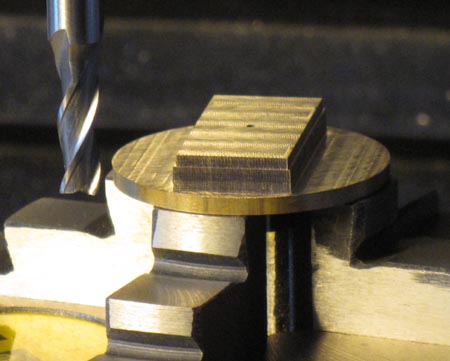
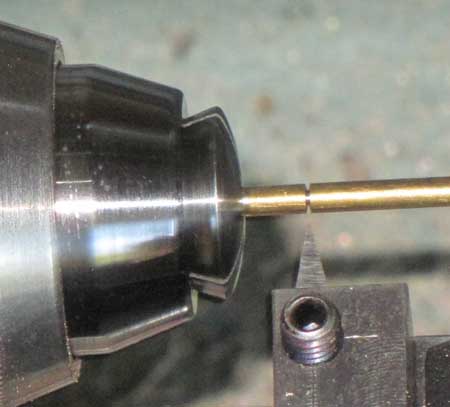
 Im Teilgerät wird aus einem Drehteil mit
Spannzapfen (Durchmesser 28 mm) ein rechteckiges Profilstück 26 x 14 mm gefräst.
Im Teilgerät wird aus einem Drehteil mit
Spannzapfen (Durchmesser 28 mm) ein rechteckiges Profilstück 26 x 14 mm gefräst.Bereitschaftskisten für Pyro-Mittel
storage boxes for flares
An zwei Stellen, so auch auf dem oberen Deckshaus des Zerstörers, befinden sich leicht gepanzerte Bereitschaftskisten für Pyro-Mittel (Signalraketen usw.). Ich habe sie wieder aus Messing gemacht, hohl gefräst und aus mehreren Teilen hergestellt. Das Gewicht spielt bei einem Standmodell eigentlich keine Rolle. Ich mache solche Körper dennoch möglichst leicht, damit die Verbindung zum Modell nicht bombenfest sein muß.
Im Teilgerät wird aus einem Drehteil mit
Spannzapfen (Durchmesser 28 mm) ein rechteckiges Profilstück 26 x 14 mm gefräst.
 Anschließend wird die Planfläche sauber
plangedreht und eine 1-mm-Bohrung (für Zentrierstift) etwa 3 mm tief eingebohrt.
Das polnische Dreibackenfutter (Fa. BISON) auf meiner WABECO-Maschine läuft fast
so gut wie Spannzangen!
Anschließend wird die Planfläche sauber
plangedreht und eine 1-mm-Bohrung (für Zentrierstift) etwa 3 mm tief eingebohrt.
Das polnische Dreibackenfutter (Fa. BISON) auf meiner WABECO-Maschine läuft fast
so gut wie Spannzangen!
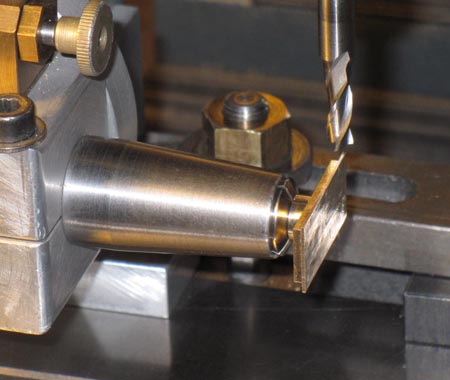
 Das Teil wird mit der eben plangedrehten
Fläche im Maschinenschraubstock der Fräsmaschine gegen die feste
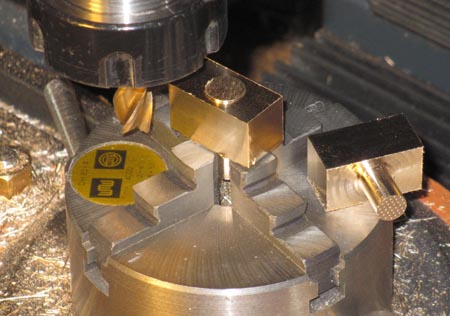
Schraubstockbacke (!) gespannt. Rundum wird bei beiden Teilen in einem Abstand
von 0,5 mm von der Planfläche mit einem 1-mm-Fingerfräser eine 1 mm tiefe Nut
eingefräst. Pro Frässpan nur 0,2 mm Zustellung in der Tiefe!
Das Teil wird mit der eben plangedrehten
Fläche im Maschinenschraubstock der Fräsmaschine gegen die feste
Schraubstockbacke (!) gespannt. Rundum wird bei beiden Teilen in einem Abstand
von 0,5 mm von der Planfläche mit einem 1-mm-Fingerfräser eine 1 mm tiefe Nut
eingefräst. Pro Frässpan nur 0,2 mm Zustellung in der Tiefe!
 12 mm weiter zum Spannzapfen hin (also
nach unten) wird rundum eine zweite Nut, ebenfalls 1 mm tief gefräst. Zwischen
all diesen Fräsdurchgängen müssen die Flächen mit einer Schlichtfeile
überschlichtet werden, damit der feine Grat von den Nutkanten verschwindet. Das
Teil dabei keinesfalls im Schraubstock spannen. Vielmehr wird es von Hand satt
anliegend gegen die Feile gedrückt. Macht man das nicht so, wird die ehemals
sehr ebene gefräste Fläche schnell unschön ballig verformt.
12 mm weiter zum Spannzapfen hin (also
nach unten) wird rundum eine zweite Nut, ebenfalls 1 mm tief gefräst. Zwischen
all diesen Fräsdurchgängen müssen die Flächen mit einer Schlichtfeile
überschlichtet werden, damit der feine Grat von den Nutkanten verschwindet. Das
Teil dabei keinesfalls im Schraubstock spannen. Vielmehr wird es von Hand satt
anliegend gegen die Feile gedrückt. Macht man das nicht so, wird die ehemals
sehr ebene gefräste Fläche schnell unschön ballig verformt.
