 An 3-mm-Cu-Rohlinge wurden Zapfen (a)
Durchmesser 1,6 x 4 mm lang angedreht.
An 3-mm-Cu-Rohlinge wurden Zapfen (a)
Durchmesser 1,6 x 4 mm lang angedreht.127-mm-Patronen
cartridged ammunition 5 inch
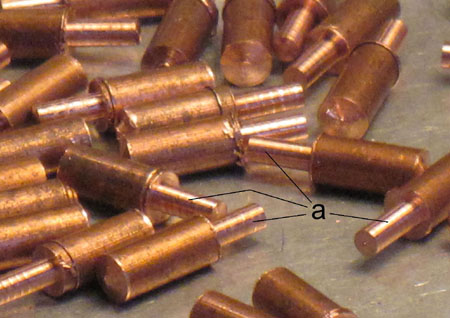
Im Zusammenhang mit der Ladeübungsmaschine habe ich mir vorgenommen, eine kleine Anzahl 127-mm-Patronen herzustellen. Mein Zerstörer-Modell wird einen Hafenklarzustand zeigen. Hier will ich in der Nähe einer Ladeluke einige dieser Patronen auf dem Oberdeck lagern. Diese patronierte Munition, welche von den Universalgeschützen Mk30 verschossen wird, ist im M 1:50 etwa 20 mm lang und das Projektil hat einen Durchmesser von etwa 2,5 mm, also doch recht groß, sodaß man recht genau arbeiten kann. Die Patronen habe ich zweigeteilt. Das Geschoß habe ich gesondert aus Kupfer gedreht, weil ich die beiden (Cu-)Ringe, die dem Geschoß in Verbindung mit dem Drall im Rohr die Rotation beim Flug geben, darstellen wollte. Das zweite Teil mußte vorbildgetreu aus Messing gedreht werden.
An 3-mm-Cu-Rohlinge wurden Zapfen (a)
Durchmesser 1,6 x 4 mm lang angedreht.
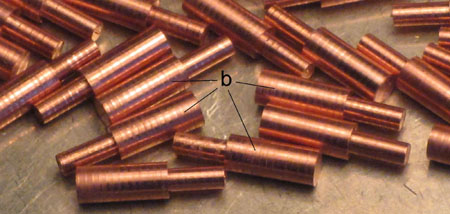 Der Durchmesser 3 wird auf einen solchen
von 2,6 überdreht (b).
Der Durchmesser 3 wird auf einen solchen
von 2,6 überdreht (b).
 Absätze (c) vom Durchmesser 2,4 werden
angedreht.
Absätze (c) vom Durchmesser 2,4 werden
angedreht.
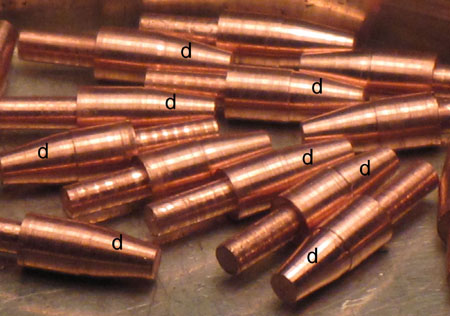 Erster Konus 15° (d)(7,5°
Obersupportverstellung) wird angedreht. Beim Drehen von Kupfer werden die
HSS-Drehlinge relativ schnell stumpf! Häufig nachschleifen und drehen mit
Spiritus...!
Erster Konus 15° (d)(7,5°
Obersupportverstellung) wird angedreht. Beim Drehen von Kupfer werden die
HSS-Drehlinge relativ schnell stumpf! Häufig nachschleifen und drehen mit
Spiritus...!
 Zweiter Konus 43° (e) wird angedreht.
Zweiter Konus 43° (e) wird angedreht.
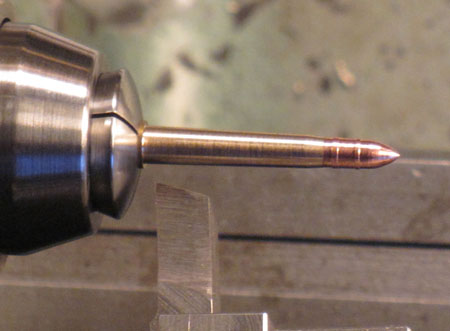
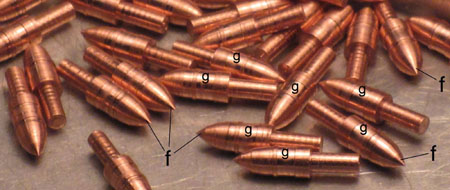 Dritter Konus 74° (die Spitze f) wird
angedreht und ein Einstich (g) auf Durchmesser 2,4 eingestochen.
