese Ecken-Schrägen auf dem Rundtisch zu fräsen. Ich habe das schon bei
größeren Teilen gemacht. Und was groß zu machen ist, kann man auch zwei Nummern
kleiner tun - mit noch mehr Sorgfalt! Eine einfache Bohrvorrichtung muß
angefertigt werden, mit welcher 0,4-mm-Bohrungen in die Radien-Mittelpunkte der
Platten gebohrt werden können, als Zentrierung auf dem Rundtisch. In ein flaches
Materialstück wird mit einem 5-mm-Fingerfräser (die Eckenrundung der Platten
hatten einen Radius von 2,5 mm! siehe oben) eine etwa 0,6 mm tiefe 90°-Ecke
herausgefräst. Danach wird in dem Moment, wo der Fräser genau in der Ecke
steht...
(Anfahr-Skalenwerte!)
Die Schrägen an den Seitenkanten gehen
auch um die Ecken herum. Weil ich das nicht so gut wie nötig feilen kann und bei
diesen geringen Dimensionen auch nicht will, habe ich mir in den Kopf gesetzt,
diese Ecken-Schrägen auf dem Rundtisch zu fräsen. Ich habe das schon bei
größeren Teilen gemacht. Und was groß zu machen ist, kann man auch zwei Nummern
kleiner tun - mit noch mehr Sorgfalt! Eine einfache Bohrvorrichtung muß
angefertigt werden, mit welcher 0,4-mm-Bohrungen in die Radien-Mittelpunkte der
Platten gebohrt werden können, als Zentrierung auf dem Rundtisch. In ein flaches
Materialstück wird mit einem 5-mm-Fingerfräser (die Eckenrundung der Platten
hatten einen Radius von 2,5 mm! siehe oben) eine etwa 0,6 mm tiefe 90°-Ecke
herausgefräst. Danach wird in dem Moment, wo der Fräser genau in der Ecke
steht...
(Anfahr-Skalenwerte!)
 ....auf einen 0,4-mm-Wendelbohrer
gewechselt und an der Stelle eine Durchgangsbohrung als "Bohrbuchse" gebohrt.
Auf diese Weise muß die Bohrung 100% genau in der Radiusmitte liegen, kann nicht
anders sein.
....auf einen 0,4-mm-Wendelbohrer
gewechselt und an der Stelle eine Durchgangsbohrung als "Bohrbuchse" gebohrt.
Auf diese Weise muß die Bohrung 100% genau in der Radiusmitte liegen, kann nicht
anders sein.
 (Foto anklicken) Hier sieht man die Bohrlehre in der Mitte
liegen und daneben die damit gebohrten Platten, links die Unterseiten und rechts
die oberen Flächen nach oben. Man erkennt deutlich die exakten Lagen der kleinen
Bohrungen.
(Foto anklicken) Hier sieht man die Bohrlehre in der Mitte
liegen und daneben die damit gebohrten Platten, links die Unterseiten und rechts
die oberen Flächen nach oben. Man erkennt deutlich die exakten Lagen der kleinen
Bohrungen.
 Nun muß ein Zentriertisch für den
Rundtisch gedreht werden. Er liegt hier im Bild auf den Futter. Der angedrehte,
3 mm hohe Zapfen paßt spiellos in die Mittenbohrung des Rundtischs. An der
anderen Planfläche brauchen wir einen angedrehten Miniaturstift, Durchmesser 0,4
(er muß in die Eckenbohrungen der Platten passen) x 1 mm lang. Das Wesentliche,
er muß exakt rundlaufen. Das erreicht man nur mit einer Klemmringspannung. Im
Foto ist dieser (dünnwandige) Klemmring bereits auf den Durchmesser der
Zentriertischs ausgedreht(!). Dieser wird dann eingesteckt und das Futter noch
einen kleinen Betrag weiter geschlossen, das Teil somit im Ring sehr genau
rundlaufend geklemmt.
Nun muß ein Zentriertisch für den
Rundtisch gedreht werden. Er liegt hier im Bild auf den Futter. Der angedrehte,
3 mm hohe Zapfen paßt spiellos in die Mittenbohrung des Rundtischs. An der
anderen Planfläche brauchen wir einen angedrehten Miniaturstift, Durchmesser 0,4
(er muß in die Eckenbohrungen der Platten passen) x 1 mm lang. Das Wesentliche,
er muß exakt rundlaufen. Das erreicht man nur mit einer Klemmringspannung. Im
Foto ist dieser (dünnwandige) Klemmring bereits auf den Durchmesser der
Zentriertischs ausgedreht(!). Dieser wird dann eingesteckt und das Futter noch
einen kleinen Betrag weiter geschlossen, das Teil somit im Ring sehr genau
rundlaufend geklemmt.
 Hier habe ich nur zur Probe eine der
Platten mit einer Bohrung an der angedrehten Miniaturstift gehängt.
Hier habe ich nur zur Probe eine der
Platten mit einer Bohrung an der angedrehten Miniaturstift gehängt.
