 So sehen die Nebelwerfer am Heck eines
kleineren US-Geleitzerstörers aus.
So sehen die Nebelwerfer am Heck eines
kleineren US-Geleitzerstörers aus.Zwei Nebelerzeuger Mk1
smoke screen generator type Mk1
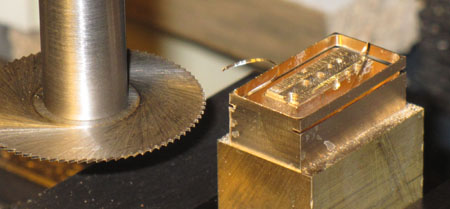
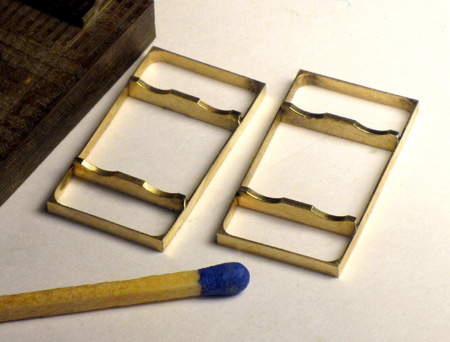
Am Heck des Zerstörers sind 2 x 4 Flaschen mit Nebelsäure als Nebelerzeuger installiert. Die Säure wird bei bestimmten Gefechtssituationen nach hinten ausgesprüht und das Schiff erzeugt damit auf dem Meer bei hoher Fahrt eine künstliche Nebelwand, hinter der es sich z.B. verstecken kann.
So sehen die Nebelwerfer am Heck eines
kleineren US-Geleitzerstörers aus.
 Diese Abbildung
habe ich einem US-Planbuch über die FLETCHER-Klasse entnommen. "Nozzle" ist eine
der vier Sprühdüsen. Im Notfall können die vier Flaschen von Hand (manual
emergency release lever) oder ferngesteuert mit Preßluft vom Schiff abgeworfen
werden (Emergency release air cylinder). Deshalb ist das unterste Lager nach
hinten geneigt.
Diese Abbildung
habe ich einem US-Planbuch über die FLETCHER-Klasse entnommen. "Nozzle" ist eine
der vier Sprühdüsen. Im Notfall können die vier Flaschen von Hand (manual
emergency release lever) oder ferngesteuert mit Preßluft vom Schiff abgeworfen
werden (Emergency release air cylinder). Deshalb ist das unterste Lager nach
hinten geneigt.
 Mit diesen Lagern habe ich den Bau begonnen.
Zwei Stück wurden mit den Seitenteilen nach oben vorgefräst.
Mit diesen Lagern habe ich den Bau begonnen.
Zwei Stück wurden mit den Seitenteilen nach oben vorgefräst.
 Danach fertiggefräst und die unterste Fläche
5° schrägliegend mit einem Walzenstirnfräser angefräst. Vernünftiger wäre es
gewesen, die Schräge zuerst zu fräsen, denn die Seitenwände sind nur 0,5 mm
dick...!
Danach fertiggefräst und die unterste Fläche
5° schrägliegend mit einem Walzenstirnfräser angefräst. Vernünftiger wäre es
gewesen, die Schräge zuerst zu fräsen, denn die Seitenwände sind nur 0,5 mm
dick...!
 Dann wurden beide Teile abgesägt...
Dann wurden beide Teile abgesägt...
 ...und verputzt.
...und verputzt.
 Damit ich die Teile waagerecht und aufrecht
in den Schraubstock spannen kann, wurde ein Klotz mit entsprechender Breite
gefräst...
Damit ich die Teile waagerecht und aufrecht
in den Schraubstock spannen kann, wurde ein Klotz mit entsprechender Breite
gefräst...
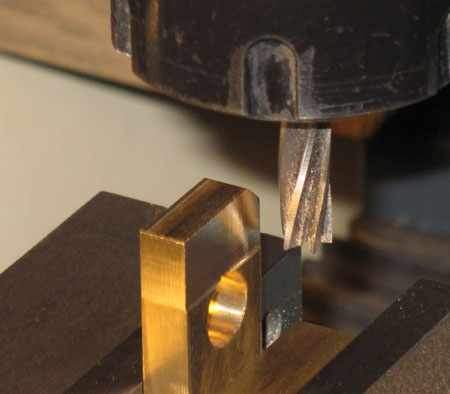
 ...und die Teile konnten nun nacheinander,
etwas aus den Schraubstockbacken ausragend, gespannt werden. So konnte eine
flache Nut, die fast die Breite des Unterrahmens hat, eingefräst werden.
...und die Teile konnten nun nacheinander,
etwas aus den Schraubstockbacken ausragend, gespannt werden. So konnte eine
flache Nut, die fast die Breite des Unterrahmens hat, eingefräst werden.
