 (kleine Bilder anklicken) Körnerschläge, damit ich die
Seiten nicht verwechseln kann...
(kleine Bilder anklicken) Körnerschläge, damit ich die
Seiten nicht verwechseln kann...Regale für Stahlhelme (Teil 2)
shelves for steel helmets (part 2)
Hier nun die Fortsetzung vom Teil 1 dieser Fotoserie:
(kleine Bilder anklicken) Körnerschläge, damit ich die
Seiten nicht verwechseln kann...
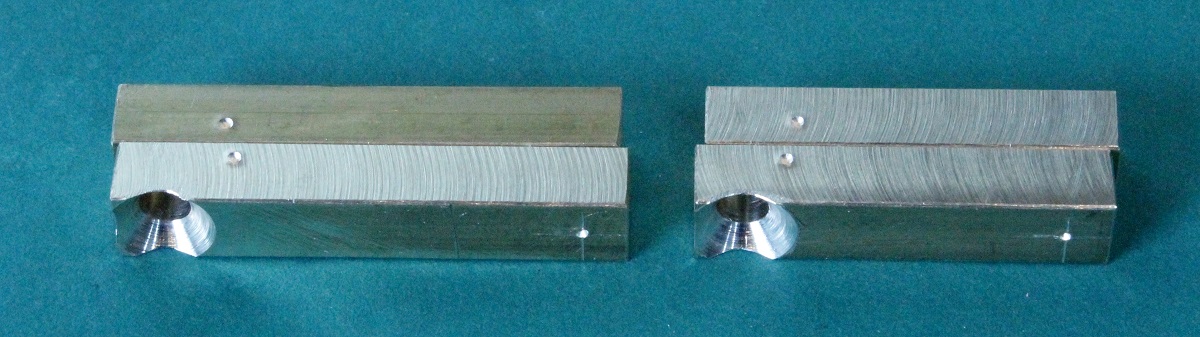
 In die andere
Platte ist inzwischen M4-Innengewinde geschnitten. Das Foto zeigt, wie die
beiden Platten und die Folien zusammengehören.
In die andere
Platte ist inzwischen M4-Innengewinde geschnitten. Das Foto zeigt, wie die
beiden Platten und die Folien zusammengehören.
(Wie schneidet man im
Normalfall sinnvoll kleinere Innengewinde? (Davon abweichend gibt es natürlich
Sonderfälle: Gewindeschneiden auf der Drehmaschine, mit Pinolen-Unterstützung
auf der Fräsmaschine usw.) Zuerst: Vergessen Sie den Quatsch mit einer
Gewindeschneideinrichtung, die es für viel Geld für Bohr- und Fräsmaschinen zu
kaufen gibt. Diese Geräte mögen in der Industrie unter völlig anderen
Bedingungen gut sein, in der Hobbywerkstatt sind sie eher ein Grund für noch
mehr Bruch der Gewindebohrer. Vergessen Sie auch die sog. Fertigschneider,
die in einem Gang das Gewinde fertigschneiden. Wir benutzen dreigängige
Gewindebohrer-Sätze, u.U. auch sog. Mutternbohrer (die verwende ich auch oft und
gern). Bei metrischem Normalgewinde rechnet man Gewinde-Außendurchmesser x 0,8,
das ist dann der zu bohrende Kernloch-Ø; in diesem Fall (M)4 x 0,8 = 3,2 mm.
Weil ein 3,2-mm-Bohrer ohnehin 0,1 bis 0,2 mm größer bohrt, muß man das Kernloch
eigentlich nicht 3,3 oder 3,4 mm bohren; würde ja dann u.U. 3,5 bis 3,6 mm -
also schon viel zu groß! Kleinere Werkstücke, die man noch gut halten kann, hält
man für das Gewindeschneiden in der linken Hand und das
Gewindeschneid-Werkzeug in der Halterung in der rechten. Kommen Sie nicht
auf die dumme Idee, das Werkstück in einen Schraubstock zu spannen. Der
Gewindebohrer (zuerst der 1. Gang), erkenntlich oft an einem am Schaft
eingedrehten/-geätzten Rundum-Ring, wird in einem Halter, siehe dieses Foto
 aufgenommen. Der Halter Nr. 1 ist wegen der Verdickung oben am Schaft eher etwas
ungünstig, den Halter Nr. 2 verwendet man ohne den zugehörigen
Querstift!, Nr. 3 ist eigentlich ein Drillbohrer für kleine Bohrer; er läßt sich
aber auch für kleinere Gewindebohrer verwenden, Nr. 4 verwendet ich am
häufigsten, dieser und Nr. 5 sind sog. Stiftenklöbchen, von Haus aus zur
Aufnahme von kleinen Kegel- und Handreibahlen gedacht. Verwenden Sie
besonders für den 1. Gang niemals ein Windeisen! Wenn ich alles beachte, was
ich bisher gesagt habe, so muß ich mich richtig dumm anstellen, daß das Gewinde
schräg in das schon gebohrte Werkstück kommt. Der 1.Gang mit seinem meist recht
langen "Anschnitt" sucht sich von selbst die Mitte und die richtige
Richtung in der Bohrung. Beim 2. Gang (zwei Ringe am Schaft) muß ich eigentlich
nur darauf achten, daß der Gewindebohrer in die schon geschnittenen Gänge vom 1.
Gang findet, doch auch das geschieht in der Regel von selbst. Den 3. Gang (keine
Ringe am Schaft) drehe ich 1 bis 2 Umdrehungen ein und dann kann ich schon auf
ein Windeisen wechseln.
aufgenommen. Der Halter Nr. 1 ist wegen der Verdickung oben am Schaft eher etwas
ungünstig, den Halter Nr. 2 verwendet man ohne den zugehörigen
Querstift!, Nr. 3 ist eigentlich ein Drillbohrer für kleine Bohrer; er läßt sich
aber auch für kleinere Gewindebohrer verwenden, Nr. 4 verwendet ich am
häufigsten, dieser und Nr. 5 sind sog. Stiftenklöbchen, von Haus aus zur
Aufnahme von kleinen Kegel- und Handreibahlen gedacht. Verwenden Sie
besonders für den 1. Gang niemals ein Windeisen! Wenn ich alles beachte, was
ich bisher gesagt habe, so muß ich mich richtig dumm anstellen, daß das Gewinde
schräg in das schon gebohrte Werkstück kommt. Der 1.Gang mit seinem meist recht
langen "Anschnitt" sucht sich von selbst die Mitte und die richtige
Richtung in der Bohrung. Beim 2. Gang (zwei Ringe am Schaft) muß ich eigentlich
nur darauf achten, daß der Gewindebohrer in die schon geschnittenen Gänge vom 1.
Gang findet, doch auch das geschieht in der Regel von selbst. Den 3. Gang (keine
Ringe am Schaft) drehe ich 1 bis 2 Umdrehungen ein und dann kann ich schon auf
ein Windeisen wechseln.
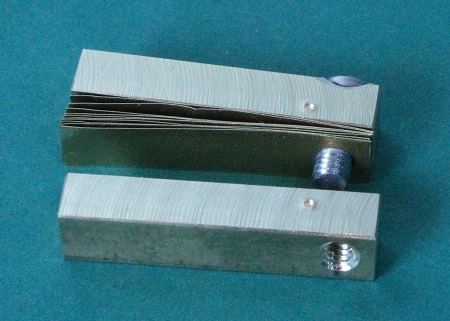
 Beim möglichst
kräftigen Anziehen der M4-Schraube ist alles in den nicht zu fest angezogenen
Schraubstockbacken geklemmt, so richten sich die Teile übereinander selbst aus.
Beim möglichst
kräftigen Anziehen der M4-Schraube ist alles in den nicht zu fest angezogenen
Schraubstockbacken geklemmt, so richten sich die Teile übereinander selbst aus.
 Die Bohrung am anderen Ende wird ausgeführt: Ø 1,4 bohre ich vor, danach Ø 3,2 ,
beides Durchgangsbohrungen, Ø 4 wird von der Schraubenkopfseite her nur bis
durch die Folien gebohrt! Nun wird auch hier 90° gesenkt. So tief, daß der
Kopf oben nicht ausragt. Dann wird auch hier M4 geschnitten und die zweite
Schraube kann nun auch sehr fest angezogen werden. Die Schrauben dürfen nicht zu
lang sein, sie ragen unten nicht aus.
Die Bohrung am anderen Ende wird ausgeführt: Ø 1,4 bohre ich vor, danach Ø 3,2 ,
beides Durchgangsbohrungen, Ø 4 wird von der Schraubenkopfseite her nur bis
durch die Folien gebohrt! Nun wird auch hier 90° gesenkt. So tief, daß der
Kopf oben nicht ausragt. Dann wird auch hier M4 geschnitten und die zweite
Schraube kann nun auch sehr fest angezogen werden. Die Schrauben dürfen nicht zu
lang sein, sie ragen unten nicht aus.
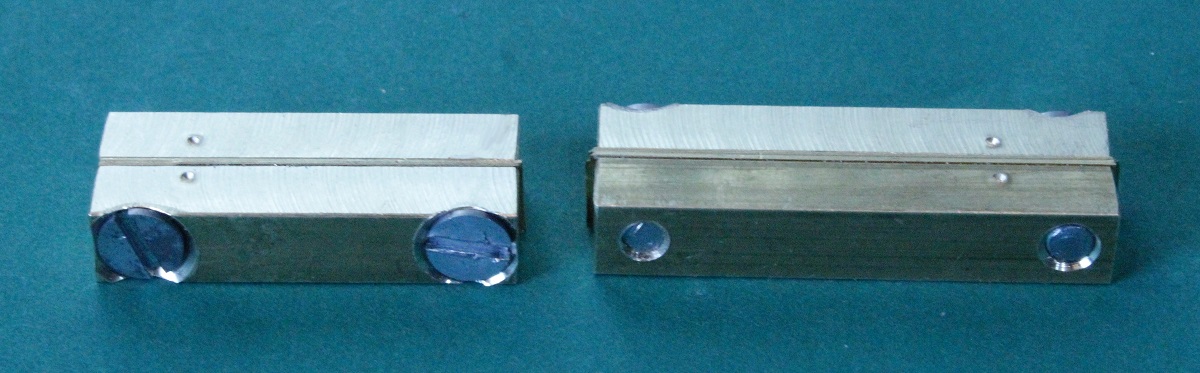
 Für saubere
Flächen zum späteren Anfahren der Längen werden die Pakete an beiden Enden
sparsam plangedreht.
Für saubere
Flächen zum späteren Anfahren der Längen werden die Pakete an beiden Enden
sparsam plangedreht.
 Die Länge wird ermittelt und notiert.
Die Länge wird ermittelt und notiert.
 Auch die Seiten werden leicht überfräst. Bei mir war es 0,2 mm Spantiefe je
Seite.
Auch die Seiten werden leicht überfräst. Bei mir war es 0,2 mm Spantiefe je
Seite.