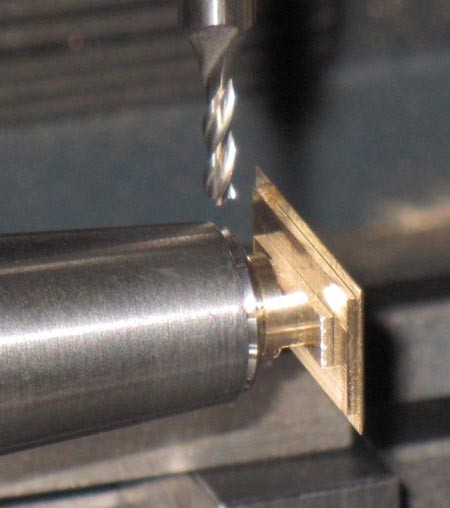
 Mit einem größeren Fingerfräser wird nun
ebenfalls rundum die Bodenfläche der Kiste befräst. Vom untersten Sockelrand
bleiben nur 0,7 mm stehen (die Nut ist 1 mm breit). Erst als ich mit der Arbeit
fertig war, kam mir die Idee, daß ich die zweite Nut nicht hätte fräsen müssen,
sondern beide Stufen mit dem großen Fingerfräser...
Mit einem größeren Fingerfräser wird nun
ebenfalls rundum die Bodenfläche der Kiste befräst. Vom untersten Sockelrand
bleiben nur 0,7 mm stehen (die Nut ist 1 mm breit). Erst als ich mit der Arbeit
fertig war, kam mir die Idee, daß ich die zweite Nut nicht hätte fräsen müssen,
sondern beide Stufen mit dem großen Fingerfräser...
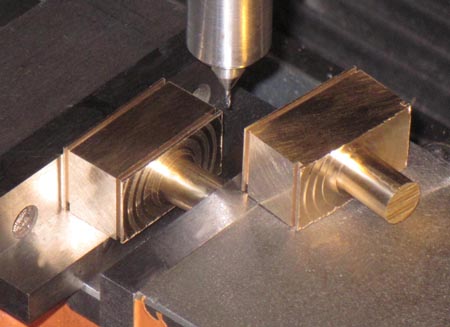
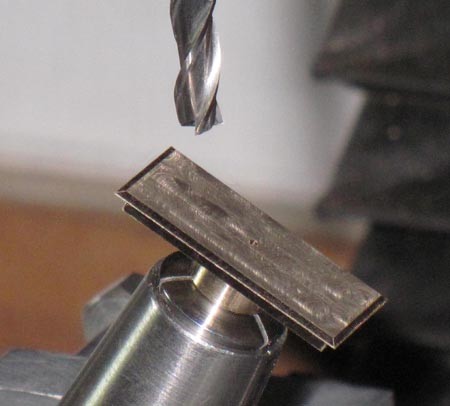
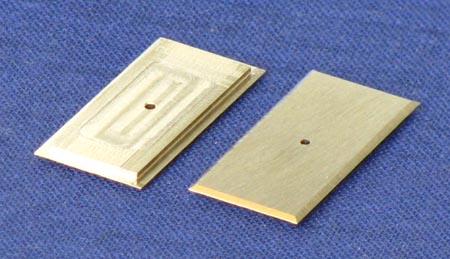
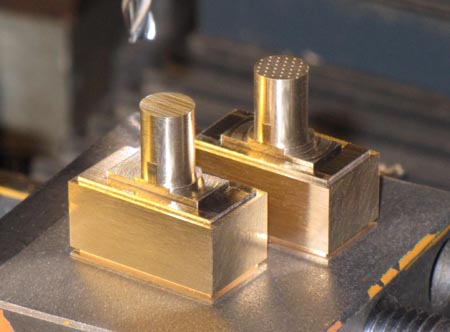 Die Teile sehen nun so aus, alle Kanten
werden sorgfältig entgratet. Der Zapfen kann abgesägt werden, er wird nicht mehr
benötigt.
Die Teile sehen nun so aus, alle Kanten
werden sorgfältig entgratet. Der Zapfen kann abgesägt werden, er wird nicht mehr
benötigt.
 Mit einem Eigenbau-Abrundfräser
(Zweischneider, gehärteter Silberstahl, Radius 1 mm, mein Buch "Fräsen
für Modellbauer" Band 1, Seite 101/102) wurden nun die senkrechten
Kanten der Kisten gerundet.
Mit einem Eigenbau-Abrundfräser
(Zweischneider, gehärteter Silberstahl, Radius 1 mm, mein Buch "Fräsen
für Modellbauer" Band 1, Seite 101/102) wurden nun die senkrechten
Kanten der Kisten gerundet.
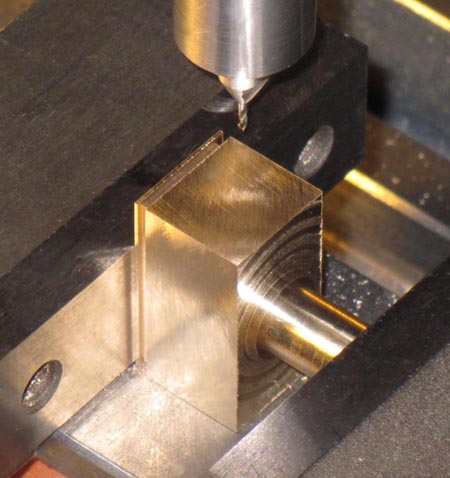
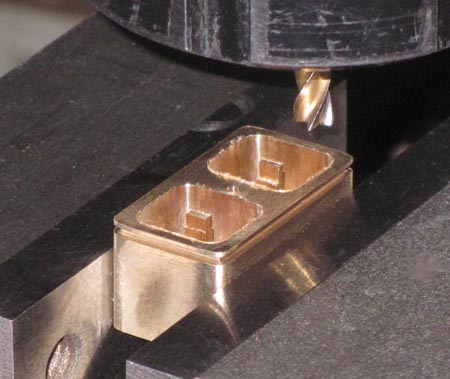 Anschließend wurden mit einem
4-mm-Fingerfräser zwei 8 mm tiefe (Die Kiste ist 12,8 mm hoch) Durchbrüche von
oben eingefräst. An den Außenkanten muß ein Rand von 1,5 mm stehen bleiben (die
obere Nut war 1 mm tief!). Beide Reste in der Mitte können stehen bleiben, sie
fallen später beim Ausfräsen von unten heraus. Wichtig ist, daß ein Steg mit der
wichtigen Zentrierbohrung bleibt.
Anschließend wurden mit einem
4-mm-Fingerfräser zwei 8 mm tiefe (Die Kiste ist 12,8 mm hoch) Durchbrüche von
oben eingefräst. An den Außenkanten muß ein Rand von 1,5 mm stehen bleiben (die
obere Nut war 1 mm tief!). Beide Reste in der Mitte können stehen bleiben, sie
fallen später beim Ausfräsen von unten heraus. Wichtig ist, daß ein Steg mit der
wichtigen Zentrierbohrung bleibt.