 Der Zentriertisch steckt nun stramm im Rundtisch. Dieser wird genullt und mit
einer Anreißspitze (es ist mein Miniatur-Zentrierbohrer) habe ich als
Anlageorientierung zwei Linien auf den Zentriertisch geritzt. In der Mitte
erkennt man den winzigen Stift.
Der Zentriertisch steckt nun stramm im Rundtisch. Dieser wird genullt und mit
einer Anreißspitze (es ist mein Miniatur-Zentrierbohrer) habe ich als
Anlageorientierung zwei Linien auf den Zentriertisch geritzt. In der Mitte
erkennt man den winzigen Stift.
 Auf diesen wird die erste Platte
aufgesteckt, ihre Längskante zu einer Linie ausgerichtet und das Ganze in dem
Zustand mit einem Spanneisen geklemmt (kleine Platte als Unterlage).
Auf diesen wird die erste Platte
aufgesteckt, ihre Längskante zu einer Linie ausgerichtet und das Ganze in dem
Zustand mit einem Spanneisen geklemmt (kleine Platte als Unterlage).
 Mit den Stirnschneiden eines wiederum 30° schräggestellten Fingerfräser kann nun
an jeder Ecke der Platte durch eine 90°-Drehung des Rundtischs (in der Praxis
ist es etwas weniger als 90°!) die gerundete Schräge angefräst werden. Man
kurbelt dazu den Höhensupport stets auf den gleichen Skalenwert nach unten
(Supportklemmung!). Die Ecken des Fräsers haben sogar leicht in den
Zentriertisch hineingefräst.
Mit den Stirnschneiden eines wiederum 30° schräggestellten Fingerfräser kann nun
an jeder Ecke der Platte durch eine 90°-Drehung des Rundtischs (in der Praxis
ist es etwas weniger als 90°!) die gerundete Schräge angefräst werden. Man
kurbelt dazu den Höhensupport stets auf den gleichen Skalenwert nach unten
(Supportklemmung!). Die Ecken des Fräsers haben sogar leicht in den
Zentriertisch hineingefräst.
 Als Zwischenstufe sehen die Platten, die
Panzerdeckel der Munitionskisten, nun so aus. So exakt kann das keiner feilen!
Als Zwischenstufe sehen die Platten, die
Panzerdeckel der Munitionskisten, nun so aus. So exakt kann das keiner feilen!
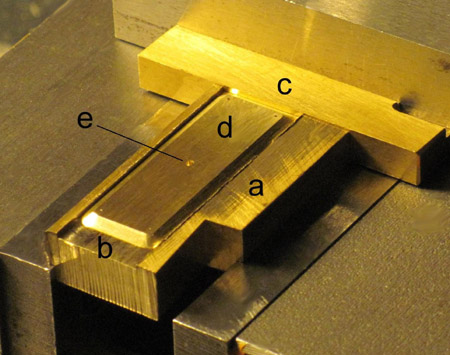 In den schrägen Rand dieser Deckel müssen
nun rundum zehn Einfräsungen für die Klappschrauben gefräst werden. Das geht nur
genau mit einer Spannvorrichtung, welche die Lage der Deckel exakt bestimmt
(Lagebestimmung nennt das der Werkzeugmacher). Ein beliebiges Materialstück (a)
erhält an der Unterseite zwei parallele Spannstufen angefräst, damit es sich in
den Schraubstockbacken nicht nach unten drücken läßt. In dieses wird eine nur
0,5 mm tiefe Nut (b) gefräst, in welche unsere Deckel (d) spielfrei
hineinpassen. Die vordere Stirnfläche wird im Winkel zur Nut überfräst und dort
ein Materialstück (c) angelegt. Ein Deckel (d) wird in die Nut gelegt und gegen
dieses Materialstück gedrückt. In dem Zustand wird die 1-mm-Bohrung (e) im
Deckel gegen die Spannvorrichtung abgebohrt (nur anbohren!), der Deckel
herausgenommen, das Loch tiefer gebohrt und hier ein 1-mm-Drahtstift
eingesteckt. Der Stift darf bei eingelegtem Deckel diesen nicht überragen. Die
Spannvorrichtung bleibt dabei immer eingespannt!
In den schrägen Rand dieser Deckel müssen
nun rundum zehn Einfräsungen für die Klappschrauben gefräst werden. Das geht nur
genau mit einer Spannvorrichtung, welche die Lage der Deckel exakt bestimmt
(Lagebestimmung nennt das der Werkzeugmacher). Ein beliebiges Materialstück (a)
erhält an der Unterseite zwei parallele Spannstufen angefräst, damit es sich in
den Schraubstockbacken nicht nach unten drücken läßt. In dieses wird eine nur
0,5 mm tiefe Nut (b) gefräst, in welche unsere Deckel (d) spielfrei
hineinpassen. Die vordere Stirnfläche wird im Winkel zur Nut überfräst und dort
ein Materialstück (c) angelegt. Ein Deckel (d) wird in die Nut gelegt und gegen
dieses Materialstück gedrückt. In dem Zustand wird die 1-mm-Bohrung (e) im
Deckel gegen die Spannvorrichtung abgebohrt (nur anbohren!), der Deckel
herausgenommen, das Loch tiefer gebohrt und hier ein 1-mm-Drahtstift
eingesteckt. Der Stift darf bei eingelegtem Deckel diesen nicht überragen. Die
Spannvorrichtung bleibt dabei immer eingespannt!
