127-mm-Ladeübungsmaschine (Teil 1)
loading exercise machine for 127-mm-cannon (part 1)
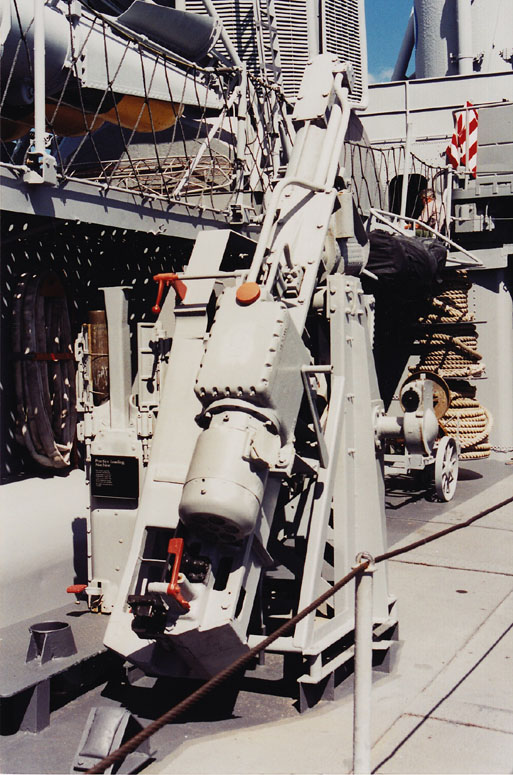
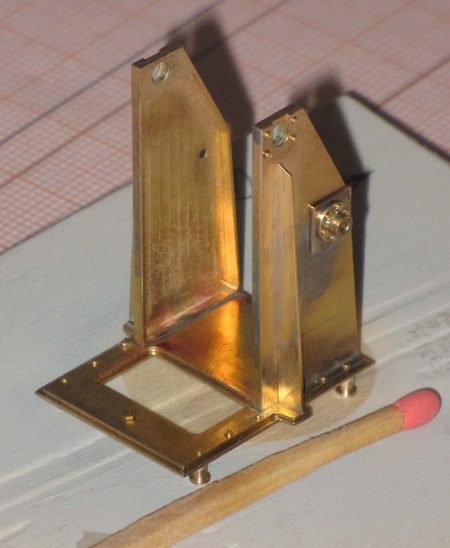
Kampfschiffe der US-Navy, welche die 127-mm-Universalgeschütze der Konstruktionen Mk10, Mk12 (Zwilling), Mk24, Mk30 (FLETCHER-Klasse) oder Mk37 als Hauptkaliber (bei den Zerstörern) oder als Zwischenkaliber (bei Kreuzern und Schlachtschiffen) an Bord hatten, hatten in aller Regel auch eine Ladeübungsmaschine zum Geschützexerzierten installiert. Bei der FLETCHER-Klasse stand diese Maschine schräg aufgestellt im Durchgang zwischen dem mittleren Deckshaus und der Zerstörer-Insel. Beim mehrfach umgebauten Museumsschiff USS CASSIN YOUNG in Boston steht die Maschine untypisch auf dem Steuerbord-Seitengang in Höhe des achteren Kamins. Hier ein Foto davon:
Für mein 1:50-Modell hatte ich diese recht komplizierte Maschine ebenfalls zu bauen, glücklicherweise nur einmal. Begonnen hatte ich dieses Modellteil, dessen Bau etwa 6 Wochen gedauert hat, vor längerer Zeit. Vom Bau gibt es leider nur wenige Fotos. Hier einige davon:
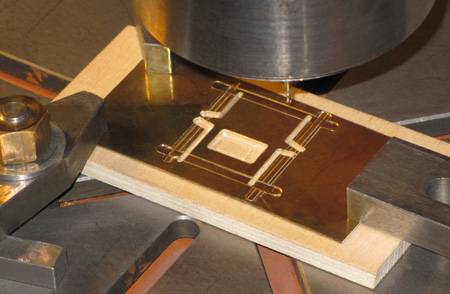 Eine der beiden
Bodenplatten wird gefräst. Das 0,4-mm-Ms-Blechstück liegt dazu auf einem Stück
6-mm-Sperrholz, damit ich nicht in den Spanntisch vom Rundtisch fräse. Rundtisch
deshalb, damit ich in gleicher Einspannung auch die kurzen Schrägen bei
Tischverdrehung mit anfräsen
kann.
Eine der beiden
Bodenplatten wird gefräst. Das 0,4-mm-Ms-Blechstück liegt dazu auf einem Stück
6-mm-Sperrholz, damit ich nicht in den Spanntisch vom Rundtisch fräse. Rundtisch
deshalb, damit ich in gleicher Einspannung auch die kurzen Schrägen bei
Tischverdrehung mit anfräsen
kann.
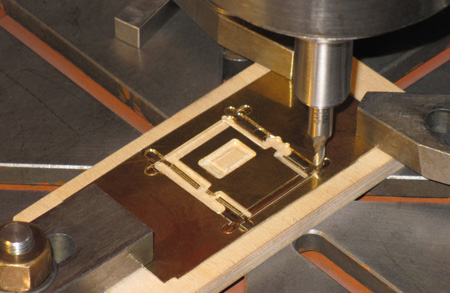 Hier muß nun nur noch die vordere
Kante gefräst werden und dann ist das Stück fertig. Man erkennt bei allen
Frässpuren, daß gering in das Holz mit eingefräst wurde. (Fräsen nach
Koordinaten!)