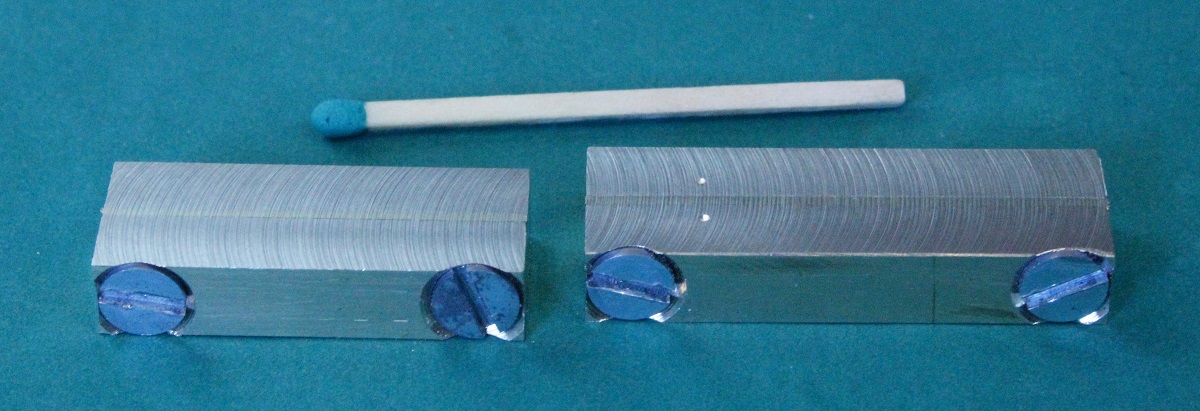 Die Pakete sind zur Paketfertigung der Folien fertig. Es lassen sich so
zahlreiche Bleche/Folien klemmen und vollkommen gleich herstellen - ganz ohne
Ätzen!
Die Pakete sind zur Paketfertigung der Folien fertig. Es lassen sich so
zahlreiche Bleche/Folien klemmen und vollkommen gleich herstellen - ganz ohne
Ätzen!
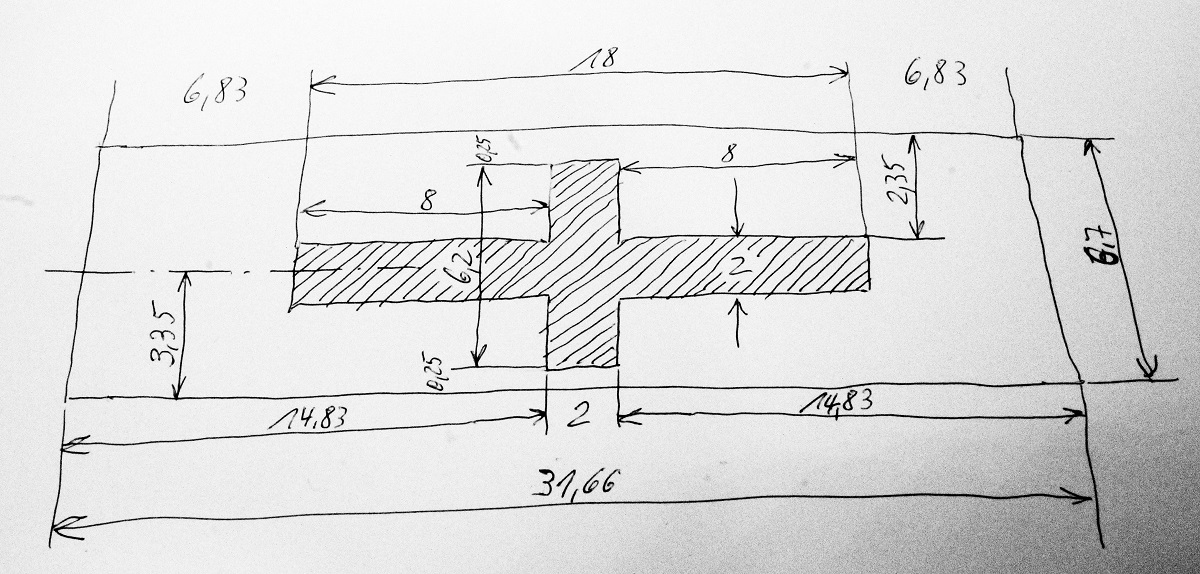 Dieses Foto von
der Hand-Maßskizze verkleinere ich nicht, damit man im Folgenden sieht, was
gemacht wird und wovon ich rede...
Dieses Foto von
der Hand-Maßskizze verkleinere ich nicht, damit man im Folgenden sieht, was
gemacht wird und wovon ich rede...
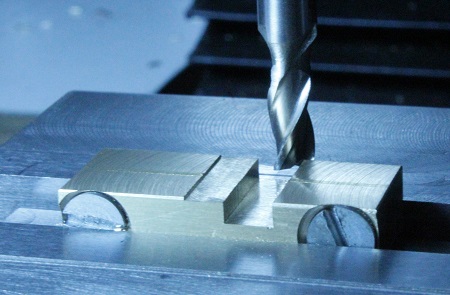
 Das Paket wird
knapp zur Hälfte in den Schraubstockbacken gespannt und oben in der Mitte
zuerst 0,25 tief (siehe Zchng.) quergefräst.
Das Paket wird
knapp zur Hälfte in den Schraubstockbacken gespannt und oben in der Mitte
zuerst 0,25 tief (siehe Zchng.) quergefräst.
 Dann wird die
rechte Stirn angefahren (Augenlupe) und von dort aus der Fräser 14,83 mm (geht
bei der WABECO recht gut) nach links versetzt und 2,35 mm tief in maximal
0,5-mm-Spänen quergefräst.
Dann wird die
rechte Stirn angefahren (Augenlupe) und von dort aus der Fräser 14,83 mm (geht
bei der WABECO recht gut) nach links versetzt und 2,35 mm tief in maximal
0,5-mm-Spänen quergefräst.
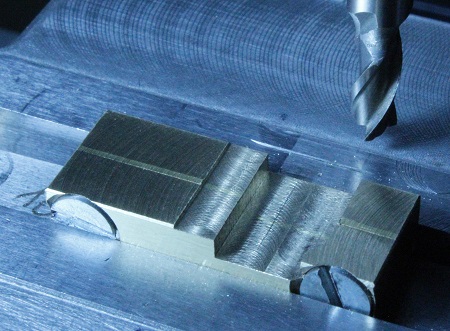 Diese Quernut wird
ebenfalls in 0,5-mm-Spänen bis auf 9 mm Breite (wir brauchen 8 mm, Zchng.!)
erweitert. Dabei fräse ich sicher nur bis durch die Folien, also nicht bis über
den Senkkopf der Schraube hinweg. (Ich hätte die Schrauben-Abstände größer
machen sollen.)
Diese Quernut wird
ebenfalls in 0,5-mm-Spänen bis auf 9 mm Breite (wir brauchen 8 mm, Zchng.!)
erweitert. Dabei fräse ich sicher nur bis durch die Folien, also nicht bis über
den Senkkopf der Schraube hinweg. (Ich hätte die Schrauben-Abstände größer
machen sollen.)
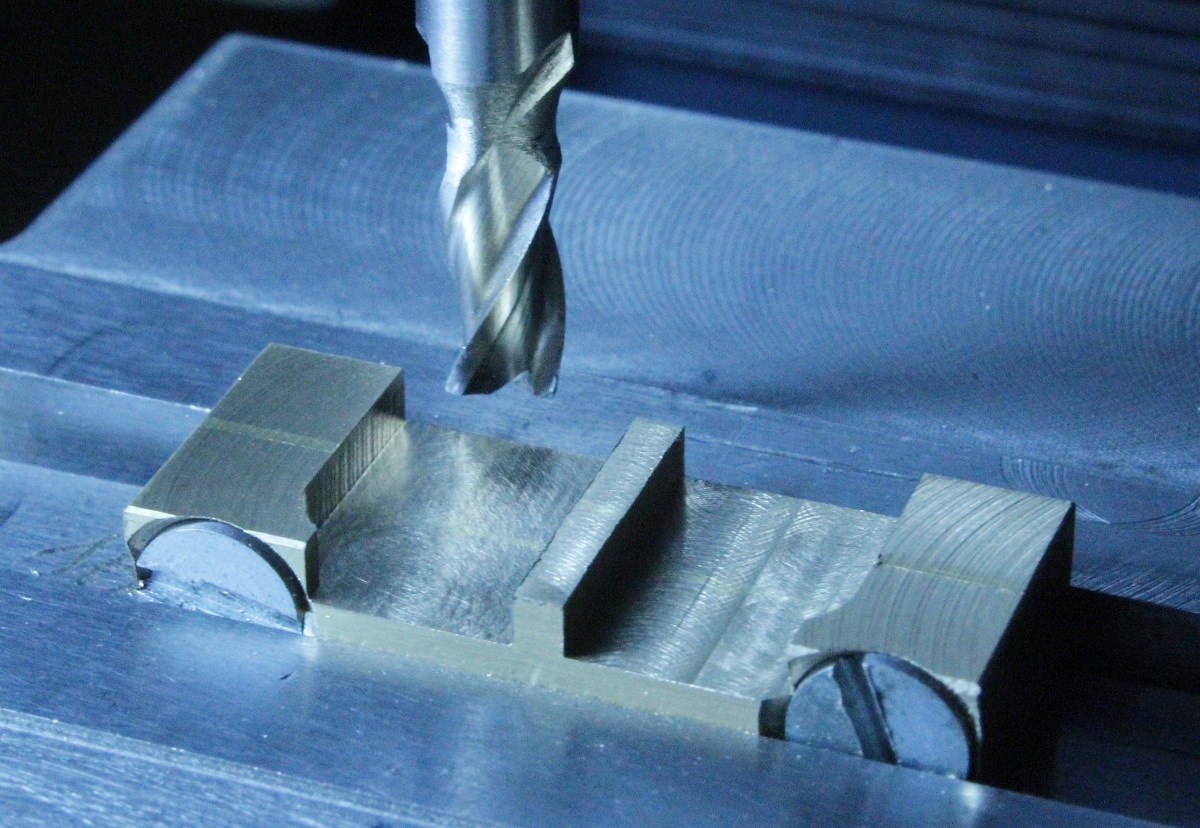 Das Gleiche an der anderen Seite. Wenn ich richtig gerechnet und gefräst habe,
muß der Steg in der Mitte 2 mm breit sein, er war 1,96 mm - gut so!
Das Gleiche an der anderen Seite. Wenn ich richtig gerechnet und gefräst habe,
muß der Steg in der Mitte 2 mm breit sein, er war 1,96 mm - gut so!