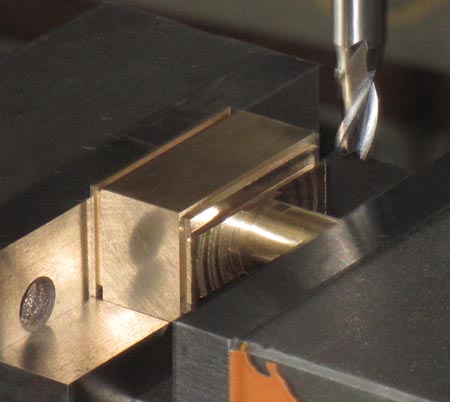
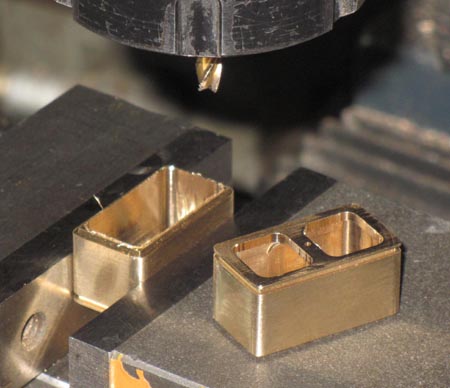 11,8 mm tief wird die Kiste nun von unter
her ausgefräst (in Gegen-Uhrzeiger-Richtung!). Die Außenwände müssen 1,3 bis 1,5
mm dick bleiben.
11,8 mm tief wird die Kiste nun von unter
her ausgefräst (in Gegen-Uhrzeiger-Richtung!). Die Außenwände müssen 1,3 bis 1,5
mm dick bleiben.
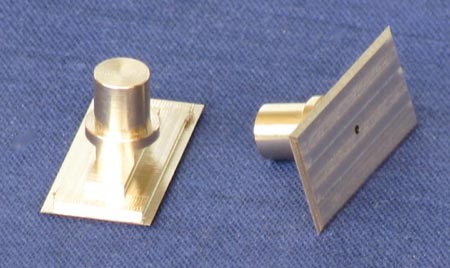
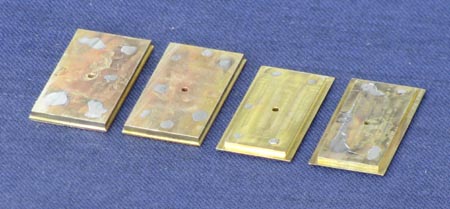
 So sehen die Teile nach dem Verputzen
aus.
So sehen die Teile nach dem Verputzen
aus.
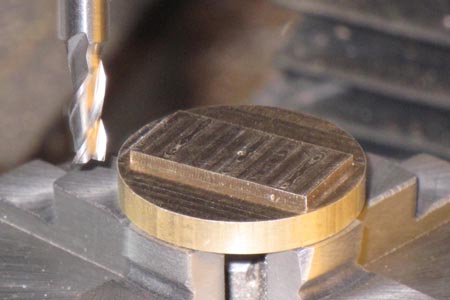 Oben auf die Kiste kommen noch je zwei
"Deckel". Man kann das alles nicht aus einem Teil herstellen. Daher muß jedes
Teil wenigstens eine 1-mm-Zentrierbohrung haben. Hier wird später beim
Zusammenlöten ein 1-mm-Messingdrahtstück eingesteckt und mit gelötet. Im Bild
wird die erste Stufe 1 mm hoch und rechteckig (12 x 24 mm) im Teilgerät gefräst.
Man merkt sich die Skalenwerte!
Oben auf die Kiste kommen noch je zwei
"Deckel". Man kann das alles nicht aus einem Teil herstellen. Daher muß jedes
Teil wenigstens eine 1-mm-Zentrierbohrung haben. Hier wird später beim
Zusammenlöten ein 1-mm-Messingdrahtstück eingesteckt und mit gelötet. Im Bild
wird die erste Stufe 1 mm hoch und rechteckig (12 x 24 mm) im Teilgerät gefräst.
Man merkt sich die Skalenwerte!
 Nun auf 3,5 mm Tiefe wird rundum eine
zweite Stufe gefräst - 0,3 mm außerhalb (wir hatten die Skalenwerte gemerkt
(besser aufgeschrieben). Das untere Stück hat also nun die Maße 12,6 x 24,6 mm.
Wenn man weitgehend nach Skalenwerten fräst, muß man kaum messen.
Nun auf 3,5 mm Tiefe wird rundum eine
zweite Stufe gefräst - 0,3 mm außerhalb (wir hatten die Skalenwerte gemerkt
(besser aufgeschrieben). Das untere Stück hat also nun die Maße 12,6 x 24,6 mm.
Wenn man weitgehend nach Skalenwerten fräst, muß man kaum messen.
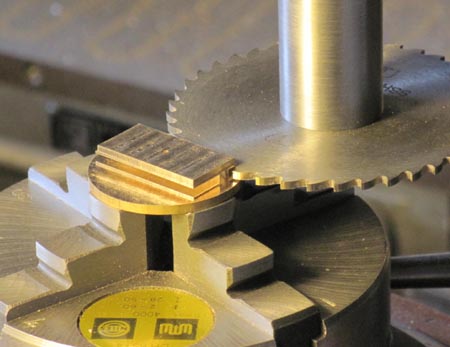 Mit einer Metallkreissäge wird das Teil
1,5 mm dick abgesägt, von beiden Seiten einsägen.
Mit einer Metallkreissäge wird das Teil
1,5 mm dick abgesägt, von beiden Seiten einsägen.
 Etwas unscharf, doch man erkennt die Form
der beiden ersten Deckel. Müssen noch die ganz oben aufsitzenden Deckel gefräst
werden....
Etwas unscharf, doch man erkennt die Form
der beiden ersten Deckel. Müssen noch die ganz oben aufsitzenden Deckel gefräst
werden....
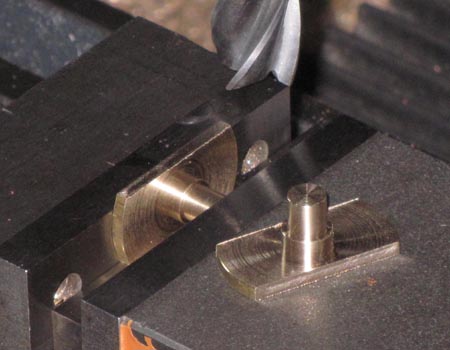
 ...dazu werden zwei Drehteile
(Durchmesser 28 mm) mit 6-mm-Spannzapfen vorbereitet. Von der Oberseite her wird
schon die 1-mm-Zentrierbohrung etwa 3 mm tief eingebohrt.