Dritter Konus 74° (die Spitze f) wird
angedreht und ein Einstich (g) auf Durchmesser 2,4 eingestochen.
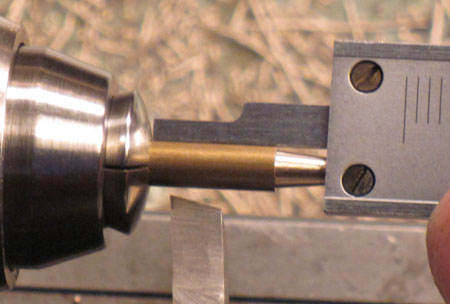
 Ebenfalls ein Einstich (h) auf den
Durchmesser 2,4 vor dem Übergang zur Patronenhülse. Die beiden späteren
Kupferringe stehen erhaben heraus. Die Teile werden nun 10 bis 15 Minuten
(können auch 20 gewesen sein, habe nicht auf die Uhr gesehen?) in Brünierungsmittel
schwarz brüniert (Quelle. Fa. Fohrmann
www.fohrmann.com ).
Ebenfalls ein Einstich (h) auf den
Durchmesser 2,4 vor dem Übergang zur Patronenhülse. Die beiden späteren
Kupferringe stehen erhaben heraus. Die Teile werden nun 10 bis 15 Minuten
(können auch 20 gewesen sein, habe nicht auf die Uhr gesehen?) in Brünierungsmittel
schwarz brüniert (Quelle. Fa. Fohrmann
www.fohrmann.com ).
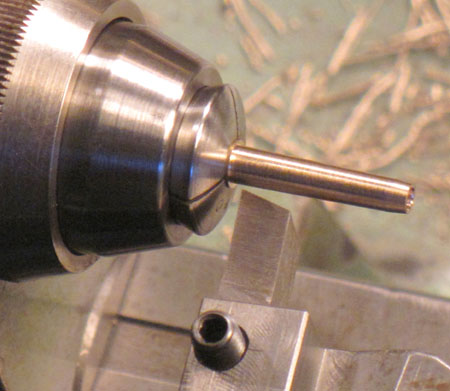
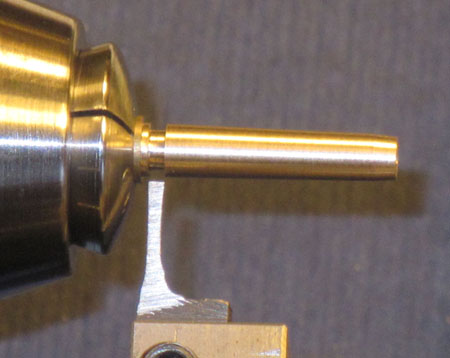
 So beginnen die Patronenhülsen aus
4-mm-Rundmessing, endlich wieder Messing! Bohrung 1,6 mm 6 mm tief. Erster Konus
10° (5° Verstellung) etwa 4 mm lang angedreht, der "untere" Durchmesser 2,4 mm.
So beginnen die Patronenhülsen aus
4-mm-Rundmessing, endlich wieder Messing! Bohrung 1,6 mm 6 mm tief. Erster Konus
10° (5° Verstellung) etwa 4 mm lang angedreht, der "untere" Durchmesser 2,4 mm.
 Damit ich "nach Skala" arbeiten kann, muß
jedes Teil bei jedem Arbeitsgang gleich weit aus der Zange herausragen
(eingestelltes und geklemmtes Tiefenmaß des Meßschiebers!). In der Praxis wird
das Teil vom Meßschieber "bis zum Anschlag" in die nur leicht angezogene
Spannzange geschoben, diese dann fester angezogen.
Damit ich "nach Skala" arbeiten kann, muß
jedes Teil bei jedem Arbeitsgang gleich weit aus der Zange herausragen
(eingestelltes und geklemmtes Tiefenmaß des Meßschiebers!). In der Praxis wird
das Teil vom Meßschieber "bis zum Anschlag" in die nur leicht angezogene
Spannzange geschoben, diese dann fester angezogen.