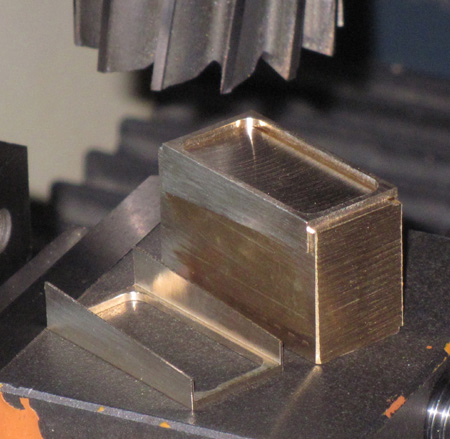
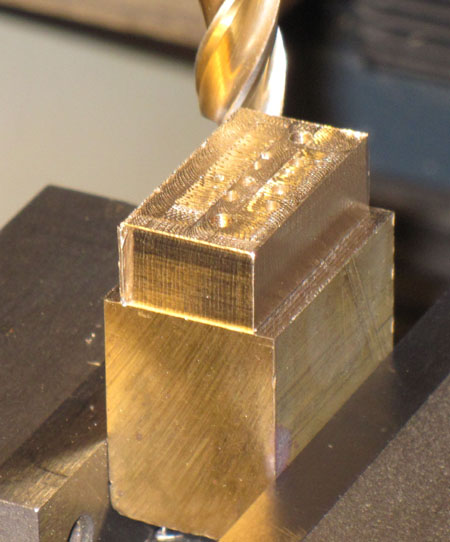 Für die beiden oberen Rahmen wurde ein Klotz
rundum vorgefräst...
Für die beiden oberen Rahmen wurde ein Klotz
rundum vorgefräst...
 ...und der äußere, später sichtbare Rand mit
einem schärferen Fräser angefräst.
...und der äußere, später sichtbare Rand mit
einem schärferen Fräser angefräst.
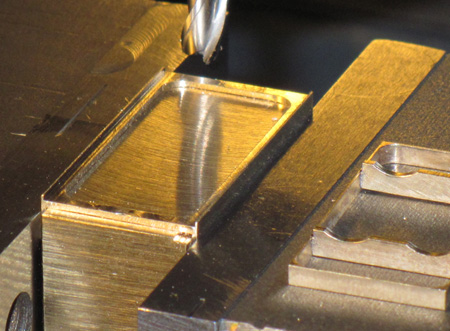
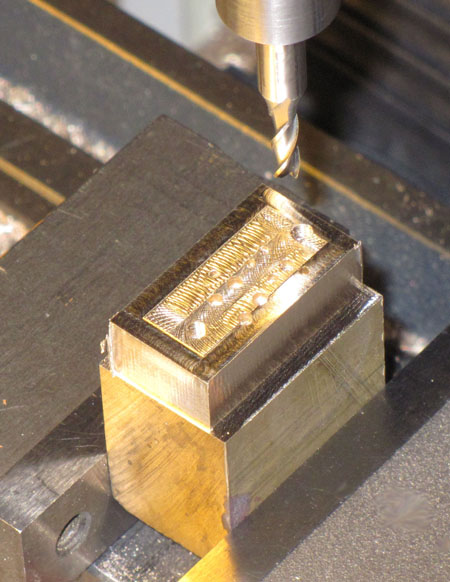
 Mit dem gleichen Fräser wurde rundum auf Maß
fertiggefräst. Man erkennt im Foto die besseren Flächen.
Mit dem gleichen Fräser wurde rundum auf Maß
fertiggefräst. Man erkennt im Foto die besseren Flächen.
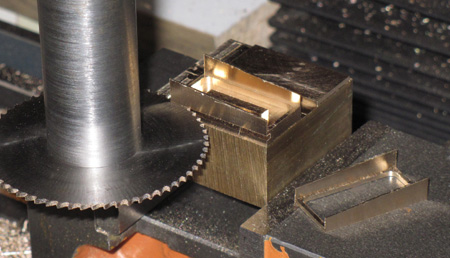
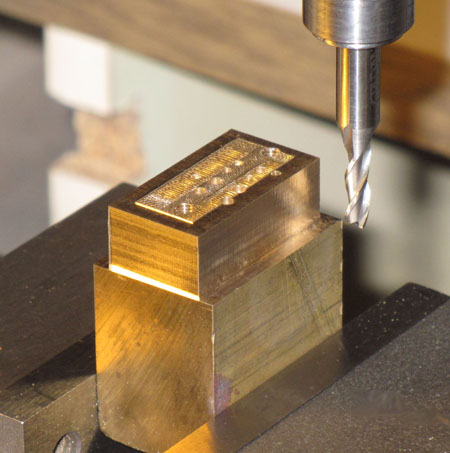
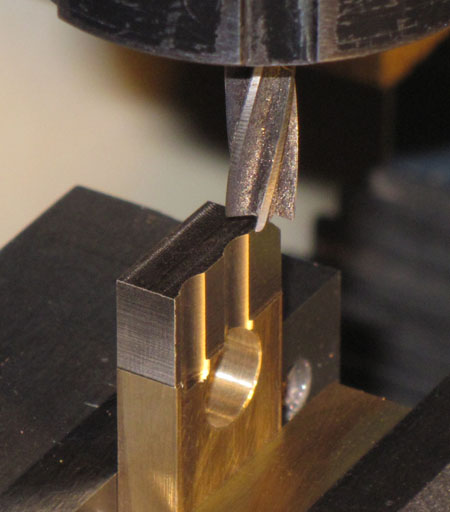
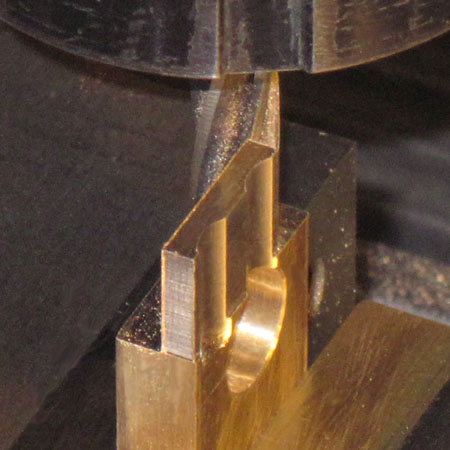
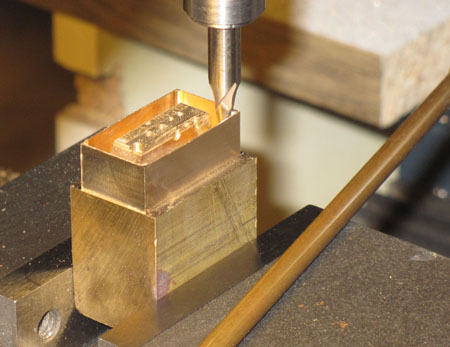 Mit einem dünneren Fingerfräser wurde die
Innenkontur bis auf 0,3 mm Wandstärke ausgefräst (Gegen-Uhrzeigerrichtung,
Koordinaten-Fräsen). Rechts liegt ein Blasrohr griffbereit, mit dem ich öfters
die Späne aus dem Kasten blasen kann.