 Hier sieht man die (schon entgratete)
1-mm-Bohrung in der Mitte der Nut. Alle Anfahrwerte der Skalenringe und die
Anfahrrichtungen für die Nutkanten und die vordere Stirnfläche hatten wir uns
auf einer Handskizze notiert. Die Nut und die Stirnfläche wurde mit einem
Fingerfräser gefräst, welcher einen (rechenbaren) Durchmesser von 2, 3 oder 4 mm
hat.
Hier sieht man die (schon entgratete)
1-mm-Bohrung in der Mitte der Nut. Alle Anfahrwerte der Skalenringe und die
Anfahrrichtungen für die Nutkanten und die vordere Stirnfläche hatten wir uns
auf einer Handskizze notiert. Die Nut und die Stirnfläche wurde mit einem
Fingerfräser gefräst, welcher einen (rechenbaren) Durchmesser von 2, 3 oder 4 mm
hat.
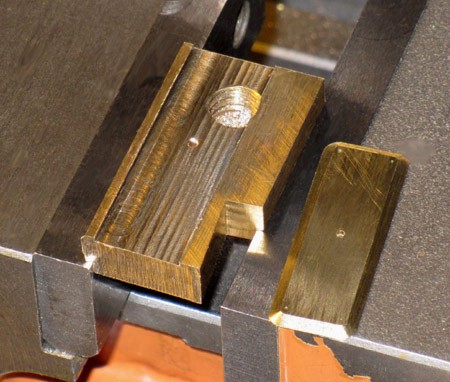
 So kann man nun per Koordinaten-Fräsen
die Einfräsungen exakt ausführen. Ein spitzes Spanneisen hält die Platte in der
Mitte fest; der Stift verhindert, daß sie in der Nut verrutschen kann. Die
Halbmesser (Radien) des verwendeten Fingerfräsers ( 1, 1,5 oder 2 mm) werden
dabei mit "eingerechnet". Zuerst habe ich mit einem 1,5-mm-Fingerfräser eine Art
Senkung 0,6 mm tief eingestochen (dieses Foto)(die gesamte Platte ist ja 1 mm
dick). Zuerst fünf Senkungen der einen Seite, dann wird die Platte umgedreht und
die anderen fünf Senkungen gemacht.
So kann man nun per Koordinaten-Fräsen
die Einfräsungen exakt ausführen. Ein spitzes Spanneisen hält die Platte in der
Mitte fest; der Stift verhindert, daß sie in der Nut verrutschen kann. Die
Halbmesser (Radien) des verwendeten Fingerfräsers ( 1, 1,5 oder 2 mm) werden
dabei mit "eingerechnet". Zuerst habe ich mit einem 1,5-mm-Fingerfräser eine Art
Senkung 0,6 mm tief eingestochen (dieses Foto)(die gesamte Platte ist ja 1 mm
dick). Zuerst fünf Senkungen der einen Seite, dann wird die Platte umgedreht und
die anderen fünf Senkungen gemacht.
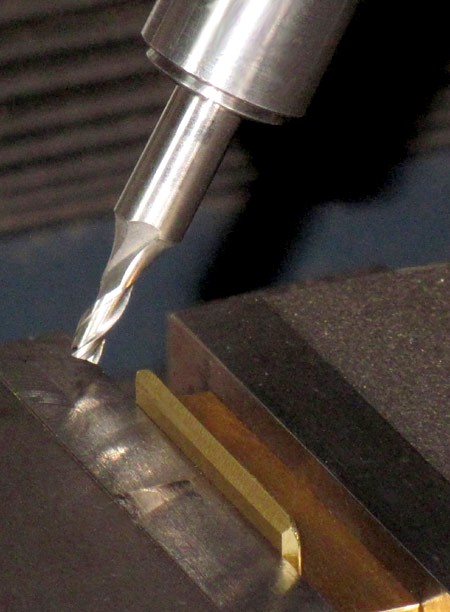
 Anschließend werden nach den gleichen
Anfahrwerten mit einem 1-mm-Fingerfräser die Nuten auf der restlichen Stärke bis
nach unten nach außen gefräst. Auf diesem Foto fehlt für die Deutlichkeit das
Spanneisen. Links-unten im Bild sieht man eine kurze 1-mm-Nut in der
Spannvorrichtung (erscheint im Foto rötlich). Hier kann man den Deckel mit einer
Reißnadel aushebeln, wenn er sich etwas verklemmt hat.