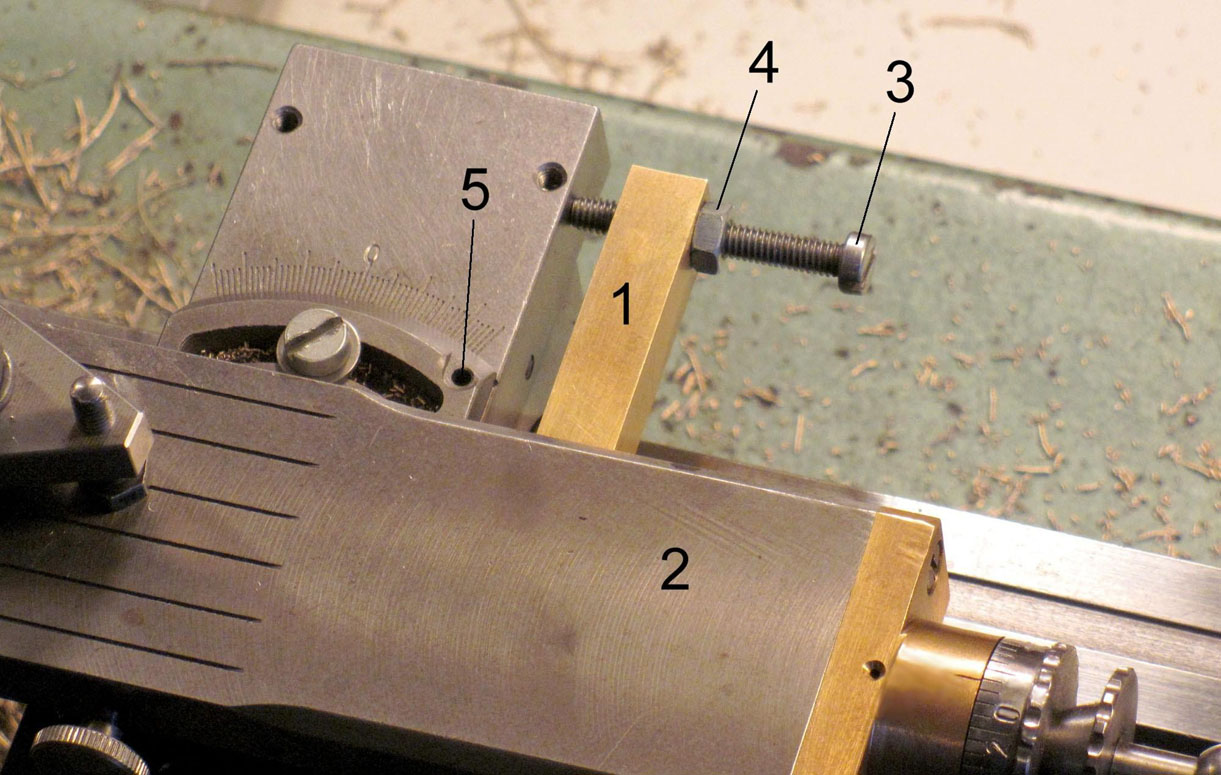 (Foto anklicken) Das Bild zeigt den Kreuzsupport meiner
Uhrmacherdrehmaschine. Ein Einstellarm (1) ist an das Unterteil vom Obersupport
(2) angeschraubt und verstiftet. Mit einer Einstellschraube (3) und einer
Kontermutter (4) kann der Obersupport extrem genau und kontrolliert (!) für des
Drehen sehr schlanker Kegel justiert werden. Beim Zylindrisch-Drehen steckt ein
gehärteter Zylinderstift in einer geriebenen Bohrung (5). So entfällt das oft
mühselige Einstellen des Obersupports auf Zylinderdrehen....!
(Foto anklicken) Das Bild zeigt den Kreuzsupport meiner
Uhrmacherdrehmaschine. Ein Einstellarm (1) ist an das Unterteil vom Obersupport
(2) angeschraubt und verstiftet. Mit einer Einstellschraube (3) und einer
Kontermutter (4) kann der Obersupport extrem genau und kontrolliert (!) für des
Drehen sehr schlanker Kegel justiert werden. Beim Zylindrisch-Drehen steckt ein
gehärteter Zylinderstift in einer geriebenen Bohrung (5). So entfällt das oft
mühselige Einstellen des Obersupports auf Zylinderdrehen....!