Mit einem dünneren Fingerfräser wurde die
Innenkontur bis auf 0,3 mm Wandstärke ausgefräst (Gegen-Uhrzeigerrichtung,
Koordinaten-Fräsen). Rechts liegt ein Blasrohr griffbereit, mit dem ich öfters
die Späne aus dem Kasten blasen kann.
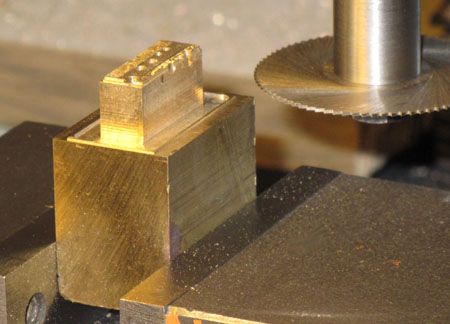
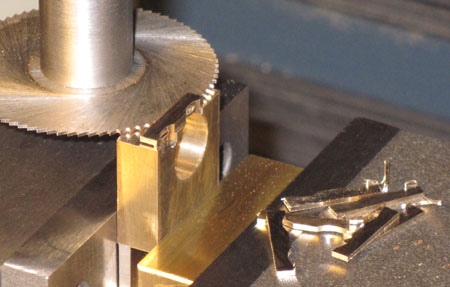
 Als innen die gleiche Tiefe wie beim äußeren
Rand erreicht war, konnten die Rahmen auf 2 mm Höhe abgesägt werden.
Als innen die gleiche Tiefe wie beim äußeren
Rand erreicht war, konnten die Rahmen auf 2 mm Höhe abgesägt werden.
 Es entstanden drei Stück (bereits einer
zuviel) und noch ein 1 mm hoher Rahmen für die "Sammlung".
Es entstanden drei Stück (bereits einer
zuviel) und noch ein 1 mm hoher Rahmen für die "Sammlung".
 Das ist das Reststück. Das Mittelstück mußte in
dem Fall nicht ausgefräst werden.
Das ist das Reststück. Das Mittelstück mußte in
dem Fall nicht ausgefräst werden.
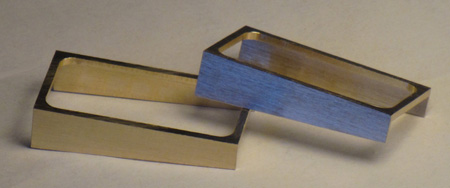
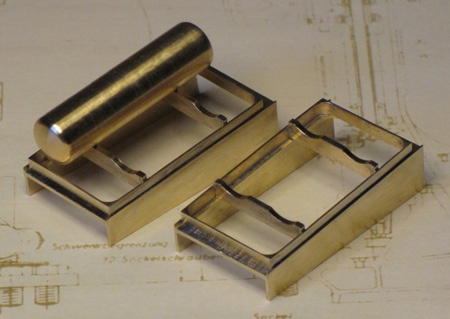
 Verputzt sehen die Rahmen schon gut aus. Da
hinein müssen nun die unteren Lagerbalken für die Säureflaschen gelötet werden.
Verputzt sehen die Rahmen schon gut aus. Da
hinein müssen nun die unteren Lagerbalken für die Säureflaschen gelötet werden.
 Ihre Herstellung ist recht einfach. Ein
ausragender Klotz wird an zwei Seiten sauber gefräst. Für das Koordinaten-Fräsen
notiert man sich die Skalenwerte.
Ihre Herstellung ist recht einfach. Ein
ausragender Klotz wird an zwei Seiten sauber gefräst. Für das Koordinaten-Fräsen
notiert man sich die Skalenwerte.
 Die Säureflaschen haben einen
1:50-Durchmesser von 7 mm (das sind 350 mm beim Original). Für das Fräsen der
"Lagerschalen" muß also ein 7-mm-Fingerfräser vorhanden sein. Zum Glück habe ich
noch einige aus alten DDR-Beständen, heute gibt es in der Regel nur 6- und
8-mm-Fingerfräser. Die Lagerschalen mit einem Mittenabstand von 8 mm wurden von
oben mit den Fräser-Stirnschneiden 0,7 mm tief eingestochen.