...dazu werden zwei Drehteile
(Durchmesser 28 mm) mit 6-mm-Spannzapfen vorbereitet. Von der Oberseite her wird
schon die 1-mm-Zentrierbohrung etwa 3 mm tief eingebohrt.
 Im Maschinenschraubstock werden die
Deckel mit rundum 1 mm Aufmaß vorgefräst.
Im Maschinenschraubstock werden die
Deckel mit rundum 1 mm Aufmaß vorgefräst.
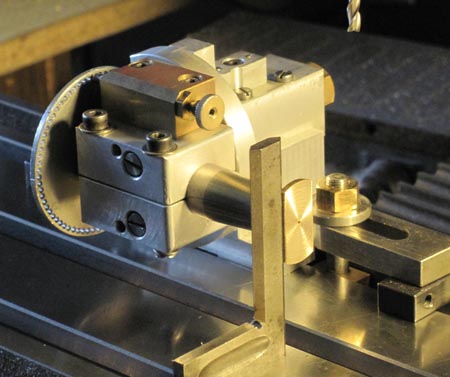 Im schwenkbaren Teilgerät wird das Teil
mit einem Winkel in die Senkrechtlage ausgerichtet und so gespannt. (Spannzangen
von der Uhrmacherdrehmaschine (Drehstuhl)) (Die Bauanleitung für dieses
nützliche Gerät kann man bei mir unter Best.-Nr. mz003 für € 8,00 bestellen. Am
Kopf der Teilspindel muß nicht unbedingt eine Aufnahme für die
Drehstuhl-Spannzangen vorhanden sein. Mit wenig Aufwand kann man auch eine
Aufnahme z.B. für die kleinen ER11-Zangen konstruieren.)
Im schwenkbaren Teilgerät wird das Teil
mit einem Winkel in die Senkrechtlage ausgerichtet und so gespannt. (Spannzangen
von der Uhrmacherdrehmaschine (Drehstuhl)) (Die Bauanleitung für dieses
nützliche Gerät kann man bei mir unter Best.-Nr. mz003 für € 8,00 bestellen. Am
Kopf der Teilspindel muß nicht unbedingt eine Aufnahme für die
Drehstuhl-Spannzangen vorhanden sein. Mit wenig Aufwand kann man auch eine
Aufnahme z.B. für die kleinen ER11-Zangen konstruieren.)
 Jetzt wird die Teilspindel in die
Senkrechtlage geschwenkt und die Platte wird an der oberen Fläche nur ganz
leicht überfräst und dann auf die Maße 12 x 24 mm gebracht. Man arbeitet dabei
"auf Umschlag", d.h. jede Maßänderung wird zur Hälfte an jeder der
gegenüberliegenden Flächen weggenommen. Der Fräser bleibt dabei "vorn", wie im
Bild zu sehen, stehen, schon aus dem Grund, weil man so die entstehende Fläche
besser sehen kann. Es ist ähnlich wie beim Drehen. Auch hier bewirkt eine
bestimmte Spantiefe die doppelte Durchmesserreduzierung...!
Jetzt wird die Teilspindel in die
Senkrechtlage geschwenkt und die Platte wird an der oberen Fläche nur ganz
leicht überfräst und dann auf die Maße 12 x 24 mm gebracht. Man arbeitet dabei
"auf Umschlag", d.h. jede Maßänderung wird zur Hälfte an jeder der
gegenüberliegenden Flächen weggenommen. Der Fräser bleibt dabei "vorn", wie im
Bild zu sehen, stehen, schon aus dem Grund, weil man so die entstehende Fläche
besser sehen kann. Es ist ähnlich wie beim Drehen. Auch hier bewirkt eine
bestimmte Spantiefe die doppelte Durchmesserreduzierung...!
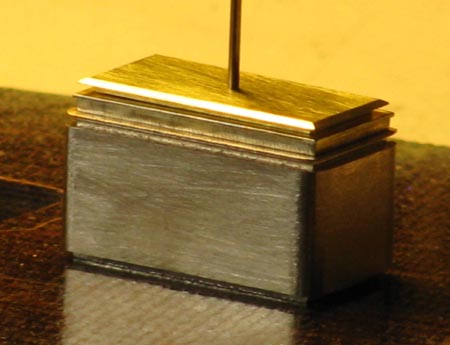
 Die Teilspindel ist wieder in die
Waagerechtlage gebracht und so kann der obere Rand rundum auf eine Dicke von 0,5
mm und dabei 1,1 mm überstehend gefräst werden (Gleichlauffräsen). Im Foto
erkennt man hinten beim Fräser diesen schmalen Rand.
Die Teilspindel ist wieder in die
Waagerechtlage gebracht und so kann der obere Rand rundum auf eine Dicke von 0,5
mm und dabei 1,1 mm überstehend gefräst werden (Gleichlauffräsen). Im Foto
erkennt man hinten beim Fräser diesen schmalen Rand.
 Die Teilspindel ist von der Senkrechtlage
30° geschwenkt und so wird der 0,5 mm dicke Rand "angefast". Mit der Augenlupe
habe ich dabei beobachtet, daß von der senkrechten Fläche noch wenige
Hundertstel-mm stehenbleiben. Bei derartigen Arbeiten erweist sich immer wieder
die Präzision meiner Eigenbau-Vorrichtungen.
Die Teilspindel ist von der Senkrechtlage
30° geschwenkt und so wird der 0,5 mm dicke Rand "angefast". Mit der Augenlupe
habe ich dabei beobachtet, daß von der senkrechten Fläche noch wenige
Hundertstel-mm stehenbleiben. Bei derartigen Arbeiten erweist sich immer wieder
die Präzision meiner Eigenbau-Vorrichtungen.
 Anschließend wird die Teilspindel wieder
waagerecht gestellt und so kann auch der untere Rand rundum auf eine Höhe von
0,7 mm gefräst werden, wegen dem Spannzapfen nicht über die ganze Fläche, aber
weitgehend die Randbereiche.
Anschließend wird die Teilspindel wieder
waagerecht gestellt und so kann auch der untere Rand rundum auf eine Höhe von
0,7 mm gefräst werden, wegen dem Spannzapfen nicht über die ganze Fläche, aber
weitgehend die Randbereiche.