Anschließend werden nach den gleichen
Anfahrwerten mit einem 1-mm-Fingerfräser die Nuten auf der restlichen Stärke bis
nach unten nach außen gefräst. Auf diesem Foto fehlt für die Deutlichkeit das
Spanneisen. Links-unten im Bild sieht man eine kurze 1-mm-Nut in der
Spannvorrichtung (erscheint im Foto rötlich). Hier kann man den Deckel mit einer
Reißnadel aushebeln, wenn er sich etwas verklemmt hat.
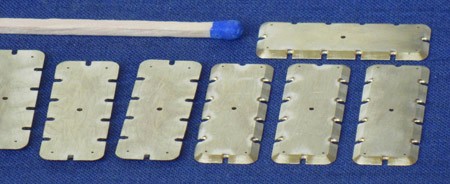 Wenn alles gemacht und verputzt ist,
sehen die Platten (Deckel) nun so aus.
Wenn alles gemacht und verputzt ist,
sehen die Platten (Deckel) nun so aus.
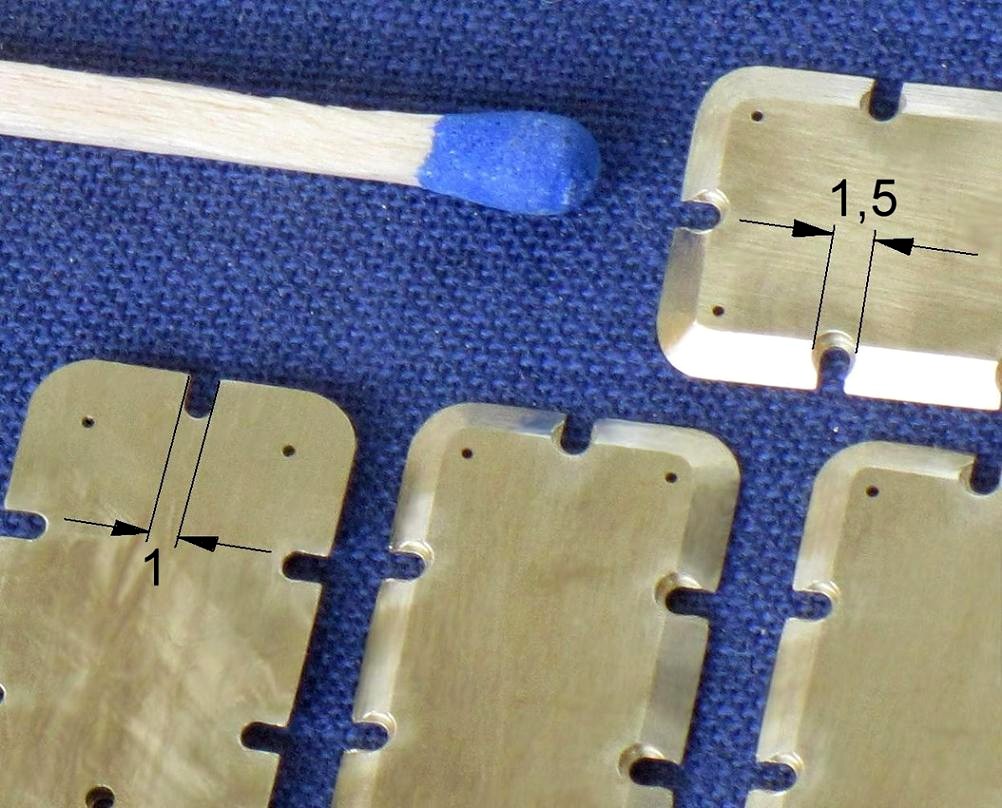 (Bild anklicken) Das Gleiche in einer Nahaufnahme. Man erkennt gut die
"Senkungen" bei den drei Platten rechts. Links sieht man die
Unterseite einer Platte.
(Bild anklicken) Das Gleiche in einer Nahaufnahme. Man erkennt gut die
"Senkungen" bei den drei Platten rechts. Links sieht man die
Unterseite einer Platte.
 Auf die Oberseiten der Kisten werden je
drei nicht zu geringe Lötzinn-Punkte gesetzt.
Auf die Oberseiten der Kisten werden je
drei nicht zu geringe Lötzinn-Punkte gesetzt.
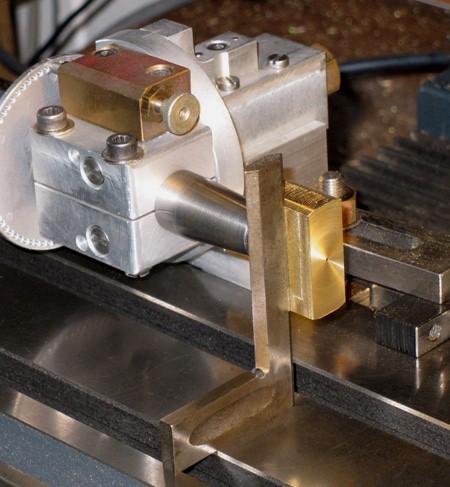
 Für das Zusammenlöten von Kiste und
Deckel habe ich eine Ausricht-Lötvorrichtung aus Novotex gefräst. Diese hat
zwei Stufen. Auf der untersten steht die Kiste, damit sie auf der schräg
eingespannten Vorrichtung nicht abrutscht. Die oberste Stufe hat eine Höhe von
0,73 mm. Das ist die halbe Differenz der Breiten von Kiste und Deckel. In der
Mitte wird der Deckel (hier noch zur Probe) von einem 1-mm-Bohrerschaft
zentriert; die richtige Richtung gibt dann die Stufe.