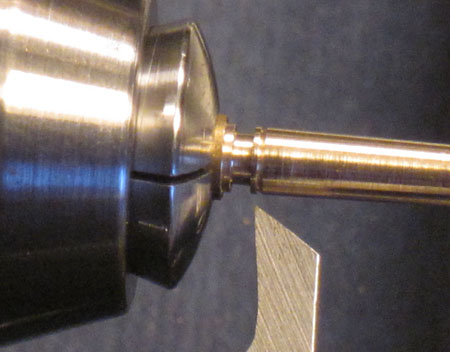
 So ist es total kein Problem, einen
schlanken Kegel einzurichten. Die Länge des zweiten Kegels ist 11,8 mm. Der
Durchmesser-Unterschied zwischen großem (3,1 mm) und kleinem Durchmesser (2,75
mm) ist 0,35 mm.
So ist es total kein Problem, einen
schlanken Kegel einzurichten. Die Länge des zweiten Kegels ist 11,8 mm. Der
Durchmesser-Unterschied zwischen großem (3,1 mm) und kleinem Durchmesser (2,75
mm) ist 0,35 mm.
 Bei der "Rückwärtsfahrt" (nach rechts) mit
der Nebenschneide des Drehstahls nehme ich schon das meiste Material weg.
Bei der "Rückwärtsfahrt" (nach rechts) mit
der Nebenschneide des Drehstahls nehme ich schon das meiste Material weg.
 Nur zur Probe habe ich eine Granate
eingesteckt...
Nur zur Probe habe ich eine Granate
eingesteckt...
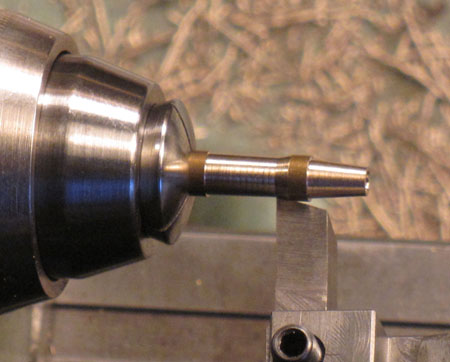
 Als nächstes wollte ich die sehr feinen
Rillen am Ende der Patronenhülsen einstechen. In diese Rillen greifen Auswerfer,
welche die Patronenhülse nach dem Schuß aus dem Rohr ziehen. Bei nur einem Teil
habe ich die Gesamtlänge nur angestochen, damit ich die Maschine für das
Rillenstechen einrichten konnte.
Als nächstes wollte ich die sehr feinen
Rillen am Ende der Patronenhülsen einstechen. In diese Rillen greifen Auswerfer,
welche die Patronenhülse nach dem Schuß aus dem Rohr ziehen. Bei nur einem Teil
habe ich die Gesamtlänge nur angestochen, damit ich die Maschine für das
Rillenstechen einrichten konnte.
 Das sieht dann so aus, dann immer auf die
gleiche Tiefe stechen.
Das sieht dann so aus, dann immer auf die
gleiche Tiefe stechen.
 Bei allen Hülsen sind die Rillen
eingestochen.
Bei allen Hülsen sind die Rillen
eingestochen.
 Hülsen und Granaten beieinander.
Hülsen und Granaten beieinander.
 Bei der Messinghülse erkennt man deutlich
die zwei verschiedenen Kegel...Ganz rechts sind noch die Abstechpiepse dran...!
Bei der Messinghülse erkennt man deutlich
die zwei verschiedenen Kegel...Ganz rechts sind noch die Abstechpiepse dran...!
 Links die brünierten Teile. Sie haben eine
schöne Farbe von brüniertem Stahl und einen leichten Glanz (abreiben mit einem
weichen Tuch). Rechts sieht man die Geschosse, bei denen die erhabenen Ringe
nach einmal ganz dünn überdreht wurden, sodaß das Kupfer wieder sichtbar wird.
Links die brünierten Teile. Sie haben eine
schöne Farbe von brüniertem Stahl und einen leichten Glanz (abreiben mit einem
weichen Tuch). Rechts sieht man die Geschosse, bei denen die erhabenen Ringe
nach einmal ganz dünn überdreht wurden, sodaß das Kupfer wieder sichtbar wird.
 (Foto anklicken) Wenn ich mich nicht verzählt habe: 32 Patronen, sie gefallen
mir, Ihnen...? Später werden sie noch seidenmatt farblos lackiert...
(Foto anklicken) Wenn ich mich nicht verzählt habe: 32 Patronen, sie gefallen
mir, Ihnen...? Später werden sie noch seidenmatt farblos lackiert...
![]()