 Bei Tageslicht fotografiert, sehen die
oberen Deckel nun so aus. Die Spannzapfen sind nicht mehr nötig und können
abgesägt werden.
Bei Tageslicht fotografiert, sehen die
oberen Deckel nun so aus. Die Spannzapfen sind nicht mehr nötig und können
abgesägt werden.
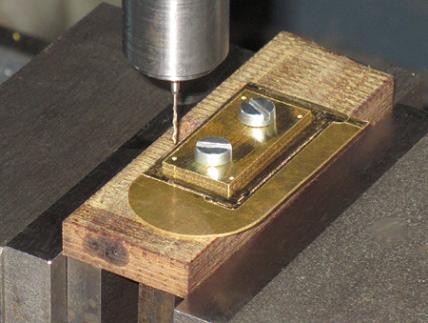
 Mit zwei spitzen Spanneisen wird der
Deckel mit der Unterseite nach oben direkt auf den Frästisch gespannt und der
mittlere Bereich, welcher eben nicht auf die richtige Höhe gebracht werden
konnte, wird nun weggefräst, sogar etwa 0,1 mm "unter die Fläche".
Mit zwei spitzen Spanneisen wird der
Deckel mit der Unterseite nach oben direkt auf den Frästisch gespannt und der
mittlere Bereich, welcher eben nicht auf die richtige Höhe gebracht werden
konnte, wird nun weggefräst, sogar etwa 0,1 mm "unter die Fläche".
 Entgratet sieht das so aus. Rechts liegt
der Deckel in der später sichtbaren Lage. Die 1-mm-Bohrung wird an der Oberseite
nicht entgratet...!
Entgratet sieht das so aus. Rechts liegt
der Deckel in der später sichtbaren Lage. Die 1-mm-Bohrung wird an der Oberseite
nicht entgratet...!
 Mit dem Propanbrenner werden die Teile je
an den Unterseiten erhitzt und winzige Tröpfchen Lötzinn werden aufgetragen
(Lötsäure!). Weil das schon zu viel Lötzinn sein kann, habe ich die Teile (nach
dem Waschen in Spiritus) noch leicht überfeilt.
Mit dem Propanbrenner werden die Teile je
an den Unterseiten erhitzt und winzige Tröpfchen Lötzinn werden aufgetragen
(Lötsäure!). Weil das schon zu viel Lötzinn sein kann, habe ich die Teile (nach
dem Waschen in Spiritus) noch leicht überfeilt.
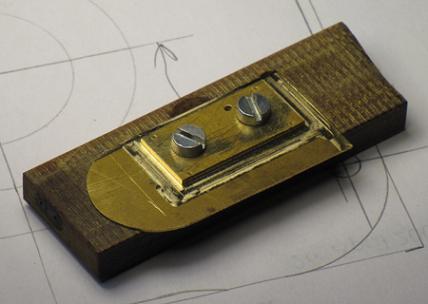
 Hier sieht man nun den Kasten und beide
Deckel mit einem 1-mm-Ms-Draht als Zentrierung übereinandergesteckt auf einem
Stück Pertinax liegen. Im Foto sieht man, daß der obere Deckel an der linken
Seite etwas schräg nach oben ragt. Ich mußte ihn noch einmal wegnehmen und die
Bohrung leicht aufweiten. Sie war zu eng und deshalb lag der Deckel durch sein
eigenes Gewicht nicht richtig auf. Durch den Zentrierstift muß man die Teile nur
richtig hindrehen, die Längs- und Querlage stimmt ja von selbst. Bevor die Teile
aufeinandergelegt werden, werden die Flächen mit Lötsäure eingestrichen. Das
Erwärmen auf Flußtemperatur macht man mit dem Propanbrenner. Auch oben an den
Stift wird Säure gegeben und Lötzinn an diese Stelle.
Hier sieht man nun den Kasten und beide
Deckel mit einem 1-mm-Ms-Draht als Zentrierung übereinandergesteckt auf einem
Stück Pertinax liegen. Im Foto sieht man, daß der obere Deckel an der linken
Seite etwas schräg nach oben ragt. Ich mußte ihn noch einmal wegnehmen und die
Bohrung leicht aufweiten. Sie war zu eng und deshalb lag der Deckel durch sein
eigenes Gewicht nicht richtig auf. Durch den Zentrierstift muß man die Teile nur
richtig hindrehen, die Längs- und Querlage stimmt ja von selbst. Bevor die Teile
aufeinandergelegt werden, werden die Flächen mit Lötsäure eingestrichen. Das
Erwärmen auf Flußtemperatur macht man mit dem Propanbrenner. Auch oben an den
Stift wird Säure gegeben und Lötzinn an diese Stelle.
 Aussehen nach dem Löten. Der Stift wird
mit einem Seitenschneider abgezwickt und die Fläche überschlichtet
(Schlichtfeile).
Aussehen nach dem Löten. Der Stift wird
mit einem Seitenschneider abgezwickt und die Fläche überschlichtet
(Schlichtfeile).
 Die Bereitschaftskisten nach dem
Verputzen rohbaufertig. Es fehlen nun noch acht
Verschlüsse an den Deckeln und die Füße...
Die Bereitschaftskisten nach dem
Verputzen rohbaufertig. Es fehlen nun noch acht
Verschlüsse an den Deckeln und die Füße...
 Vier auf exakt 12,8 mm Länge plangedrehte
6-mm-Rundstücke werden mit 2-K-Kleber als Auflage für die Böden in die Kisten
geklebt.
Vier auf exakt 12,8 mm Länge plangedrehte
6-mm-Rundstücke werden mit 2-K-Kleber als Auflage für die Böden in die Kisten
geklebt.
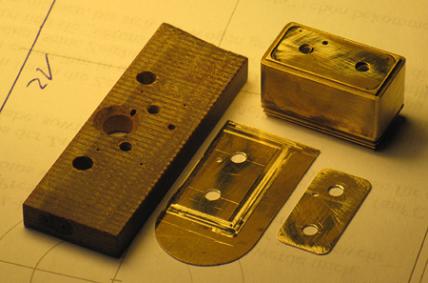
 Vier Teile werden vorbereitet (von links
nach rechts): eine Pertinax-Platte als Lötvorrichtung zum Einlöten von vier
0,5-mm-Cu-Draht-Stiften, ein 0,4-mm-Ms-Blech als Bohrschablone für das Einbohren
von vier 0,5-mm-Löchern in das Deck und zwei 0,4-mm-Ms-Blech-Böden (rundum mit 1
mm Aufmaß, also 13 x 25 mm, die Ausfräsungen der Kisten haben eine lichte Weite
von 11,1 x 23,2 mm). Die Bleche erhalten in 12 mm Abstand 3-mm-Bohrungen und die
Platte zwei M3-Gewindebohrungen. Die anderen Bohrungen stammen von
zurückliegenden Arbeiten.