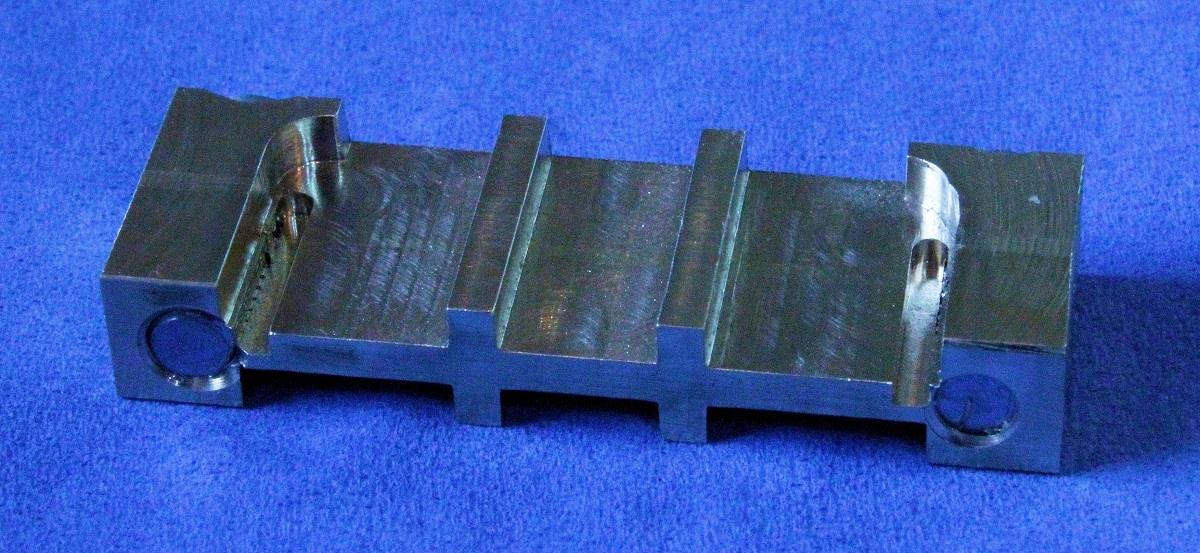
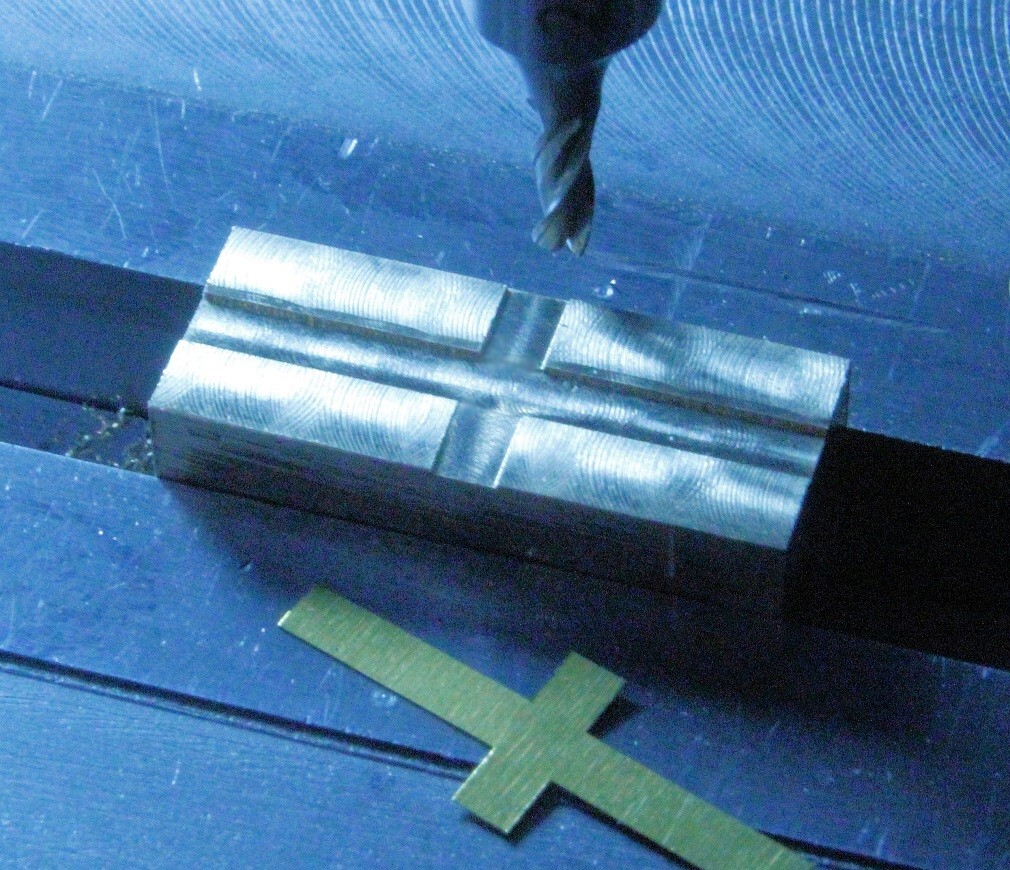
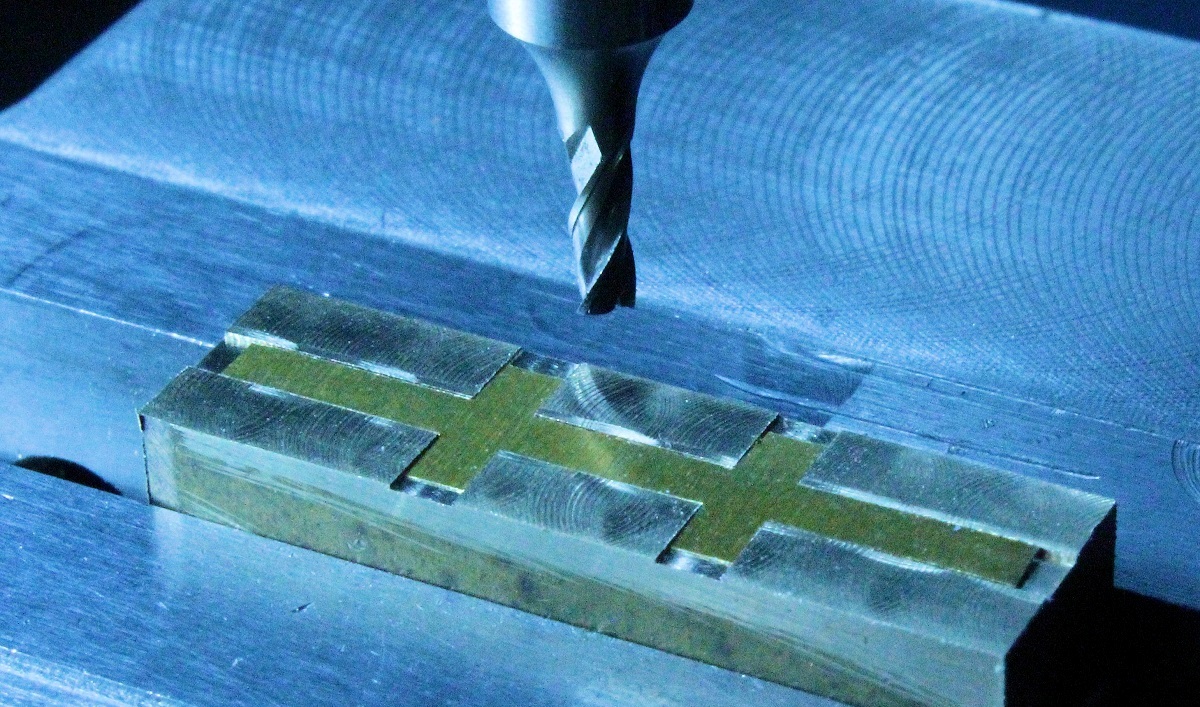
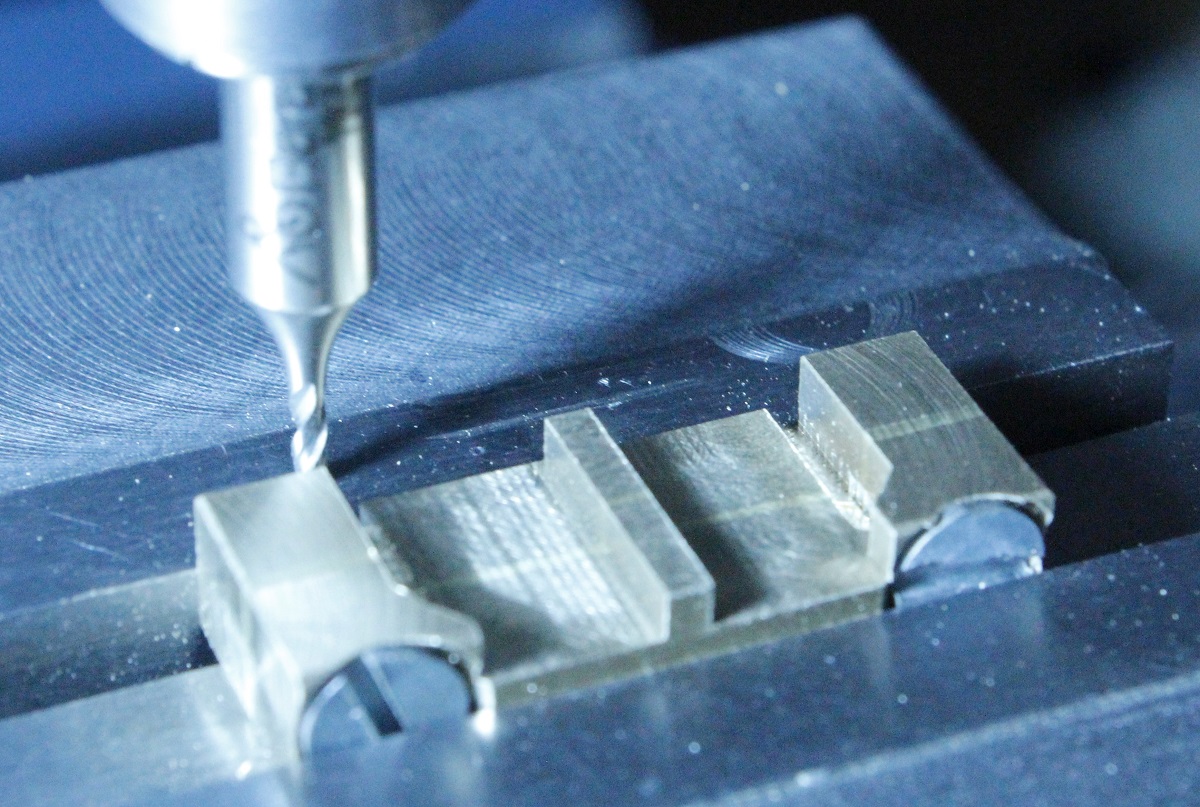 Mit einem 1,5-mm-Fingerfräser fräse ich die Maße 6,83 (wieder von den
Stirnseiten her anfahren) an beiden Seiten und in der Tiefe bis knapp an die
(gehärteten!) Schraubstockbacken (maximal 0,3 mm Tiefenzustellung). Auch hier
nur bis über die Folien, um die es eigentlich geht, hinweg. An der rechten Seite
sieht man deutlich einen der Kanäle.
Mit einem 1,5-mm-Fingerfräser fräse ich die Maße 6,83 (wieder von den
Stirnseiten her anfahren) an beiden Seiten und in der Tiefe bis knapp an die
(gehärteten!) Schraubstockbacken (maximal 0,3 mm Tiefenzustellung). Auch hier
nur bis über die Folien, um die es eigentlich geht, hinweg. An der rechten Seite
sieht man deutlich einen der Kanäle.
