Zwei
Nebelerzeuger Mk1 (Teil 2)
smoke screen
generator type Mk1 (part 2)
Hier nun die
Fortsetzung vom Teil 1
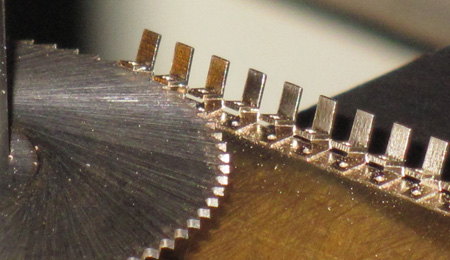
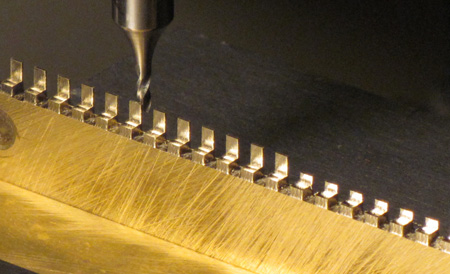 Für die Befestigung der Flaschen an den
Rahmen werden zwei unterschiedlich lange L-Haltewinkel benötigt. Der Fräser hat
einen Durchmesser von 1,5 mm, die Winkel sollen 1,4 mm breit werden. Von einer
Querdurchfräsung zur nächsten muß der Frästisch also 2,9 mm weitergeschoben
werden.
Für die Befestigung der Flaschen an den
Rahmen werden zwei unterschiedlich lange L-Haltewinkel benötigt. Der Fräser hat
einen Durchmesser von 1,5 mm, die Winkel sollen 1,4 mm breit werden. Von einer
Querdurchfräsung zur nächsten muß der Frästisch also 2,9 mm weitergeschoben
werden.
 Bei gleicher Y-Stellung des Frästischs wird
in jeden Winkel in der Mitte (Anfahrrichtung z.B. von rechts beachten und
rechnen!) eine 0,6-mm-Bohrung angebracht. Demnach ist die Bohrungsmitte genau
0,75 mm vom senkrechten L-Stück entfernt, okay?
Bei gleicher Y-Stellung des Frästischs wird
in jeden Winkel in der Mitte (Anfahrrichtung z.B. von rechts beachten und
rechnen!) eine 0,6-mm-Bohrung angebracht. Demnach ist die Bohrungsmitte genau
0,75 mm vom senkrechten L-Stück entfernt, okay?
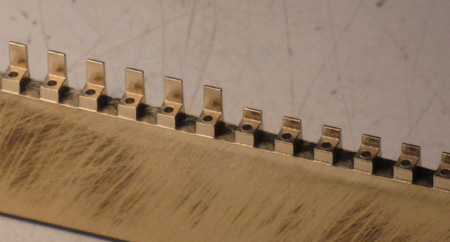
 Dann werden die Teile abgesägt...
Dann werden die Teile abgesägt...
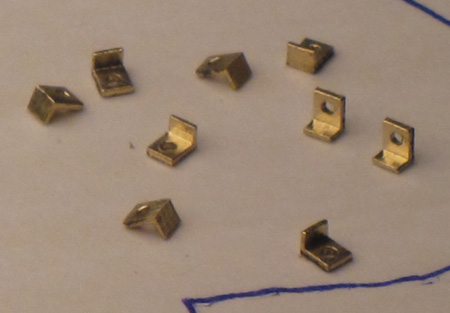 ...verputzt...
...verputzt...
 ...und die mit dem längeren Schenkel sind
hier schon mit 2-K-Kleber am Rahmen angeklebt. Auf dem vorn liegenden Rahmen
wurden schon, ebenfalls mit 2-K-Kleber, zwei Flaschen aufgeklebt. Damit sie in
Längsrichtung garantiert auf gleicher Höhe liegen, sind sie während der
Kleberhärtung gegen einen Stahlklotz (nach unten) geschoben.
...und die mit dem längeren Schenkel sind
hier schon mit 2-K-Kleber am Rahmen angeklebt. Auf dem vorn liegenden Rahmen
wurden schon, ebenfalls mit 2-K-Kleber, zwei Flaschen aufgeklebt. Damit sie in
Längsrichtung garantiert auf gleicher Höhe liegen, sind sie während der
Kleberhärtung gegen einen Stahlklotz (nach unten) geschoben.
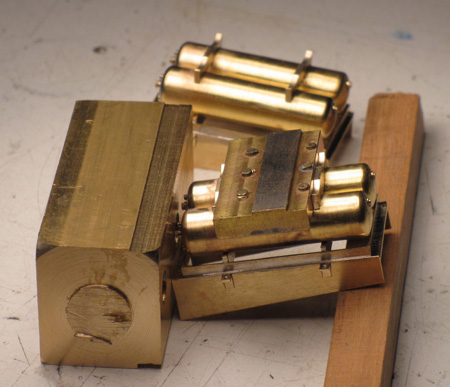 Danach werden die je zwei Zwischenbalken
aufgeklebt. Damit sie den richtigen Abstand haben und auch gerade und senkrecht
stehen, habe ich ein paralleles Zwischenstück gefräst. Es liegt hier oben in der
Mitte. Diese Balken habe ich mit Sekundenkleber angeklebt. Damit keinesfalls
dabei auch das Zwischenstück mit angeklebt wird, das wäre eine mittlere
Katastrophe, hat dieses an der Unterseite kräftige, angefeilte Fasen! Deshalb
kann der dünnflüssige Kleber nicht bis zum Zwischenstück durchsickern.
Danach werden die je zwei Zwischenbalken
aufgeklebt. Damit sie den richtigen Abstand haben und auch gerade und senkrecht
stehen, habe ich ein paralleles Zwischenstück gefräst. Es liegt hier oben in der
Mitte. Diese Balken habe ich mit Sekundenkleber angeklebt. Damit keinesfalls
dabei auch das Zwischenstück mit angeklebt wird, das wäre eine mittlere
Katastrophe, hat dieses an der Unterseite kräftige, angefeilte Fasen! Deshalb
kann der dünnflüssige Kleber nicht bis zum Zwischenstück durchsickern.