Die Säureflaschen haben einen
1:50-Durchmesser von 7 mm (das sind 350 mm beim Original). Für das Fräsen der
"Lagerschalen" muß also ein 7-mm-Fingerfräser vorhanden sein. Zum Glück habe ich
noch einige aus alten DDR-Beständen, heute gibt es in der Regel nur 6- und
8-mm-Fingerfräser. Die Lagerschalen mit einem Mittenabstand von 8 mm wurden von
oben mit den Fräser-Stirnschneiden 0,7 mm tief eingestochen.
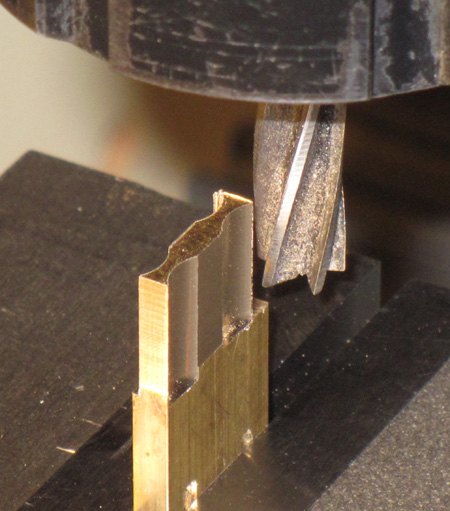
 Danach konnten die beiden Außenmaße des
Balkenprofils fertiggefräst...
Danach konnten die beiden Außenmaße des
Balkenprofils fertiggefräst...
 ...und die Teile je 1 mm Dicke abgesägt
werden. Die Metall-Kreissäge ist 1,55 mm dick, also mußte der Fräskopf von Span
zu Span 1,55 mm nach unten geschoben (!) werden (Kreuzschiebetisch-Fräsmaschine!
Vgl. dazu meinen Beitrag "Hinweise für genaues Fräsen" in "Maschinen im
Modellbau" Heft 6/2013)
...und die Teile je 1 mm Dicke abgesägt
werden. Die Metall-Kreissäge ist 1,55 mm dick, also mußte der Fräskopf von Span
zu Span 1,55 mm nach unten geschoben (!) werden (Kreuzschiebetisch-Fräsmaschine!
Vgl. dazu meinen Beitrag "Hinweise für genaues Fräsen" in "Maschinen im
Modellbau" Heft 6/2013)
 Die Herstellung der mittleren Lagerbalken
ist ähnlich, sie haben Lagerrundungen auf beiden Seiten.
Die Herstellung der mittleren Lagerbalken
ist ähnlich, sie haben Lagerrundungen auf beiden Seiten.
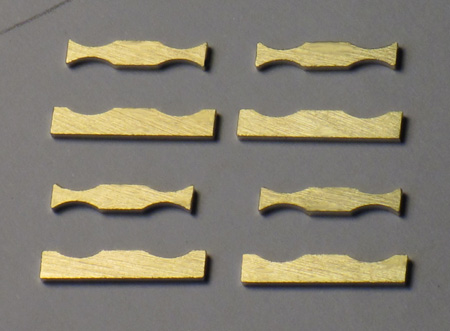 Das sind die acht Teile, sauber verputzt,
die benötigt werden. Ich habe sie so auf Abstand gelegt, daß man bereits die
Rundung der dazwischen liegenden Flaschen erkennen kann.
Das sind die acht Teile, sauber verputzt,
die benötigt werden. Ich habe sie so auf Abstand gelegt, daß man bereits die
Rundung der dazwischen liegenden Flaschen erkennen kann.
 Das parallele Einlöten der unteren Balken in
den oberen Rahmen überlasse ich nicht Zufall und Geschick. Eine Lötvorrichtung
wurde gefräst. Hier konnte der Rahmen aufgesteckt und mit einem "Spanneisen",
ebenfalls aus Pertinax, festgehalten werden. Der einzulötende Balken wird an
einem angefrästen Klotz (hier rechts im Bild) angelegt. Er steht somit exakt
senkrecht und parallel zur Rahmenstirn.
Das parallele Einlöten der unteren Balken in
den oberen Rahmen überlasse ich nicht Zufall und Geschick. Eine Lötvorrichtung
wurde gefräst. Hier konnte der Rahmen aufgesteckt und mit einem "Spanneisen",
ebenfalls aus Pertinax, festgehalten werden. Der einzulötende Balken wird an
einem angefrästen Klotz (hier rechts im Bild) angelegt. Er steht somit exakt
senkrecht und parallel zur Rahmenstirn.
 Das Ergebnis läßt sich sehen.
Das Ergebnis läßt sich sehen.