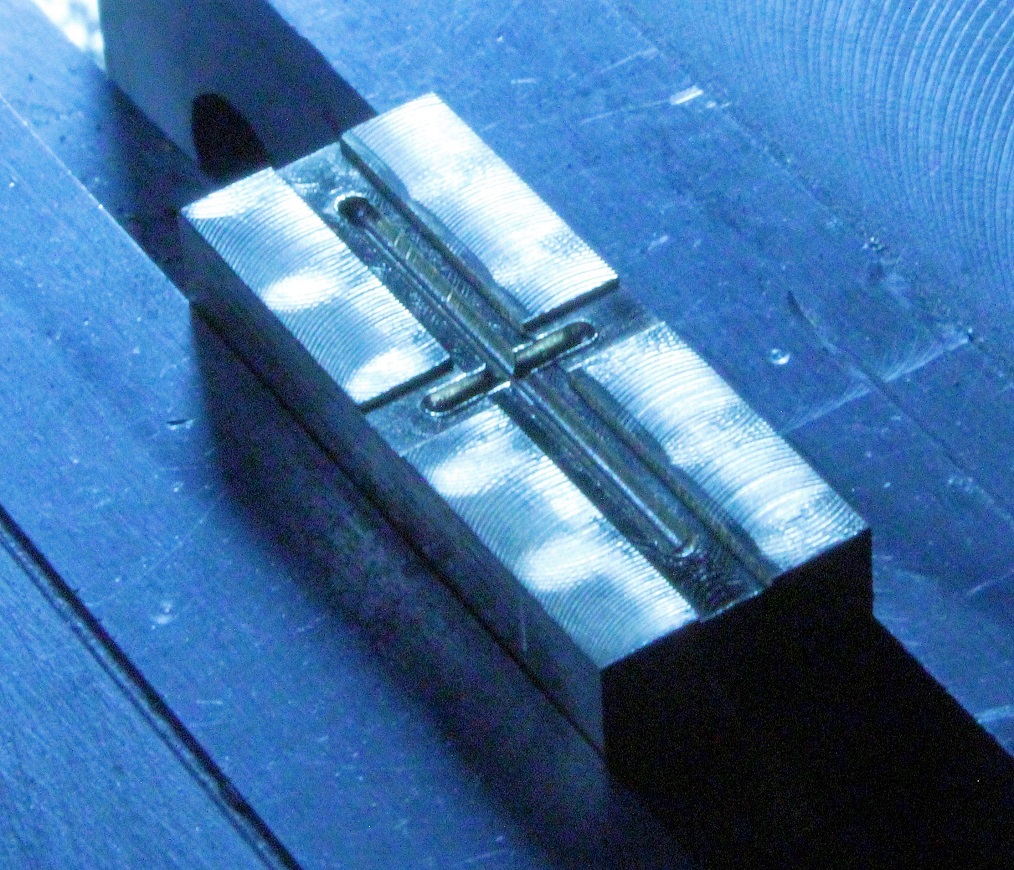
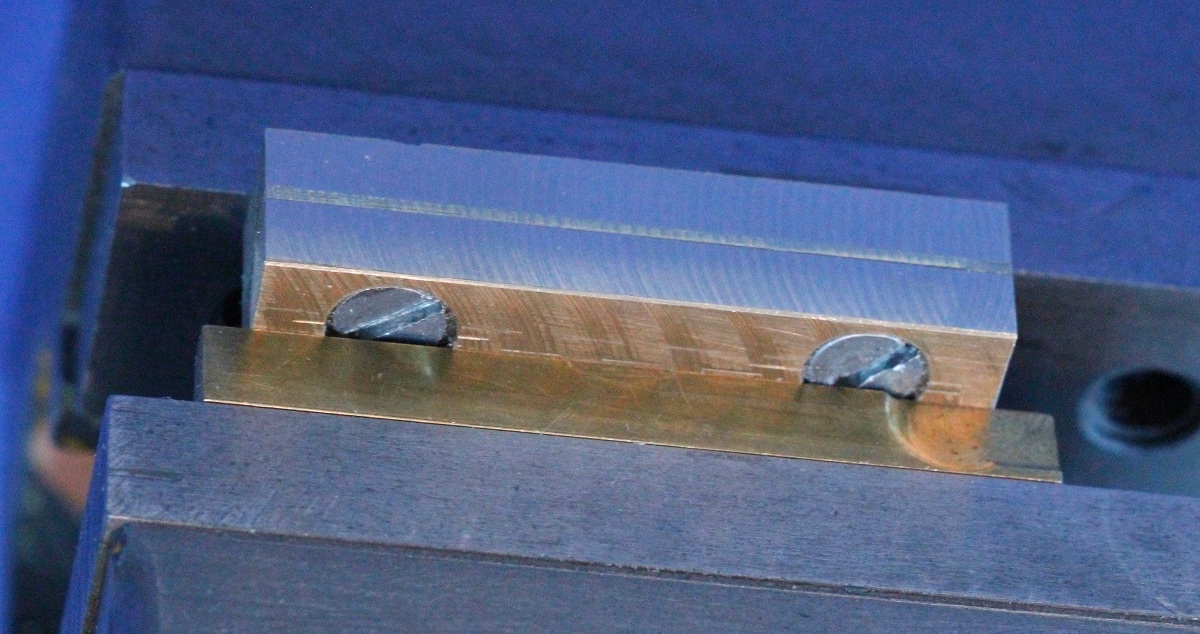
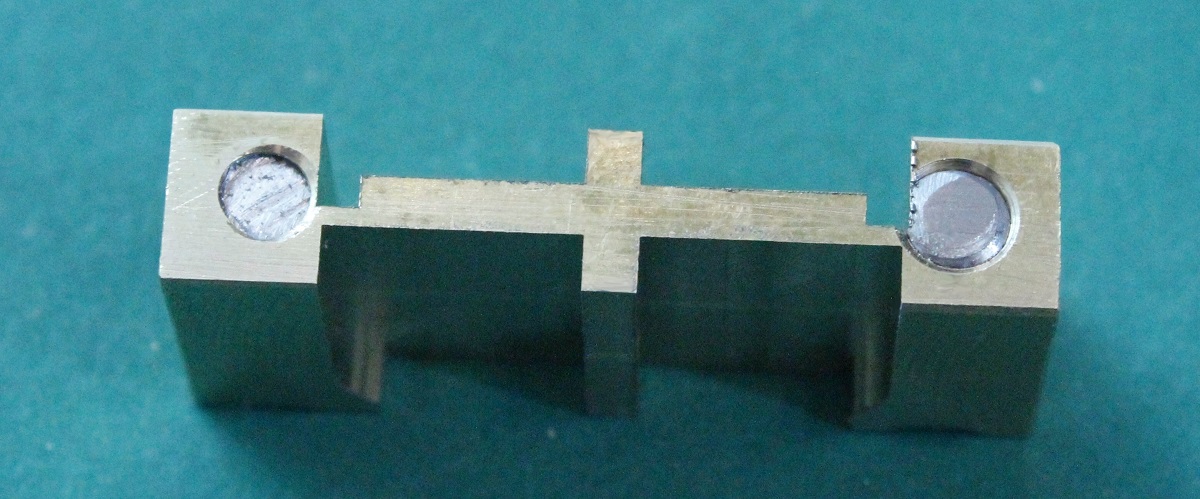 Ausgespannt. Man erkennt, daß ich teilweise in die Schrauben gefräst habe...!
Ausgespannt. Man erkennt, daß ich teilweise in die Schrauben gefräst habe...!
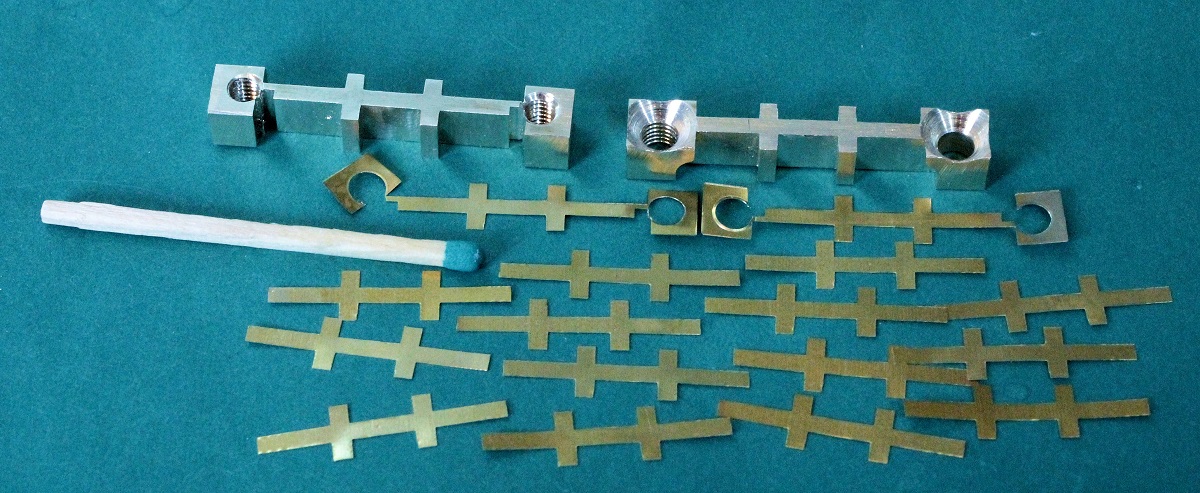
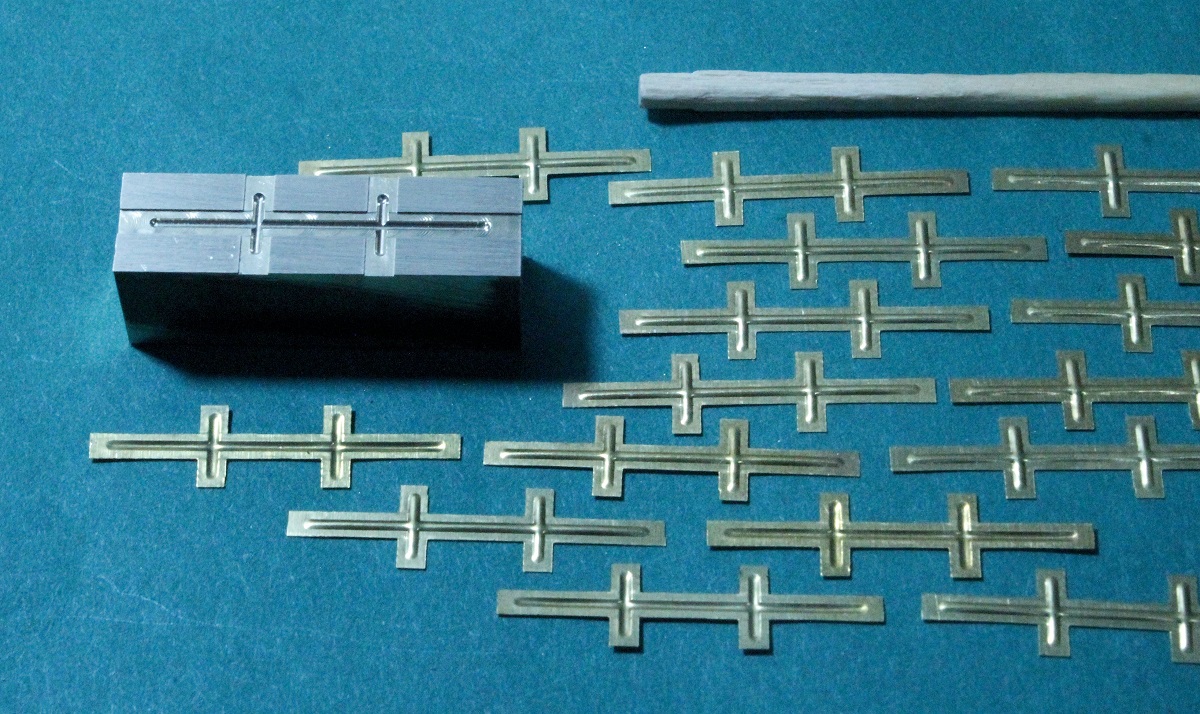
 Das Paket auseinandergenommen.
Das Paket auseinandergenommen.