Vier Teile werden vorbereitet (von links
nach rechts): eine Pertinax-Platte als Lötvorrichtung zum Einlöten von vier
0,5-mm-Cu-Draht-Stiften, ein 0,4-mm-Ms-Blech als Bohrschablone für das Einbohren
von vier 0,5-mm-Löchern in das Deck und zwei 0,4-mm-Ms-Blech-Böden (rundum mit 1
mm Aufmaß, also 13 x 25 mm, die Ausfräsungen der Kisten haben eine lichte Weite
von 11,1 x 23,2 mm). Die Bleche erhalten in 12 mm Abstand 3-mm-Bohrungen und die
Platte zwei M3-Gewindebohrungen. Die anderen Bohrungen stammen von
zurückliegenden Arbeiten.
 Alles wird übereinandergeschraubt und im
Maschinenschraubstock der Fräsmaschine gespannt. Die beiden Böden werden rundum
auf das Maß 11 x 23,1 gefräst (2-mm-Fingerfräser). Dabei fräse ich etwa 0,1 mm
in die Bohrschablone mit hinein. In gleicher Einspannung werden vier
0,5-mm-Bohrungen gebohrt - durch alle drei Bleche und durch die Pertinax-Platte
(Koordinaten-Bohren und -Fräsen).
Alles wird übereinandergeschraubt und im
Maschinenschraubstock der Fräsmaschine gespannt. Die beiden Böden werden rundum
auf das Maß 11 x 23,1 gefräst (2-mm-Fingerfräser). Dabei fräse ich etwa 0,1 mm
in die Bohrschablone mit hinein. In gleicher Einspannung werden vier
0,5-mm-Bohrungen gebohrt - durch alle drei Bleche und durch die Pertinax-Platte
(Koordinaten-Bohren und -Fräsen).
 Deutlich außer Mitte wird noch eine
1,2-mm-Bohrung als Lagekontrolle durch alles hindurchgebohrt.
Deutlich außer Mitte wird noch eine
1,2-mm-Bohrung als Lagekontrolle durch alles hindurchgebohrt.
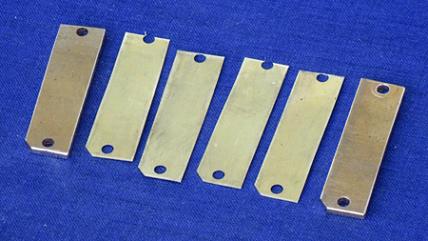
 Die beiden Böden werden an den Ecken
großzügig gerundet (Radius 2, die Ausfräsung in den Kisten wurde mit einem
4-mm-Fingerfräser gemacht). Rechts-oben liegt ein Boden bereits in einer Kiste.
Die im Bild linke Kante der Bohrschablone in der Mitte ist später die
Anlagekante, mit welcher diese auf dem Deck zu den Relingstützen oder zur
Deckshauswand ausgerichtet wird.
Die beiden Böden werden an den Ecken
großzügig gerundet (Radius 2, die Ausfräsung in den Kisten wurde mit einem
4-mm-Fingerfräser gemacht). Rechts-oben liegt ein Boden bereits in einer Kiste.
Die im Bild linke Kante der Bohrschablone in der Mitte ist später die
Anlagekante, mit welcher diese auf dem Deck zu den Relingstützen oder zur
Deckshauswand ausgerichtet wird.
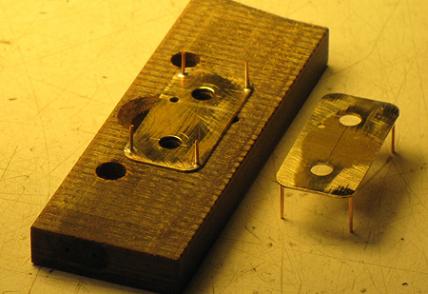 Hier werden (links) die 0,5-mm-Stifte
eingelötet. Nach dem Waschen mit Spiritus werden die Stifte noch in der
Vorrichtung (!) mit einem Seitenschneider abgekniffen und die Fläche überfeilt
(rechts).
Hier werden (links) die 0,5-mm-Stifte
eingelötet. Nach dem Waschen mit Spiritus werden die Stifte noch in der
Vorrichtung (!) mit einem Seitenschneider abgekniffen und die Fläche überfeilt
(rechts).
 Die Böden werden auf die 6-mm-Rundstücke
geklebt. Acht 4 mm lange Winkelstücke 1 x 1 mm werden vorbereitet und mit
Sekundenkleber an die Stifte geklebt. Später am Modell erkennt man die Drähte in
den Innenecken kaum.
Die Böden werden auf die 6-mm-Rundstücke
geklebt. Acht 4 mm lange Winkelstücke 1 x 1 mm werden vorbereitet und mit
Sekundenkleber an die Stifte geklebt. Später am Modell erkennt man die Drähte in
den Innenecken kaum.
 Die Deckel haben Korbmutternverschlüsse.
Dazu brauchen wir 16 U-förmige Bleche. Für das Sägen auf der Drehmaschine werden
vier 0,2 mm und zwei 2 dicke Blechstreifen vorbereitet und mit M3-Schrauben zu
einem Paket zusammengeschraubt. Man könnte die Bleche auch zusammenlöten.
Die Deckel haben Korbmutternverschlüsse.
Dazu brauchen wir 16 U-förmige Bleche. Für das Sägen auf der Drehmaschine werden
vier 0,2 mm und zwei 2 dicke Blechstreifen vorbereitet und mit M3-Schrauben zu
einem Paket zusammengeschraubt. Man könnte die Bleche auch zusammenlöten.
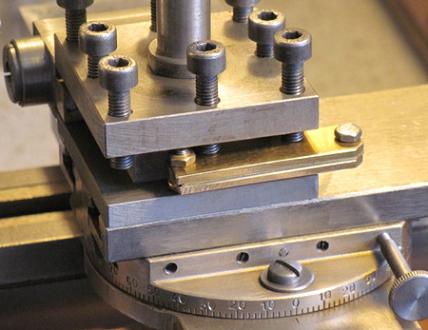 Dieses Paket wird etwas ausragend im
Stahlhalter gespannt und ausgerichtet.