Hier muß nun nur noch die vordere
Kante gefräst werden und dann ist das Stück fertig. Man erkennt bei allen
Frässpuren, daß gering in das Holz mit eingefräst wurde. (Fräsen nach
Koordinaten!)
 Die beiden Seitenteile des Ständers
sind nach innen hohl. Hier wird der Rand für den rechten Ständer 0,3 mm breit
gefräst. Damit diese Breite rundum immer gleich ist, wird das vorgefräste Teil
gegen eine angefräste Kante gelegt und so gespannt. Die beiden unteren
Spanneisen tun dieses, sie liegen hier noch unbenutzt an der Seite!
Die beiden Seitenteile des Ständers
sind nach innen hohl. Hier wird der Rand für den rechten Ständer 0,3 mm breit
gefräst. Damit diese Breite rundum immer gleich ist, wird das vorgefräste Teil
gegen eine angefräste Kante gelegt und so gespannt. Die beiden unteren
Spanneisen tun dieses, sie liegen hier noch unbenutzt an der Seite!
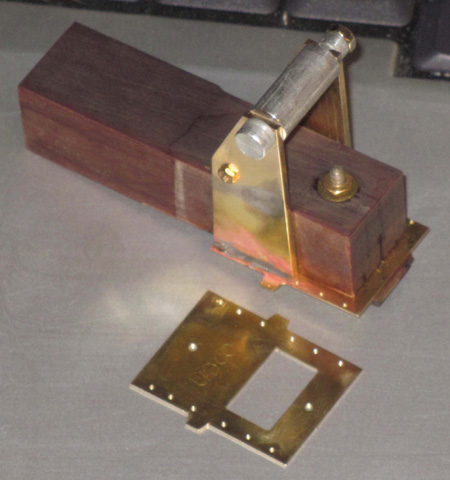 Mit diesem an die Grundplatte
angeschraubten Novotex-Klotz und durch Verbindung mit einer Alu-Schraube und
Alu-Abstandsrohr wird beim Anlöten sichergestellt, daß die beiden Ständer exakt
senkrecht und gleichzeitig im richtigen Abstand stehen. Eine ganz einfache, aber
notwenige Sache. Unten liegt die untere Grundplatte, beide wurden zusammen
gebohrt.
Mit diesem an die Grundplatte
angeschraubten Novotex-Klotz und durch Verbindung mit einer Alu-Schraube und
Alu-Abstandsrohr wird beim Anlöten sichergestellt, daß die beiden Ständer exakt
senkrecht und gleichzeitig im richtigen Abstand stehen. Eine ganz einfache, aber
notwenige Sache. Unten liegt die untere Grundplatte, beide wurden zusammen
gebohrt.
 Ein weiterer Baufortschritt des
Ständers.
Ein weiterer Baufortschritt des
Ständers.
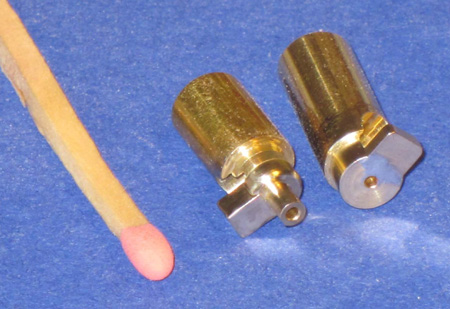 Das wird einmal das kleine Getriebe der
"Höhenrichtmaschine".
Das wird einmal das kleine Getriebe der
"Höhenrichtmaschine".
 Nun eine etwas genauere Technologie.
Vorn an der Maschine hängt eine eigenartige "Wanne". Ihr Sinn ist mir nicht
klar. Er muß auch nicht alles in jedem Fall klar sein. Als Modellbauer habe ich "nur"
die Aufgabe, nach meinen Unterlagen (Zeichnungen und Fotos) möglichst alles recht
vorbildgetreu nachzubauen. Die Wanne hat unten drei Rippen, die habe ich wieder
"im Block" gefräst und abgesägt. Zwei Bohrungen werden im richtigen Abstand zentriergebohrt...
Nun eine etwas genauere Technologie.
Vorn an der Maschine hängt eine eigenartige "Wanne". Ihr Sinn ist mir nicht
klar. Er muß auch nicht alles in jedem Fall klar sein. Als Modellbauer habe ich "nur"
die Aufgabe, nach meinen Unterlagen (Zeichnungen und Fotos) möglichst alles recht
vorbildgetreu nachzubauen. Die Wanne hat unten drei Rippen, die habe ich wieder
"im Block" gefräst und abgesägt. Zwei Bohrungen werden im richtigen Abstand zentriergebohrt...