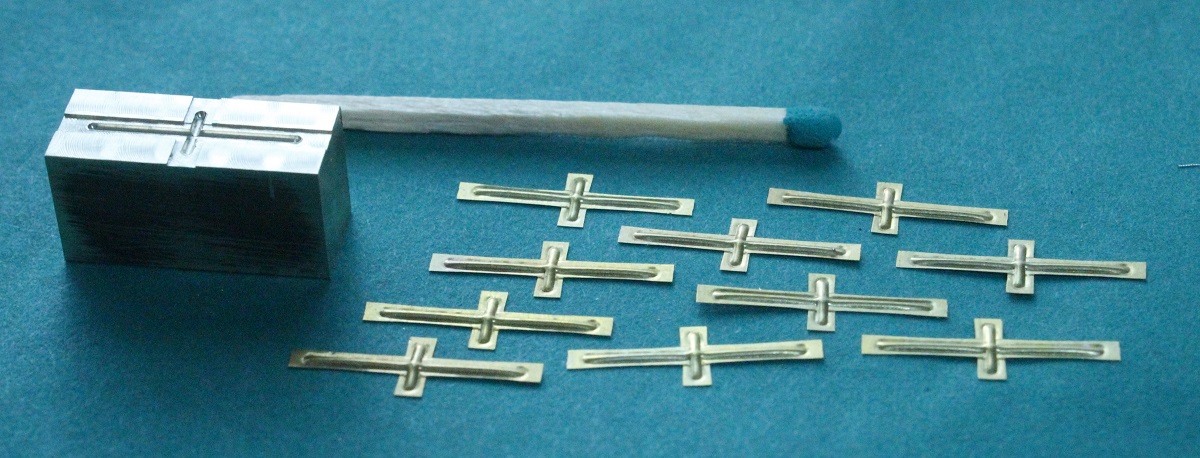
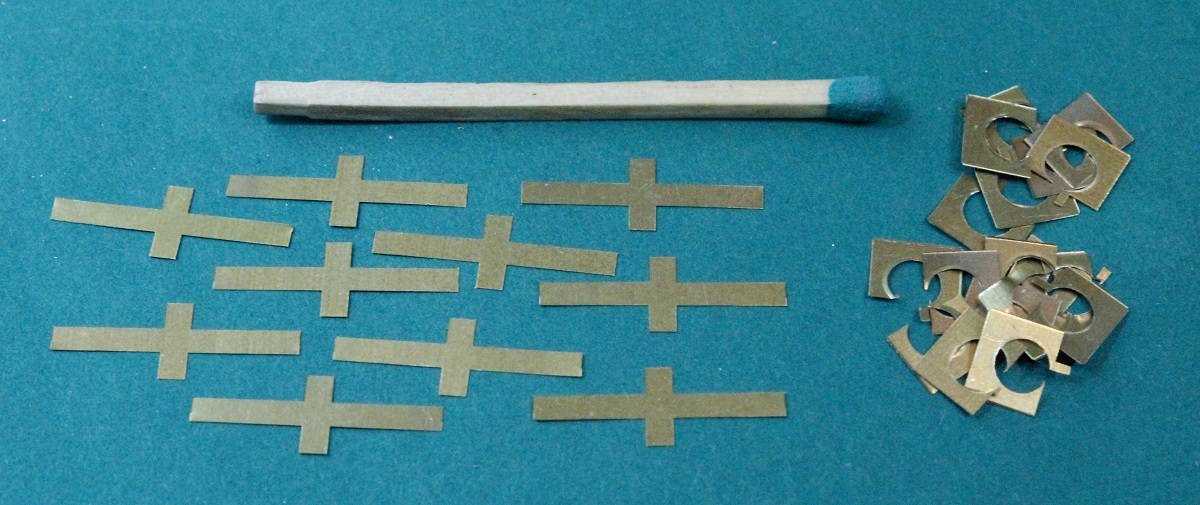 Mit einer scharfen Papierschere können die Enden abgeschnitten werden.
Mit einer scharfen Papierschere können die Enden abgeschnitten werden.
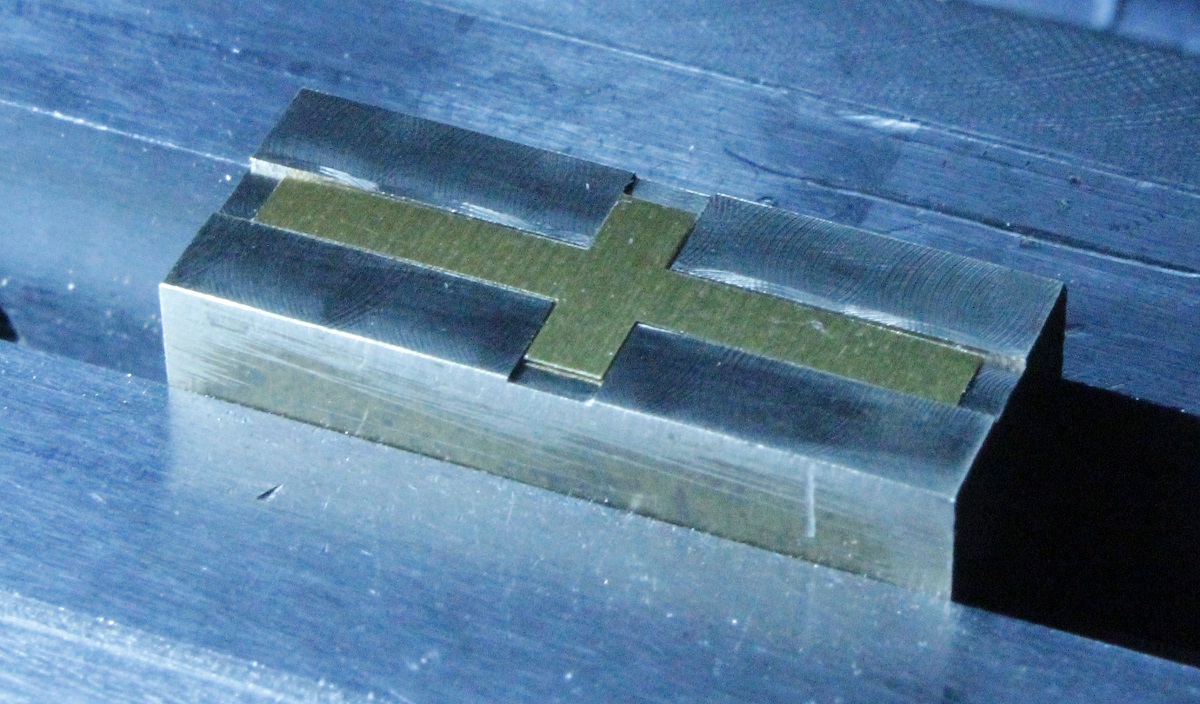
 So kommen die "Kreuze" an die Seiten der Regale. Doch nicht so glatt, wie sie
sind, sondern mit Sicken, Stichwort Gummikissen-Prägen. Das ist meine nächste
Arbeit...
So kommen die "Kreuze" an die Seiten der Regale. Doch nicht so glatt, wie sie
sind, sondern mit Sicken, Stichwort Gummikissen-Prägen. Das ist meine nächste
Arbeit...
 Für
die höheren Regale werden die Seitenbleche gleich hergestellt, im Paket, aber
nun mit zwei Kreuzen.
Für
die höheren Regale werden die Seitenbleche gleich hergestellt, im Paket, aber
nun mit zwei Kreuzen.
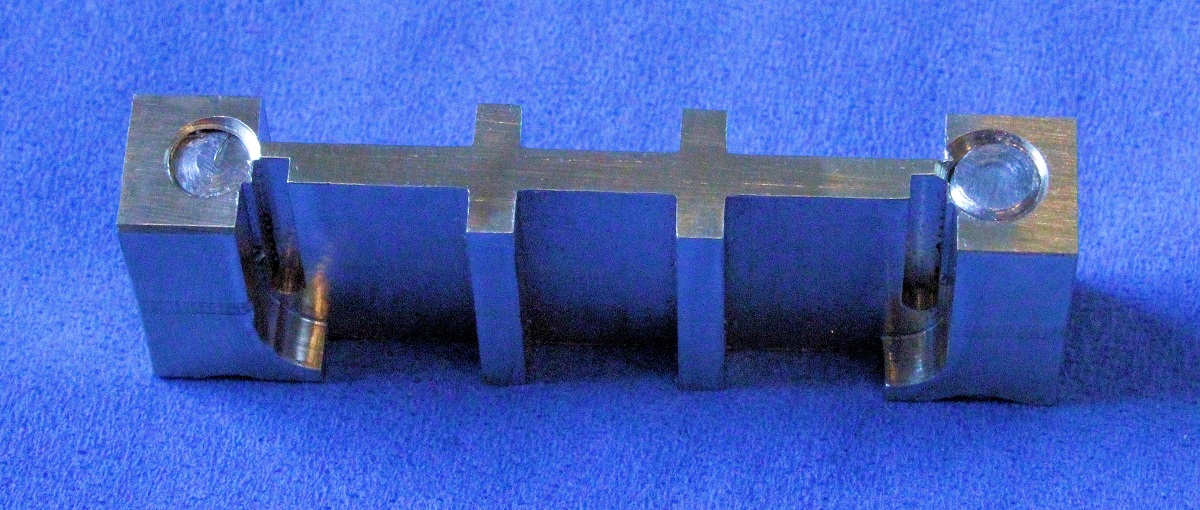 Eine zweite Sicht auf das gefräste Paket.
Eine zweite Sicht auf das gefräste Paket.
 Eine besonders kluge Variante ist jene, wo als letzter Fräsarbeitsgang die
Klemmschrauben einfach mit weggefräst werden. Nach dem Öffnen der
Schraubstockbacken fällt das Paket dann auseinander, die beiden Endplatten und
die Bleche/Folien dazwischen.... Für den Fall macht man die Schrauben ebenfalls
aus Messing - schont die Fräserschneiden!
Eine besonders kluge Variante ist jene, wo als letzter Fräsarbeitsgang die
Klemmschrauben einfach mit weggefräst werden. Nach dem Öffnen der
Schraubstockbacken fällt das Paket dann auseinander, die beiden Endplatten und
die Bleche/Folien dazwischen.... Für den Fall macht man die Schrauben ebenfalls
aus Messing - schont die Fräserschneiden!
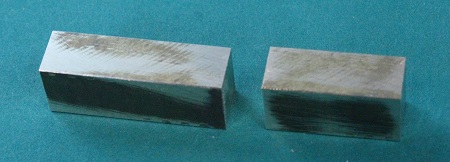 Das werden die
Platten für das Gummikissen-Prägen.
Das werden die
Platten für das Gummikissen-Prägen.
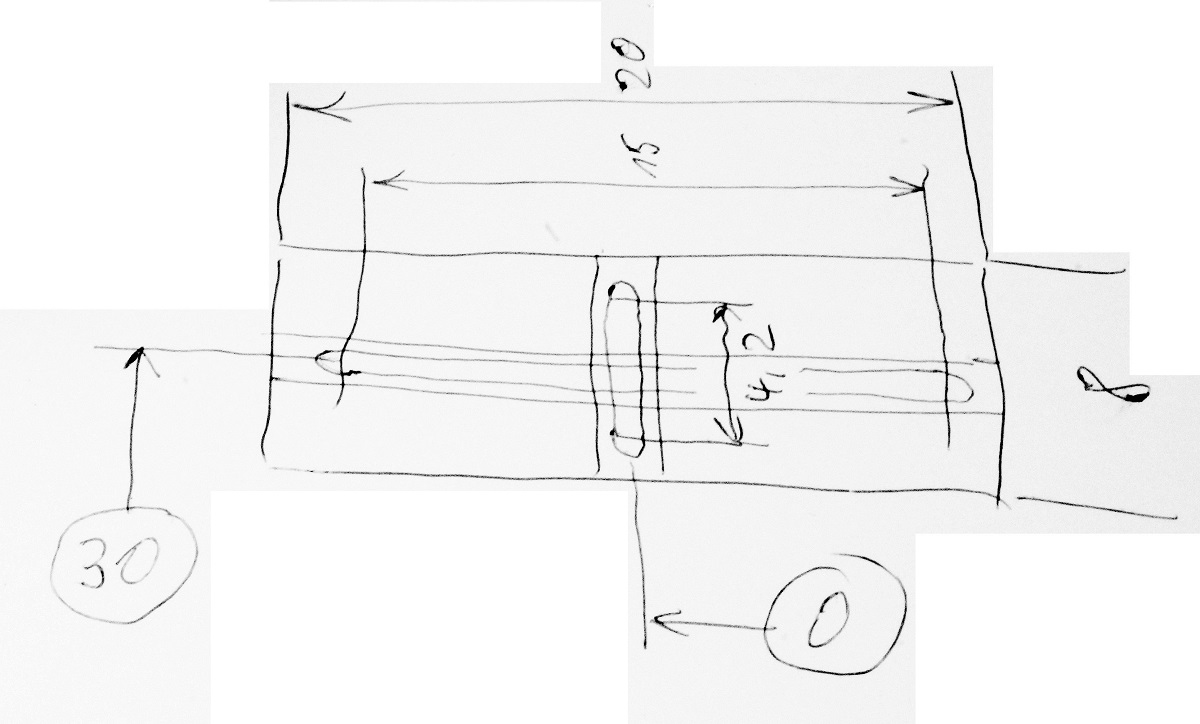 Die Maßzeichnung
für die kleineren Bleche (ein Kreuz). Die Zahlen in den Kreisen sind die
Skalenring-Anfahrwerte für den X-Support (0), Anfahrrichtung von rechts und für
den Y-Support (30) von vorn... Diese Werte müssen zweimal angefahren werden....