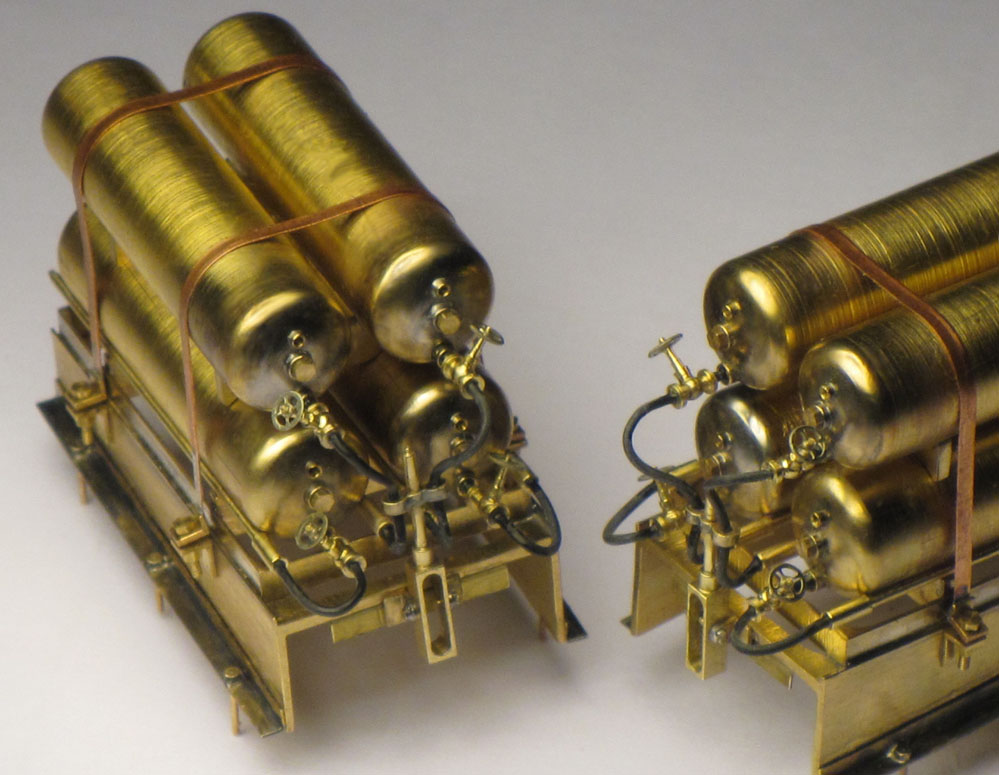
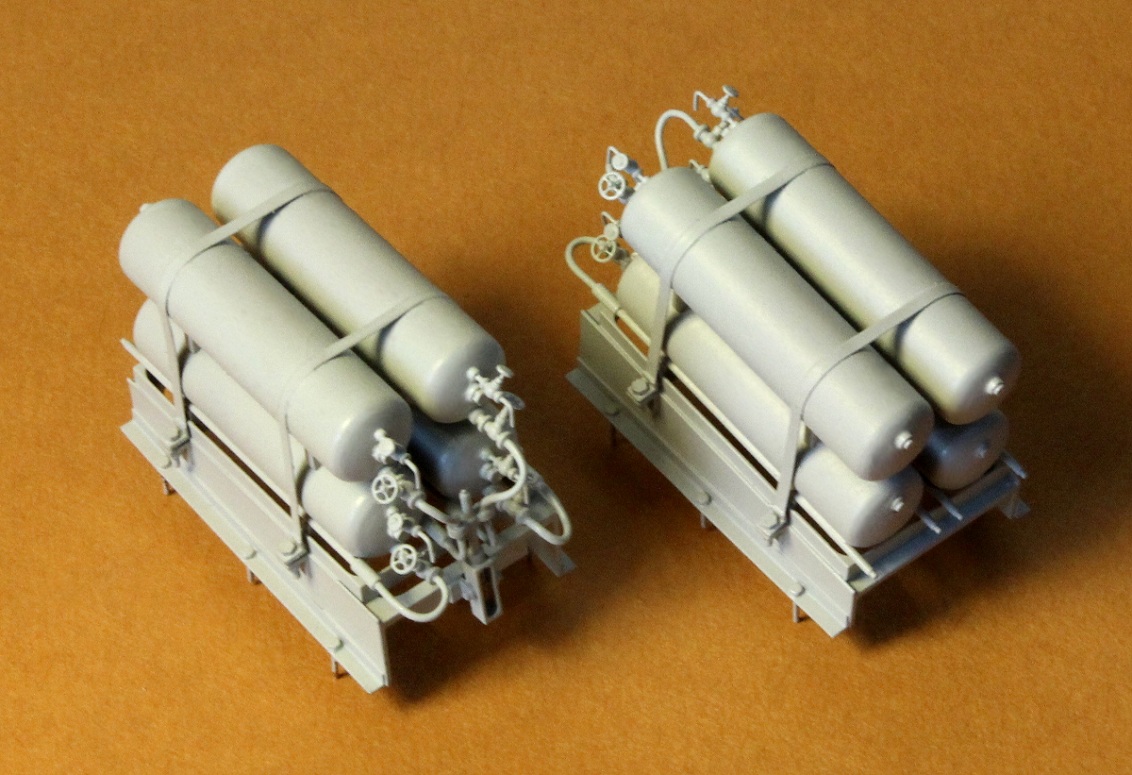
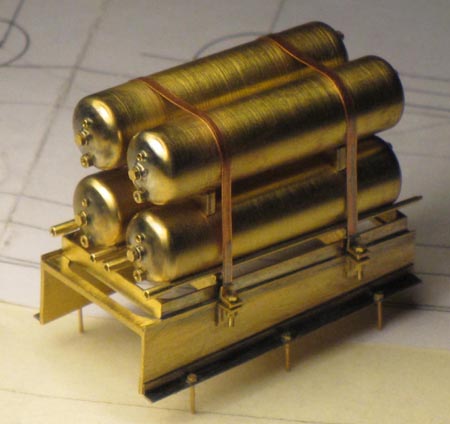
 Nachdem nun auch die beiden oberen Flaschen
mit einem gefrästen Hilfswinkel (für auch hier exakte Längslage) angeklebt
wurden, sieht die Apparatur vorerst so aus.
Nachdem nun auch die beiden oberen Flaschen
mit einem gefrästen Hilfswinkel (für auch hier exakte Längslage) angeklebt
wurden, sieht die Apparatur vorerst so aus.
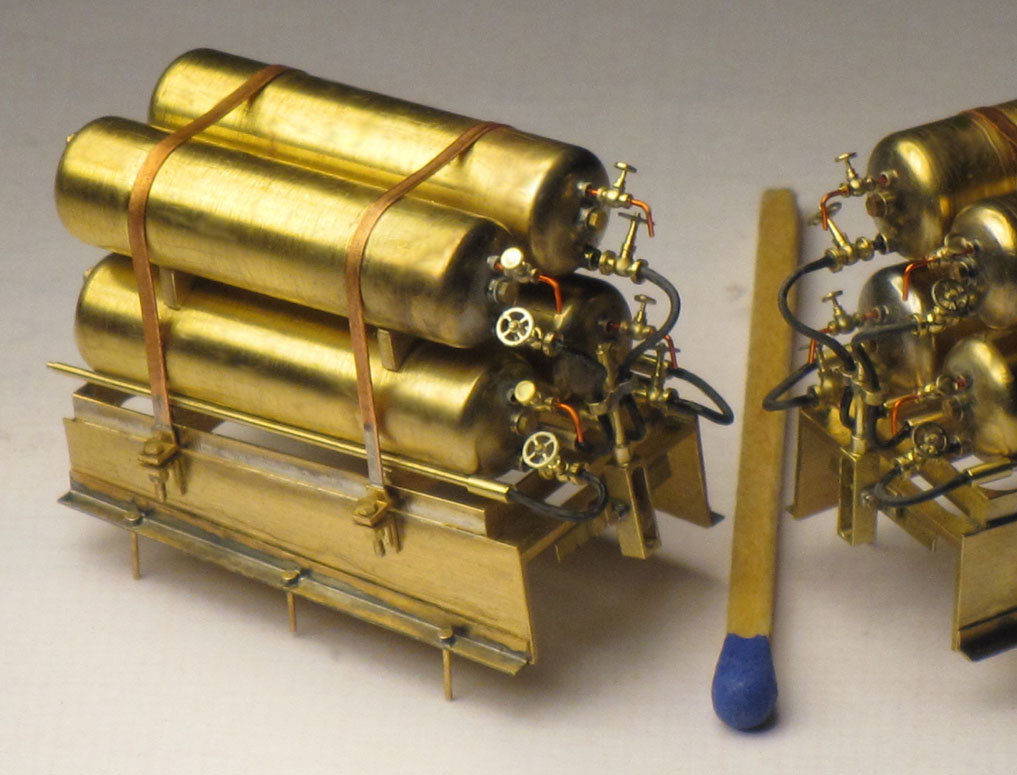
 Jetzt kommen die vier Haltebänder ins Spiel.
Die je acht Schrauben und Muttern M0,6 mit Schlüsselweite 1 mm habe ich bereits
gedreht. Mit einem einfachen Papierstreifen habe ich die gestreckte Länge vom
Haltewinkel der einen zum Winkel auf der anderen ermittelt. Der Wert war 45,5
mm. Ich habe davon noch 1 mm abgezogen, weil ich will, daß die Winkel auf beiden
Seiten noch je 0,5 "Luft", also Anzug haben. Die 0,8 mm breiten
Kupferfolien-Streifen habe ich 44,5 mm abgelängt. Geschnitten habe ich sie
wieder mit meiner Fotoschere mod. Auf der Seite
wabolager hatte ich sie bereits gezeigt.
Jetzt kommen die vier Haltebänder ins Spiel.
Die je acht Schrauben und Muttern M0,6 mit Schlüsselweite 1 mm habe ich bereits
gedreht. Mit einem einfachen Papierstreifen habe ich die gestreckte Länge vom
Haltewinkel der einen zum Winkel auf der anderen ermittelt. Der Wert war 45,5
mm. Ich habe davon noch 1 mm abgezogen, weil ich will, daß die Winkel auf beiden
Seiten noch je 0,5 "Luft", also Anzug haben. Die 0,8 mm breiten
Kupferfolien-Streifen habe ich 44,5 mm abgelängt. Geschnitten habe ich sie
wieder mit meiner Fotoschere mod. Auf der Seite
wabolager hatte ich sie bereits gezeigt.