Für das Zusammenlöten von Kiste und
Deckel habe ich eine Ausricht-Lötvorrichtung aus Novotex gefräst. Diese hat
zwei Stufen. Auf der untersten steht die Kiste, damit sie auf der schräg
eingespannten Vorrichtung nicht abrutscht. Die oberste Stufe hat eine Höhe von
0,73 mm. Das ist die halbe Differenz der Breiten von Kiste und Deckel. In der
Mitte wird der Deckel (hier noch zur Probe) von einem 1-mm-Bohrerschaft
zentriert; die richtige Richtung gibt dann die Stufe.
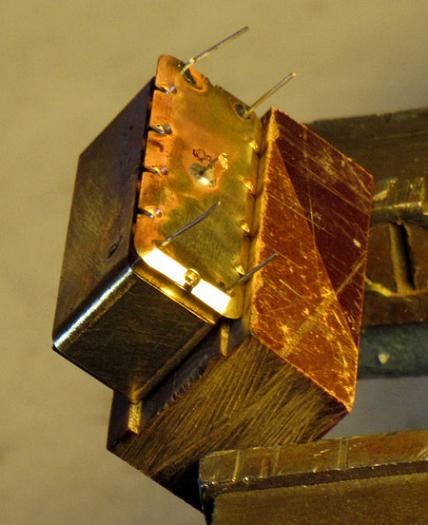 Anstelle des Bohrers wird beim Zusammenlöten ein 1-mm-Cu-Drahtstück (es ist oben
gequetscht, damit es nicht durchrutschen kann) und in die vier Bohrungen an den
Decken kurze 0,4-mm-Drahtstücke gesteckt, damit auch diese Bohrungen
verschlossen werden. Alles wird mit dem Propangasbrenner (bei Lötwasserzugabe)
erhitzt und an die dünnen Drahtstücke ebenfalls Lötzinn gegeben.
Anstelle des Bohrers wird beim Zusammenlöten ein 1-mm-Cu-Drahtstück (es ist oben
gequetscht, damit es nicht durchrutschen kann) und in die vier Bohrungen an den
Decken kurze 0,4-mm-Drahtstücke gesteckt, damit auch diese Bohrungen
verschlossen werden. Alles wird mit dem Propangasbrenner (bei Lötwasserzugabe)
erhitzt und an die dünnen Drahtstücke ebenfalls Lötzinn gegeben.
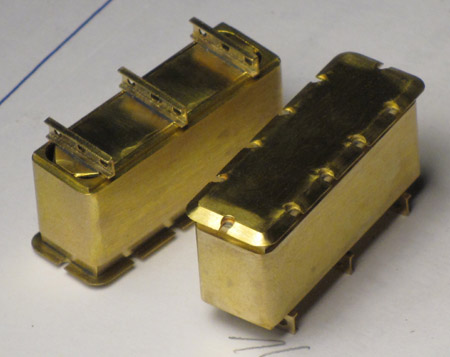
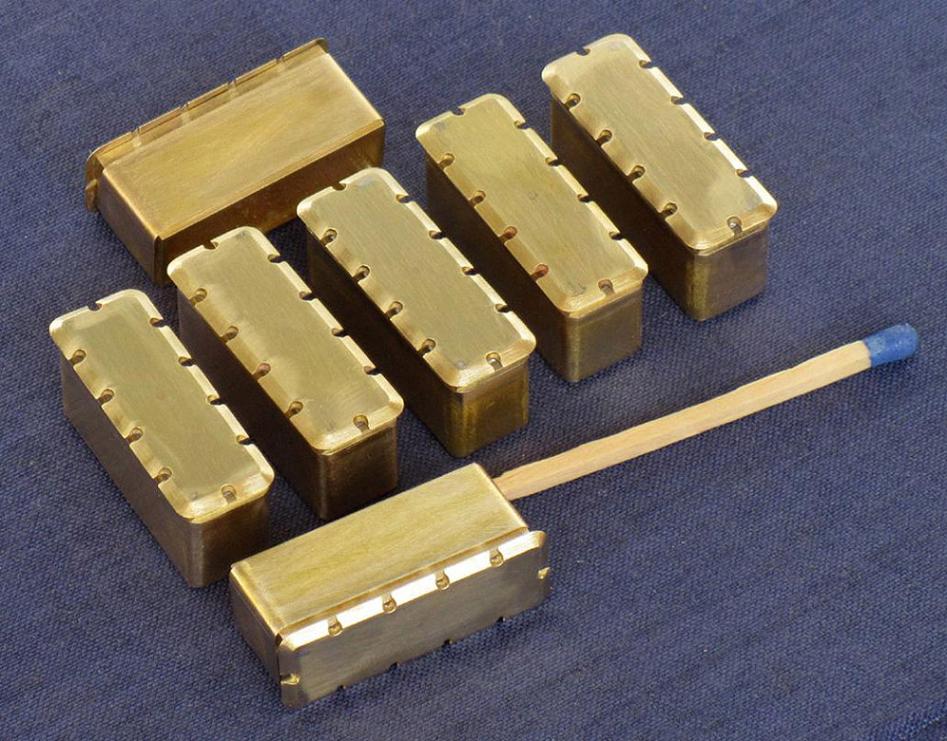 (Foto anklicken) Nach dem Abzwicken der Drähte, Überfeilen
mit der Schlichtfeile und Verputzen sehen die Kisten nun so aus (gründliche
Spiritus-Waschung!).