Die Maßzeichnung
für die kleineren Bleche (ein Kreuz). Die Zahlen in den Kreisen sind die
Skalenring-Anfahrwerte für den X-Support (0), Anfahrrichtung von rechts und für
den Y-Support (30) von vorn... Diese Werte müssen zweimal angefahren werden....
 ...für das Fräsen der 0,2 mm tiefen Nuten als Lager für die Kreuzfolien und noch
einmal für das mittige Fräsen der Sicken-Nuten. 0,2 mm genügt, die Folien-Kreuze
sind ja nur 0,05 mm dick und sollen beim Prägen lediglich nicht verrutschen...
Zuerst wird natürlich die obere Fläche leicht überstirnt.
...für das Fräsen der 0,2 mm tiefen Nuten als Lager für die Kreuzfolien und noch
einmal für das mittige Fräsen der Sicken-Nuten. 0,2 mm genügt, die Folien-Kreuze
sind ja nur 0,05 mm dick und sollen beim Prägen lediglich nicht verrutschen...
Zuerst wird natürlich die obere Fläche leicht überstirnt.
 Das ist der Voll-Hartmetall-Radius-Fräser 0,4 (Ø 0,8), 3-mm-Schaft, maximale
Spantiefe je Fräsdurchgang 0,1 mm!
Das ist der Voll-Hartmetall-Radius-Fräser 0,4 (Ø 0,8), 3-mm-Schaft, maximale
Spantiefe je Fräsdurchgang 0,1 mm!
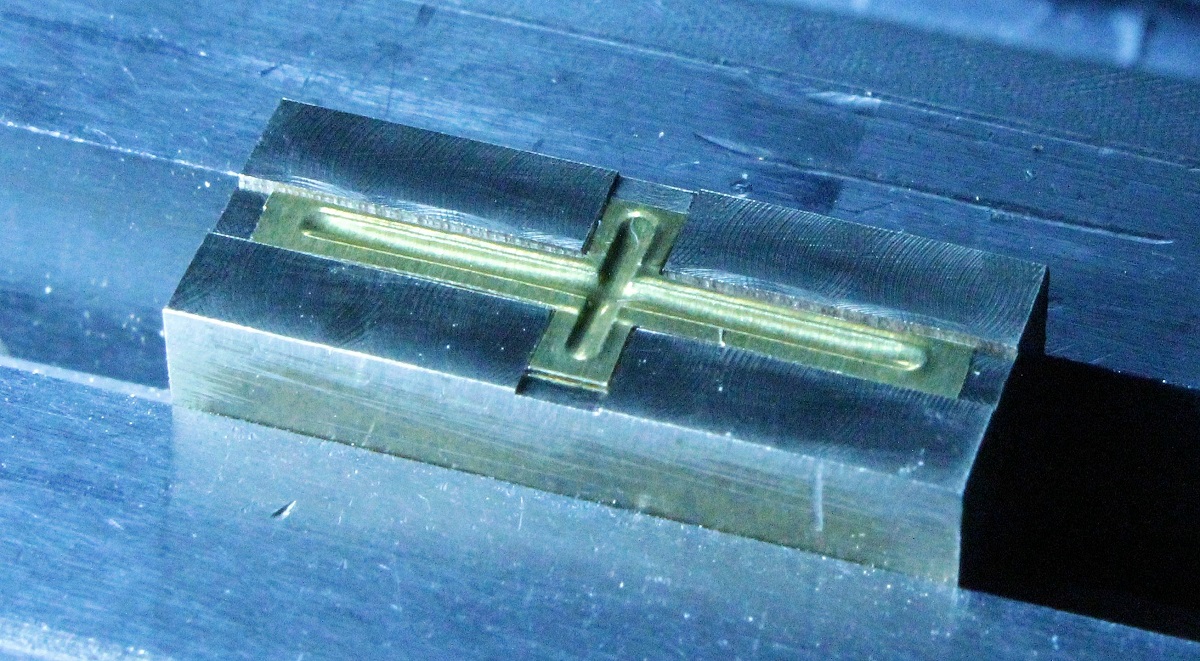
 Mit diesem fräse ich nach Koordinaten die Längen 4,2 und 15 mm, vom Grund der
2-mm-Nut 0,4 mm tief, danach entgraten mit der rotierenden Drahtbürste.
Mit diesem fräse ich nach Koordinaten die Längen 4,2 und 15 mm, vom Grund der
2-mm-Nut 0,4 mm tief, danach entgraten mit der rotierenden Drahtbürste.
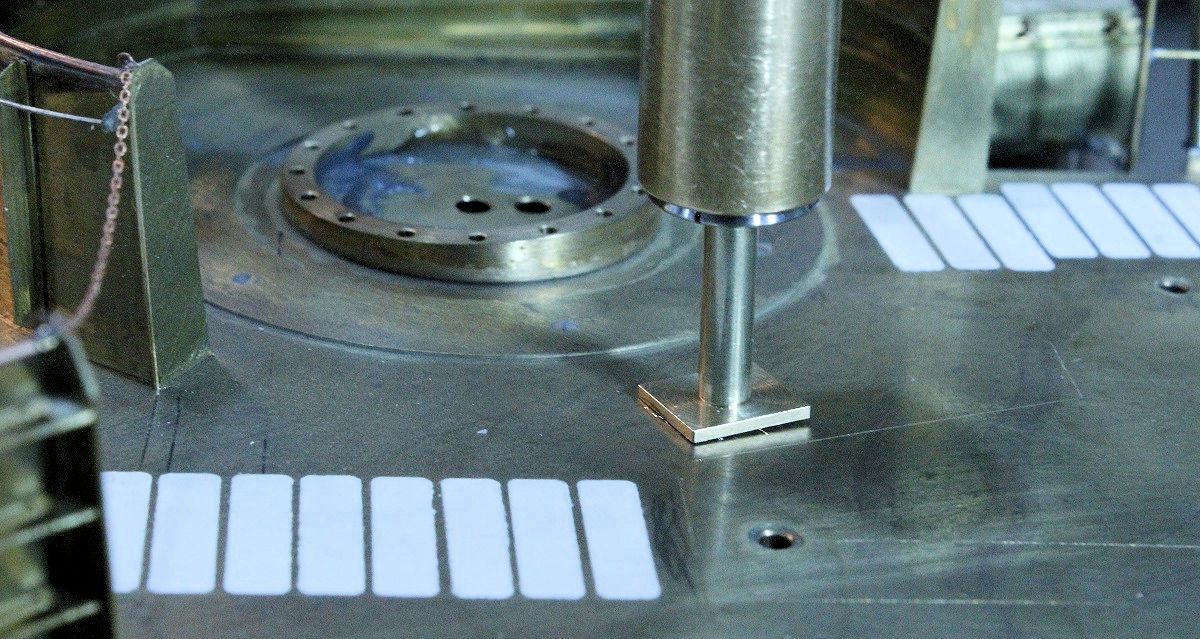
 Das erste Folienkreuz liegt in der Prägeplatte.
Das erste Folienkreuz liegt in der Prägeplatte.
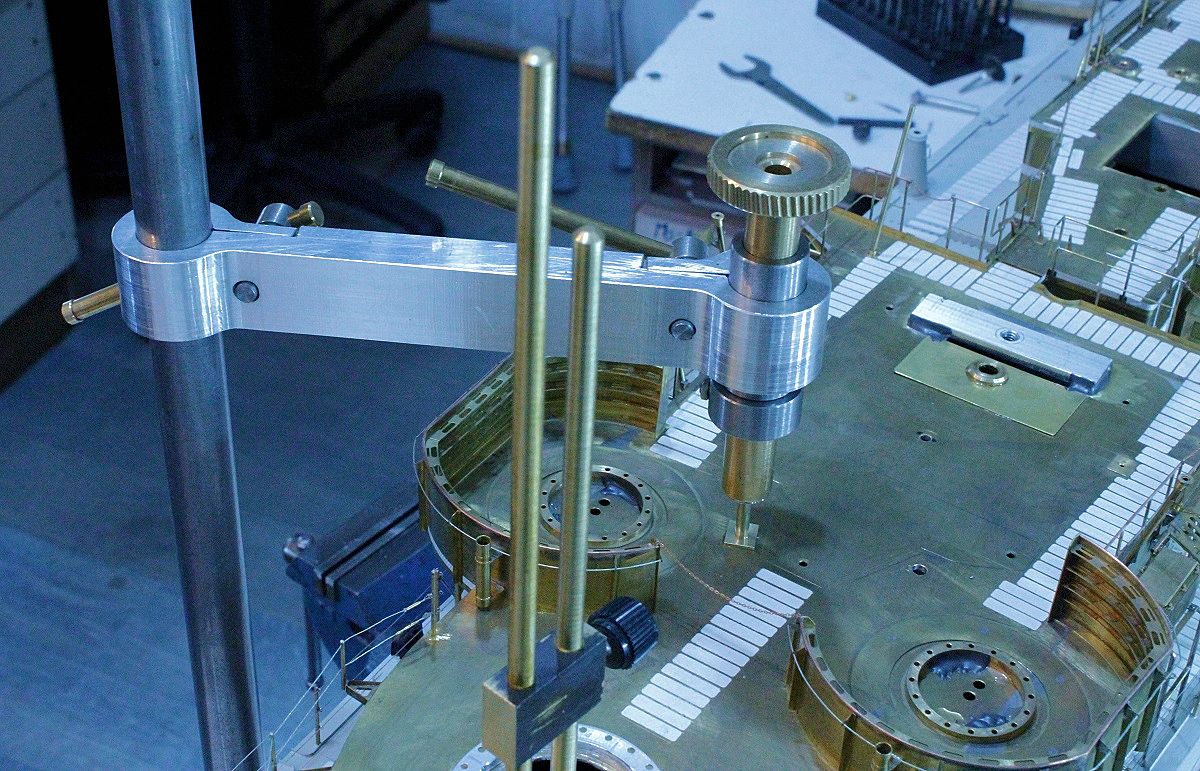
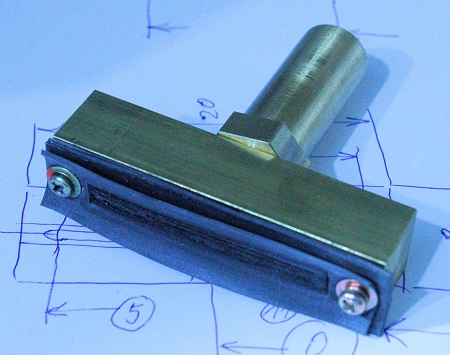 Von einer älteren
Arbeit habe ich noch das Gummikissen. Das sind mehrere Lagen Gummi von einem
Fahrradschlauch. Der Zapfen wird in die Spannzange der Frässpindel-Pinole
aufgenommen, ihre Mitte genau in die Mitte des Kreuzes gerichtet (Anfahrwerte 0
und 30!) und .....