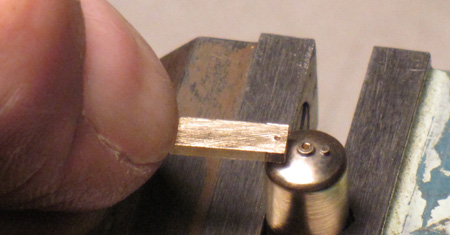
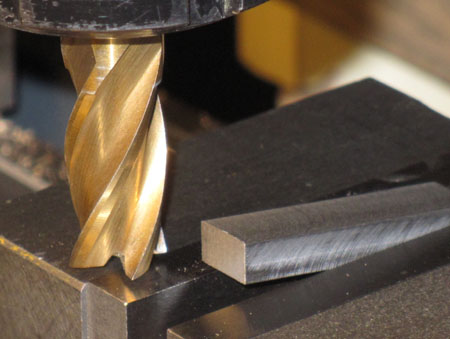 Gehen wir an die Herstellung der
Säureflaschen. Ein Formstechstahl, Radius 6 mm, wird dazu benötigt. Ein Stück
Silberstahl wird zu einem rechteckigen Querschnitt gefräst und, wie im Bild zu
sehen, etwa 10 bis 15° schrägliegend und das vordere Ende ausragend im
Schraubstock gespannt.
Gehen wir an die Herstellung der
Säureflaschen. Ein Formstechstahl, Radius 6 mm, wird dazu benötigt. Ein Stück
Silberstahl wird zu einem rechteckigen Querschnitt gefräst und, wie im Bild zu
sehen, etwa 10 bis 15° schrägliegend und das vordere Ende ausragend im
Schraubstock gespannt.
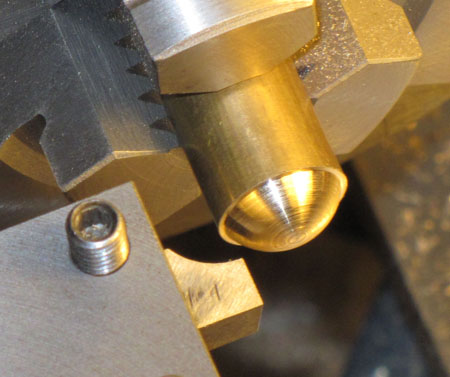
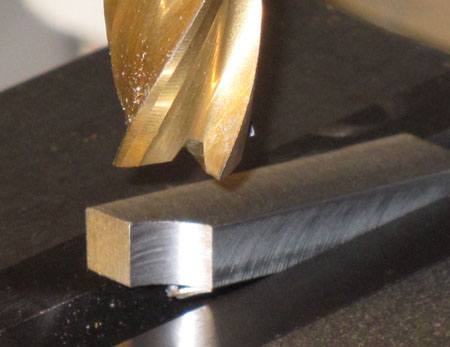 Mit einem 12-mm-Fingerfräser wird von oben
(!) die Radius-Kontur angestochen. Nichts wird entgratet.
Mit einem 12-mm-Fingerfräser wird von oben
(!) die Radius-Kontur angestochen. Nichts wird entgratet.
 Damit das andere Ende des Drehlings
ebenfalls sinnvoll verwendet wird, habe ich dort mit einem 10-mm-Fingerfräser
auf gleiche Weise einen 5-mm-Radius angestochen.
Damit das andere Ende des Drehlings
ebenfalls sinnvoll verwendet wird, habe ich dort mit einem 10-mm-Fingerfräser
auf gleiche Weise einen 5-mm-Radius angestochen.
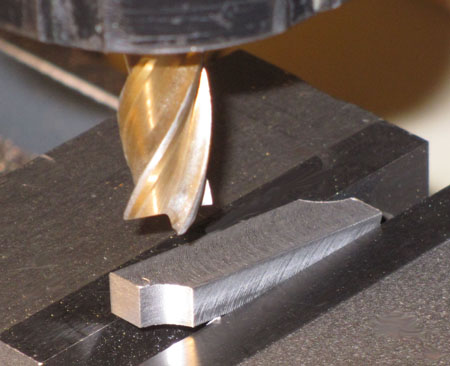
 Das sieht dann so aus. Man erkennt deutlich
die Freiwinkel nach unten. Noch einmal: nichts entgraten!
Das sieht dann so aus. Man erkennt deutlich
die Freiwinkel nach unten. Noch einmal: nichts entgraten!
 In meinem "Muffelofen", das ist der
Heizkörper eines 700-Watt-Klempner-Lötkolbens, wird das Silberstahlstück auf
Rotglut erhitzt und im Wasserbad schnell abgeschreckt (angekühlt).
In meinem "Muffelofen", das ist der
Heizkörper eines 700-Watt-Klempner-Lötkolbens, wird das Silberstahlstück auf
Rotglut erhitzt und im Wasserbad schnell abgeschreckt (angekühlt).
 Das Stück ist jetzt glashart, aber auch wie
Glas zerbrechlich. Man kann es so nicht verwenden.
Das Stück ist jetzt glashart, aber auch wie
Glas zerbrechlich. Man kann es so nicht verwenden.
 für das "Anlassen" wird sinnvoll die untere
Seite des Drehstahls metallblank geschmirgelt. Man erkennt so deutlich die
Frässpuren. Mit dem Propan-Brenner habe ich das Stück sehr vorsichtig bis auf
hellgelb erhitzt und wieder abgeschreckt. Das Silberstahlstück ist nun immer
noch hart genug, um Späne abzuheben, aber nicht mehr (unnötig) glashart.
für das "Anlassen" wird sinnvoll die untere
Seite des Drehstahls metallblank geschmirgelt. Man erkennt so deutlich die
Frässpuren. Mit dem Propan-Brenner habe ich das Stück sehr vorsichtig bis auf
hellgelb erhitzt und wieder abgeschreckt. Das Silberstahlstück ist nun immer
noch hart genug, um Späne abzuheben, aber nicht mehr (unnötig) glashart.