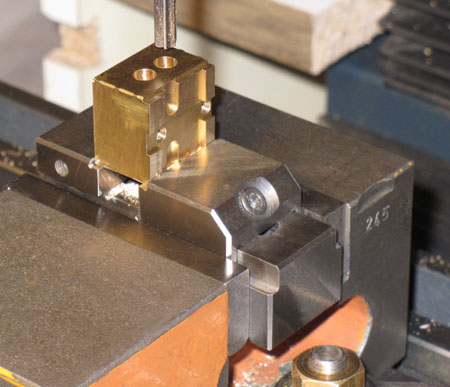 ...danach aufgebohrt und 5 mm
gerieben. Die von mir hier erstmals angewendete
Schraubstock-in-Schraubstock-Spannung hat einen Sinn. Denn ich will anschließend
den Niederzugschraubstock mit dem Teil...
...danach aufgebohrt und 5 mm
gerieben. Die von mir hier erstmals angewendete
Schraubstock-in-Schraubstock-Spannung hat einen Sinn. Denn ich will anschließend
den Niederzugschraubstock mit dem Teil...
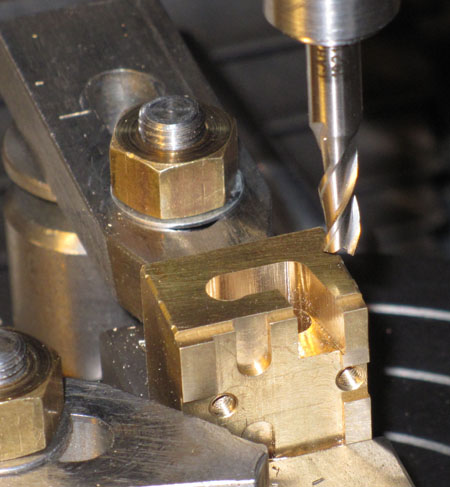
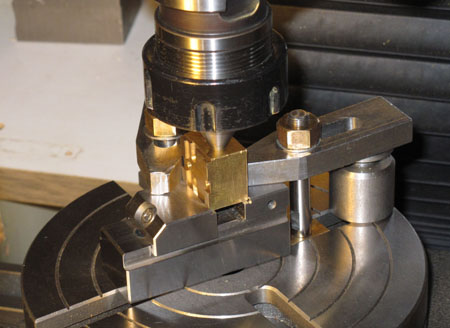 ...auf einen genullten Rundtisch
nehmen. Mit einer Zentrierspitze (sie soll an jeder Fräsmaschine vorhanden
sein!) wurde der Rundtisch exakt unter die Frässpindel-Mitte ausgerichtet,
dabei beide Supportskalen "genullt". Im Bild ist die gleiche Zentrierspitze in eine
der beiden Bohrungen gedrückt (Bohrpinole), der Schraubstock richtet sich dabei
von selbst gegen die Rundtisch-Mitte aus. Erst in dem Zustand werden die
Spanneisen festgezogen.
...auf einen genullten Rundtisch
nehmen. Mit einer Zentrierspitze (sie soll an jeder Fräsmaschine vorhanden
sein!) wurde der Rundtisch exakt unter die Frässpindel-Mitte ausgerichtet,
dabei beide Supportskalen "genullt". Im Bild ist die gleiche Zentrierspitze in eine
der beiden Bohrungen gedrückt (Bohrpinole), der Schraubstock richtet sich dabei
von selbst gegen die Rundtisch-Mitte aus. Erst in dem Zustand werden die
Spanneisen festgezogen.
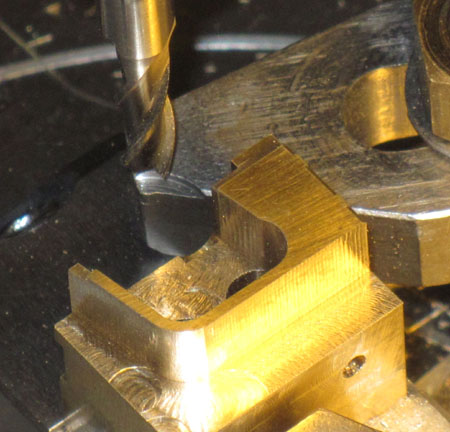
 So vorbereitet wird mit einem
4,5-mm-Fingerfräser (mit einem 4-mm-Fräser geht es auch) bei 0 Grad
Rundtischstellung zuerst die Verbindung zwischen den beiden Bohrungen innen
gefräst und bei 100 Grad Rundtisch-Verstellung geht es nach außen.
So vorbereitet wird mit einem
4,5-mm-Fingerfräser (mit einem 4-mm-Fräser geht es auch) bei 0 Grad
Rundtischstellung zuerst die Verbindung zwischen den beiden Bohrungen innen
gefräst und bei 100 Grad Rundtisch-Verstellung geht es nach außen.
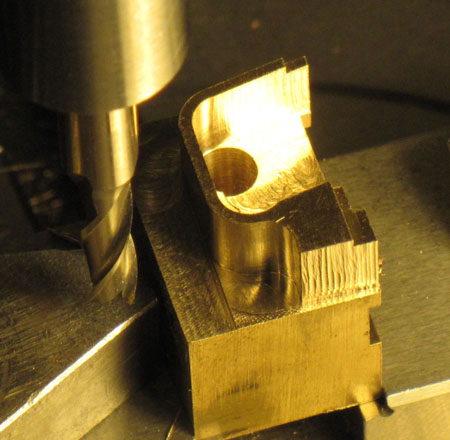
 Die andere Seite wird bei 90 Grad
nach außen gefräst (hier noch nicht vollkommen fertig). Danach wird in gleicher Weise der "Rand" auf 1 mm Breite
gefräst.