Von einer älteren
Arbeit habe ich noch das Gummikissen. Das sind mehrere Lagen Gummi von einem
Fahrradschlauch. Der Zapfen wird in die Spannzange der Frässpindel-Pinole
aufgenommen, ihre Mitte genau in die Mitte des Kreuzes gerichtet (Anfahrwerte 0
und 30!) und .....
 ...so die Sicken geprägt.
...so die Sicken geprägt.
 Es werden nur sechs Stück benötigt, ich mache immer einige mehr...!
Es werden nur sechs Stück benötigt, ich mache immer einige mehr...!
 Auch
diese Doppelkreuze liegen perfekt in den Nuten der Prägeplatte.
Auch
diese Doppelkreuze liegen perfekt in den Nuten der Prägeplatte.
 Noch
eine Sicht auf die Genauigkeit der Prägeplatte (Fräsen nach Koordinaten) und die
auf/in ihr geprägten Teile. Durch die Prägung werden sie auch vollkommen eben,
selbst wenn sie vorher leicht gewölbt waren...
Noch
eine Sicht auf die Genauigkeit der Prägeplatte (Fräsen nach Koordinaten) und die
auf/in ihr geprägten Teile. Durch die Prägung werden sie auch vollkommen eben,
selbst wenn sie vorher leicht gewölbt waren...
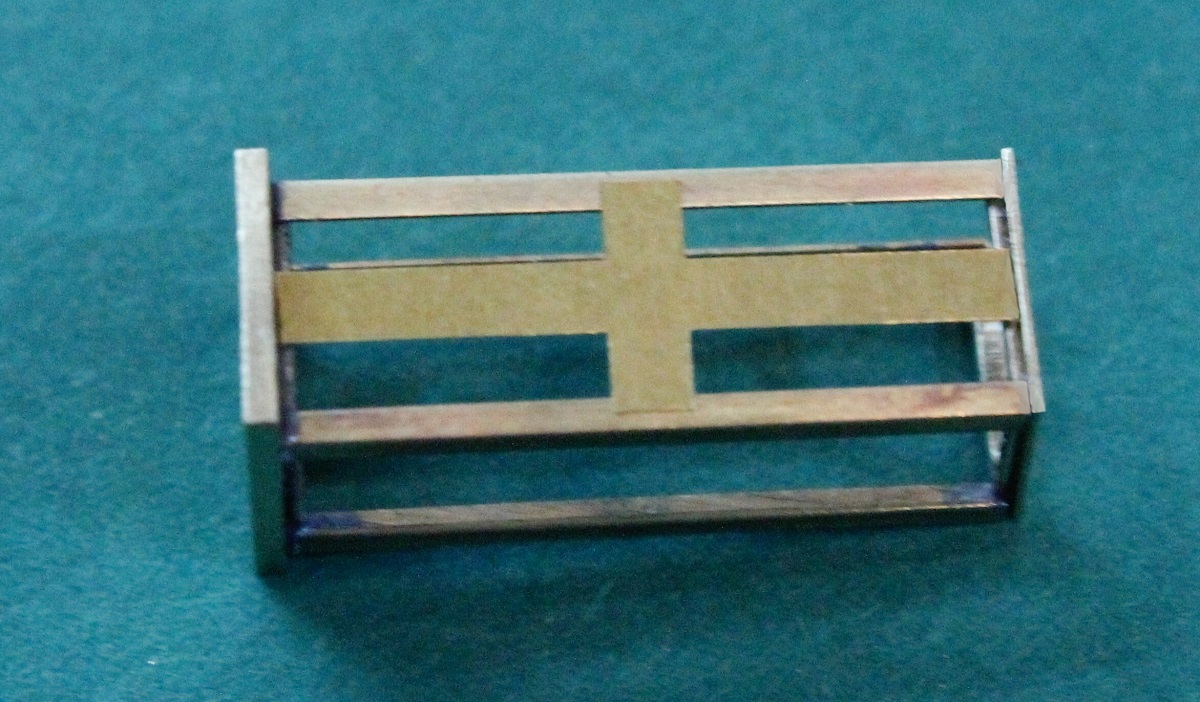
 Die
geprägten Folien-Kreuze sind an den Seiten und hinten an die Regale geklebt
(dünnflüssiger Sekundenkleber, 0,3-mm-Draht).
Die
geprägten Folien-Kreuze sind an den Seiten und hinten an die Regale geklebt
(dünnflüssiger Sekundenkleber, 0,3-mm-Draht).
 Die Regale
stehen an Deck auf Fundamenten, welche Balkenbucht und Deckssprung ausgleichen,
sodaß sie senkrecht (zur Wasserlinie) stehen. Für die Fundamente werden
Drehteile mit geriebenen 2-mm-Bohrungen zu Rechteckplatten 10 x 8,5 mm
gefräst.
Die Regale
stehen an Deck auf Fundamenten, welche Balkenbucht und Deckssprung ausgleichen,
sodaß sie senkrecht (zur Wasserlinie) stehen. Für die Fundamente werden
Drehteile mit geriebenen 2-mm-Bohrungen zu Rechteckplatten 10 x 8,5 mm
gefräst.
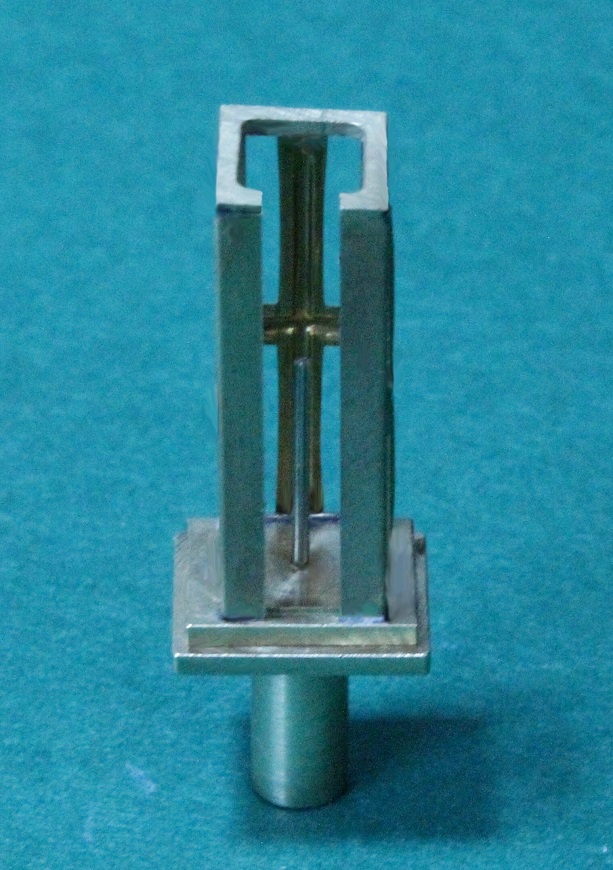
 Für
die Fundamente werden an den betreffenden Stellen 4-mm-Löcher in die Decks
gebohrt (vorbohren, Wendelbohrer neutral schleifen). Der
Hellingbohrständer wird
aufgebaut und in die Schiebe-Pinole eine 4-mm-Spannzange (Uhrmacherdrehmaschine)
genommen. Darin ist ein 4-mm-Ms-Stab geklemmt, welcher unten einen angedrehten
2,5-mm-Zapfen hat. Dieser hält die Fundament-Platte (Bildmitte) zwangsläufig
vollkommen waagerecht. So wird sie mit 2K-Kleber in die 4-mm-Bohrung geklebt.
Ein Stück rechts erkennt man eine weitere 4-mm-Bohrung für eine 2. Platte.
Für
die Fundamente werden an den betreffenden Stellen 4-mm-Löcher in die Decks
gebohrt (vorbohren, Wendelbohrer neutral schleifen). Der
Hellingbohrständer wird
aufgebaut und in die Schiebe-Pinole eine 4-mm-Spannzange (Uhrmacherdrehmaschine)
genommen. Darin ist ein 4-mm-Ms-Stab geklemmt, welcher unten einen angedrehten
2,5-mm-Zapfen hat. Dieser hält die Fundament-Platte (Bildmitte) zwangsläufig
vollkommen waagerecht. So wird sie mit 2K-Kleber in die 4-mm-Bohrung geklebt.
Ein Stück rechts erkennt man eine weitere 4-mm-Bohrung für eine 2. Platte.
 Nahaufnahme
von Pinole mit Zange, 4-mm-Stab und eingeklebte/-gegossene Platte. An der linken
Ecke ist der Kleber etwas ausgetreten. Er wird später mit einem Dreikantschaber
weggeschnitzt. Und der Spalt, der rechts zu sehen ist, wird noch mit
Spachtelmasse ausgefüllt... Im Hintergrund der Sockel für einen
40-mm-Geschützstand.
Nahaufnahme
von Pinole mit Zange, 4-mm-Stab und eingeklebte/-gegossene Platte. An der linken
Ecke ist der Kleber etwas ausgetreten. Er wird später mit einem Dreikantschaber
weggeschnitzt. Und der Spalt, der rechts zu sehen ist, wird noch mit
Spachtelmasse ausgefüllt... Im Hintergrund der Sockel für einen
40-mm-Geschützstand.
 Das Stahlhelm-Regal steht genau senkrecht auf dem abschüssigen Deck.
Das Stahlhelm-Regal steht genau senkrecht auf dem abschüssigen Deck.
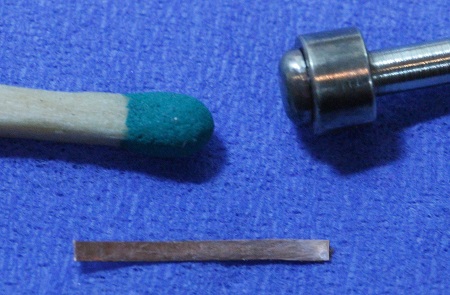
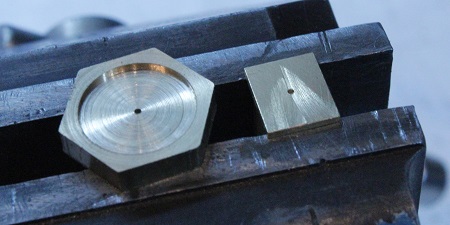 Damit die
Regale später beim Ankleben auf die Sockel eine Zentrierung erhalten
(Verrutschen daher ausgeschlossen!), bekommen die unteren Platten genau in der
Mitte einen kurzen Zentrierstift. In ein Sechskant-Materialstück habe ich 0,6 mm
tief das Diagonal-(Ecken-)Maß eingestochen und es erhielt in der Mitte eine
0,6-mm-Bohrung als "Bohrbuchse" für die wenigen Teile. Mit dieser Platte (nur 3
mm dick) konnte ich die Rechteckplatten genau in der Mitte (ganz ohne
fehler-behaftetes Anreißen!) 0,6 mm durchbohren (rechts). Das Regal hängt dabei
in den nur leicht geschlossenen Schraubstockbacken.