 Nun müssen nur noch die Hauptschneiden (a)
und die Nebenschneiden (b) scharfgeschliffen werden. Dazu hält man den
Formstechstahl an die Stirn (falsch würde man sagen an die Seiten) der
Schleifscheiben der Bankschleifmaschine. Sehr wichtig ist die Schleifrichtung.
Im Bild habe ich sie mit Pfeilen eingezeichnet und man erkennt auch die
Schleifspuren auf der Oberfläche des Drehstahls. Die Schleifkörner müssen in die
Fläche hineingleiten. Anders herum würde Grad entstehen und die Schneiden wären
nicht scharf...!
Nun müssen nur noch die Hauptschneiden (a)
und die Nebenschneiden (b) scharfgeschliffen werden. Dazu hält man den
Formstechstahl an die Stirn (falsch würde man sagen an die Seiten) der
Schleifscheiben der Bankschleifmaschine. Sehr wichtig ist die Schleifrichtung.
Im Bild habe ich sie mit Pfeilen eingezeichnet und man erkennt auch die
Schleifspuren auf der Oberfläche des Drehstahls. Die Schleifkörner müssen in die
Fläche hineingleiten. Anders herum würde Grad entstehen und die Schneiden wären
nicht scharf...!
 Ein Probestechen an einem größeren
Materialstück verlief zu meiner Zufriedenheit. Der Stahl muß natürlich exakt auf
Drehmitte stehen. Gegebenenfalls auch Papierstücke unterlegen....!
Ein Probestechen an einem größeren
Materialstück verlief zu meiner Zufriedenheit. Der Stahl muß natürlich exakt auf
Drehmitte stehen. Gegebenenfalls auch Papierstücke unterlegen....!
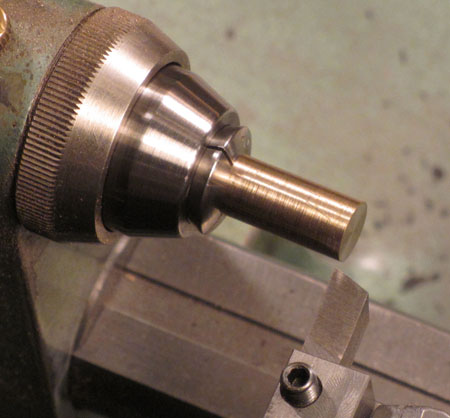 In der 7-mm-Spannzange wurden die
Flaschenkörper zu 28 mm Länge vorgedreht.
In der 7-mm-Spannzange wurden die
Flaschenkörper zu 28 mm Länge vorgedreht.
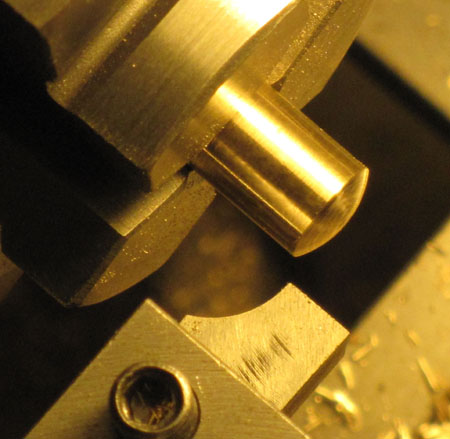 Dann wurden die Rundungen mit dem
Formstechstahl angestochen.
Dann wurden die Rundungen mit dem
Formstechstahl angestochen.
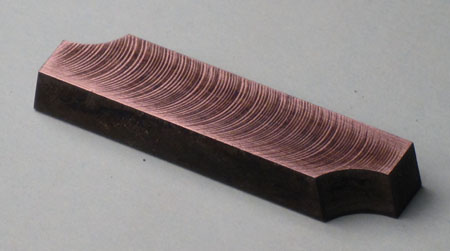
 Das sieht dann so aus.
Das sieht dann so aus.
 Ein schräg eingestellter Fasen-Stechstahl
sticht gleiche Fasen an (nach Skala arbeiten!).
Ein schräg eingestellter Fasen-Stechstahl
sticht gleiche Fasen an (nach Skala arbeiten!).
 Man erkennt die Einheitlichkeit der Fasen.
Man erkennt die Einheitlichkeit der Fasen.
 Mit einem Dreikantschaber werden diese Fasen
zu schönen Rundungen "verdrechselt". (Besondere Vorsicht beim Arbeiten
mit einem Dreikantschaber auf diese Weise. Ich übernehme, wie auch bei allen
anderen Arbeiten an Maschinen, keine Haftung, wenn dabei ein Unfall geschieht!)
Mit einem Dreikantschaber werden diese Fasen
zu schönen Rundungen "verdrechselt". (Besondere Vorsicht beim Arbeiten
mit einem Dreikantschaber auf diese Weise. Ich übernehme, wie auch bei allen
anderen Arbeiten an Maschinen, keine Haftung, wenn dabei ein Unfall geschieht!)
 Jeweils ein Ende der Flaschen erhält eine
etwa 3 mm tiefe 1,4-mm-Bohrung. Da hinein werden Materialstücke mit angedrehten
1,4-mm-Zapfen eingepaßt.
Jeweils ein Ende der Flaschen erhält eine
etwa 3 mm tiefe 1,4-mm-Bohrung. Da hinein werden Materialstücke mit angedrehten
1,4-mm-Zapfen eingepaßt.