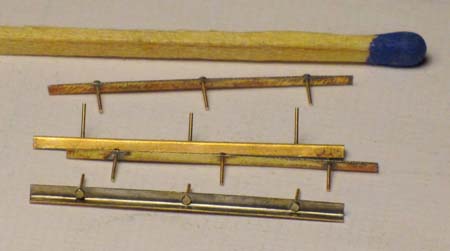
 Die kürzeren acht Winkel wurden an die
Streifenenden gelötet. Unten liegen im Foto die M0,6-Schrauben (2,5 mm lang) und
-Muttern. Die Schlüsselweite ist 1 mm (handelsübliches Ms-Sechskant-Material).
Die kürzeren acht Winkel wurden an die
Streifenenden gelötet. Unten liegen im Foto die M0,6-Schrauben (2,5 mm lang) und
-Muttern. Die Schlüsselweite ist 1 mm (handelsübliches Ms-Sechskant-Material).
 Ich muß zugeben, daß ich beim Festschrauben
der Haltebänder nur mit einer normalen Spitzpinzette fast an die Grenzen meiner
Geschicklichkeit gekommen bin.
Ich muß zugeben, daß ich beim Festschrauben
der Haltebänder nur mit einer normalen Spitzpinzette fast an die Grenzen meiner
Geschicklichkeit gekommen bin.
 So etwa stehen die Smokegeneratoren später
am Heck der Zerstörers. Weil die Balkenbuch hier noch nicht ausgeglichen ist,
stehen sie zwangsläufig etwas nach außen geneigt.
So etwa stehen die Smokegeneratoren später
am Heck der Zerstörers. Weil die Balkenbuch hier noch nicht ausgeglichen ist,
stehen sie zwangsläufig etwas nach außen geneigt.
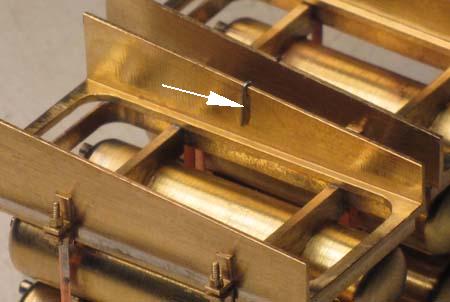 Durch Unterlegen von Drähten habe ich
ermittelt, wann sie gerade stehen. An die später äußeren Rahmenkanten habe ich
mit Sekundenkleber 0,3-mm-Drahtstücke geklebt (weißer Pfeil), scharfkantig nach
außen gewinkelt und mit einem Seitenschneider bündig abgeschnitten. Die Rahmen
stehen nun mit der gegenüberliegenden Kante und mit dem Draht auf dem Deck -
wenn die vier 1,4 x 1,4-mm-L-Winkel angeklebt werden.
Durch Unterlegen von Drähten habe ich
ermittelt, wann sie gerade stehen. An die später äußeren Rahmenkanten habe ich
mit Sekundenkleber 0,3-mm-Drahtstücke geklebt (weißer Pfeil), scharfkantig nach
außen gewinkelt und mit einem Seitenschneider bündig abgeschnitten. Die Rahmen
stehen nun mit der gegenüberliegenden Kante und mit dem Draht auf dem Deck -
wenn die vier 1,4 x 1,4-mm-L-Winkel angeklebt werden.
 Diese habe ich auf 30,5 mm Länge plangedreht
(hier) und in einer
Novotex-Platte als Lötvorrichtung habe ich je drei (käufliche!)
Schraubenkopfimitate eingelötet. Ihre Schlüsselweite ist 0,8 mm und der Zapfen
hat einen Durchmesser von 0,38 mm. Diese Imitate kann man in Zehntelstufungen
bis 0,4 mm kaufen!
Diese habe ich auf 30,5 mm Länge plangedreht
(hier) und in einer
Novotex-Platte als Lötvorrichtung habe ich je drei (käufliche!)
Schraubenkopfimitate eingelötet. Ihre Schlüsselweite ist 0,8 mm und der Zapfen
hat einen Durchmesser von 0,38 mm. Diese Imitate kann man in Zehntelstufungen
bis 0,4 mm kaufen!
 Die vier L-Winkel, nun fertig und verputzt.
Selbstverständlich sind alle Bohrungsabstände vollkommen gleich (damit ich mit
Vorrichtungen arbeiten kann!)
Die vier L-Winkel, nun fertig und verputzt.
Selbstverständlich sind alle Bohrungsabstände vollkommen gleich (damit ich mit
Vorrichtungen arbeiten kann!)
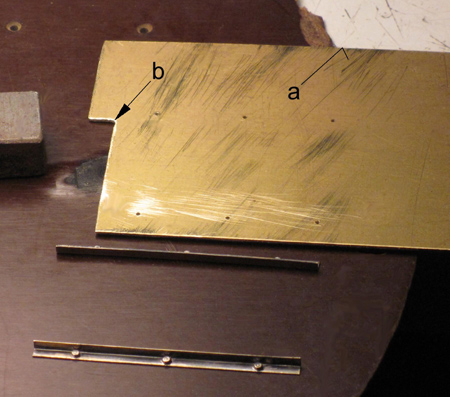 Die erste Vorrichtung ist eine Bohrschablone
für die richtigen Bohrungsabstände. Die sechs 0,5-mm-Bohrungen in das
Messingblech habe ich auf der Fräsmaschine per Koordinaten-Bohren eingebracht.
Der Blechstreifen ist dreimal so lang, als hier im Bild zu sehen. Mit der Kante
a wird er an der Linie Mitte-Schiff (MS), die über die gesamte Modell-Länge auf
das Deck gezeichnet ist, angelegt, die Ecke b an die Kante vom Deck am Heck.
Unter der Bohrschablone liegt hier die Klebe-Lehre (Novotex 2 mm dick), welche bereits mit der
Bohrschablone gebohrt wurde. Zwei L-Winkel sind eingesteckt. Nun wird hier der
Rahmen mit den Flaschen eingesteckt und mit Sekundenkleber angeklebt.
Die erste Vorrichtung ist eine Bohrschablone
für die richtigen Bohrungsabstände. Die sechs 0,5-mm-Bohrungen in das
Messingblech habe ich auf der Fräsmaschine per Koordinaten-Bohren eingebracht.
Der Blechstreifen ist dreimal so lang, als hier im Bild zu sehen. Mit der Kante
a wird er an der Linie Mitte-Schiff (MS), die über die gesamte Modell-Länge auf
das Deck gezeichnet ist, angelegt, die Ecke b an die Kante vom Deck am Heck.
Unter der Bohrschablone liegt hier die Klebe-Lehre (Novotex 2 mm dick), welche bereits mit der
Bohrschablone gebohrt wurde. Zwei L-Winkel sind eingesteckt. Nun wird hier der
Rahmen mit den Flaschen eingesteckt und mit Sekundenkleber angeklebt.
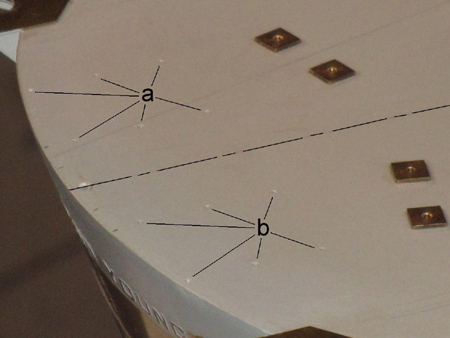 In dem Foto habe ich die MS-Linie digital als Strich-Punkt-Linie
nachgezogen. Mit der Bohrschablone sind die sechs Bohrungen a auf der
Backbord-Seite und jene b auf der Steuerbordseite gebohrt. Jetzt könnte das Deck
dunkelgrau gespritzt und die hellgrau gespritzten Smoke-Generatoren eingeklebt werden. Die je sechs Suchstifte erleichtern enorm
das spätere Ankleben. Kleber an die Stifte, einstecken, fertig, sie stehen an
der richtigen Stelle, ohne das Deck zu verschmieren!