Die andere Seite wird bei 90 Grad
nach außen gefräst (hier noch nicht vollkommen fertig). Danach wird in gleicher Weise der "Rand" auf 1 mm Breite
gefräst.
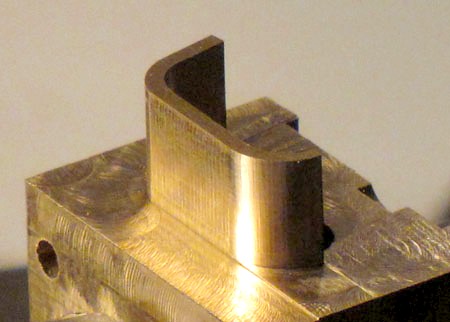
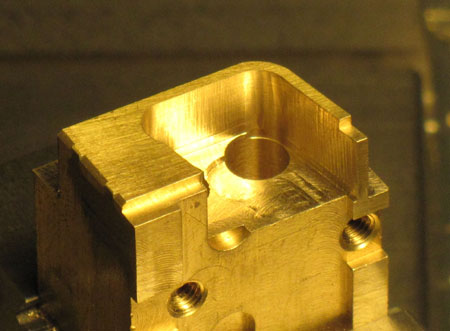 Von oben sieht das so aus.
Von oben sieht das so aus.
 Auch die andere Seite wird gerundet
angefräst. Dazu muß die andere Bohrung (mit dem Niederzugschraubstock) ebenfalls
mit der Suchspitze über die Rundtisch-Mitte verschoben werden.
Auch die andere Seite wird gerundet
angefräst. Dazu muß die andere Bohrung (mit dem Niederzugschraubstock) ebenfalls
mit der Suchspitze über die Rundtisch-Mitte verschoben werden.
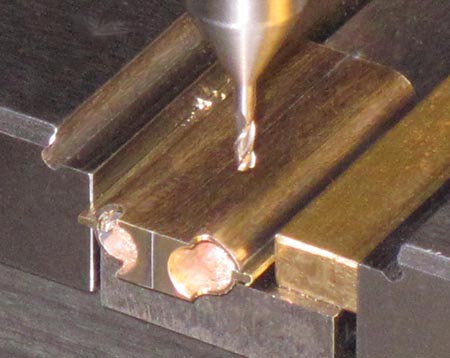
 Nach dem Wegfräsen des unnötigen
(Prisma-)Teils können die Rippen abgesägt werden.
Nach dem Wegfräsen des unnötigen
(Prisma-)Teils können die Rippen abgesägt werden.
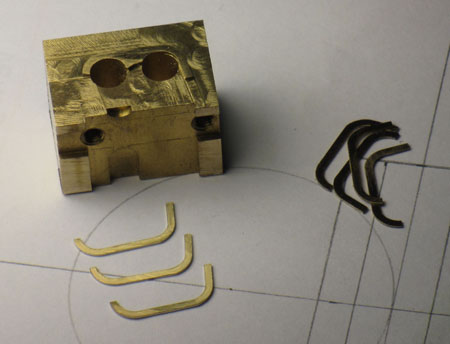 Drei werden eigentlich nur benötigt,
der Rest kommt in die "Sammlung". Links-oben das Reststück.
Drei werden eigentlich nur benötigt,
der Rest kommt in die "Sammlung". Links-oben das Reststück.
 (Foto anklicken) An die "Wanne", die rechts noch an dem
Bohrer hängt, kommen später diese Rippen.
(Foto anklicken) An die "Wanne", die rechts noch an dem
Bohrer hängt, kommen später diese Rippen.
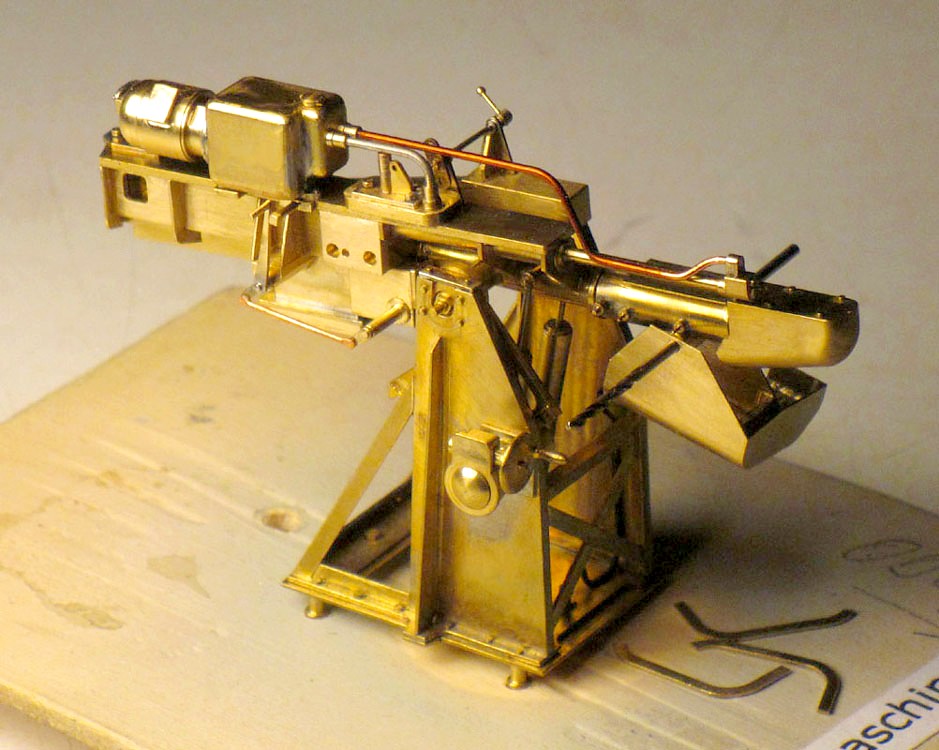
 (Foto anklicken) Blick auf die Motor-Seite.