(Foto anklicken) Nach dem Abzwicken der Drähte, Überfeilen
mit der Schlichtfeile und Verputzen sehen die Kisten nun so aus (gründliche
Spiritus-Waschung!).
 Die U-Eisen-Füße müssen nun an den Boden
der Kisten befestigt werden. Die lichte Weite der Ausfräsungen in der Kiste habe
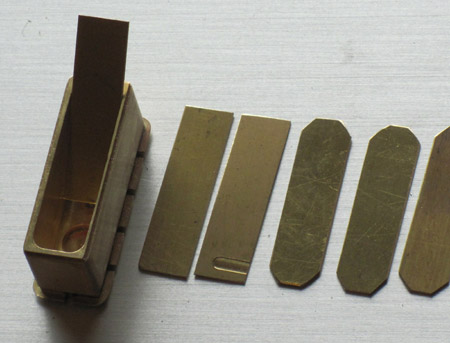
ich gemessen und sieben 0,4 mm dicke Messingbleche mit der Metall-Laubsäge
zurechtgeschnitten (links im Bild), welche nach Länge und Breite recht locker in
diese Ausfräsungen passen, danach die Ecken etwa 45° weggenommen (rechts).
Die U-Eisen-Füße müssen nun an den Boden
der Kisten befestigt werden. Die lichte Weite der Ausfräsungen in der Kiste habe
ich gemessen und sieben 0,4 mm dicke Messingbleche mit der Metall-Laubsäge
zurechtgeschnitten (links im Bild), welche nach Länge und Breite recht locker in
diese Ausfräsungen passen, danach die Ecken etwa 45° weggenommen (rechts).
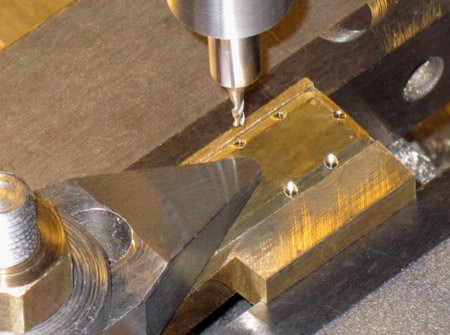
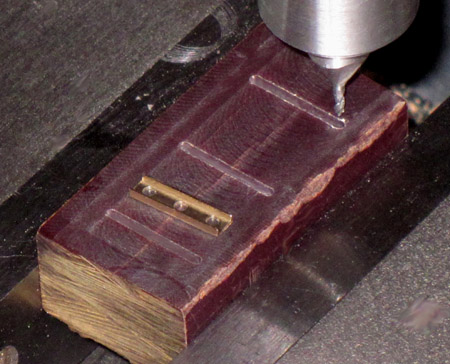 Das Auflöten der je drei U-Eisen-Profile
(siehe Fotos oben) an diese Bleche überlasse ich nicht dem Zufall und erst recht
nicht meinem Geschick (so geschickt will ich nicht sein). Eine einfache
Vorrichtung macht das viel besser. Ein Hartpapier-Block (Novotex) wurde
überfräst und in diesen mit einem 1-mm-Fingerfräser (die U-Profile sind 0,9 mm
dick ) drei 10 mm lange und 2,4 mm tiefe Nuten (die U-Profile sind 2,6 mm breit)
mit 2 x 11 mm Abstand eingefräst. Ein U-Profil liegt hier auf der
Lötvorrichtung.
Das Auflöten der je drei U-Eisen-Profile
(siehe Fotos oben) an diese Bleche überlasse ich nicht dem Zufall und erst recht
nicht meinem Geschick (so geschickt will ich nicht sein). Eine einfache
Vorrichtung macht das viel besser. Ein Hartpapier-Block (Novotex) wurde
überfräst und in diesen mit einem 1-mm-Fingerfräser (die U-Profile sind 0,9 mm
dick ) drei 10 mm lange und 2,4 mm tiefe Nuten (die U-Profile sind 2,6 mm breit)
mit 2 x 11 mm Abstand eingefräst. Ein U-Profil liegt hier auf der
Lötvorrichtung.