In dem Foto habe ich die MS-Linie digital als Strich-Punkt-Linie
nachgezogen. Mit der Bohrschablone sind die sechs Bohrungen a auf der
Backbord-Seite und jene b auf der Steuerbordseite gebohrt. Jetzt könnte das Deck
dunkelgrau gespritzt und die hellgrau gespritzten Smoke-Generatoren eingeklebt werden. Die je sechs Suchstifte erleichtern enorm
das spätere Ankleben. Kleber an die Stifte, einstecken, fertig, sie stehen an
der richtigen Stelle, ohne das Deck zu verschmieren!
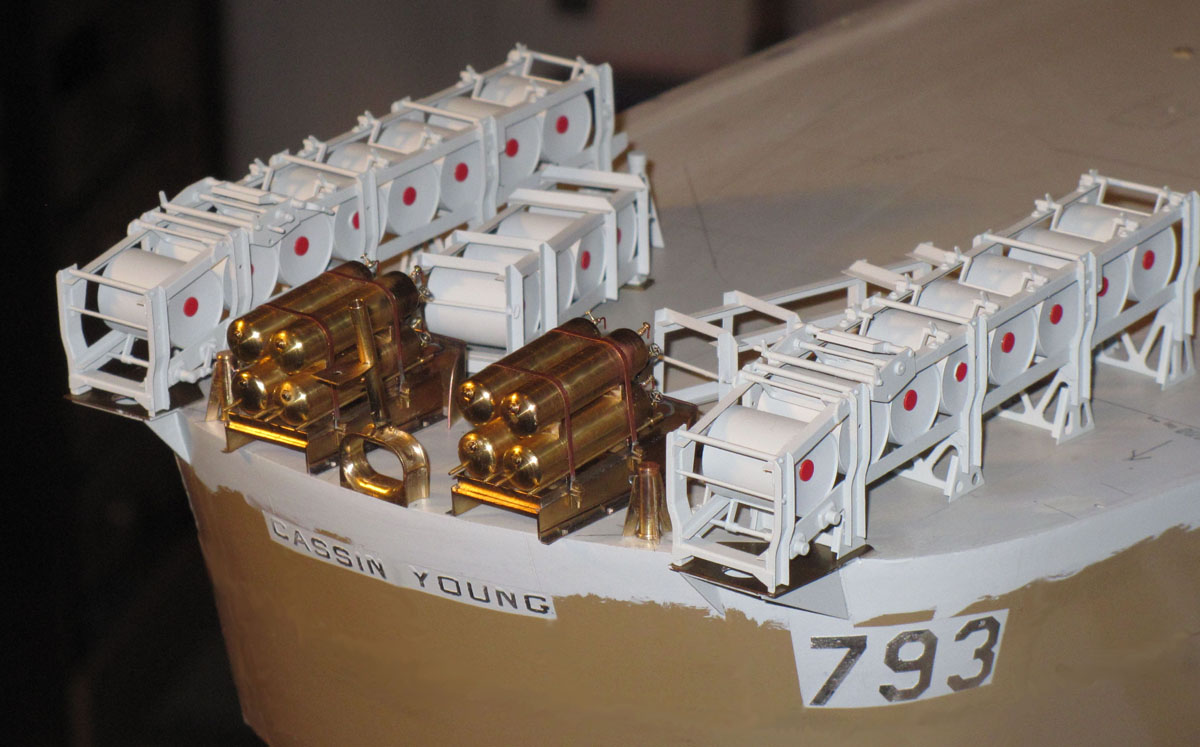
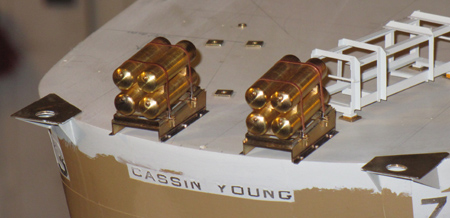 Das Heck der USS CASSIN YOUNG mit den
provisorisch eingesteckten Smoke-Generatoren. Rechts im Bild einer der beiden
"Racks" für die Nachlade-Wasserbomben. Er steht schräg auf dem Deck und hat
bereits die hellgraue Farbe.
Das Heck der USS CASSIN YOUNG mit den
provisorisch eingesteckten Smoke-Generatoren. Rechts im Bild einer der beiden
"Racks" für die Nachlade-Wasserbomben. Er steht schräg auf dem Deck und hat
bereits die hellgraue Farbe.
 An den Nebelwerfern fehlen u.a. noch
div. Rohrleitungen mit Ventilen (Schiebern)(zwei verschiedene Größen). Sie sind
im M 1:50 sehr winzig. Für die Handräder verwende ich Ätzteile von der Fa.
Seamann. Ich versuche zuerst die acht größeren Ventile herzustellen. Die
Handräder dazu haben einen schon etwas überdimensionierten Durchmesser von 2 mm.
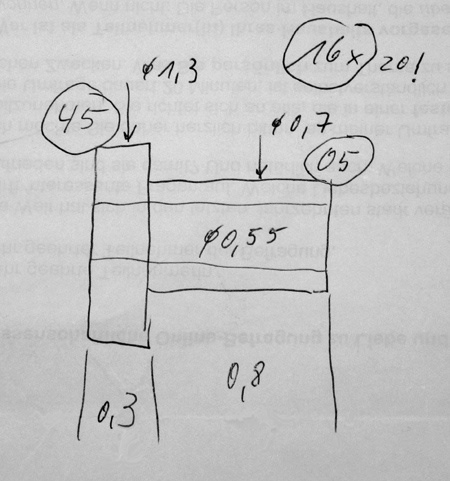
Für jedes Ventil benötige ich Flanschbuchsen, deren Maßskizze hier zu sehen ist.
In die Bohrung 0,55 wird später bei der Montage die Rohrleitung, das ist eine
Gummilitze von 0,5 mm Durchmesser, gesteckt. Bei so winzigen Teilen muß (!) man
die Bohrung zuerst bohren, also 0,55 und etwa 2 mm tief. Dann werden an das
2,5-mm-Ms-Material die beiden Durchmesser 0,7 und 1,3 angedreht, der Durchmesser
1,3 selbstverständlich wesentlich länger als 0,3 mm. Die Zahlen in den Kreisen
(45 und 05) sind die Skalen-Anfahrwerte für die betreffenden Durchmesser. Zwei
könnte man sich noch merken. Doch wenn man viele Absätze in einer Einspannung
drehen will, so ist dieses Verfahren schon gut. Wenn der Durchmesser 0,7
angedreht ist, so hat man an der Stelle rein rechnerisch eine Wandstärke von
0,075 mm, in der Praxis u.U. noch etwas weniger, wenn der Bohrer größer gebohrt
hat. Doch bei Spannzangen-Spannung kann man so dünne Wandstärken drehen - wenn
der HSS-Drehstahl (!) richtig scharf ist.
An den Nebelwerfern fehlen u.a. noch
div. Rohrleitungen mit Ventilen (Schiebern)(zwei verschiedene Größen). Sie sind
im M 1:50 sehr winzig. Für die Handräder verwende ich Ätzteile von der Fa.
Seamann. Ich versuche zuerst die acht größeren Ventile herzustellen. Die
Handräder dazu haben einen schon etwas überdimensionierten Durchmesser von 2 mm.
Für jedes Ventil benötige ich Flanschbuchsen, deren Maßskizze hier zu sehen ist.
In die Bohrung 0,55 wird später bei der Montage die Rohrleitung, das ist eine
Gummilitze von 0,5 mm Durchmesser, gesteckt. Bei so winzigen Teilen muß (!) man
die Bohrung zuerst bohren, also 0,55 und etwa 2 mm tief. Dann werden an das
2,5-mm-Ms-Material die beiden Durchmesser 0,7 und 1,3 angedreht, der Durchmesser
1,3 selbstverständlich wesentlich länger als 0,3 mm. Die Zahlen in den Kreisen
(45 und 05) sind die Skalen-Anfahrwerte für die betreffenden Durchmesser. Zwei
könnte man sich noch merken. Doch wenn man viele Absätze in einer Einspannung
drehen will, so ist dieses Verfahren schon gut. Wenn der Durchmesser 0,7
angedreht ist, so hat man an der Stelle rein rechnerisch eine Wandstärke von
0,075 mm, in der Praxis u.U. noch etwas weniger, wenn der Bohrer größer gebohrt
hat. Doch bei Spannzangen-Spannung kann man so dünne Wandstärken drehen - wenn
der HSS-Drehstahl (!) richtig scharf ist.