(Foto anklicken) Blick auf die Motor-Seite.
 (Foto anklicken) Ansicht von links-vorn...
(Foto anklicken) Ansicht von links-vorn...
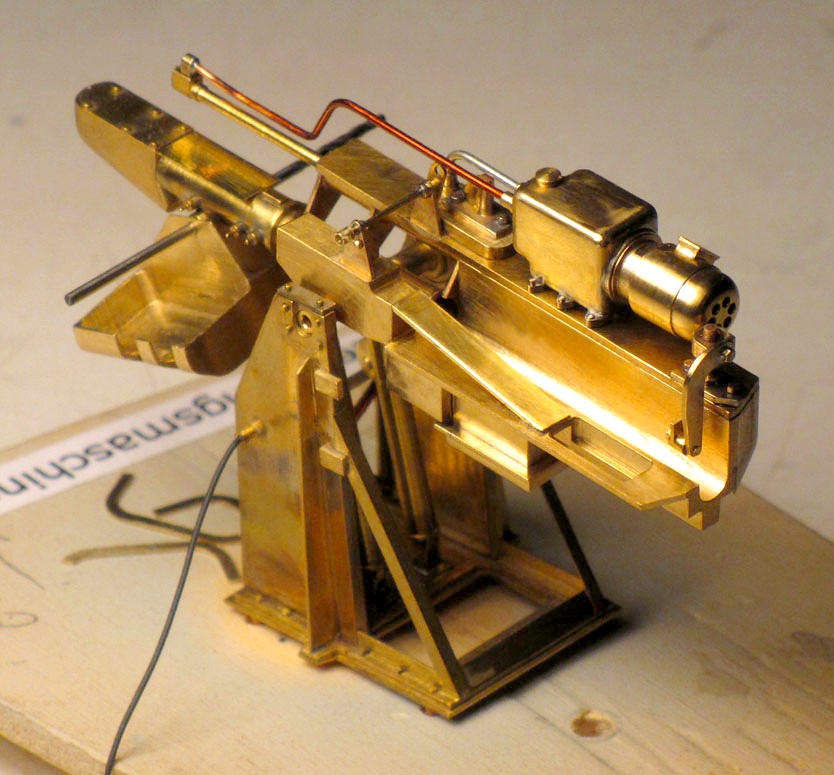 (Foto anklicken) ...und von links-hinten, wie gesagt,
bisher 6 Wochen Arbeit.
(Foto anklicken) ...und von links-hinten, wie gesagt,
bisher 6 Wochen Arbeit.
 Die drei weiter oben gefrästen Rippen
habe ich durch Unterlage eines entsprechend starken Novotex-Riegels an die
"Wanne" gelötet. Beide, Riegel und Wanne, waren am Arbeitstisch unverrückbar
festgeklemmt. So war es recht einfach, die Rippe mit der Reißnadelspitze an die
Wanne zu schieben und so mit einem 100-Watt-Lötkolben anzulöten.
Die drei weiter oben gefrästen Rippen
habe ich durch Unterlage eines entsprechend starken Novotex-Riegels an die
"Wanne" gelötet. Beide, Riegel und Wanne, waren am Arbeitstisch unverrückbar
festgeklemmt. So war es recht einfach, die Rippe mit der Reißnadelspitze an die
Wanne zu schieben und so mit einem 100-Watt-Lötkolben anzulöten.
 Das Ergebnis: die Rippe sitzt genau
in der Mitte - und gerade.
Das Ergebnis: die Rippe sitzt genau
in der Mitte - und gerade.
 Die Pertinax-Unterlage wurde dann
noch etwas dünner gefräst, von Hand an die mittlere Rippe geschoben, daran die
nächste Rippe, die dann aber mit Sekundenkleber befestigt wurde, auch jene an
der anderen Seite und die beiden schrägen "Flacheisen".
Die Pertinax-Unterlage wurde dann
noch etwas dünner gefräst, von Hand an die mittlere Rippe geschoben, daran die
nächste Rippe, die dann aber mit Sekundenkleber befestigt wurde, auch jene an
der anderen Seite und die beiden schrägen "Flacheisen".
 Die "Schaukel" nun an der
Ladeübungsmaschine befestigt...
Die "Schaukel" nun an der
Ladeübungsmaschine befestigt...
Neben der Ladeübungsmaschine steht auf dem Deck ebenfalls eine Nachbildung vom oberen Teil des Munitionsaufzugs, genau wie in den Geschütztürmen auch. Diese muß nun auch noch gebaut werden. In dem Fall habe ich es leicht, denn ich habe eine maßstäbliche Zeichnung von dem Teil, deren Maße ich nur auf den M 1:50 umrechnen muß.