Dieses Paket wird etwas ausragend im
Stahlhalter gespannt und ausgerichtet.
 Mit der 0,4 mm breiten Metallkreissäge,
mit welcher ich sonst meine Teile von den Schlagzahn-Profilen absäge, wird
zuerst die Seitenkante des Pakets überfräst. Eine Metallkreissäge ist eigentlich
nicht zum seitlichen Fräsen geeignet, weil sie nur Umfangsschneiden hat. Wenn
man aber nur in 0,05-Schritten zustellt, geht das schon.
Mit der 0,4 mm breiten Metallkreissäge,
mit welcher ich sonst meine Teile von den Schlagzahn-Profilen absäge, wird
zuerst die Seitenkante des Pakets überfräst. Eine Metallkreissäge ist eigentlich
nicht zum seitlichen Fräsen geeignet, weil sie nur Umfangsschneiden hat. Wenn
man aber nur in 0,05-Schritten zustellt, geht das schon.
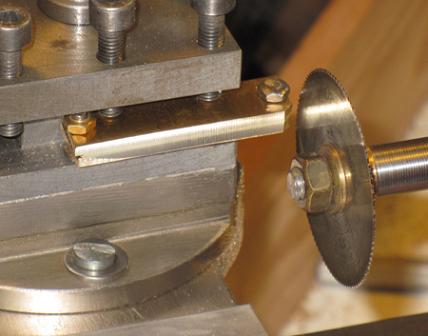
 Ist die gesamte Strecke gerade überfräst,
werden nun im Wechsel 1,2 und 2,4 mm tiefe Schnitte (mit dem Quersupport) in das
Paket gemacht. Von Schnitt zu Schnitt habe ich dabei 0,8 mm mit dem Obersupport
zugestellt.
Ist die gesamte Strecke gerade überfräst,
werden nun im Wechsel 1,2 und 2,4 mm tiefe Schnitte (mit dem Quersupport) in das
Paket gemacht. Von Schnitt zu Schnitt habe ich dabei 0,8 mm mit dem Obersupport
zugestellt.
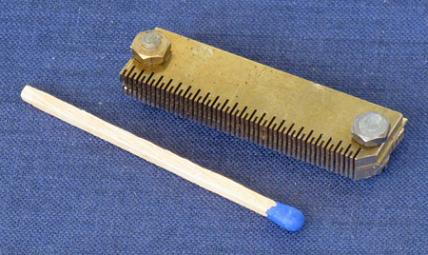 Danach sieht das Paket so aus...
Danach sieht das Paket so aus...
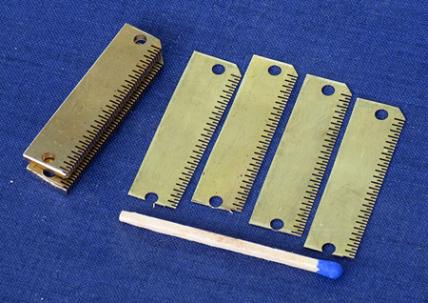 ...und nach dem Auseinandernehmen so. Von
den Kammleisten können nun...
...und nach dem Auseinandernehmen so. Von
den Kammleisten können nun...
 ...mit einer normalen Papierschere die
winzigen U-Bleche abgeschnitten werden. Es muß nicht alles geätzt werden! Im
Grunde kann man ganz auf Ätzen verzichten, es gibt fast immer auch eine
mechanische Herstellungsweise.
...mit einer normalen Papierschere die
winzigen U-Bleche abgeschnitten werden. Es muß nicht alles geätzt werden! Im
Grunde kann man ganz auf Ätzen verzichten, es gibt fast immer auch eine
mechanische Herstellungsweise.
 Nachdem die kleinen U-Bleche mit "UHU-endfest 300" auf den entsprechenden Rand
aufgeklebt wurden, sehen die Bereitschaftskisten nun beide so aus.
(Foto anklicken)
Nachdem die kleinen U-Bleche mit "UHU-endfest 300" auf den entsprechenden Rand
aufgeklebt wurden, sehen die Bereitschaftskisten nun beide so aus.
(Foto anklicken)
 Für die Anfertigung der dazugehörigen
Klappschrauben(-Imitate) werden an 2-mm-Ms-Rundstäbe Spannzapfen Durchmesser 1,7
x 5 mm lang angedreht.
Für die Anfertigung der dazugehörigen
Klappschrauben(-Imitate) werden an 2-mm-Ms-Rundstäbe Spannzapfen Durchmesser 1,7
x 5 mm lang angedreht.
 Auf diesen Zapfen werden die Stäbe nun in
der 1,7-mm-Spannzange aufgenommen und einfach mit einem Spitzdrehstahl die
notwendigen Längen (gleich lang!) abgestochen.
Auf diesen Zapfen werden die Stäbe nun in
der 1,7-mm-Spannzange aufgenommen und einfach mit einem Spitzdrehstahl die
notwendigen Längen (gleich lang!) abgestochen.
 Das sieht dann so aus.
Das sieht dann so aus.
 Wieder in der Zange aufgenommen werden
ein Zapfen Durchmesser 0,37 x 0,3 lang (kann man auf dem Foto nicht richtig
erkennen) und ein Absatz Durchmesser 0,8 x 1 lang angedreht. Alles nach gleichen
Skalenwerten, damit man nur beim ersten Teil messen muß.
Wieder in der Zange aufgenommen werden
ein Zapfen Durchmesser 0,37 x 0,3 lang (kann man auf dem Foto nicht richtig
erkennen) und ein Absatz Durchmesser 0,8 x 1 lang angedreht. Alles nach gleichen
Skalenwerten, damit man nur beim ersten Teil messen muß.
 Beim nächsten Arbeitsgang werden bei
allen mit dem Spitzdrehstahl "Taillen" auf den Durchmesser 0,37 (die lichte
Weite der U-Bleche war 0,4 mm!) und 0,6 mm lang eingedreht. Den Skalenwert für
den Durchmesser 0,37 "ertestet" man an einem Probestück, weil man in der Taille
kaum messen kann!
Beim nächsten Arbeitsgang werden bei
allen mit dem Spitzdrehstahl "Taillen" auf den Durchmesser 0,37 (die lichte
Weite der U-Bleche war 0,4 mm!) und 0,6 mm lang eingedreht. Den Skalenwert für
den Durchmesser 0,37 "ertestet" man an einem Probestück, weil man in der Taille
kaum messen kann!