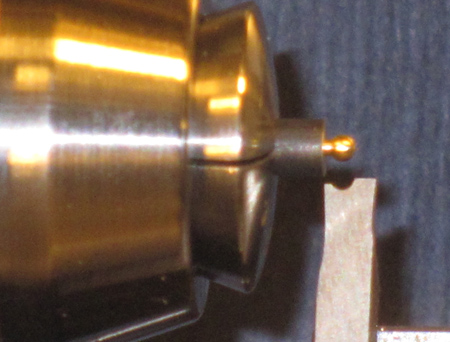
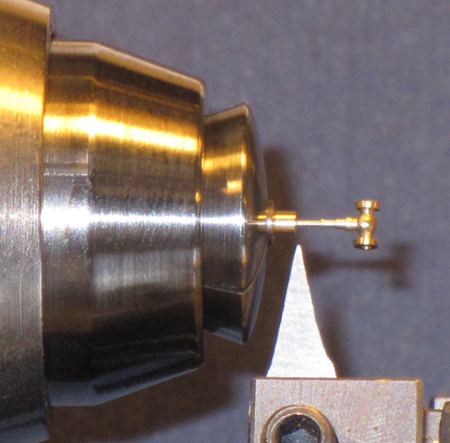
 Abgestochen habe ich den Bund
allerdings nicht 0,3 mm, sondern etwa 0,5 lang. Für das Plandrehen auf 0,3 mm
Länge habe ich die winzige Buchse in die 0,7-mm-Spannzange genommen. Es muß
allerdings, wie im Bild zu sehen, ein gut passender Draht in die Bohrung
gesteckt werden, damit man die dünnwandige Buchse nicht total zerdrückt. Er ragt
nur sehr wenig bis gar nicht aus der Buchse heraus und wird stets mit
plangedreht.
Abgestochen habe ich den Bund
allerdings nicht 0,3 mm, sondern etwa 0,5 lang. Für das Plandrehen auf 0,3 mm
Länge habe ich die winzige Buchse in die 0,7-mm-Spannzange genommen. Es muß
allerdings, wie im Bild zu sehen, ein gut passender Draht in die Bohrung
gesteckt werden, damit man die dünnwandige Buchse nicht total zerdrückt. Er ragt
nur sehr wenig bis gar nicht aus der Buchse heraus und wird stets mit
plangedreht.
 Die Flanschbuchsen fertig auf Länge
gedreht. Unten liegt eine Buchse mit der eingesteckten Rohr-Gummi-Litze und der
0,55-mm-Bohrer.
Die Flanschbuchsen fertig auf Länge
gedreht. Unten liegt eine Buchse mit der eingesteckten Rohr-Gummi-Litze und der
0,55-mm-Bohrer.
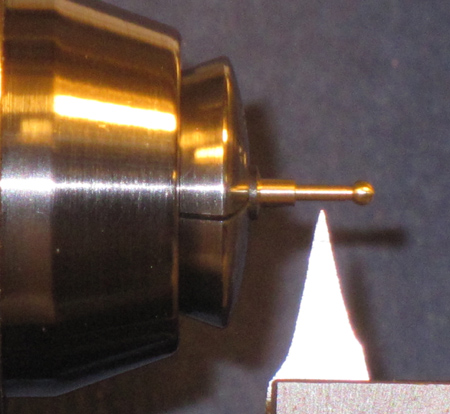
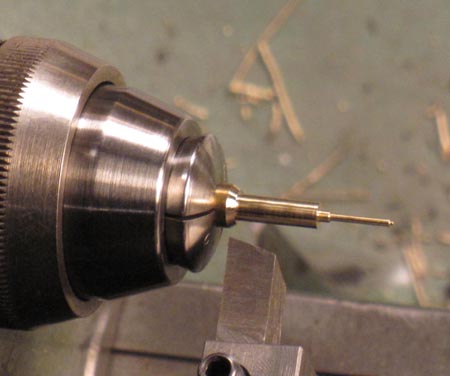
 Die Ventilkörper haben eine kugelige
Grundform. Mit einem Kugel-Formstechstahl (gehärteter Silberstahl) habe ich als
erstes die Kugeln angestochen. Die 0°-Spanfläche muß extrem genau auf Drehmitte
stehen. Der Drehstahl ist selbstverständlich sehr lang gespannt (im
Stahlhalter), aber möglichst kurz ausragend! Weil die Rundung im Drehstahl mit
einem 1,1-mm-Bohrer gebohrt wurde, entsteht eine sehr genaue Kugel mit 1,1 mm
Durchmesser.
Die Ventilkörper haben eine kugelige
Grundform. Mit einem Kugel-Formstechstahl (gehärteter Silberstahl) habe ich als
erstes die Kugeln angestochen. Die 0°-Spanfläche muß extrem genau auf Drehmitte
stehen. Der Drehstahl ist selbstverständlich sehr lang gespannt (im
Stahlhalter), aber möglichst kurz ausragend! Weil die Rundung im Drehstahl mit
einem 1,1-mm-Bohrer gebohrt wurde, entsteht eine sehr genaue Kugel mit 1,1 mm
Durchmesser.
 Hier sieht man einige der begonnenen Teile.
Hier sieht man einige der begonnenen Teile.
 Mit einem Spitz-Drehstahl wird weiter
gedreht.
Mit einem Spitz-Drehstahl wird weiter
gedreht.
 Die Teile sehen nun so aus.
Die Teile sehen nun so aus.
 In die Kugeln (Durchmesser 1,1) wurden quer
mit einer simplen "Bohrlehre" zuerst 0,4-mm-Durchgangsbohrungen gebohrt. Diese
Lehre ist ein einfaches Blechstück, 1,5 mm dick, in das eine 0,4-mm-Bohrung
kommt. Die Bohrung wird an der Unterseite fein entgratet. Dann wird das Blech
möglichst waagerecht mit der kleinen Bohrung auf die Kugel gesetzt, dabei
"zentriert" sich die Bohrung selbst sehr genau zur Kugel. So kann möglichst
genau senkrecht durch die Kugel gebohrt werden. Ich halte ein Holzstück unter,
damit sich der Zapfen nicht verbiegt. Dann wird auf 0,7 mm aufgebohrt, gut
entgratet!
In die Kugeln (Durchmesser 1,1) wurden quer
mit einer simplen "Bohrlehre" zuerst 0,4-mm-Durchgangsbohrungen gebohrt. Diese
Lehre ist ein einfaches Blechstück, 1,5 mm dick, in das eine 0,4-mm-Bohrung
kommt. Die Bohrung wird an der Unterseite fein entgratet. Dann wird das Blech
möglichst waagerecht mit der kleinen Bohrung auf die Kugel gesetzt, dabei
"zentriert" sich die Bohrung selbst sehr genau zur Kugel. So kann möglichst
genau senkrecht durch die Kugel gebohrt werden. Ich halte ein Holzstück unter,
damit sich der Zapfen nicht verbiegt. Dann wird auf 0,7 mm aufgebohrt, gut
entgratet!
 Das Teil wird wieder in die Zange der
Uhrmacherdrehmaschine genommen. So konnte ich die beiden Flanschbuchsen
einstecken, seitlich zentrieren (mit Daumen und Zeigefinger der linken Hand) und mit winzigen Tropfen Sekundenkleber sichern
(rechte Hand, 0,25-mm-Draht).
Die weiteren Dreharbeitsgänge werden also mit bereits eingeklebten Buchsen
gemacht...!
Das Teil wird wieder in die Zange der
Uhrmacherdrehmaschine genommen. So konnte ich die beiden Flanschbuchsen
einstecken, seitlich zentrieren (mit Daumen und Zeigefinger der linken Hand) und mit winzigen Tropfen Sekundenkleber sichern
(rechte Hand, 0,25-mm-Draht).
Die weiteren Dreharbeitsgänge werden also mit bereits eingeklebten Buchsen
gemacht...!