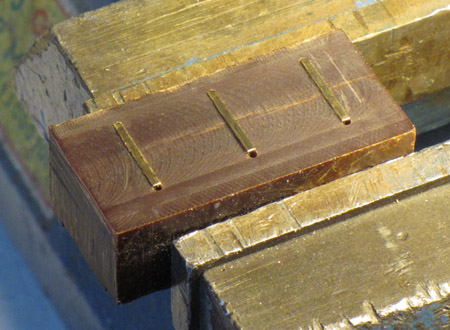 Bei diesem Foto sind die drei U-Profile
in die Nuten gesteckt und ganz nach oben geschoben. Sie ragen genau 0,2 mm nach
oben heraus (2,6 mm minus 2,4 mm). Auf diese schmalen Flächen werden je ein
nicht zu kleiner Punkt Lötzinn gesetzt. Dann werden diese noch einmal mit dem
Säure-Pinsel (Lötwasser) überstrichen, das Blech aufgelegt, mit einer
auseinandergespreizten Pinzette angedrückt - so, daß das Blech an allen drei
Profilen gut anliegt - und ausgerichtet und dann...
Bei diesem Foto sind die drei U-Profile
in die Nuten gesteckt und ganz nach oben geschoben. Sie ragen genau 0,2 mm nach
oben heraus (2,6 mm minus 2,4 mm). Auf diese schmalen Flächen werden je ein
nicht zu kleiner Punkt Lötzinn gesetzt. Dann werden diese noch einmal mit dem
Säure-Pinsel (Lötwasser) überstrichen, das Blech aufgelegt, mit einer
auseinandergespreizten Pinzette angedrückt - so, daß das Blech an allen drei
Profilen gut anliegt - und ausgerichtet und dann...
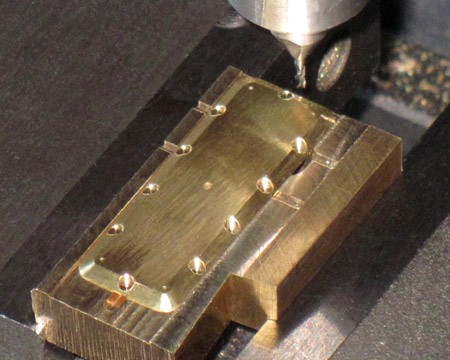
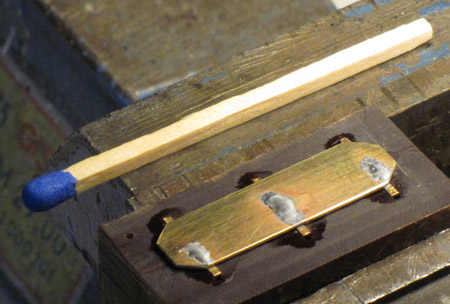 ...durch Erwärmen des Bleches an drei
Stellen von oben angelötet. Damit die Wärmeübertragung auf das Blech schnell und
sicher vonstatten geht, werden drei Lötzinnpunkte aufgesetzt, im Bild sieht man
diese, sie liegen später in der Kiste und müssen nicht entfernt werden
(Spiritus-Waschung).
...durch Erwärmen des Bleches an drei
Stellen von oben angelötet. Damit die Wärmeübertragung auf das Blech schnell und
sicher vonstatten geht, werden drei Lötzinnpunkte aufgesetzt, im Bild sieht man
diese, sie liegen später in der Kiste und müssen nicht entfernt werden
(Spiritus-Waschung).
 Links sieht man, wie das Blech mit den
drei "Füßen" mit kleinen Tröpfchen Sekundenkleber in die Kiste geklebt wurde,
rechts steht die Kiste auf diesen. Fehlen noch die zehn
Verschluß-Klappschrauben-Imitate.
Links sieht man, wie das Blech mit den
drei "Füßen" mit kleinen Tröpfchen Sekundenkleber in die Kiste geklebt wurde,
rechts steht die Kiste auf diesen. Fehlen noch die zehn
Verschluß-Klappschrauben-Imitate.
 Die wurden ähnlich gedreht und
schlagzahngefräst, wie wir das bereits bei den
Bereitschaftskisten gesehen haben. Hier sieht
man die 80 Teile (70 sind nötig!) zusammen mit einigen Stahlkugeln in meiner "Betonmischer-Entgratungsmaschine".
Ein kleiner Getriebemotor dreht recht langsam eine Blechbüchse, die innen mit
Schmirgelleinen ausgekleidet ist. Die unentgrateten Teile und die Kugeln stürzen
übereinander und so werden nach einer gewissen Zeit (hier waren es etwa zwei
Stunden) alle außenliegenden Kanten entgratet.