 (Foto anklicken) Original-Foto vom Museums-FLETCHER USS
KIDD.
(Foto anklicken) Original-Foto vom Museums-FLETCHER USS
KIDD.
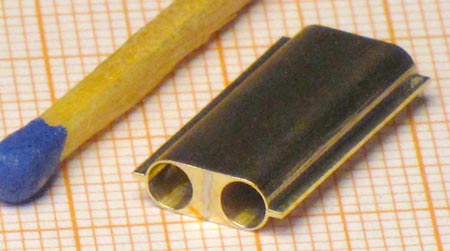
 Zwei Profilstücke 18 mm lang, 3,2 mm
"stark" werden für den unteren Teil benötigt. Sie erhalten eine 5 mm tiefe
2,8-mm-Bohrung in eine Stirnseite. Später werden sie mit den flachen Längsseiten
zusammengelötet. Der D-förmige Querschnitt entsteht hochgenau durch
Schlagzahnfräsen.
Zwei Profilstücke 18 mm lang, 3,2 mm
"stark" werden für den unteren Teil benötigt. Sie erhalten eine 5 mm tiefe
2,8-mm-Bohrung in eine Stirnseite. Später werden sie mit den flachen Längsseiten
zusammengelötet. Der D-förmige Querschnitt entsteht hochgenau durch
Schlagzahnfräsen.
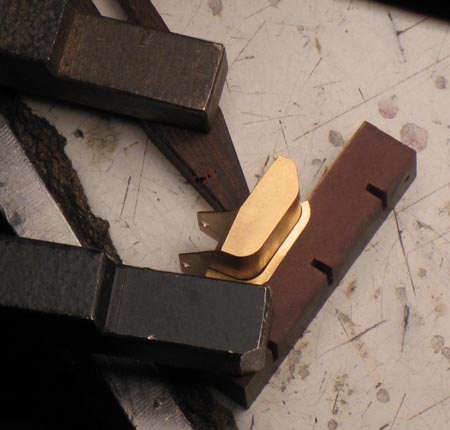
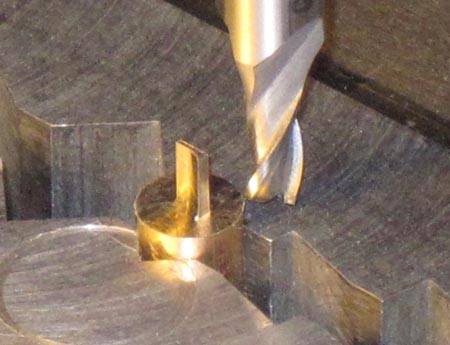
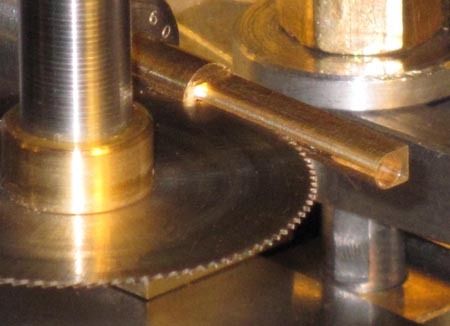 In der Mitte werden sie mit einer
0,4-mm-Metallkreissäge 0,8 mm tief geschlitzt.
In der Mitte werden sie mit einer
0,4-mm-Metallkreissäge 0,8 mm tief geschlitzt.
 Ein klares Foto davon.
Ein klares Foto davon.
 Hier werden reichlich breite Streifen
von 0,4-mm-Ms-Blech eingesteckt...
Hier werden reichlich breite Streifen
von 0,4-mm-Ms-Blech eingesteckt...
(Sie sind nicht exakt gerade, sie sollen in den Nuten etwas klemmen, damit sie später beim Zusammenlöten der beiden Prismen nicht herausfallen!)
 ...und eingelötet. Ich habe die
Stücke mit dem Propan-Brenner erhitzt, Lötsäure angestrichen und dann den
Zinndraht einfach vorsichtig angehalten. Wenn eine ausreichende Flußtemperatur
vorhanden ist,
verläuft das Zinn von selbst schön gleichmäßig. Falls nicht, kann man noch
einmal mit dem Lötsäure-Pinsel nachhelfen.
...und eingelötet. Ich habe die
Stücke mit dem Propan-Brenner erhitzt, Lötsäure angestrichen und dann den
Zinndraht einfach vorsichtig angehalten. Wenn eine ausreichende Flußtemperatur
vorhanden ist,
verläuft das Zinn von selbst schön gleichmäßig. Falls nicht, kann man noch
einmal mit dem Lötsäure-Pinsel nachhelfen.
 Verputzt sehen die Teile nun so aus.
Verputzt sehen die Teile nun so aus.
 Die Stücke nehme ich wieder in die
6-mm-Spannzange und drehe sie an der Stirn noch einmal plan, damit die
überstehenden Blechstreifen verschwinden.
Die Stücke nehme ich wieder in die
6-mm-Spannzange und drehe sie an der Stirn noch einmal plan, damit die
überstehenden Blechstreifen verschwinden.