 Das sieht so aus. Spitzdrehstahl und
sehr niedrige Drehzahl. Vorher ermittelt man an einem anderen Materialstück,
welcher Skalenwert z.B. dem kleinsten Durchmesser 0,3 mm entspricht! So kann man
in einer Einspannung alle 4 Absätze mit verschiedenen Durchmessern und Längen
(ebenfalls nach Skala arbeiten) andrehen. Ganz hinten, wo der Drehstahl eben
steht, wird auf Durchmesser 0,2 mm eingestochen und das Teil dann mit einer
Pinzette abgebrochen.
Das sieht so aus. Spitzdrehstahl und
sehr niedrige Drehzahl. Vorher ermittelt man an einem anderen Materialstück,
welcher Skalenwert z.B. dem kleinsten Durchmesser 0,3 mm entspricht! So kann man
in einer Einspannung alle 4 Absätze mit verschiedenen Durchmessern und Längen
(ebenfalls nach Skala arbeiten) andrehen. Ganz hinten, wo der Drehstahl eben
steht, wird auf Durchmesser 0,2 mm eingestochen und das Teil dann mit einer
Pinzette abgebrochen.
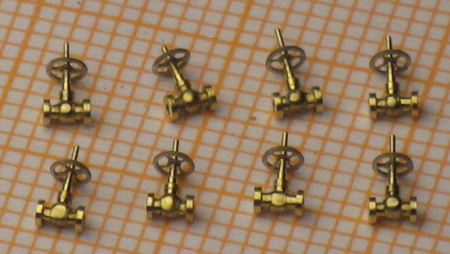 Ich möchte es nicht unerwähnt lassen:
die acht Ventile liegen auf Millimeterpapier! Die Grenze der Machbarkeit war
wieder einmal erreicht. Hier sind die kleinen Handräder auf die noch überlangen
0,3-mm-Zapfen geklebt (Sekundenkleber).
Ich möchte es nicht unerwähnt lassen:
die acht Ventile liegen auf Millimeterpapier! Die Grenze der Machbarkeit war
wieder einmal erreicht. Hier sind die kleinen Handräder auf die noch überlangen
0,3-mm-Zapfen geklebt (Sekundenkleber).
 Und hier sind die Zapfen bis auf einen
kleinen überstehenden Rest abgeschnitten (Seitenschneider).
Und hier sind die Zapfen bis auf einen
kleinen überstehenden Rest abgeschnitten (Seitenschneider).
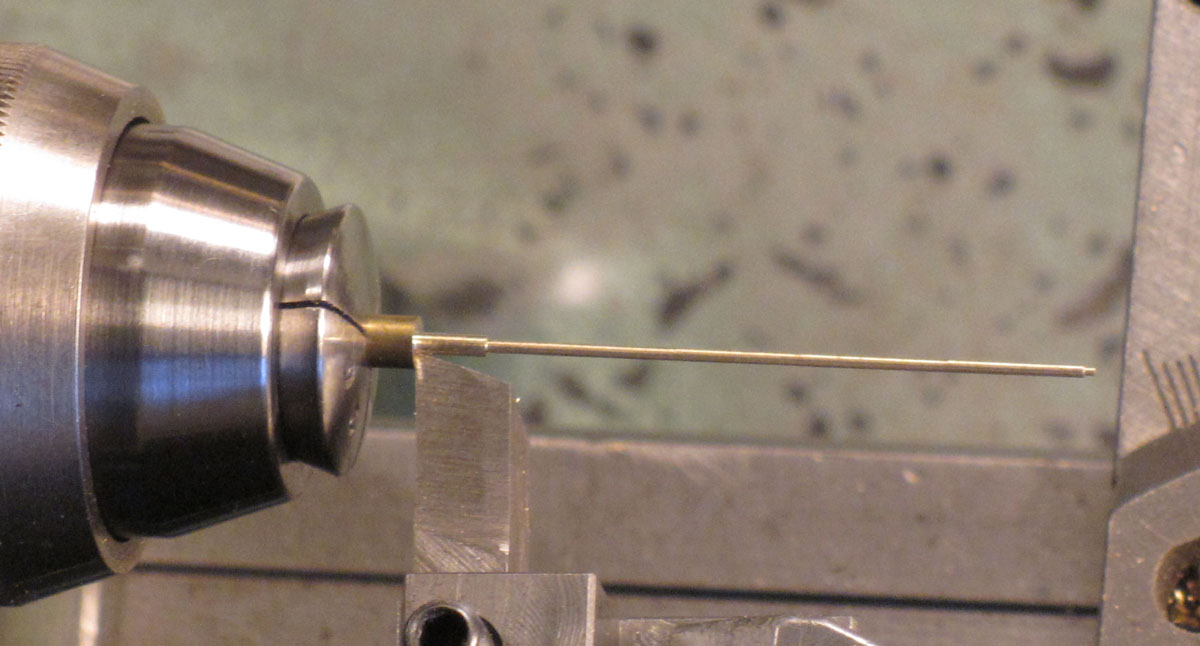
 (Foto
anklicken) Hier werden die acht Sprührohre gedreht. Die eigentliche
Sprühdüse ganz rechts: Durchmesser 0,4 x 0,5 mm lang, das lange Rohrstück
Durchmesser 0,6 x 28 mm lang, links das Anschlußstück: Durchmesser 1 mm x 2,5 mm
lang, es erhält eine 0,55-mm-Bohrung (1,5 tief). Der Obersupport muß auf exaktes
zylindrisches Drehen eingerichtet sein. Das Material hat 2,5 mm Durchmesser.
Alle Durchmesser an diesen schlanken Teilen werden in etwa 5 bis 6 mm langen
Stücken bei höchstens zwei Zustellungen quasi "in einem Span" - nach justierter
Skala - fertiggedreht. Justierte Skala bedeutet, daß ich weiß, bei welchem
Skalenwert welcher Durchmesser entsteht, messen von Durchmessern ist dann nicht
mehr nötig!
(Foto
anklicken) Hier werden die acht Sprührohre gedreht. Die eigentliche
Sprühdüse ganz rechts: Durchmesser 0,4 x 0,5 mm lang, das lange Rohrstück
Durchmesser 0,6 x 28 mm lang, links das Anschlußstück: Durchmesser 1 mm x 2,5 mm
lang, es erhält eine 0,55-mm-Bohrung (1,5 tief). Der Obersupport muß auf exaktes
zylindrisches Drehen eingerichtet sein. Das Material hat 2,5 mm Durchmesser.
Alle Durchmesser an diesen schlanken Teilen werden in etwa 5 bis 6 mm langen
Stücken bei höchstens zwei Zustellungen quasi "in einem Span" - nach justierter
Skala - fertiggedreht. Justierte Skala bedeutet, daß ich weiß, bei welchem
Skalenwert welcher Durchmesser entsteht, messen von Durchmessern ist dann nicht
mehr nötig!
 Die Teile noch vor dem Abstechen. Acht
sind nötig, ich habe wieder zwei mehr gemacht.
Die Teile noch vor dem Abstechen. Acht
sind nötig, ich habe wieder zwei mehr gemacht.
 Hier sind die vier Stangen bereits
unter die unteren Flaschen geklebt. Zu erkennen: die 0,55-mm-Bohrungen am
vorderen, höher liegenden Ende.
Hier sind die vier Stangen bereits
unter die unteren Flaschen geklebt. Zu erkennen: die 0,55-mm-Bohrungen am
vorderen, höher liegenden Ende.
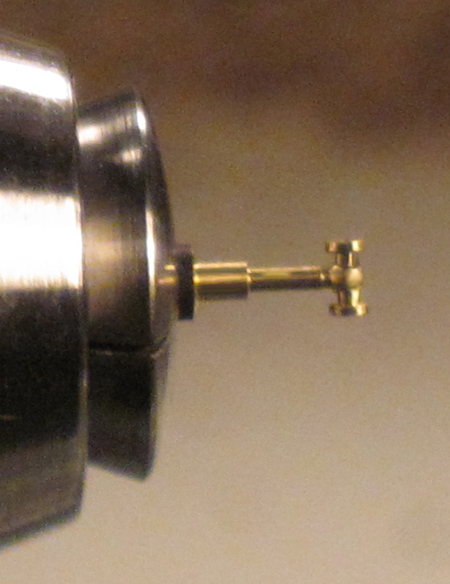
 Bevor ich die Rohrleitungen mit den
Ventilen montieren kann, muß ich erst die Sliphebel herstellen. Die Fertigung
beginnt, wie so oft, als einfaches Drehteil. Der längere Hebel hat einen
Durchmesser von 0,7 mm. Das dickere Stück einen solchen von 2,5 mm.