Die wurden ähnlich gedreht und
schlagzahngefräst, wie wir das bereits bei den
Bereitschaftskisten gesehen haben. Hier sieht
man die 80 Teile (70 sind nötig!) zusammen mit einigen Stahlkugeln in meiner "Betonmischer-Entgratungsmaschine".
Ein kleiner Getriebemotor dreht recht langsam eine Blechbüchse, die innen mit
Schmirgelleinen ausgekleidet ist. Die unentgrateten Teile und die Kugeln stürzen
übereinander und so werden nach einer gewissen Zeit (hier waren es etwa zwei
Stunden) alle außenliegenden Kanten entgratet.
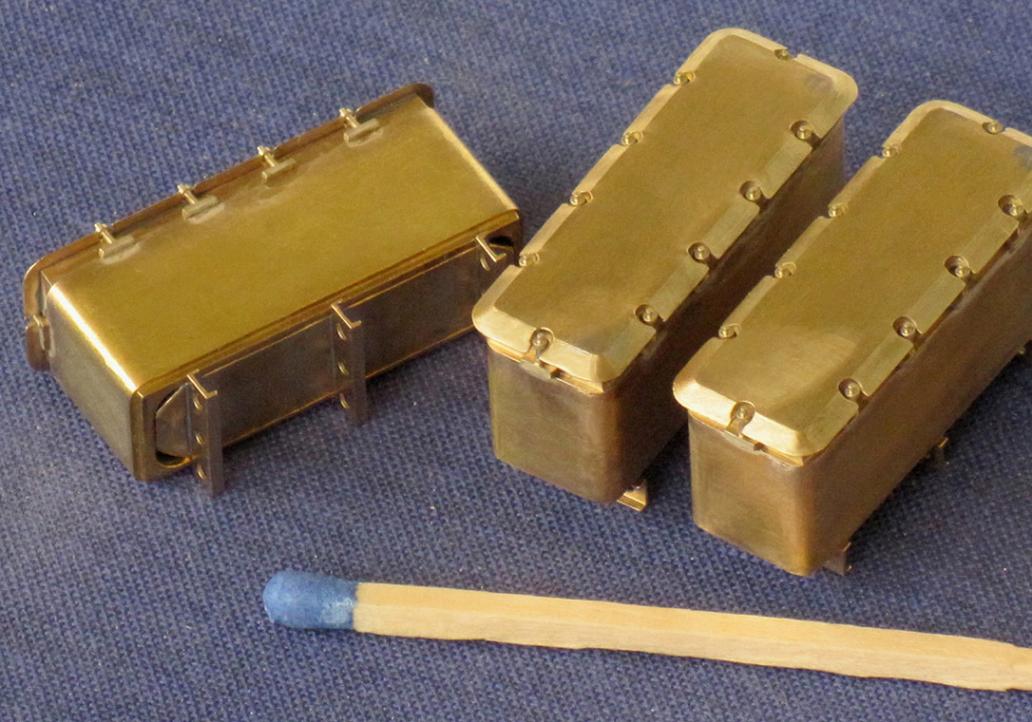
 In einer Nahaufnahme sehen die
Hammerschrauben nun so aus. Nur zur Erinnerung: Die Hammerstücke sind 0,8 mm
breit und 2,5 mm lang, die Bolzen in der Mitte haben einen Durchmesser von 0,6
mm...
In einer Nahaufnahme sehen die
Hammerschrauben nun so aus. Nur zur Erinnerung: Die Hammerstücke sind 0,8 mm
breit und 2,5 mm lang, die Bolzen in der Mitte haben einen Durchmesser von 0,6
mm...
 (Foto anklicken)
Die Klappschrauben wurden mit Sekundenkleber an die Kanten geklebt. Man richtet
die Teile trocken mit der Pinzette aus und gibt dann den winzigen Tropfen Kleber
mit einem 0,3-mm-Draht an den Klebespalt. Dünnflüssiger Sekundenkleber hat die
gute Eigenschaft, daß er in den Spalt zwischen den beiden Teilen "kriecht". Die
Kisten sind fertig zur Spritzlackierung.
(Foto anklicken)
Die Klappschrauben wurden mit Sekundenkleber an die Kanten geklebt. Man richtet
die Teile trocken mit der Pinzette aus und gibt dann den winzigen Tropfen Kleber
mit einem 0,3-mm-Draht an den Klebespalt. Dünnflüssiger Sekundenkleber hat die
gute Eigenschaft, daß er in den Spalt zwischen den beiden Teilen "kriecht". Die
Kisten sind fertig zur Spritzlackierung.
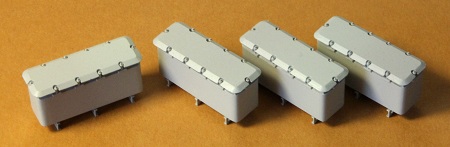 Vier der sieben Munikisten nun "in Farbe".
Vier der sieben Munikisten nun "in Farbe".
![]()