Damit die
Regale später beim Ankleben auf die Sockel eine Zentrierung erhalten
(Verrutschen daher ausgeschlossen!), bekommen die unteren Platten genau in der
Mitte einen kurzen Zentrierstift. In ein Sechskant-Materialstück habe ich 0,6 mm
tief das Diagonal-(Ecken-)Maß eingestochen und es erhielt in der Mitte eine
0,6-mm-Bohrung als "Bohrbuchse" für die wenigen Teile. Mit dieser Platte (nur 3
mm dick) konnte ich die Rechteckplatten genau in der Mitte (ganz ohne
fehler-behaftetes Anreißen!) 0,6 mm durchbohren (rechts). Das Regal hängt dabei
in den nur leicht geschlossenen Schraubstockbacken.
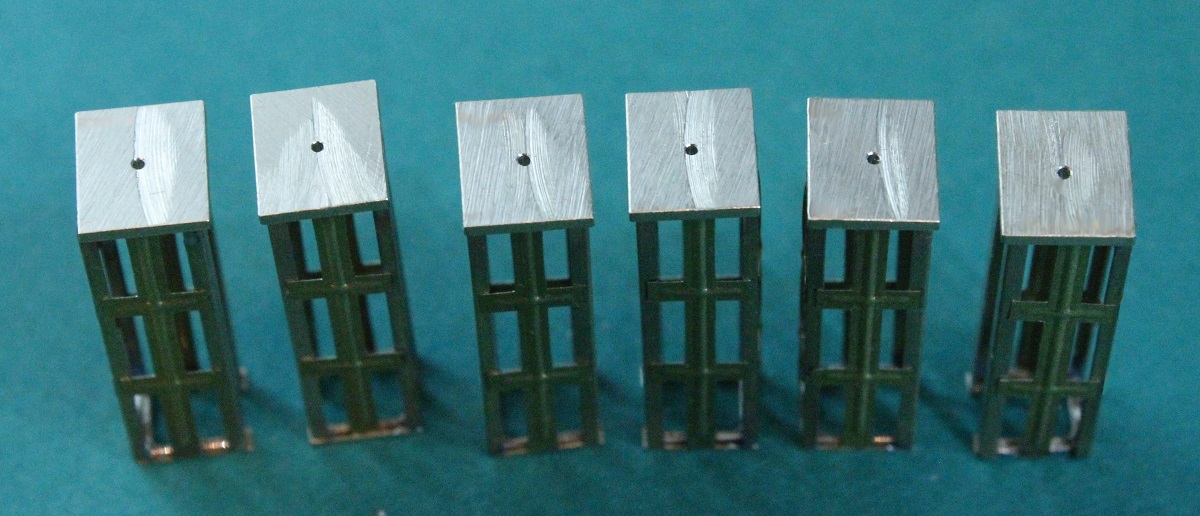 Sechs
der Regale von unten, die kleinen Bohrungen natürlich auch schon entgratet!
Sechs
der Regale von unten, die kleinen Bohrungen natürlich auch schon entgratet!
 Selbst
die kleinsten käuflichen 90°-Senker sind für so kleine Bohrungen nicht geeignet.
Man muß dafür eine Dreikant-Nadelfeile an der Spitze selbst mit einem
Senkanschliff versehen. Unter etwa 26° Schräge schleift man die drei Flächen zu
einer Dreikant-Pyramide, die drei dabei entstehenden Kanten machen so eine
90°-Senkung...!
Selbst
die kleinsten käuflichen 90°-Senker sind für so kleine Bohrungen nicht geeignet.
Man muß dafür eine Dreikant-Nadelfeile an der Spitze selbst mit einem
Senkanschliff versehen. Unter etwa 26° Schräge schleift man die drei Flächen zu
einer Dreikant-Pyramide, die drei dabei entstehenden Kanten machen so eine
90°-Senkung...!
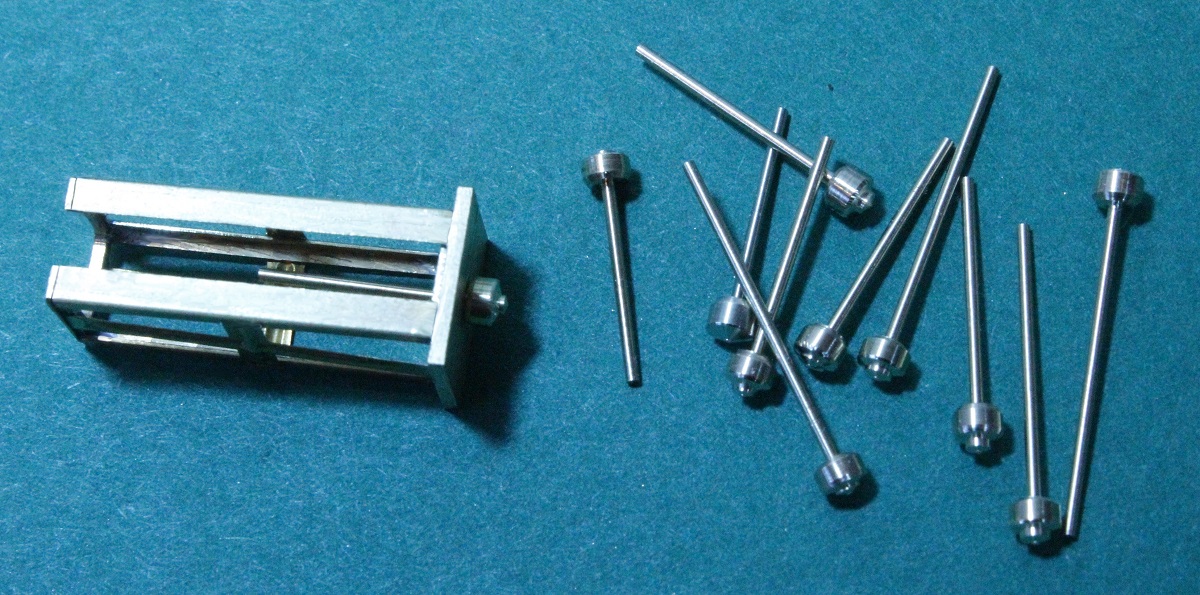 Rechts
liegen die Zentrierstäbe. Der lange Stab hat einen Ø 0,6 und der große
Durchmesser 2,4 mm. Diese kurze Zentrierung paßt gut in die Sockel (mit
2,5-mm-Bohrungen), die schon auf die Decks geklebt wurden (siehe oben). Auf den
langen Stab werden später die schon gespritzten Stahlhelme übereinander
"gestapelt" (links im Bild).
Rechts
liegen die Zentrierstäbe. Der lange Stab hat einen Ø 0,6 und der große
Durchmesser 2,4 mm. Diese kurze Zentrierung paßt gut in die Sockel (mit
2,5-mm-Bohrungen), die schon auf die Decks geklebt wurden (siehe oben). Auf den
langen Stab werden später die schon gespritzten Stahlhelme übereinander
"gestapelt" (links im Bild).
 Hier sieht man, wie genau mittig das Regal auf den Sockel gesteckt werden kann,
auch diese Arbeit hat sich also gelohnt...
Hier sieht man, wie genau mittig das Regal auf den Sockel gesteckt werden kann,
auch diese Arbeit hat sich also gelohnt...
 Jeder Stahlhelm
hat einen sog. Innenhelm (aus Lederbändern?) und der ist der Kopfform
entsprechend leicht oval geformt. (Ich habe dazu meinen eigenen Kopfumfang in
Stirnbandhöhe gemessen!) Ich habe diese Ovalform
gefräst (Seite 87
bis 89) und danach ballig gefeilt/geschliffen. Anschließend dahinter einen
Einstich (Ø 2,4) eingedreht.
Jeder Stahlhelm
hat einen sog. Innenhelm (aus Lederbändern?) und der ist der Kopfform
entsprechend leicht oval geformt. (Ich habe dazu meinen eigenen Kopfumfang in
Stirnbandhöhe gemessen!) Ich habe diese Ovalform
gefräst (Seite 87
bis 89) und danach ballig gefeilt/geschliffen. Anschließend dahinter einen
Einstich (Ø 2,4) eingedreht.
 Eine Buchse (Innen-Ø
2,4, Außen-Ø 4, 3 mm Länge) wurde gedreht, auf den inzwischen verlängert
angedrehten Ø 2,4 gesteckt und dort angelötet.
Eine Buchse (Innen-Ø
2,4, Außen-Ø 4, 3 mm Länge) wurde gedreht, auf den inzwischen verlängert
angedrehten Ø 2,4 gesteckt und dort angelötet.
 Bei der Ansicht von vorn erkennt man die Ovalform...
Bei der Ansicht von vorn erkennt man die Ovalform...
 Mit einem 0,3 mm
breiten Ms-Folienstreifen habe ich den Umfang der Ovalform plus 0,3 mm
Überlappung (für das Zusammenlöten!) ermittelt.
Mit einem 0,3 mm
breiten Ms-Folienstreifen habe ich den Umfang der Ovalform plus 0,3 mm
Überlappung (für das Zusammenlöten!) ermittelt.
 Hier ist der
Foliestreifen für das Längemessen (11,3 mm) wieder gerade gerichtet.
Hier ist der
Foliestreifen für das Längemessen (11,3 mm) wieder gerade gerichtet.
 Ein Zapfen an
einem Stück Pertinax wird zehntelweise solange dünner gedreht, bis der
Foliestreifen rundum paßt (bei 0,3 mm Überlappung).
Ein Zapfen an
einem Stück Pertinax wird zehntelweise solange dünner gedreht, bis der
Foliestreifen rundum paßt (bei 0,3 mm Überlappung).
 Für die Innenhelme werden winzige kammartige Blechteile aus 0,05-mm-Ms-Folie
benötigt. Sie werden wieder "im Paket" gefertigt - das Spiel kennen wir ja
schon! Im Bild erkennt man die 12 Lagen Folie übereinander zwischen den mit
M3-Schrauben zusammengepreßten Endplatten.
Für die Innenhelme werden winzige kammartige Blechteile aus 0,05-mm-Ms-Folie
benötigt. Sie werden wieder "im Paket" gefertigt - das Spiel kennen wir ja
schon! Im Bild erkennt man die 12 Lagen Folie übereinander zwischen den mit
M3-Schrauben zusammengepreßten Endplatten.
 Das ist mein Eigenbau-Dorn für das (einschneidige) Schlagzahnfräsen auf der
Fräsmaschine. Links liegt hier ein 25 mm langer Einsatz aus
5-er-Vierkant-Silberstahl (WILMS-Metall), den ich für den Durchbruch im Dorn auf
5 x 4 mm Querschnitt gebracht habe.
Das ist mein Eigenbau-Dorn für das (einschneidige) Schlagzahnfräsen auf der
Fräsmaschine. Links liegt hier ein 25 mm langer Einsatz aus
5-er-Vierkant-Silberstahl (WILMS-Metall), den ich für den Durchbruch im Dorn auf
5 x 4 mm Querschnitt gebracht habe.
 Für das Fräsen des Schlagzahns verwendet man am besten einen
Zwei-Achs-Maschinenschraubstock. Im Bild wird eben unter 10° der vordere
Freiwinkel angefräst.
Für das Fräsen des Schlagzahns verwendet man am besten einen
Zwei-Achs-Maschinenschraubstock. Im Bild wird eben unter 10° der vordere
Freiwinkel angefräst.
weiter geht es im Teil 3 dieser Serie...