Bevor ich die Rohrleitungen mit den
Ventilen montieren kann, muß ich erst die Sliphebel herstellen. Die Fertigung
beginnt, wie so oft, als einfaches Drehteil. Der längere Hebel hat einen
Durchmesser von 0,7 mm. Das dickere Stück einen solchen von 2,5 mm.
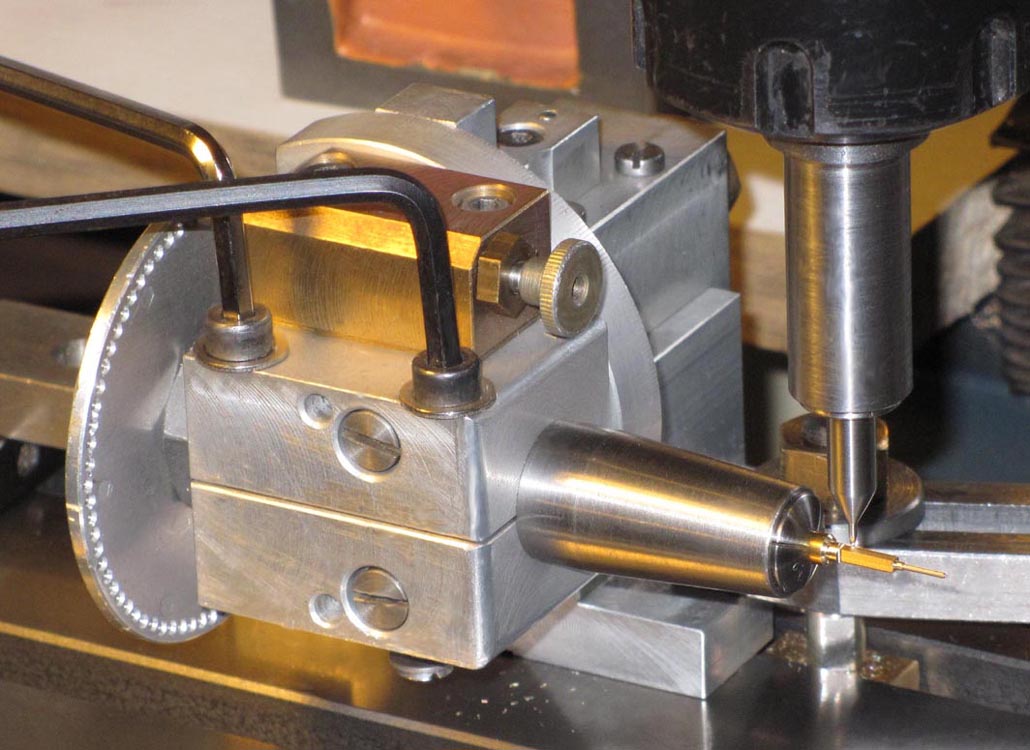
 (Foto anklicken) Das Foto zeigt als Übersicht das
Teilgerät auf der Fräsmaschine mit der 4-mm-Spannzange. Darin eingespannt der
eben gedrehte Sliphebel-Rohling. In der Arbeitsspindel ein 1-mm-Fingerfräser.
Mit dessen Umfangsschneiden (!) wird in kleinen Spänen ein Quadrat-Profil 1,6 x
1,6 mm angefräst.
(Foto anklicken) Das Foto zeigt als Übersicht das
Teilgerät auf der Fräsmaschine mit der 4-mm-Spannzange. Darin eingespannt der
eben gedrehte Sliphebel-Rohling. In der Arbeitsspindel ein 1-mm-Fingerfräser.
Mit dessen Umfangsschneiden (!) wird in kleinen Spänen ein Quadrat-Profil 1,6 x
1,6 mm angefräst.
 Hier die (etwas unklare) Nahaufnahme davon.
Hier die (etwas unklare) Nahaufnahme davon.
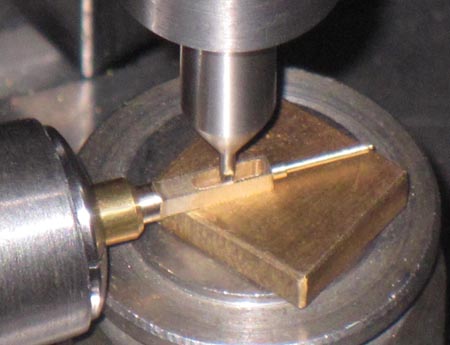 Mit den Umfangsschneiden des Fräsers
arbeiten wir hier deshalb, weil es so sehr einfach ist, für den in der Mitte zu
fräsenden, 1 mm breiten und 5 mm langen Durchbruch exakt die Mitte zu finden.
Von der eben gefrästen Außenfläche verfahre ich den Fräser genau 1,3 mm in
Y-Richtung und ich bin so genau in der Mitte des Teils (Fräserradius 0,5 plus
halbe Profilbreite 0,8 = 1,3 mm). Anders kann man es sinnvoll gar nicht machen.
In X-Richtung habe ich ebenfalls meine End-Skalenwerte, die ich bei jedem Span
anfahre. Die kleine Messingplatte liegt darunter, weil ich nach dem Durchfräsen
(16 Späne von je nur 0,1 mm Spantiefe) nicht in den Schraubbock fräsen will.
Dieser steht darunter, damit sich das Teil durch den Druck vom Fräser nicht
verbiegt.
Mit den Umfangsschneiden des Fräsers
arbeiten wir hier deshalb, weil es so sehr einfach ist, für den in der Mitte zu
fräsenden, 1 mm breiten und 5 mm langen Durchbruch exakt die Mitte zu finden.
Von der eben gefrästen Außenfläche verfahre ich den Fräser genau 1,3 mm in
Y-Richtung und ich bin so genau in der Mitte des Teils (Fräserradius 0,5 plus
halbe Profilbreite 0,8 = 1,3 mm). Anders kann man es sinnvoll gar nicht machen.
In X-Richtung habe ich ebenfalls meine End-Skalenwerte, die ich bei jedem Span
anfahre. Die kleine Messingplatte liegt darunter, weil ich nach dem Durchfräsen
(16 Späne von je nur 0,1 mm Spantiefe) nicht in den Schraubbock fräsen will.
Dieser steht darunter, damit sich das Teil durch den Druck vom Fräser nicht
verbiegt.
 Nach dem Verputzen/Entgraten sehen die Teile vorerst so aus. Man erkennt, wie
herrlich genau der Durchbruch in der Mitte liegt. Sie müssen nun noch abgesägt
werden und je zwei Scharnierwinkel kommen dran.
Nach dem Verputzen/Entgraten sehen die Teile vorerst so aus. Man erkennt, wie
herrlich genau der Durchbruch in der Mitte liegt. Sie müssen nun noch abgesägt
werden und je zwei Scharnierwinkel kommen dran.
 Hier habe ich die 0,5-mm-Gummilitze in
die Ventile gesteckt und mit Sekundenkleber gesichert.
Hier habe ich die 0,5-mm-Gummilitze in
die Ventile gesteckt und mit Sekundenkleber gesichert.
 Und hier sind die Leitungen unten
bereits eingeklebt. Die Ventilachsen stehen etwa 45° nach außen geneigt.
Und hier sind die Leitungen unten
bereits eingeklebt. Die Ventilachsen stehen etwa 45° nach außen geneigt.
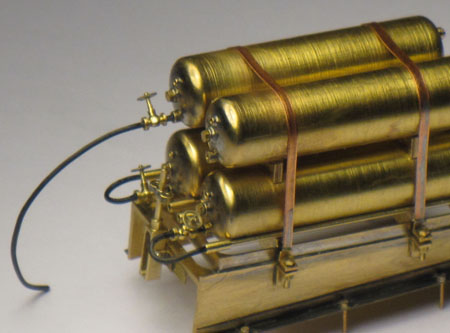
 (Foto anklicken) Hier sind alle Leitungen fertig und man
erkennt auch die oben angefertigten Sliphebel. Sind noch die oberen Anschlüsse
mit den kleineren Ventilen (ich vermute sie als Entlüftungen...?) zu bauen.