 (Foto anklicken) Das Bild zeigt einen Ausschnitt aus
meiner 10:1-Vergrößerungszeichnung vom vorderen Ende der Flaschen (vgl. das
zweite Foto ganz oben). Aus der Zeichnung ergeben sich die Maßverhältnisse für
die Armaturenanschlüsse. Die Maße habe ich in etwa aus dem Foto herausgerechnet.
Neben der Mittenbohrung muß 2,35 mm nach unten eine 1,2-mm-Bohrung und 1,55 mm
nach oben eine 0,8-mm-Bohrung in die Flaschenstirn gebohrt werden. Sinnvoll
wäre, wenn man diese Bohrungen zuerst bohrt und erst danach die Form mit dem
Formstechstahl ansticht. So besteht nicht Gefahr, daß die Bohrer auf den schon
schrägen Flächen "ausrutschen".
(Foto anklicken) Das Bild zeigt einen Ausschnitt aus
meiner 10:1-Vergrößerungszeichnung vom vorderen Ende der Flaschen (vgl. das
zweite Foto ganz oben). Aus der Zeichnung ergeben sich die Maßverhältnisse für
die Armaturenanschlüsse. Die Maße habe ich in etwa aus dem Foto herausgerechnet.
Neben der Mittenbohrung muß 2,35 mm nach unten eine 1,2-mm-Bohrung und 1,55 mm
nach oben eine 0,8-mm-Bohrung in die Flaschenstirn gebohrt werden. Sinnvoll
wäre, wenn man diese Bohrungen zuerst bohrt und erst danach die Form mit dem
Formstechstahl ansticht. So besteht nicht Gefahr, daß die Bohrer auf den schon
schrägen Flächen "ausrutschen".
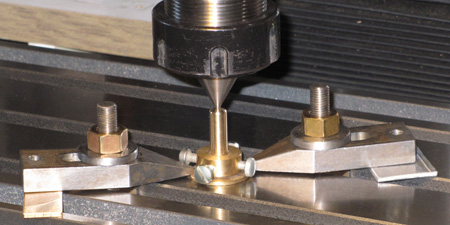 Um die Außermitte-Maße (2,35 und 1,55)
möglichst einzuhalten, habe ich meine Fräsmaschine mit ihrer extremen
Genauigkeit "bemüht". In meiner Klemm-Haltevorrichtung wird ein Teil
mit der 1,4-mm-Bohrung nach oben geklemmt, es darf dabei nach unten nicht einmal
ein winziges Stück ausragen. Mit der Suchspitze (leichter Druck mit der
Bohrpinole) wird das Teil exakt unter der Frässpindel-Mitte auf den Frästisch
geklemmt, erst so die beiden Spanneisen festgezogen. Für das spätere Wechseln
der Teile wird stets nur die vordere und die rechte Schraube vom Klemmring
gelöst.
Um die Außermitte-Maße (2,35 und 1,55)
möglichst einzuhalten, habe ich meine Fräsmaschine mit ihrer extremen
Genauigkeit "bemüht". In meiner Klemm-Haltevorrichtung wird ein Teil
mit der 1,4-mm-Bohrung nach oben geklemmt, es darf dabei nach unten nicht einmal
ein winziges Stück ausragen. Mit der Suchspitze (leichter Druck mit der
Bohrpinole) wird das Teil exakt unter der Frässpindel-Mitte auf den Frästisch
geklemmt, erst so die beiden Spanneisen festgezogen. Für das spätere Wechseln
der Teile wird stets nur die vordere und die rechte Schraube vom Klemmring
gelöst.
 Bei diesem Einrichten ist der Skalenring vom
X-Support...
Bei diesem Einrichten ist der Skalenring vom
X-Support...
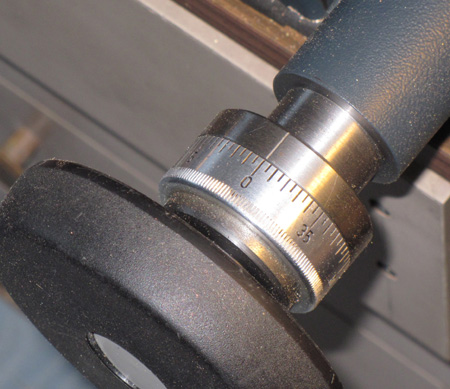 ...und auch jener vom Y-Support "genullt",
beide Anfahrrichtungen merkt man sich.
...und auch jener vom Y-Support "genullt",
beide Anfahrrichtungen merkt man sich.
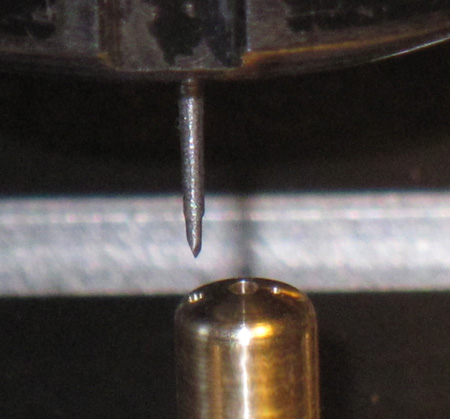 So kann nun mit einem Zentrierbohrer (im
Bild mein Eigenbau-Silberstahl-Zentrierbohrer) bei Anfahrrichtung von rechts
1,55 mm (für die 0,8-mm-Bohrung) vor der Mitte und 2,35 mm (für die
1,2-mm-Bohrung) nach der Mitte leicht zentriert werden. In der Praxis hatte ich
bereits beim ersten Teil den Bohrerstand bei der ersten Bohrung (1,55 vor der
Mitte) erneut "genullt" und den Bohrer dann um 3,9 mm weitergeschoben (1,55 +
2,35 = 3,9).