 Mit einem normalen Abstech-Drehstahl (1
mm Schneidenbreite) wird diese Taille auf eine Breite von 1,6 mm erweitert und
gleichzeitig weiter hinten ein Stück weit eingestochen, daß ein Bund von 0,4 mm
Breite entsteht.
Mit einem normalen Abstech-Drehstahl (1
mm Schneidenbreite) wird diese Taille auf eine Breite von 1,6 mm erweitert und
gleichzeitig weiter hinten ein Stück weit eingestochen, daß ein Bund von 0,4 mm
Breite entsteht.
 Dieser Bund wird per Schlagzahnfräsen auf
ein "Hammerstück" mit einer "Schlüsselweite" von 0,6 mm abgeflacht.
Dieser Bund wird per Schlagzahnfräsen auf
ein "Hammerstück" mit einer "Schlüsselweite" von 0,6 mm abgeflacht.
 Anschließend werden die Teile
abgestochen. Die Drehmaschine blieb nach dem Einstechen eingerichtet. Die Teile
sehen nun schon fast wie Hammerschrauben mit Muttern aus. Gut, daß ich zu Beginn
gleich einige Teile mehr angefangen hatte, denn nach einigen mißglückten
Arbeitsgängen blieben am Schluß exakt die benötigten 20 Teile übrig...!
Anschließend werden die Teile
abgestochen. Die Drehmaschine blieb nach dem Einstechen eingerichtet. Die Teile
sehen nun schon fast wie Hammerschrauben mit Muttern aus. Gut, daß ich zu Beginn
gleich einige Teile mehr angefangen hatte, denn nach einigen mißglückten
Arbeitsgängen blieben am Schluß exakt die benötigten 20 Teile übrig...!
Jetzt müssen die Abstechpiepse noch abgekniffen und die Stellen überfeilt werden. Danach können die Klappschrauben-Imitate an die Kisten montiert werden. Das wird wieder eine recht knifflige Arbeit. Es ist, wie so oft bei dieser Art Modellbau, die Teile herzustellen ist nicht das größte Problem. Dazu habe ich die technischen Möglichkeiten; und die sollte sich nach und nach jeder ernsthaft Modellbauer schaffen. Das Problem sind die Arbeitsgänge der Montage der kleinen Teile, die man nicht mit Vorrichtungen usw. erleichtern kann. Eine gut gepflegte Spitzpinzette (kein Edelstahl, der ist zu weich!), sehr gutes Licht, Kopflupe, ein nicht zu hoher Stuhl (zu sehr gekrümmter Rücken) und aufliegende Arme sind die wichtigsten Voraussetzungen für Miniatur-Montagen.
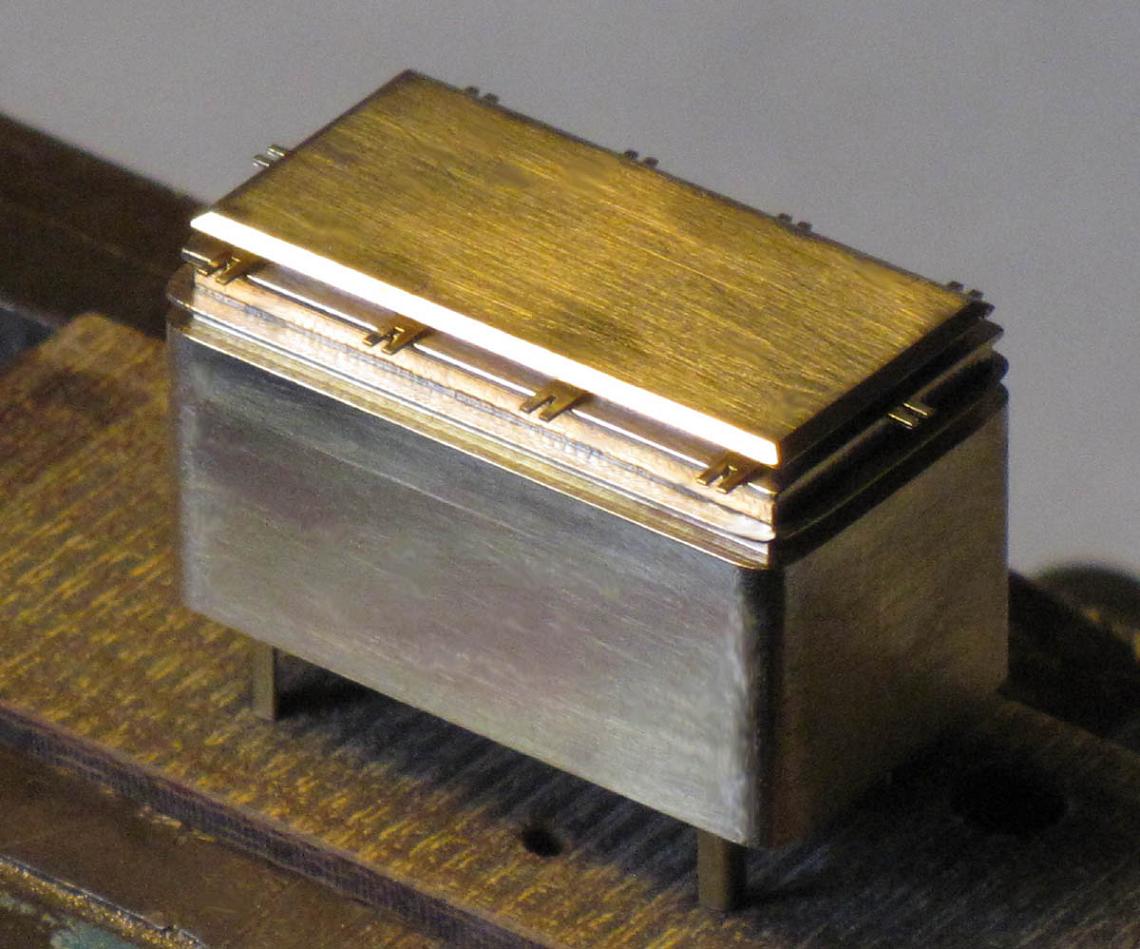
 (Foto anklicken) Jetzt kommen noch zwei Scharniere an die
obersten Deckel...
(Foto anklicken) Jetzt kommen noch zwei Scharniere an die
obersten Deckel...
 (Foto anklicken)...und die Kisten sind fertig zum
Spritzen...
(Foto anklicken)...und die Kisten sind fertig zum
Spritzen...
 Die beiden Kisten nun "in Farbe". Bereit
zur Endmontage am Modell.
Die beiden Kisten nun "in Farbe". Bereit
zur Endmontage am Modell.
![]()