(Foto anklicken) Hier sind alle Leitungen fertig und man
erkennt auch die oben angefertigten Sliphebel. Sind noch die oberen Anschlüsse
mit den kleineren Ventilen (ich vermute sie als Entlüftungen...?) zu bauen.
 Für diese kleineren Ventile habe ich mich
für eine andere Bauweise entschieden. Die im Foto zu erkennenden Kugelformen
haben einen Durchmesser von nur 1 mm, die Bohrung 0,35 mm. Die Teile werden aus
2,5-mm-Rundmessing gedreht. Damit ich bei allen (Dreh-)Arbeitsgängen "nach
Skala" arbeiten kann, erhielten die Stücke zuerst einen Spannzapfen Durchmesser
2 x 5 mm. So können die Teile jeweils bis zur Stirn der Spannzange geschoben
werden.
Für diese kleineren Ventile habe ich mich
für eine andere Bauweise entschieden. Die im Foto zu erkennenden Kugelformen
haben einen Durchmesser von nur 1 mm, die Bohrung 0,35 mm. Die Teile werden aus
2,5-mm-Rundmessing gedreht. Damit ich bei allen (Dreh-)Arbeitsgängen "nach
Skala" arbeiten kann, erhielten die Stücke zuerst einen Spannzapfen Durchmesser
2 x 5 mm. So können die Teile jeweils bis zur Stirn der Spannzange geschoben
werden.
Weiter geht es auch
hier.
 An die "Kugeln" werden winzige Flächen
angefräst und dann 0-3-mm-Bohrungen durch die Kugel gebohrt. Links liegen die
senkrechten Ventilkörper mit den bereits angedrehten Handrädern.
An die "Kugeln" werden winzige Flächen
angefräst und dann 0-3-mm-Bohrungen durch die Kugel gebohrt. Links liegen die
senkrechten Ventilkörper mit den bereits angedrehten Handrädern.
 Mit dem Zapfen werden diese Teile in die
Kugel gesteckt...
Mit dem Zapfen werden diese Teile in die
Kugel gesteckt...
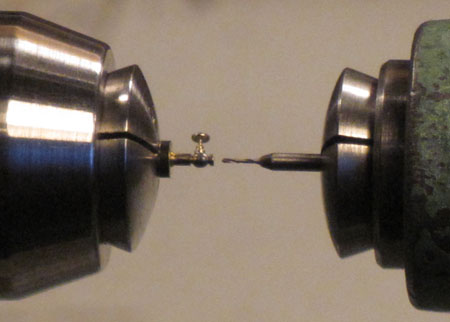
 (Foto anklicken) ...und angelötet. Das Zinn wird nur an
der mit Pfeil bezeichneten Stelle an die Kugel gegeben, dort ragt der
0,3-mm-Zapfen leicht aus. Bei (a) hat der Zapfen einen Durchmesser von nur 0,2
mm. Mit winzigen, sorgfältig geschliffenen HSS-Drehstählen, deren Hauptschneiden
außerdem exakt auf Drehmitte eingespannt sind, ist das Drehen so kleiner Teile
durchaus kein Hexenwerk.
(Foto anklicken) ...und angelötet. Das Zinn wird nur an
der mit Pfeil bezeichneten Stelle an die Kugel gegeben, dort ragt der
0,3-mm-Zapfen leicht aus. Bei (a) hat der Zapfen einen Durchmesser von nur 0,2
mm. Mit winzigen, sorgfältig geschliffenen HSS-Drehstählen, deren Hauptschneiden
außerdem exakt auf Drehmitte eingespannt sind, ist das Drehen so kleiner Teile
durchaus kein Hexenwerk.
 Nach dem Einlöten und Verputzen von
überschüssigem Lötzinn, wird die Mittenbohrung noch einmal 0,3 mm durchgebohrt.
Nach dem Einlöten und Verputzen von
überschüssigem Lötzinn, wird die Mittenbohrung noch einmal 0,3 mm durchgebohrt.
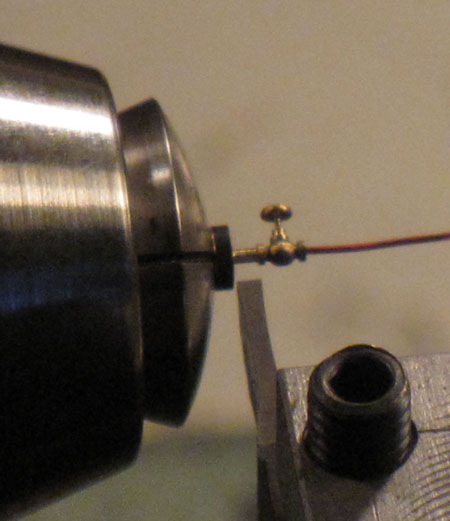 Für das Abstechen des fertigen Ventils
an der linken Flanschseite hatte ich jeweils einen 0,3-mm-Draht eingesteckt.
Ansonsten fliegt das kleine Teil in irgend eine Ecke und man findet es nie
wieder...!
Für das Abstechen des fertigen Ventils
an der linken Flanschseite hatte ich jeweils einen 0,3-mm-Draht eingesteckt.
Ansonsten fliegt das kleine Teil in irgend eine Ecke und man findet es nie
wieder...!
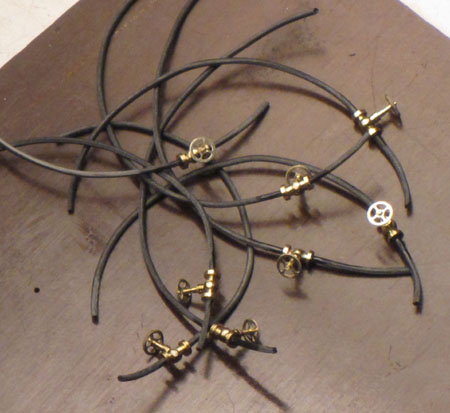
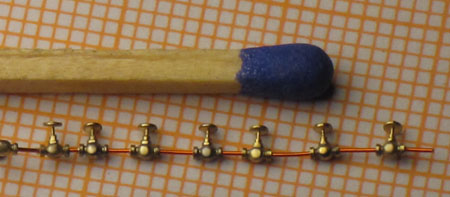 Nach dem Webschneiden des winzigen Restes
vom Abstechen, habe ich die acht Ventile "nur mal so" auf einen 0,3-mm-Draht
gesteckt. Man erkennt die Gleichförmigkeit der Teile... doppelter
Größenvergleich: Millimeterpapier und Streichholz
Nach dem Webschneiden des winzigen Restes
vom Abstechen, habe ich die acht Ventile "nur mal so" auf einen 0,3-mm-Draht
gesteckt. Man erkennt die Gleichförmigkeit der Teile... doppelter
Größenvergleich: Millimeterpapier und Streichholz
 (Foto anklicken) Hier sind die Ventile mit
0,3-mm-Cu-Lackdraht an die Flaschen der Nebelerzeuger angebaut. Es war schon
eine knifflige Angelegenheit. Man erkennt den Unterschied zu den etwas größeren
Ventilen. Die Teile sind nun für die Spritzlackierung fertig.
(Foto anklicken) Hier sind die Ventile mit
0,3-mm-Cu-Lackdraht an die Flaschen der Nebelerzeuger angebaut. Es war schon
eine knifflige Angelegenheit. Man erkennt den Unterschied zu den etwas größeren
Ventilen. Die Teile sind nun für die Spritzlackierung fertig.
 (Foto anklicken) So würde das Heck des Zerstörer-Modells
aussehen, wenn ich die Teile voreilig montieren würde. Auch die
WABO-Abrollbahnen Typ Mk3
haben je mehrere Suchstifte.
(Foto anklicken) So würde das Heck des Zerstörer-Modells
aussehen, wenn ich die Teile voreilig montieren würde. Auch die
WABO-Abrollbahnen Typ Mk3
haben je mehrere Suchstifte.
 (Foto anklicken)
Eine Nahaufnahme "in Farbe".
(Foto anklicken)
Eine Nahaufnahme "in Farbe".

zurück/back |
home