So kann nun mit einem Zentrierbohrer (im
Bild mein Eigenbau-Silberstahl-Zentrierbohrer) bei Anfahrrichtung von rechts
1,55 mm (für die 0,8-mm-Bohrung) vor der Mitte und 2,35 mm (für die
1,2-mm-Bohrung) nach der Mitte leicht zentriert werden. In der Praxis hatte ich
bereits beim ersten Teil den Bohrerstand bei der ersten Bohrung (1,55 vor der
Mitte) erneut "genullt" und den Bohrer dann um 3,9 mm weitergeschoben (1,55 +
2,35 = 3,9).
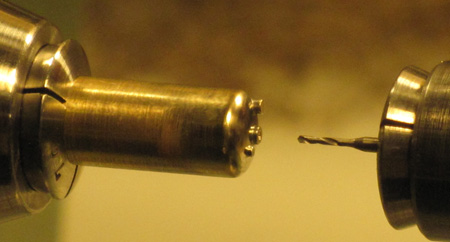
 Mit einem 1,1-mm-Zahnarzt-Kugelfräser wurden
die weiter außen sitzenden Bohrungen etwas aufgebohrt, damit sie im nächsten
Arbeitsgang zu 1,2 mm und die anderen zu 0,8 mm aufgebohrt werden konnten, nicht
sehr tief, nur etwa 2 mm. (Diese einfache Klemmvorrichtung sollte jeder
Modellbauer für die üblichen Durchmesser 3, 4, 5, 6 und 7 mm) haben)
Mit einem 1,1-mm-Zahnarzt-Kugelfräser wurden
die weiter außen sitzenden Bohrungen etwas aufgebohrt, damit sie im nächsten
Arbeitsgang zu 1,2 mm und die anderen zu 0,8 mm aufgebohrt werden konnten, nicht
sehr tief, nur etwa 2 mm. (Diese einfache Klemmvorrichtung sollte jeder
Modellbauer für die üblichen Durchmesser 3, 4, 5, 6 und 7 mm) haben)
 In diese Bohrungen wurden nun 0,8-mm- und
1,2-mm-Drahtstücke gesteckt, mit etwas Übermaß abgekniffen...
In diese Bohrungen wurden nun 0,8-mm- und
1,2-mm-Drahtstücke gesteckt, mit etwas Übermaß abgekniffen...
 ...und eingelötet.
...und eingelötet.
 Dann konnten die Flaschen wieder in die
7-mm-Spammzange genommen und alle Zapfen auf Länge plangedreht werden. Die
beiden äußeren "Planflächen" sitzen 0,2 mm hinter der Planfläche in der Mitte.
Dann konnten die Flaschen wieder in die
7-mm-Spammzange genommen und alle Zapfen auf Länge plangedreht werden. Die
beiden äußeren "Planflächen" sitzen 0,2 mm hinter der Planfläche in der Mitte.
 Nach dem Verputzen sehen die
Armaturen-Anschlußstücke so aus.
Nach dem Verputzen sehen die
Armaturen-Anschlußstücke so aus.
 Nun müssen alle drei Anschlußstücke
Bohrungen erhalten, in welche in der Mitte ein Sechskant-Schraubenkopf und außen
die Ventile montiert werden können. In der Mitte war es einfach. Mit einem
0,6-mm-Bohrer wurde in das 1,4-mm-Stück gebohrt (Foto).
Nun müssen alle drei Anschlußstücke
Bohrungen erhalten, in welche in der Mitte ein Sechskant-Schraubenkopf und außen
die Ventile montiert werden können. In der Mitte war es einfach. Mit einem
0,6-mm-Bohrer wurde in das 1,4-mm-Stück gebohrt (Foto).
 Für die außen sitzenden Anschlüsse mußte ich
einen kleinen Trick anwenden. Eine Messing-Leiste erhielt am Ende eine
0,4-mm-Bohrung. Diese wurde mit 90° leicht gesenkt, gerade so groß, daß diese
Senkung auf den kleinen Zapfen eine Zentrierung erhält, wenn man...
Für die außen sitzenden Anschlüsse mußte ich
einen kleinen Trick anwenden. Eine Messing-Leiste erhielt am Ende eine
0,4-mm-Bohrung. Diese wurde mit 90° leicht gesenkt, gerade so groß, daß diese
Senkung auf den kleinen Zapfen eine Zentrierung erhält, wenn man...
 ...die Leiste auflegt. So konnte 0,4 mm in
beide Zapfen gebohrt werden.
...die Leiste auflegt. So konnte 0,4 mm in
beide Zapfen gebohrt werden.
 Hier sind die Oberrahmen schon in die
Unterrahmen gelötet. Nur zur Probe ist eine der Flaschen aufgelegt.
Hier sind die Oberrahmen schon in die
Unterrahmen gelötet. Nur zur Probe ist eine der Flaschen aufgelegt.
Ich berichte vom Fortgang weiter im Teil 2
![]()