 Auch in den Bohrungen drehe ich
die nach innen überstehenden Blechstreifen 3 mm tief mit einem Eckbohrstahl
heraus (Durchmesser 2,8).
Auch in den Bohrungen drehe ich
die nach innen überstehenden Blechstreifen 3 mm tief mit einem Eckbohrstahl
heraus (Durchmesser 2,8).
 Danach konnte ich die Profile exakt
18 mm lang abstechen.
Danach konnte ich die Profile exakt
18 mm lang abstechen.
 Beide wurden nebeneinanderliegend im
Schraubstock gespannt und die noch zu breit ausragenden Blechstreifen auf eine
Breite von nur noch 0,7 mm weggefräst.
Beide wurden nebeneinanderliegend im
Schraubstock gespannt und die noch zu breit ausragenden Blechstreifen auf eine
Breite von nur noch 0,7 mm weggefräst.
 Im Lötprisma liegend konnte ich beide
Teile zusammenlöten. In der Mitte erkennt man die Stelle, an welcher ich die
Spitze vom 100-Watt-Lötkolben zur Zinnzugabe angesetzt habe.
Im Lötprisma liegend konnte ich beide
Teile zusammenlöten. In der Mitte erkennt man die Stelle, an welcher ich die
Spitze vom 100-Watt-Lötkolben zur Zinnzugabe angesetzt habe.
 Verputzt sieht auch dieses Teil
wieder wesentlich besser aus.
Verputzt sieht auch dieses Teil
wieder wesentlich besser aus.
 Im Niederzug-Schraubstock gespannt,
werden oben mit einem 1-mm-Fingerfräser zwei Stufen eingefräst. Weil das Teil
etwas schmaler als die plangeschliffene Unterlage ist, wurde ein Messing-Riegel
mitgespannt.
Im Niederzug-Schraubstock gespannt,
werden oben mit einem 1-mm-Fingerfräser zwei Stufen eingefräst. Weil das Teil
etwas schmaler als die plangeschliffene Unterlage ist, wurde ein Messing-Riegel
mitgespannt.
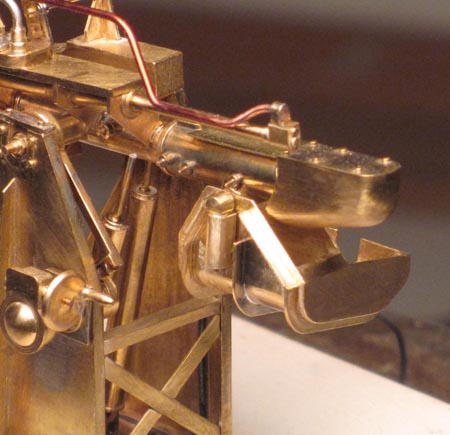
 Das obere Ende sieht nun so aus.
Das obere Ende sieht nun so aus.
 Zwei "Steine" wurden mit einem
3,3-mm-Fingerfräser an ein 6-mm-Ms-Stück über 4 mm hoch angefräst...
Zwei "Steine" wurden mit einem
3,3-mm-Fingerfräser an ein 6-mm-Ms-Stück über 4 mm hoch angefräst...
 ...3 mm lang abgestochen...
...3 mm lang abgestochen...
 ...und mit 2-K-Kleber (UHU
sofortfest) unten angeklebt. Löten ist nun nicht mehr möglich, weil alles
auseinanderfallen würde.
...und mit 2-K-Kleber (UHU
sofortfest) unten angeklebt. Löten ist nun nicht mehr möglich, weil alles
auseinanderfallen würde.
 Nun werden zwei 3-mm-Ms-Stücke
plangedreht, an einem Ende 2,4 mm gebohrt und dann dieses Ende mit einem
90°-Senker auf den halben Durchmesser angeschrägt. Alles wird leicht entgratet...
Nun werden zwei 3-mm-Ms-Stücke
plangedreht, an einem Ende 2,4 mm gebohrt und dann dieses Ende mit einem
90°-Senker auf den halben Durchmesser angeschrägt. Alles wird leicht entgratet...
 ...und dann 7 mm lang auf einen
Durchmesser 2,8 überdreht.
...und dann 7 mm lang auf einen
Durchmesser 2,8 überdreht.
 6 mm lang abgestochen, können diese
beiden Rohre nun in den Grundkörper eingeklebt werden. Das sind die Öffnungen,
aus denen die Granaten vom Magazin von Unterdeck her nach oben herauskommen....
6 mm lang abgestochen, können diese
beiden Rohre nun in den Grundkörper eingeklebt werden. Das sind die Öffnungen,
aus denen die Granaten vom Magazin von Unterdeck her nach oben herauskommen....
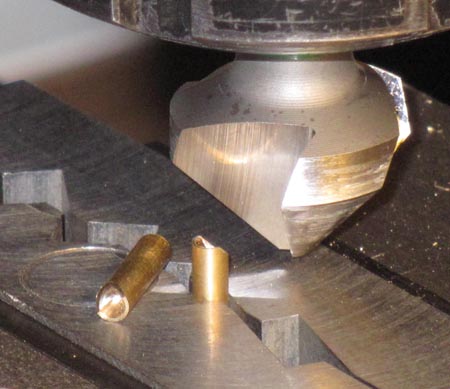
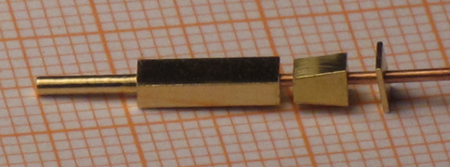 Für das obere Teil wurden drei
Ms-Teile mit einem 0,8-mm-Cu-Draht als "Zentrierung"...
Für das obere Teil wurden drei
Ms-Teile mit einem 0,8-mm-Cu-Draht als "Zentrierung"...
 ...zusammengelötet. Das
vorstehende Drahtstück...
...zusammengelötet. Das
vorstehende Drahtstück...
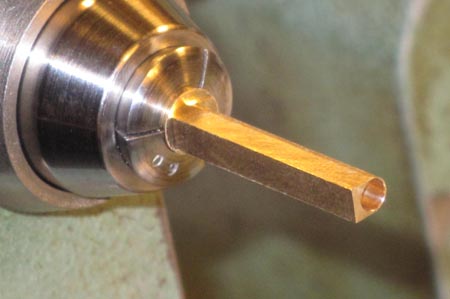
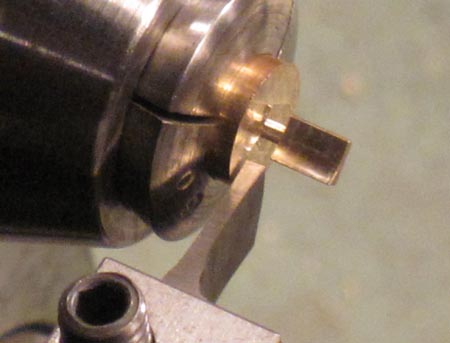
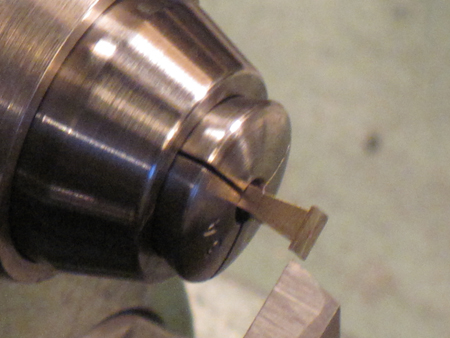 ...wurde danach abgedreht. Gespannt
war das Teil dabei in der 3,4-mm-Spannzange. Im Bild ist zu sehen, wie das
Vierkantstück in der Zange gedreht werden muß, damit diese alle vier Kanten für
einen stimmigen Rundlauf faßt.
...wurde danach abgedreht. Gespannt
war das Teil dabei in der 3,4-mm-Spannzange. Im Bild ist zu sehen, wie das
Vierkantstück in der Zange gedreht werden muß, damit diese alle vier Kanten für
einen stimmigen Rundlauf faßt.
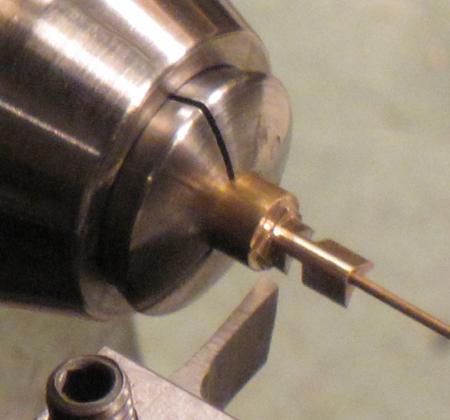
 Mit dem langen Zapfen konnte dieses
Teil nun zwischen die Rohre geklebt werden. Die Körnung für die notwendige
Bohrung habe ich mit einem 1,8-mm-Zentrierkörner eingeschlagen. Der Abstand
zwischen den "Rohren" betrug 1,8 mm.
Mit dem langen Zapfen konnte dieses
Teil nun zwischen die Rohre geklebt werden. Die Körnung für die notwendige
Bohrung habe ich mit einem 1,8-mm-Zentrierkörner eingeschlagen. Der Abstand
zwischen den "Rohren" betrug 1,8 mm.
 Zwei (schlagzahngefräste)
Profilstücke mit einer 0,6-mm-Bohrung wurden 3 mm lang abgestochen. Für die
"Bergung" dieses kleinen Teils beim Abstechvorgang wurde wieder ein 0,6-mm-Draht
eingesteckt.
Zwei (schlagzahngefräste)
Profilstücke mit einer 0,6-mm-Bohrung wurden 3 mm lang abgestochen. Für die
"Bergung" dieses kleinen Teils beim Abstechvorgang wurde wieder ein 0,6-mm-Draht
eingesteckt.
 Auf die Gefahr hin, daß ich mich
wiederhole: Mit dem
Schlagzahnverfahren ist es kein Problem, so kleine Teile
herzustellen.
Auf die Gefahr hin, daß ich mich
wiederhole: Mit dem
Schlagzahnverfahren ist es kein Problem, so kleine Teile
herzustellen.
 Mit Sekundenkleber konnten diese
beiden Teile von außen an die "Rohre" geklebt werden.
Mit Sekundenkleber konnten diese
beiden Teile von außen an die "Rohre" geklebt werden.
Weiter geht es im zweiten Teil der Foto-Reportage...
![]()